背景
车型:丰田花冠。
现象
车辆行驶过程中,在一定速度下,踩刹车制动时方向盘振动。
方案
检查项目:
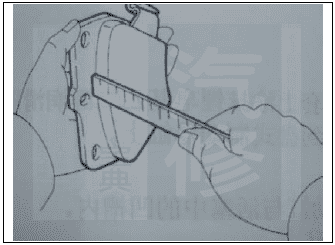
01 检查制动蹄片厚度:
用尺子测量制动蹄片厚度。标准厚度:11.0mm, 最小厚度:1.0mm。如超过标准值,更换。如下图所示。
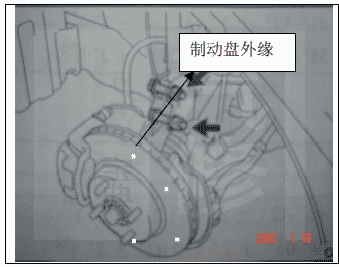
 02 检查制动盘厚度的变化量:
围绕制动盘选定8个位置点用螺旋测微器(千分尺)进行盘的厚度测量(白色选定的点务必都与制动盘外缘制动盘外缘的距离一致)。如下图所示。
02 检查制动盘厚度的变化量:
围绕制动盘选定8个位置点用螺旋测微器(千分尺)进行盘的厚度测量(白色选定的点务必都与制动盘外缘制动盘外缘的距离一致)。如下图所示。
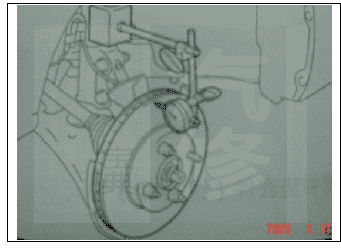
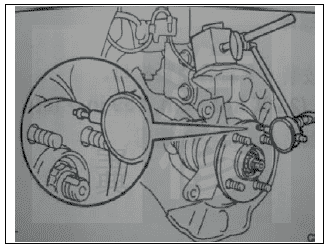
 03 检查制动盘偏摆:
在离制动盘外缘10mm处,用百分表测量制动盘偏摆(Max:0.05mm)。如超过最大值,则应检查轴承的轴向游隙和车轮轮毂偏摆。如下图所示。
03 检查制动盘偏摆:
在离制动盘外缘10mm处,用百分表测量制动盘偏摆(Max:0.05mm)。如超过最大值,则应检查轴承的轴向游隙和车轮轮毂偏摆。如下图所示。
 04 将百分表放置在车轮轮毂中央附近并检查轴承轴向间隙(Max:0.05mm)。如间隙超出最大值,则更换车轮轮毂总成。如下图所示。
04 将百分表放置在车轮轮毂中央附近并检查轴承轴向间隙(Max:0.05mm)。如间隙超出最大值,则更换车轮轮毂总成。如下图所示。
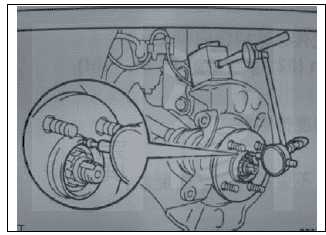 05 检查车桥轮毂偏摆:
时用百分表,检查轮毂螺栓外部的车桥轮毂表面的偏摆情况(Max:0.05mm)。如间隙超出最大值,则更换车轮轮毂总成。如下图所示。
05 检查车桥轮毂偏摆:
时用百分表,检查轮毂螺栓外部的车桥轮毂表面的偏摆情况(Max:0.05mm)。如间隙超出最大值,则更换车轮轮毂总成。如下图所示。
 在轴承游隙和车桥轮毂偏摆均属正常的基础上,偏摆如果仍在范围外,则需调整制动盘偏摆或用就车光盘机(ON-VIHICLE LATHE)对制动盘进行光磨。
在有些情况下,可微量调整轮毂上的1或2个螺栓,使偏摆量得到改善。如仍无效,必须进行光盘。
光磨制动盘的注意事项:
01 以下条件需进行光磨刹车盘:1.制动时的车辆抖动 2.刹车盘上的过度刻痕或热蚀点
02 制动盘的最小厚度是指正常磨耗下的尺度,并非光盘所依据的尺度。
如果光磨制动盘使其厚度过薄,将会导致散热能力的下降。
03 光磨制动盘的操作必须依靠精度高的设备,因设备不同,操作方法不尽一致,一定要按设备的使用方法来操作。(如按一般的方法进行操作,会造成偏差,导致光盘后没有效果)
04 确保光盘装置的清洁程度,避免设备及部件的碰伤,确保锋利部件的锋利程度,在制动盘的光磨时一定要使用防震装置。
磨合刹车片和刹车盘
在刹车片更换或刹车盘光磨后,建议对新更换的刹车部件的表面进行磨合处理,此项操作有利于刹车盘片正常使用寿命的确保。
在车速30mph(48km)左右,通过对制动踏板施加20次中等制动力可以完成此磨合。
注意事项:此项操作过程中请务必注意避免刹车机构的过热。
在轴承游隙和车桥轮毂偏摆均属正常的基础上,偏摆如果仍在范围外,则需调整制动盘偏摆或用就车光盘机(ON-VIHICLE LATHE)对制动盘进行光磨。
在有些情况下,可微量调整轮毂上的1或2个螺栓,使偏摆量得到改善。如仍无效,必须进行光盘。
光磨制动盘的注意事项:
01 以下条件需进行光磨刹车盘:1.制动时的车辆抖动 2.刹车盘上的过度刻痕或热蚀点
02 制动盘的最小厚度是指正常磨耗下的尺度,并非光盘所依据的尺度。
如果光磨制动盘使其厚度过薄,将会导致散热能力的下降。
03 光磨制动盘的操作必须依靠精度高的设备,因设备不同,操作方法不尽一致,一定要按设备的使用方法来操作。(如按一般的方法进行操作,会造成偏差,导致光盘后没有效果)
04 确保光盘装置的清洁程度,避免设备及部件的碰伤,确保锋利部件的锋利程度,在制动盘的光磨时一定要使用防震装置。
磨合刹车片和刹车盘
在刹车片更换或刹车盘光磨后,建议对新更换的刹车部件的表面进行磨合处理,此项操作有利于刹车盘片正常使用寿命的确保。
在车速30mph(48km)左右,通过对制动踏板施加20次中等制动力可以完成此磨合。
注意事项:此项操作过程中请务必注意避免刹车机构的过热。








