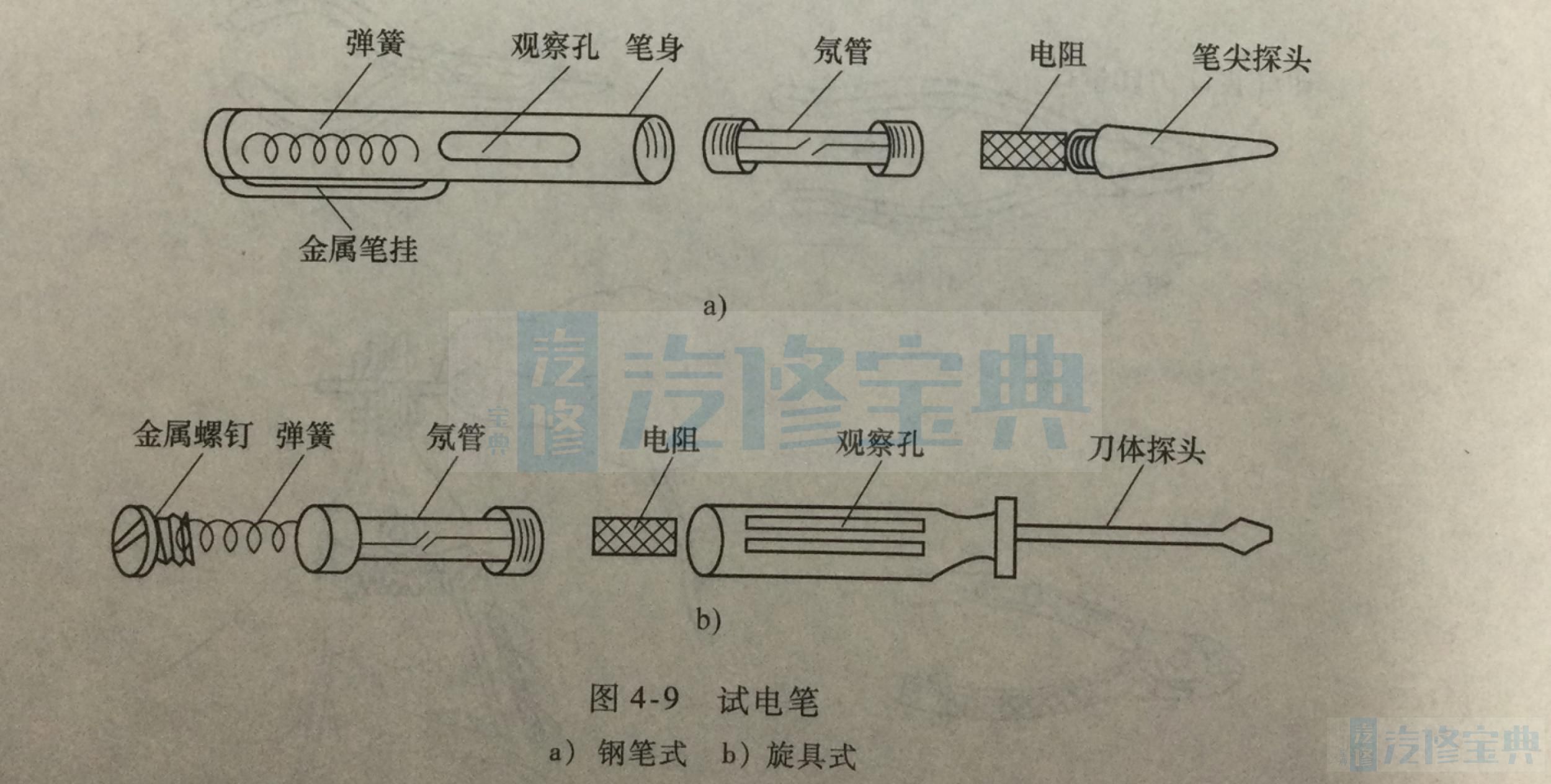
汽车音响检修常用工具主要有试电笔、旋具、电烙铁、电工钳和电工刀等。 1.试电笔: 试电笔又称电笔,用于检测交流电的低压线路和电气设备是否有电,检测电压范围为60~500V。试电笔常做成钢笔式或旋具式两种,如图4-9所示。
试电笔使用注意事项:
①使用试电笔之前,需在电源上检查试电笔氖管能否正常发光,确定试电笔正常后方可使用。
②手应触及试电笔尾部的金属体(金属笔挂或金属螺钉),否则不能构成回路,氖管不发光,极易造成误判。
③旋具式试电笔只能承受很小的力矩,适合拧动小螺钉,否则易损坏试电笔。
④因氖管亮度较低,测试时应注意避光,以防误判。
2.旋具:
旋具俗称螺丝刀,用于紧固或拆卸螺钉。按头部形状的不同,可分为一字旋具和十字旋具;按握柄所用材料的不同,可分为木柄旋具和塑料柄旋具。一字旋具的规格用握柄以外的刀杆长度的毫米数表示,有50mm、100mm和150mm等规格常用。十字旋具专供紧固或拆卸十字槽螺钉,有4种规格常用,适用于直径2~12mm的螺钉。
除一字和十字旋具外,常用的还有多用旋具,为组合工具,握柄和刀体可拆卸,握柄用塑料制成,刀体有几种规格,有一字形和十字形。
3.电工刀:
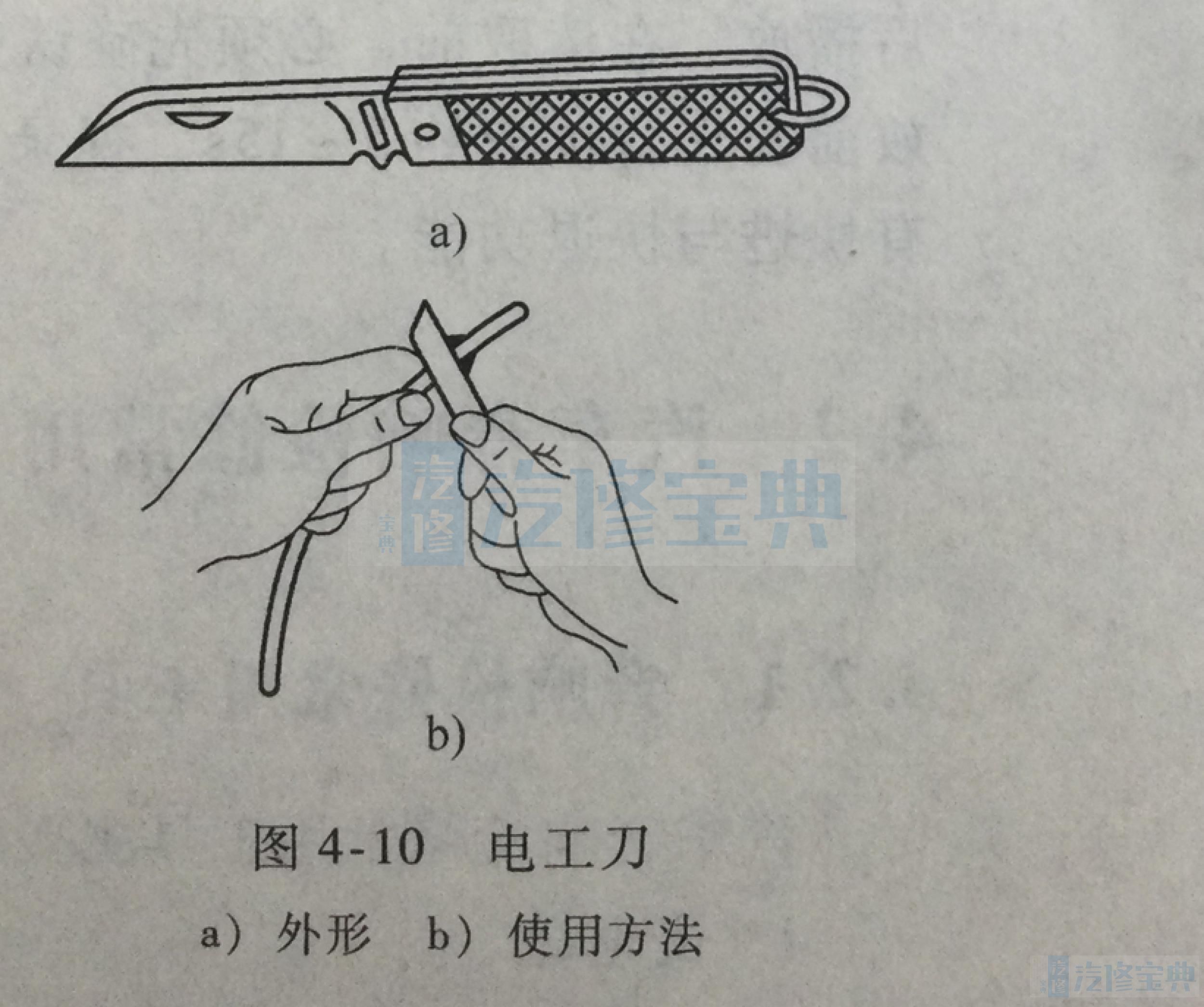
电工刀用于剖削电线、切削绝缘材料,如图4-10所示。
使用时,电工刀的刀口应朝外剖削,以防伤手。剖削导线绝缘层时,刀面与导线成45°斜切入,以免割伤导线。电工刀的柄部无绝缘保护,使用时应注意防止触电。
4.电工钳:
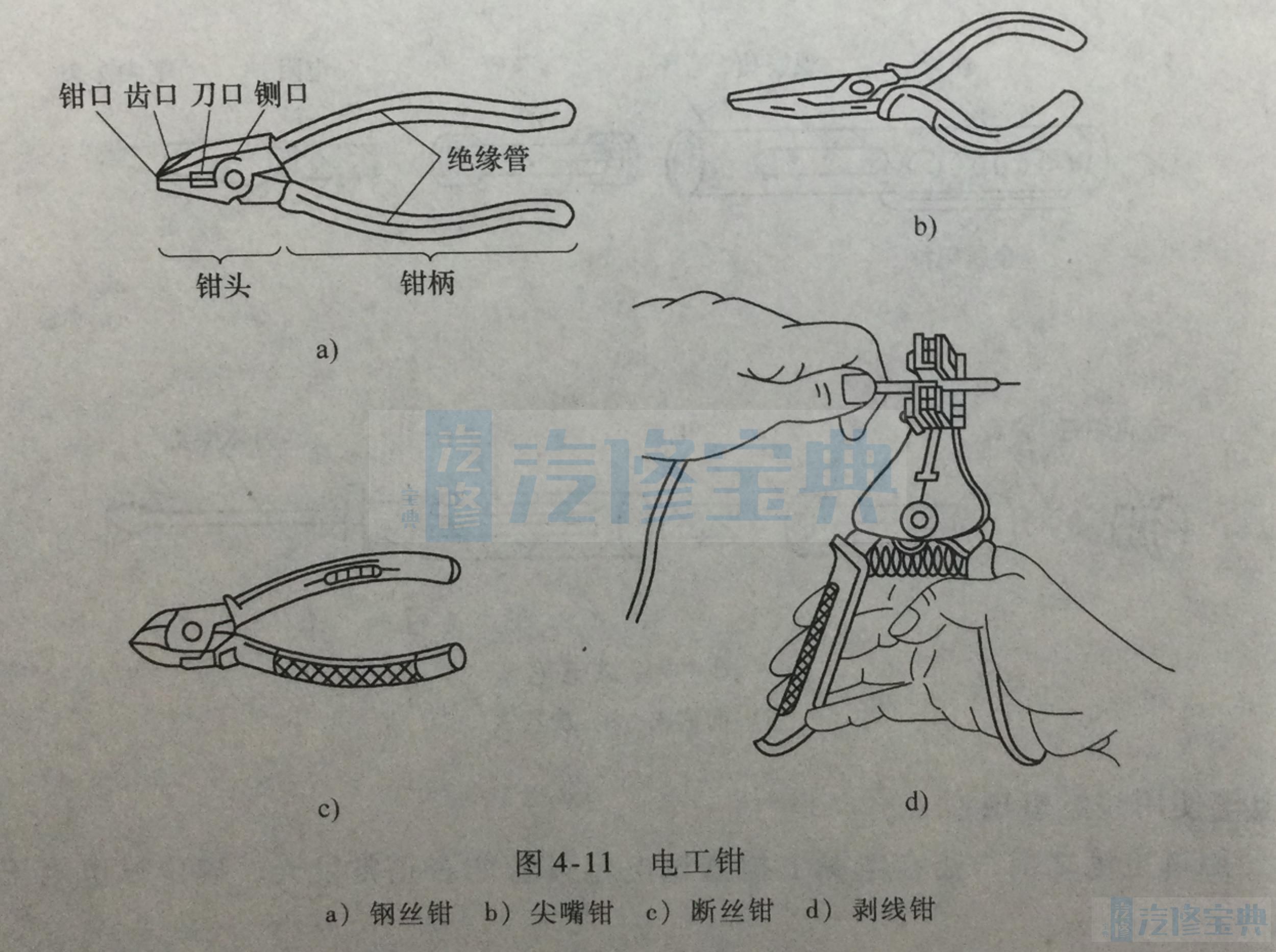
电工钳分钢丝钳、尖嘴钳、断丝钳和剥线钳等,如图4-11所示。
(1)钢丝钳用于夹持或折断金属薄片、切断金属。
(2)尖嘴钳:适合狭小空间操作,用于剪断较细的导线和金属丝,或将其弯制成需要的形状,并可夹持、安装较小的螺钉、垫圈等。
(3)断丝钳:用于剪断较粗的金属丝、导线等。耐压500V的带绝缘柄的断丝钳较为常用。
(4)剥线钳:用于剥落小直径导线绝缘层,其钳口部分设有不同尺寸的刀口,以剥落直径0.5~3mm导线的绝缘层,其柄部绝缘,耐压为500V。
5.电烙铁:
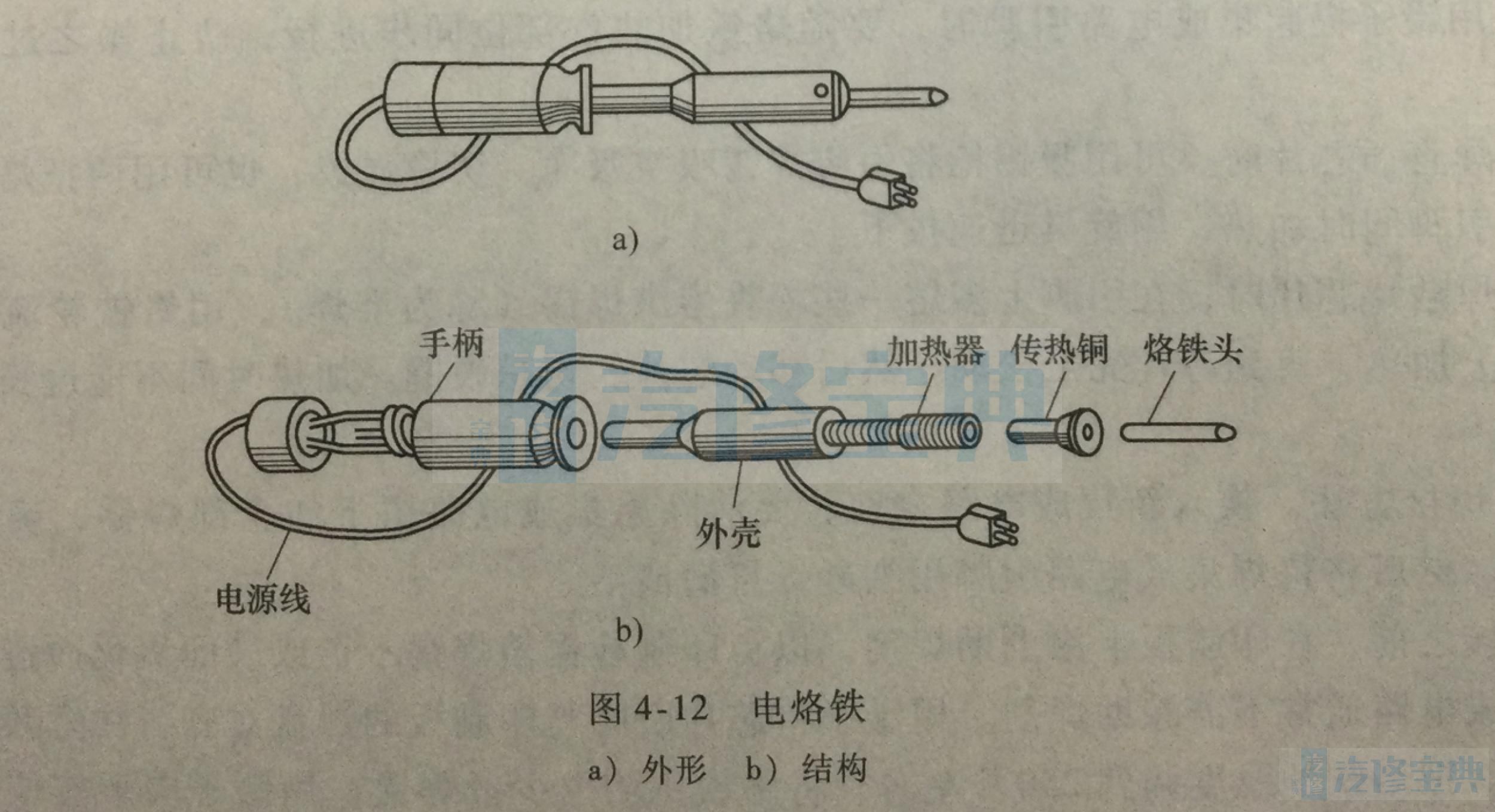
电烙铁主要由手柄、电热元件、烙铁头等组成,如图4-12所示。根据烙铁头的加热方式不同,电烙铁可分为内热式和外热式。
(1)电烙铁使用注意事项:
①对于纯铜烙铁头,使用之前应先除去烙铁头的氧化层,再用锉刀锉成45°尖角。电烙铁通电加热,当烙铁头变成紫色时,马上沾上一层松香,再在焊锡上轻轻擦动,此时烙铁头会沾上一层焊锡,即可进行焊接。
②对于已“烧死”或沾不上焊锡的烙铁头,要锉掉氧化层,再沾上一层焊锡。
(2)焊接技巧:
①焊接准备。
a.选择焊接工具。最好选用恒温电烙铁,若无恒温烙铁,可选用20W内热式或25W外热式烙铁,内热式烙铁最大不超过25W,外热式烙铁最大不超过30W,烙铁必须可靠搭铁。
烙铁头的尖部应较细,宽度应不大于1mm。
b.选择助焊剂。可选用松香,切不可用腐蚀性强的焊锡膏助焊。
c.选择焊锡。选用低熔点、内部夹有松香的进口焊锡丝,通常直径在0.8~1mm之间。
若元件的引脚密集纤细,则焊锡可选用更细的,品质良好的焊锡丝焊出的焊接点圆润、光滑和牢固。
此外,应准备一把尖嘴镊子用于夹持、固定芯片以及检查电路。对于镊子,没有特殊要求,弹性好、大小适中、直头和弯头都可。
②拆卸与焊接。
a.拆卸焊接方法。贴片式电阻器、电容器的基片大多采用陶瓷材料制作,受碰撞易破裂,拆卸、焊接时应掌握控温、预热、轻触等技巧。焊接温度应控制为200~250℃,将待焊接的元件先放在100℃左右的环境里预热1~2min,防止元件突然受热膨胀损坏。操作时,烙铁头应先对印制板的焊点或导带加热,尽量不要碰到元件。每次焊接时间应在3s左右,焊接完毕后使电路板在常温下自然冷却。以上焊接方法和技巧同样适用于贴片式晶体管。
贴片式集成电路的引脚数多、间距窄、硬度小,若焊接温度不当,极易造成引脚焊锡短
路、虚焊或卬制线路铜箔脱离印制板等故障。
用烙铁头配合吸锡器,将集成电路引脚焊锡全部吸除后,用尖嘴镊子轻轻插入集成电路底部,边用烙铁加热,边用镊子逐个轻轻提起集成电路引脚,使集成电路引脚逐渐与印制板脱离。用镊子提起集成电路引脚时,要随烙铁加热的部位同步进行,防止操之过急而损坏芯片。
拆焊直插芯片时,可用吸锡枪将引脚焊锡吸空吸净。切忌强拔,也可用两把烙铁对芯片的两排引脚同时加热,用旋具迅速拔下。
拆焊贴片芯片时,在引脚上多熔一些松香熔满焊锡(称为堆焊),用烙铁轮流在芯片两排引脚上加热,直到芯片完全松动,然后移动芯片,切忌硬撬。加热时间不能过长,以免损坏芯片。
b.焊接方法。换入新集成电路之前,要清除原集成电路留下的全部焊锡,确保焊盘平整清洁。然后将待焊集成电路引脚用细砂纸打磨清洁。
焊接之前,在印制板上涂上助焊剂,以免印制板铜箔焊锡不良或表面氧化而造成不易焊接,集成电路通常不需涂助焊剂。用镊子将芯片引脚与印制板的焊盘对齐,注意其放置方向应正确。把烙铁的温度调到250℃左右,将烙铁头沾上少量焊锡,用镊子向下按住已对准位置的芯片,在其对角位置的引脚上加少量助焊剂,迅速焊接这两只引脚,将芯片固定。检查芯片的位置是否对准,若有必要,可进行调整或拆除并重新对准。
焊接芯片其余引脚时,手持烙铁给集成电路引脚加热,将焊锡丝送往加热引脚焊接,直到焊锡流人引脚下面。焊接时,保持烙铁头与被焊引脚平行,防止因焊锡过量发生引脚间搭接。所有引脚均焊接完毕后,用助焊剂再次浸湿引脚,以清除多余的焊锡,消除短路和搭接。用镊子检査是否有虚焊。检査后,用硬毛刷沾上酒精沿引脚方向仔细擦拭,清除残留助焊剂。也可用镊子夹持沾有清洗剂的脱脂棉球进行擦拭。
贴片阻容元件相对容易焊接,可先在一个焊点上锡,然后放上元件的一端。用镊子夹住元件,在焊上一端后,检査是否正确。若正确,可接着焊上另外一
端。
c.焊接印制电路板。印制电路板用粘结剂将铜箔压粘在绝缘板上,有单面敷铜箔和双面敷铜箔两种。焊接时,若温度过高、时间过长,会使印制电路板起泡、变形,甚至使铜箔翘起。焊接技巧如下:
清洁焊件和印制电路板铜箔表面。在印制电路板上安装和焊接元器件之前,先对其引线进行成形加工。在印制电路板上安装元件时要求高低整齐,元件规格标记方向一致,并注意安装方向。元件安装在印制电路板上之后,要将多余引线剪掉,其方法有两种:
①先剪后焊,剪后引线长度为1.5~2.5mm,焊接后,引线露出焊点的长度为0.5~1mm。
②先焊后剪,注意不要将焊点头剪去一部分,以免降低焊点的机构强度。
焊接卬制电路板:右手操作电烙铁,左手拿松香焊锡丝,将烙铁头和焊锡丝同时接触焊接点;在焊锡熔化到适量和焊点吃锡充分的情况下,迅速移开焊丝,并拿开电烙铁,注意移开焊锡丝的时间不要迟于拿开电烙铁的时间。焊接印制电路板时,每点的焊接时间控制为2~3s,若在此时间内没有焊好,烙铁头也应先移开,重新清洁焊点后,再次焊接。
印制电路板焊接顺序:先焊小型元器件,后焊大型元器件;先焊阻容元件,后焊半导体器件。
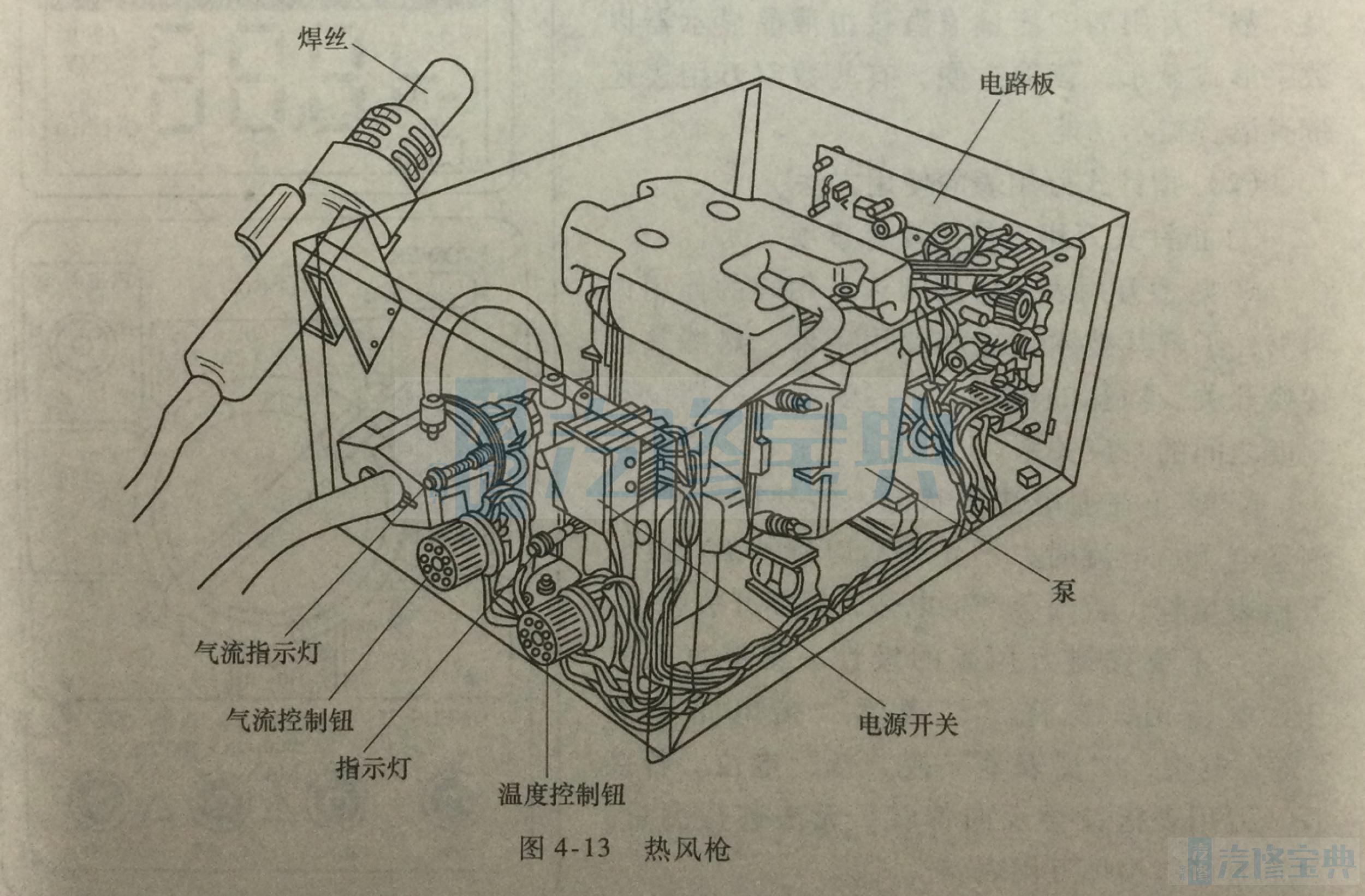
6.热风枪:
高档音响采用了大量的贴片元件,需采用热风枪取下。热风枪的主要部件是电热丝和气泵,有温度调节旋钮和气流调节旋钮,如图4-13所示。
热风枪使用注意事项:
①根据所焊元件的大小,选择不同的喷嘴。普通元件采用1124或1125喷嘴,而引脚较多和面积较大的元件选用其他规格的喷嘴。
②正确调节温度旋钮和气流调节旋钮,使温度和气流适当。调节气流时,若是单一喷嘴,气流档应调节在1~3档。如吹焊电阻、电容、晶体管等小元器件时,温度通常调到2~3档,气流调到1~2档;吹焊集成电路时,温度通常调到3~5档,气流调到2~3档。由于热风枪品牌众多,拆焊的元器件耐热情况也有所不同,热风枪的温度和气流的调节,可根据个人习惯并视具体情况而定。
③将喷嘴对准所拆元器件,在要拆焊的元器件上涂助焊剂,待焊锡熔化后再用镊子取下元器件。