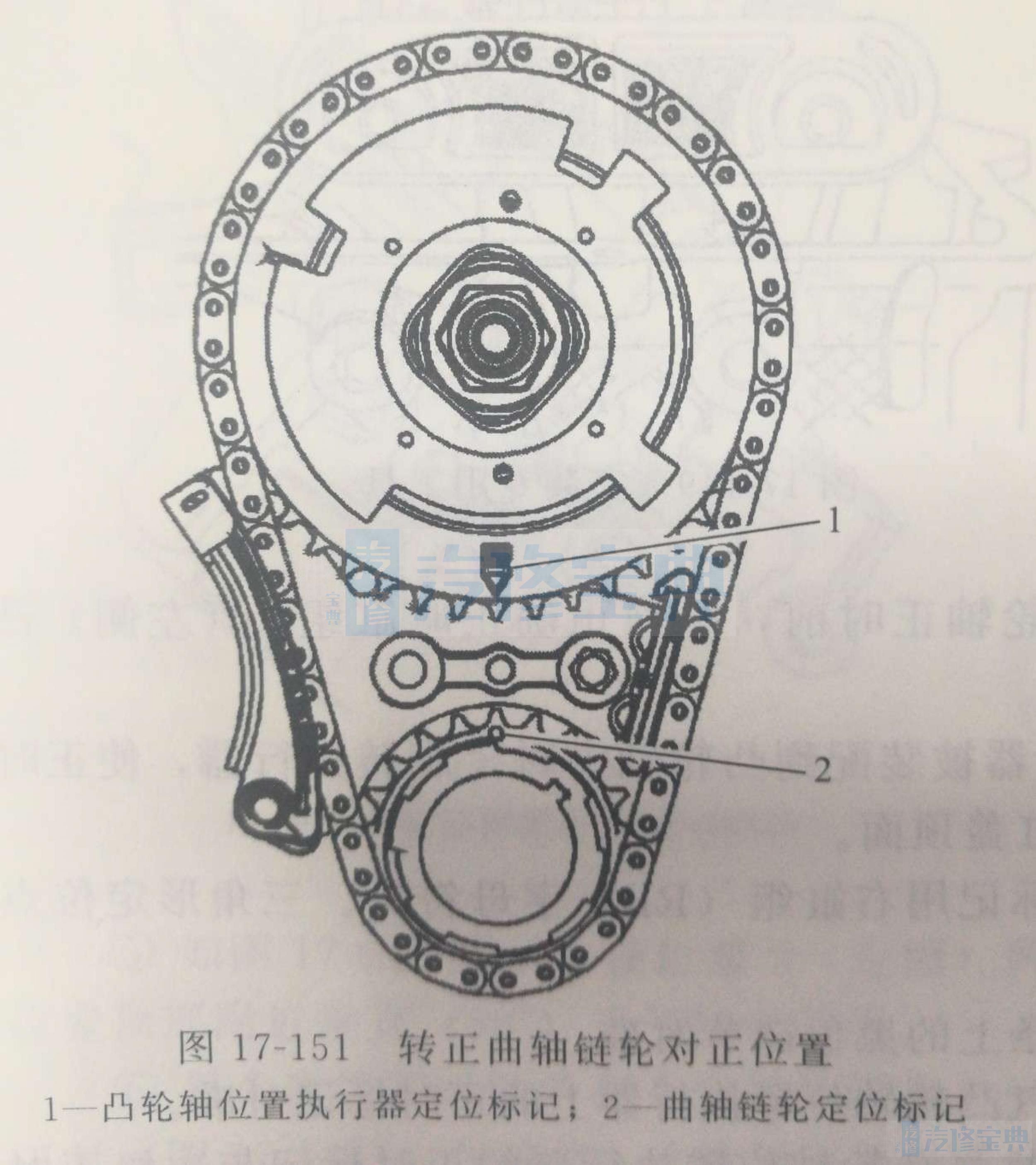
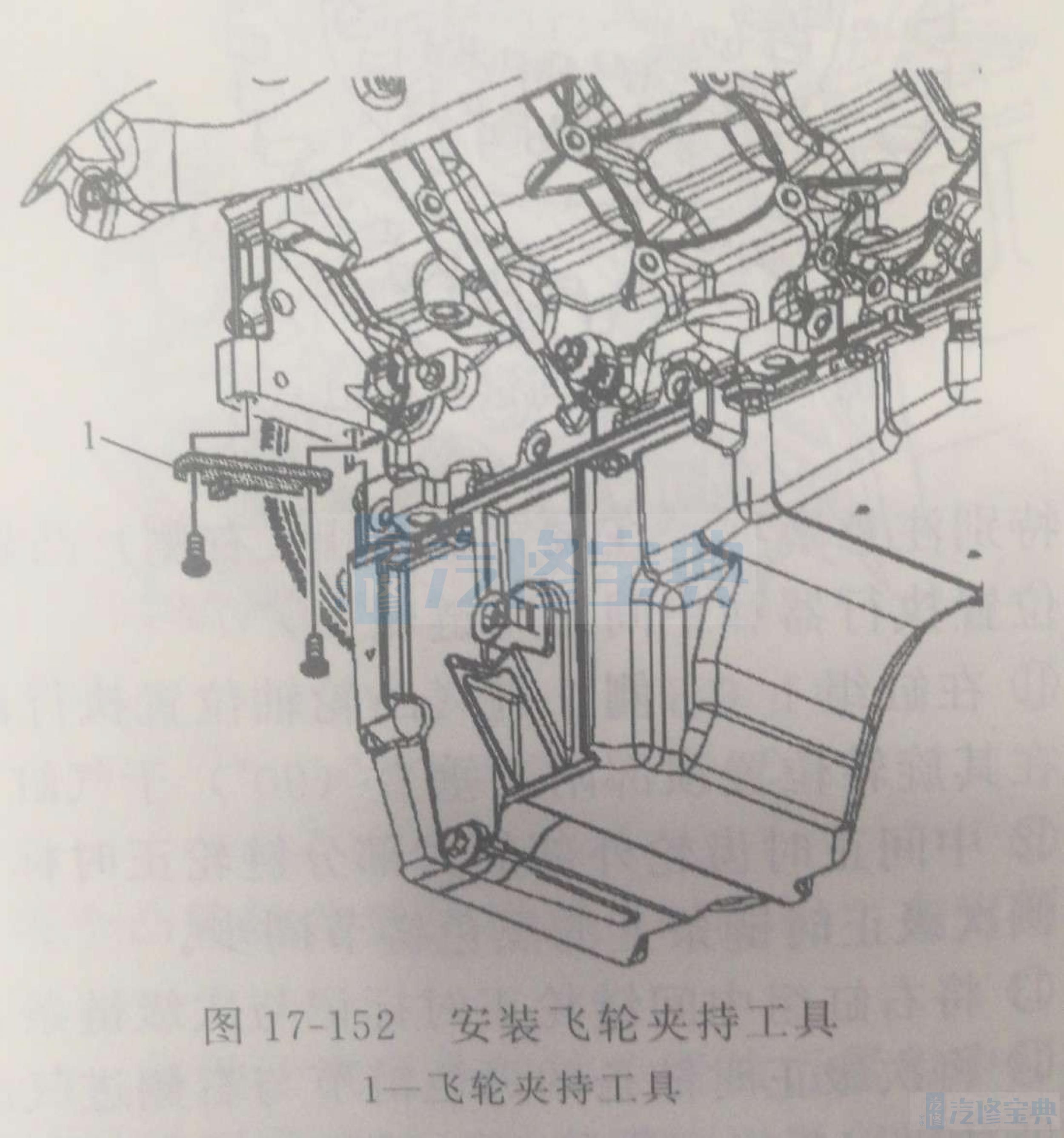
正时链条拆卸专用工具:EN46330正时链张紧器固定销;J8433拔出器杆;J41478曲轴前油封安装工具;J41558曲轴链轮拆卸工具;J41665曲轴平衡器和链轮安装工具;J41816-2曲轴端部保护装置;J42386-A飞轮夹持工具;J45059角度测量仪。 ①拆下机油泵。 ②转动曲轴链轮直到凸轮轴位置(CMP)执行器定位标记1和曲轴链轮定位标记2对正,见图17-151。 ③如图17-152所示,安装J42386-A飞轮夹持工具1和螺栓。使用正确的工具进行操作,即一个1.5×120mm的M10螺栓和一个1.5×45mm的M10螺栓。确保J42386-A飞轮夹持工具的卡齿和发动机飞轮齿啮合。将J42386-A飞轮夹持工具螺栓紧固至50N·m(37lbf·ft)的扭矩。
④拆下并废弃凸轮轴位置执行器电磁阀。
拆卸或安装过程中,不要推拉凸轮轴位置(CMP)执行器的变磁阻轮。磁阻轮由3个柱销钉固定在凸轮轴位置执行器前端。推拉转子可能导致转子从执行器前端脱落。执行器复位弹簧处于张紧状态下且有可能导致脱落的变磁阻轮旋转,并造成人身伤害。
⑤从凸轮轴处松开并分离凸轮轴位置执行器和正时链条。从执行器链轮后面将执行器从凸轮轴前侧拉下。在尝试拆下执行器时切勿拉动变磁阻轮。
⑥拆下凸轮轴位置执行器和正时链条。正时链条拆下之后切勿转动曲轴总成以防止损坏活塞总成或气门。
⑦将捆扎带穿过执行器中心和变磁阻轮使其固定。
⑧拆下正时链条张紧器螺栓和张紧器。
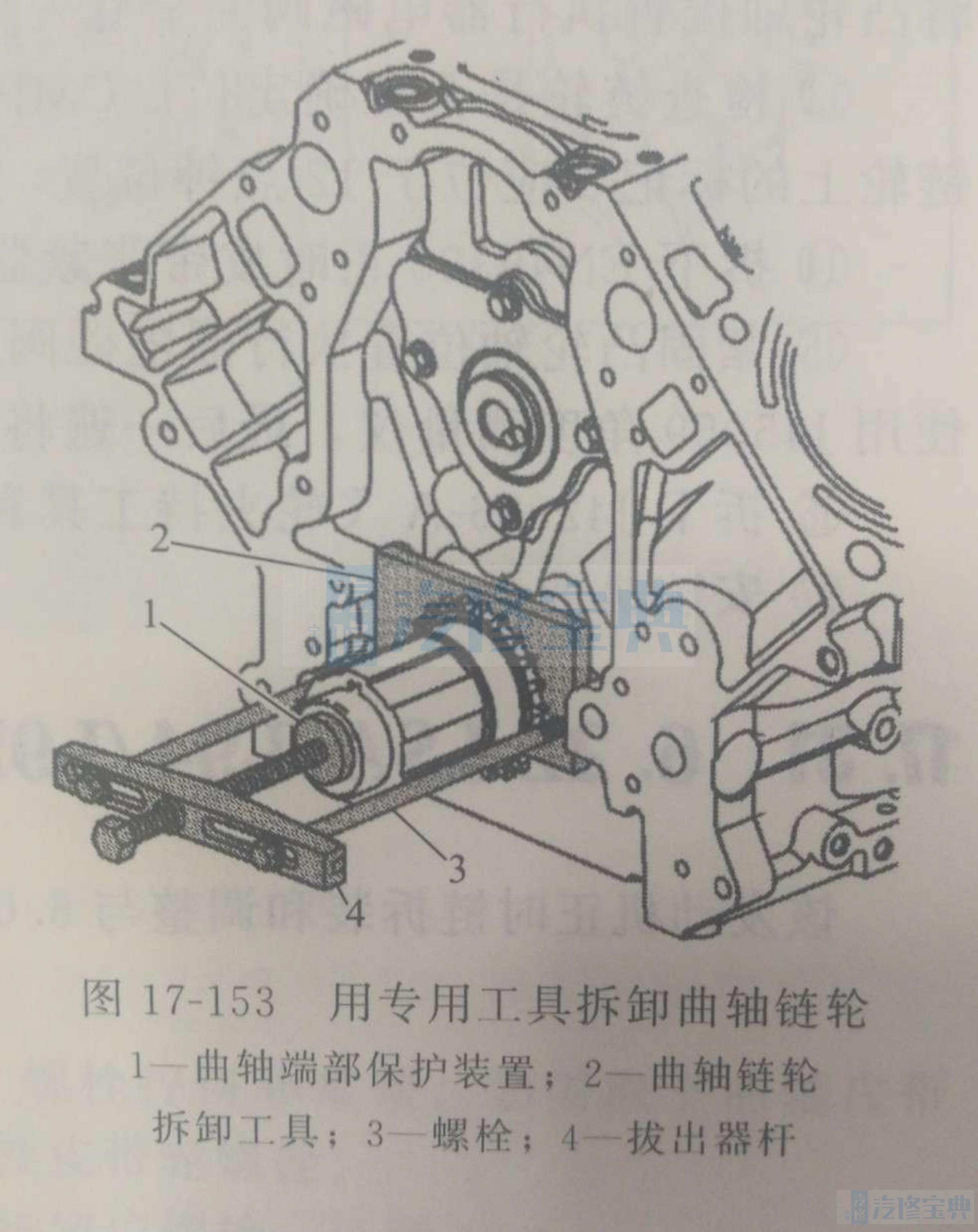
⑨使用J41816-2曲轴端部保护装置1、J41558曲轴链轮拆卸工具2、螺栓3和18433拔出器杆4以拆下曲轴链轮,见图17-153。
⑩拆下曲轴链轮。
必要时,拆下曲轴链轮键。
正时链安装程序①将链轮键安装至曲轴链轮键槽(若之前拆下)。
②将链轮键敲入键槽直到其两端到达曲轴底部。
③将曲轴链轮安装至曲轴前端。对准曲轴键和曲轴链轮键槽。
④使用J41478曲轴前油封安装工具和J41665曲轴平衡器和链轮安装工具以安装曲轴链轮。将链轮安装至曲轴,直到完全就位至曲轴凸缘。
⑤压住正时链条张紧器导板并安装EN46330正时皮带张紧器固定销。
⑥安装正时链条张紧器和螺栓。紧固螺栓至25N·m(18lbf·f)的扭矩。
⑦找到凸轮轴位置执行器后面的定位孔1和凸轮轴前面的定位销2,见图17-154。正确定位凸轮轴位置执行器至凸轮轴定位销。链轮齿和正时链条齿必须啮合。必须正确对准凸轮轴和曲轴链轮的定位标记。切勿重复使用凸轮轴位置电磁阀。装配时,安装新的凸轮轴位置阀。
⑧对正凸轮轴位置执行器后,使正时标记位于6点钟位置。
⑨安装凸轮轴位置执行器和正时链条。对正凸轮轴位置执行器正面的定位孔和凸轮轴前面的定位销。
拆卸或安装过程中,不要推拉凸轮轴位置(CMP)执行器的变磁阻轮。磁阻轮由3个滚柱销钉固定在凸轮轴位置执行器前端。推拉转子可能导致转子从执行器前端脱落。执行器复位弹簧处于张紧状态下且有可能导致脱落的变磁阻轮旋转,并造成人身伤害。
⑩务必将执行器完全安装至凸轮轴前侧。从执行器链轮的前面将执行器推至凸轮轴前侧。在尝试安装执行器时切勿推动变磁阻轮。
将直尺放在发动机气缸体前侧以检查凸轮轴位置执行器和正时链条是否正确安装。凸轮轴位置执行器正确安装至凸轮轴前侧后,正时链条不会从发动机气缸体的前侧突出来。
安装新的凸轮轴位置执行器阀。凸轮轴位置执行器正确定位至凸轮轴时,可以用手将凸轮轴位置执行器电磁阀完全旋入凸轮轴。用手紧固直到密合。
检查链轮是否正确定位。CMP执行器链轮上的标记1应位于6点钟位置,并且曲轴链轮上的标记2应位于12点钟位置,见图17-151。
拆下EN46330正时皮带张紧器固定销。
紧固凸轮轴位置执行器电磁阀。第一遍将螺栓紧固至65N·m(48lbf·ft)的扭矩。使用J45059角度测量仪,最后一遍将螺栓再次紧固90°。
拆下J42386-A飞轮夹持工具和螺栓。
安装机油泵。