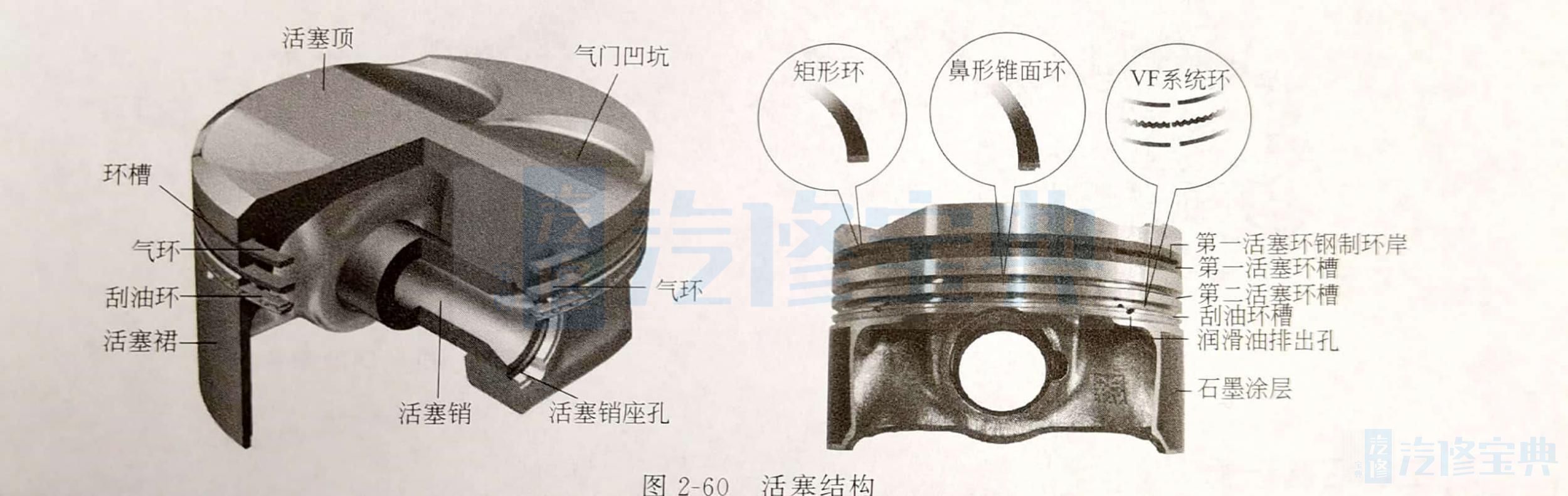
一、活塞结构活塞的主要部分包括活塞顶、带有火力岸的活塞环部分、活塞销座和活塞裙,如图2-60所示。活塞环、活塞销和活塞销卡环也是活塞总成的一部分。
活塞顶和气缸盖构成了燃烧室,如图2-61所示。在汽油发动机上可以采用平顶、凸顶或凹顶活塞。
活塞环部分通常有三个用于固定活塞环的环形槽,活塞环的作用是防止漏气和漏油(密封)。活塞环岸位于环形槽之间。位于第一个活塞环上方的环岸称为火力岸。
一套活塞环通常包括两个气环和一个刮油环。
二、活塞直径、缸壁间隙测量。
1.活塞直径测量。
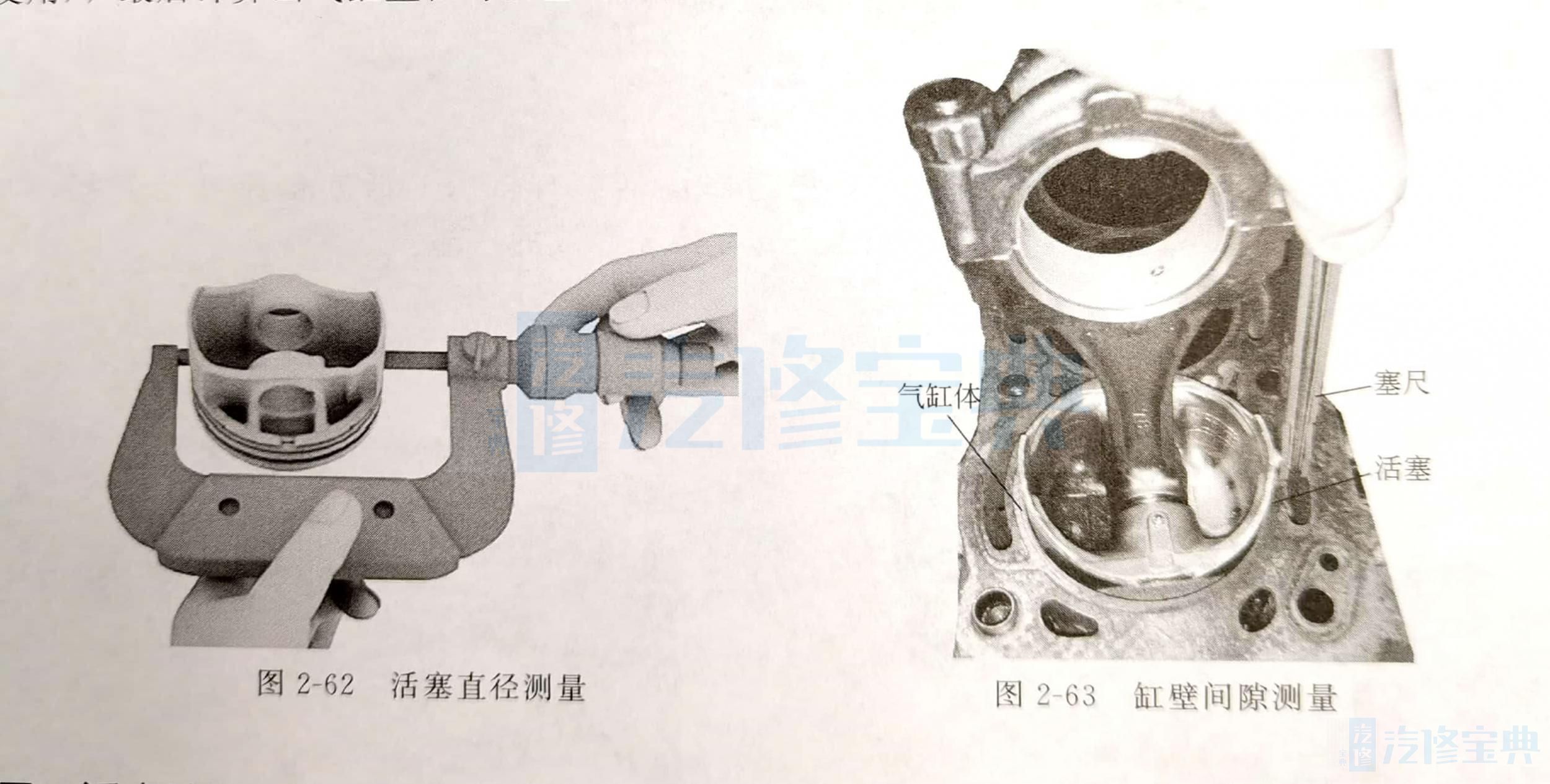
同一台发动机上应选用同一厂牌、同一规格和同组活塞。活塞的选组应根据测得的气缸直径,选取对应的组别。活塞环不拆下,活塞位置在气缸上,活塞测量的部位,如图2-62所示,用外径千分尺从活塞裙部底边向上约10mm处测量活塞的横向直径与活塞销的轴线错开90°。相对于额定尺寸的偏差,最大为0.04mm。
2.缸壁间隙测量。
活塞与气缸壁的间隙为0.02~0.04mm。测量方法:将气缸和活塞擦净,把一定规格(长×宽×厚为200mm×13mm×0.03mm)的厚薄规预先置放在气缸内受侧压力较大的一侧(发动机右侧),倒置活塞(前后方向不变)使裙部大径方向对正厚薄规,并推入气缸内至下缘与气缸上平面平齐,然后左手握住活塞,右手用弹簧秤拉出厚薄规,其拉力应符合规定,各缸间的拉力差应不超过9.8N,拉力计的标准拉力为22.5-36.5N·m,如图2-63所示。也可用外径千分尺测量活塞的最大直径,再用量缸表测量气缸的最大直径(参照量缸表使用),最后计算出气缸直径与活塞的配合间隙。
三、活塞选配。
在发动机大修或更换气缸体(或气缸套)时,应同时更换全部活塞。在选配活塞时,应注意下列要求。
2.活塞环的类型活塞环的类型如图2-66所示
①矩形环是在普通运行条件下使用的带有矩形横截面的气环。通常还使用桶面环。
②锥面环的运行表面呈锥形,锥面向上逐渐缩小。这样可以缩短启动时间。锥面环也是气环,但具有刮油环的作用。由于内倒角矩形环的横截面不对称,因此安装时会使其呈碟形。运行时与气缸壁表面呈锥形。这种气环与锥面环一样,也具有辅助刮油的作用。
③鼻形环和鼻形锥面环既是气环又是刮油环,如图2-67所示。这类活塞环的底部都有一个小槽口。鼻形锥面环的运行表面呈锥形。安装鼻形环时不允许颠倒方向,槽口必须朝下,安装错误会导致发动机损坏。
④开槽油环通过两个运行表面上较高的表面压力实现其刮油作用。环壁上的开槽有助于刮下的润滑油回流。在带有管状弹簧的开槽油环上,通过一个圆柱形螺旋弹簧(管状弹簧)提高表面压力和接触面积位于铸铁或钢制活塞环圆形或V形固定槽内的弹簧使整个环壁均匀受力,因此这种活塞环结构灵活性较大。
⑤双倒角环与开槽油环相似。两个运行表面的倒角可以进一步提高表面压力,从而达到更好的刮油效果。双倒角环也可以采用带有管状弹簧的结构。
⑥VF系统是一个三件式钢带刮油环。它由两个钢片和一个钢制隔离弹簧构成。这种结构特别适用于较薄的活塞环。两个钢片彼此独立径向移动有助于提高刮油效果,⑦U形弯曲环是比较特殊的部件,在M43TU发动机上作为刮油环安装在第三个凹槽内。该刮油环的横截面呈U形,两端构成了运行表面。
该活塞环由通过弹簧支撑的挠性元件构成。与传统刮油环不同,其弹簧不是将活塞环压向气缸套,而是与其一起张紧。挠性元件本身产生的作用力足够用于达到所需要的表面压力。安装窄小的U形弯曲刮油环时必须特别小心。
若将内圆面的上边缘或外圆面的下边缘切掉一部分,整个气环将扭曲成碟形,则称这种
连杆还要将燃烧压力产生的作用力由活塞传至曲轴上作为一个加速度很大的部件,连杆的质量直接影响发动机的工作效率和运行平稳性。因此,为了获得尽可能舒适的发动机运行特性,最重要的是优化连杆质量梯形连杆的小连杆头的横截面呈梯形也就是说,在连杆小头处由连杆轴端部向连杆端部逐渐变细。这样一方面可以进一步减轻质量,因为节省了“未承受负荷”一侧的材料,而承受负荷一侧则为整个轴承宽度另一方面能缩小活塞销孔间距,这意味着活塞销弯曲度较低。
还有一个优点是可以取消小连杆头内的油孔,因为机油通过滑动轴承的倾斜沿渗入。由于省去了油孔,因此也避免了对该侧轴承强度造成的不利影响。这又可使该侧连杆结构更窄小,这样不仅可以减轻质量,还能节省活塞空间。
六、连杆衬套选配。
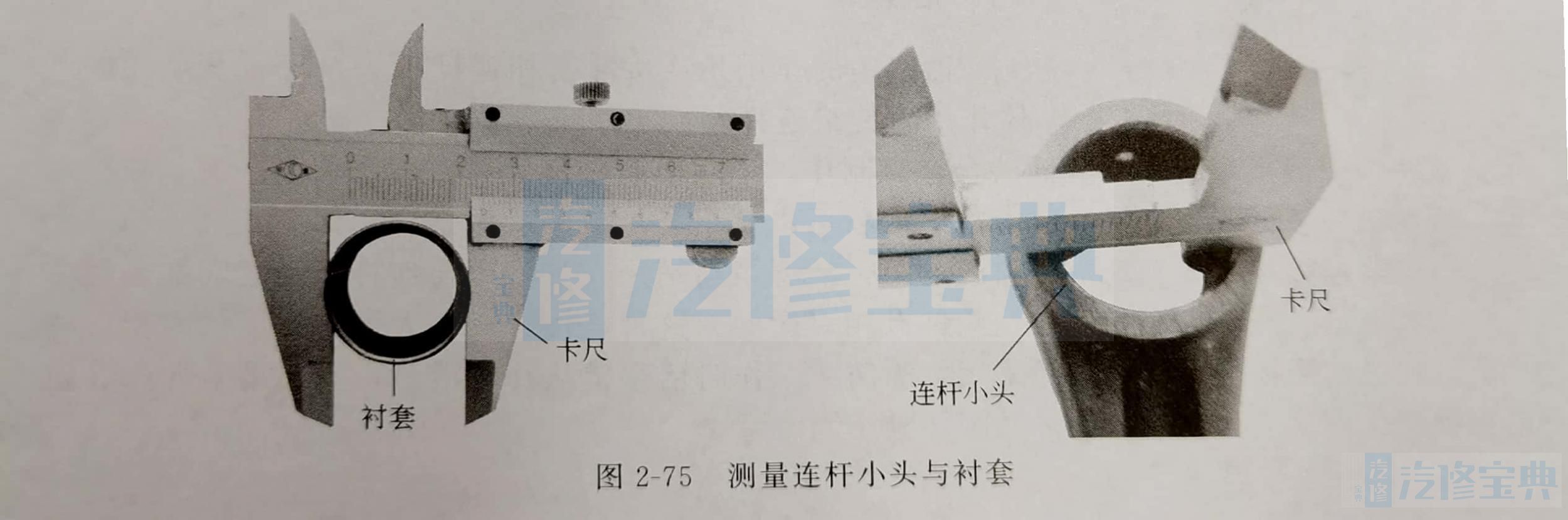
连杆衬套与小头座孔之间的配合要有一定的过盈量,一般为0.045~0.150mm,过盈量过大会造成压装衬套困难,甚至造成衬套变形、损坏;过盈量过小时,衬套能压入小孔内但工作时易出现衬套松动现象,并造成小头座孔磨损加剧。对过盈量的测量,一般选用游标卡尺分别测量新衬套的外径和连杆小头内径,根据测出过盈量的大小选择新衬套,如图2-75所示。
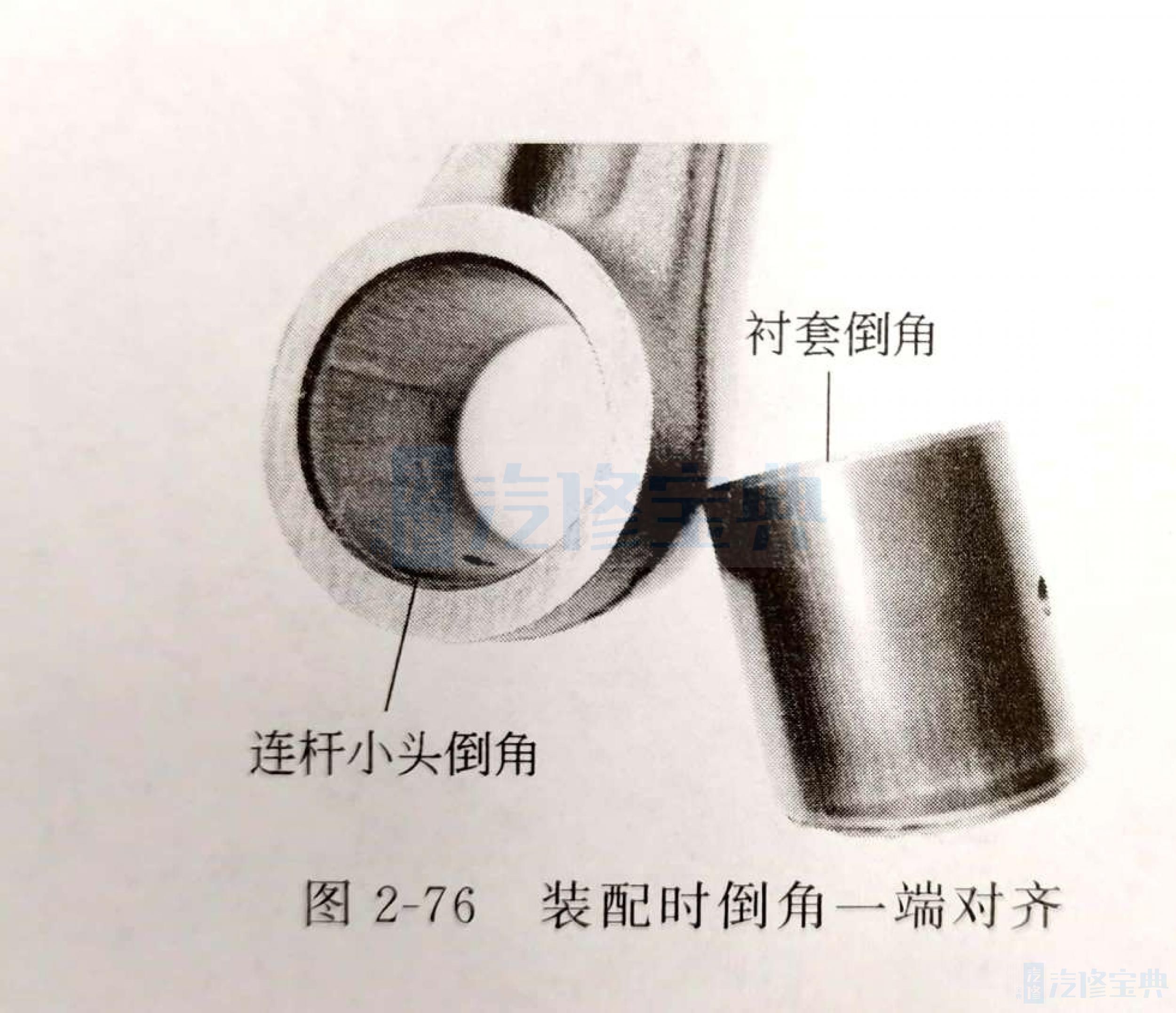
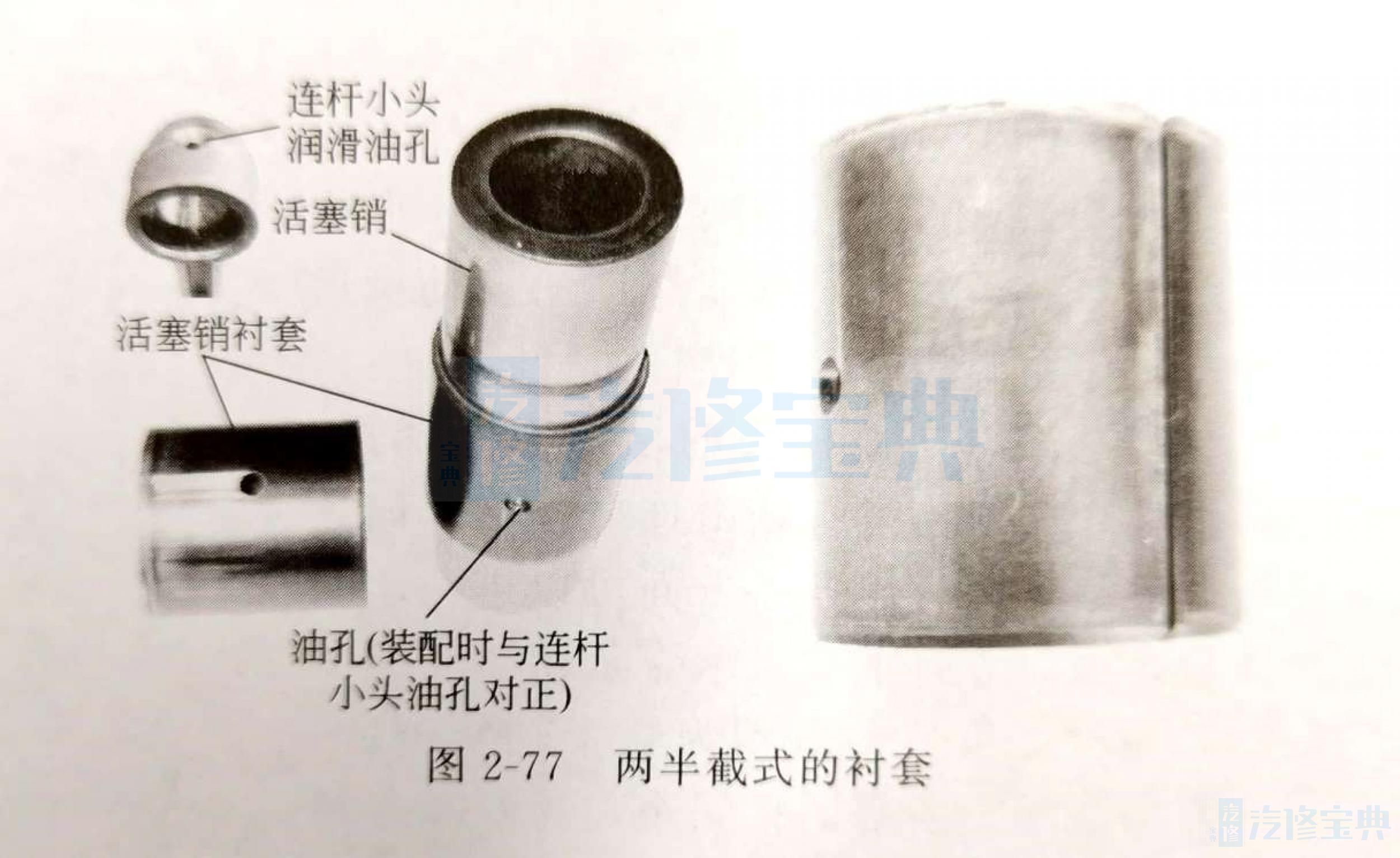
活塞销与连杆衬套之间的配合间隙在常温下应为0.02~0.05mm,并且保证接触面在75%以上。如勉强套入活塞销,则为合适。如套不进活塞销,则说明加工余量太大;如套上后感到松旷,则说明加工余量太小,均应重新选配新衬套在被压入前,应用冲子将旧衬套顶出,然后检查小头座孔内部有无毛糙、卷边现象等,若有则要进行处理。在装配新衬套时,有倒角的一端应对着连杆小头有倒角的一侧使其对正压入,如图276所示。还要注意使油孔对准。对于两半截式的衬套(图2-77),应使衬套压至连杆小头油孔边缘,以保证机油流动畅通。露出连杆小头端面部分,需用锉刀修平。
例如:发动机有异响,冷车时更明显。
(1)检查分析。试车发现,该车在怠速运转时就能够听到异响。将发动机的息速提高到1500/min时声音最为明显。
利用听诊器检查,感觉气门室盖前端声音较强,于是拆检气门挺柱机构。检查发现液压挺柱、摇臂等均正常,正时链条松紧度也合适。接下来检查凸轮轴相位执行器,仍然未能发现任何问题。考虑到异响是在气门室盖处较强,所以决定更换相位执行器。
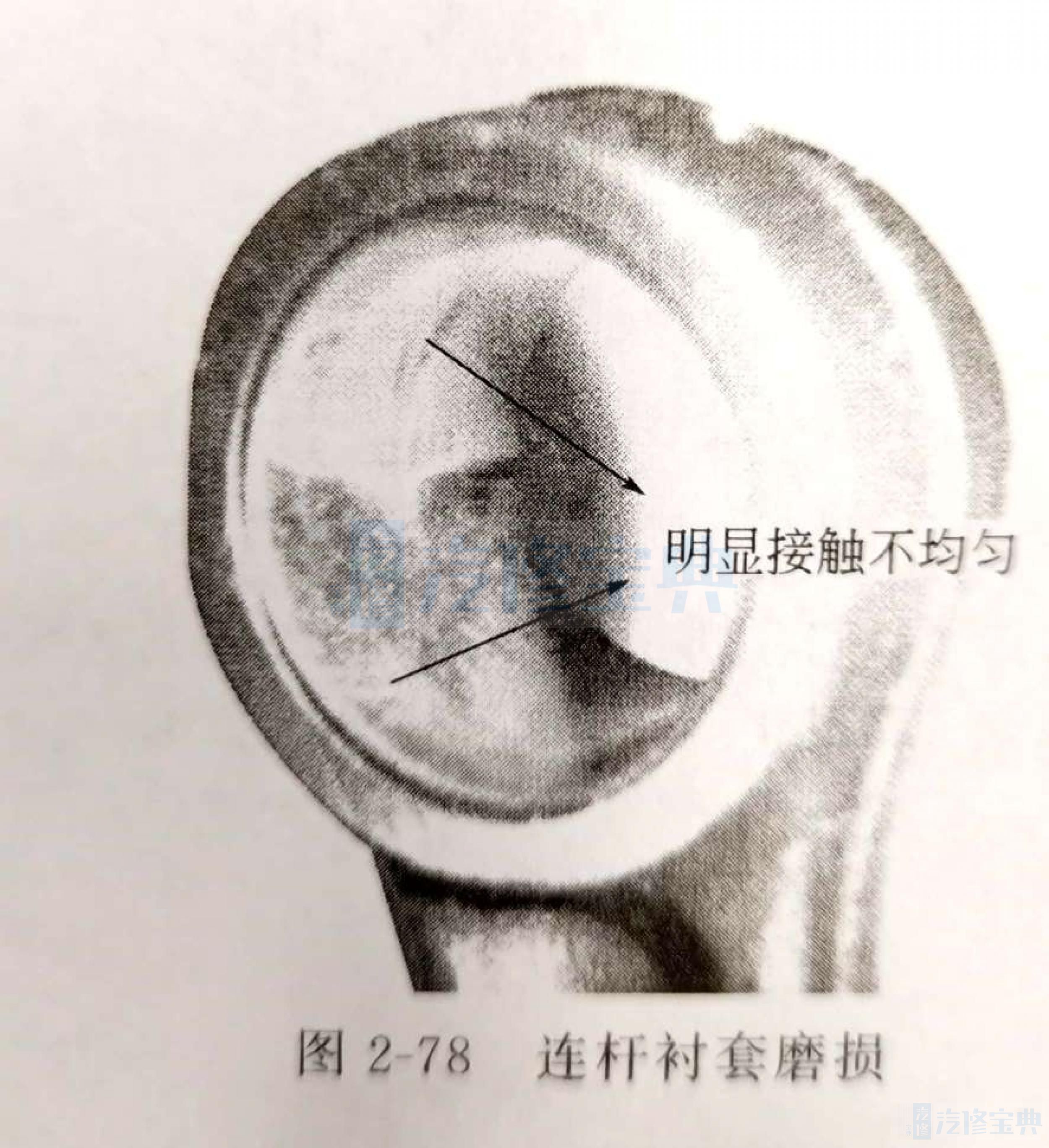
更换后异响没有任何改变,看来真正的原因还是没有找到,至此只有对发动机进行解体检查才行。分解发动机后逐检查各部分的零件,发现1缸连杆的衬套有异常磨损,如图2-78所示,显然问题就出在这里。
(2)故障排除整套更换活塞及连杆,故障彻底排除。
七、活塞销。
活塞销的作用是连接活塞和连杆小头,将活塞承受的气体作用力传给连杆。
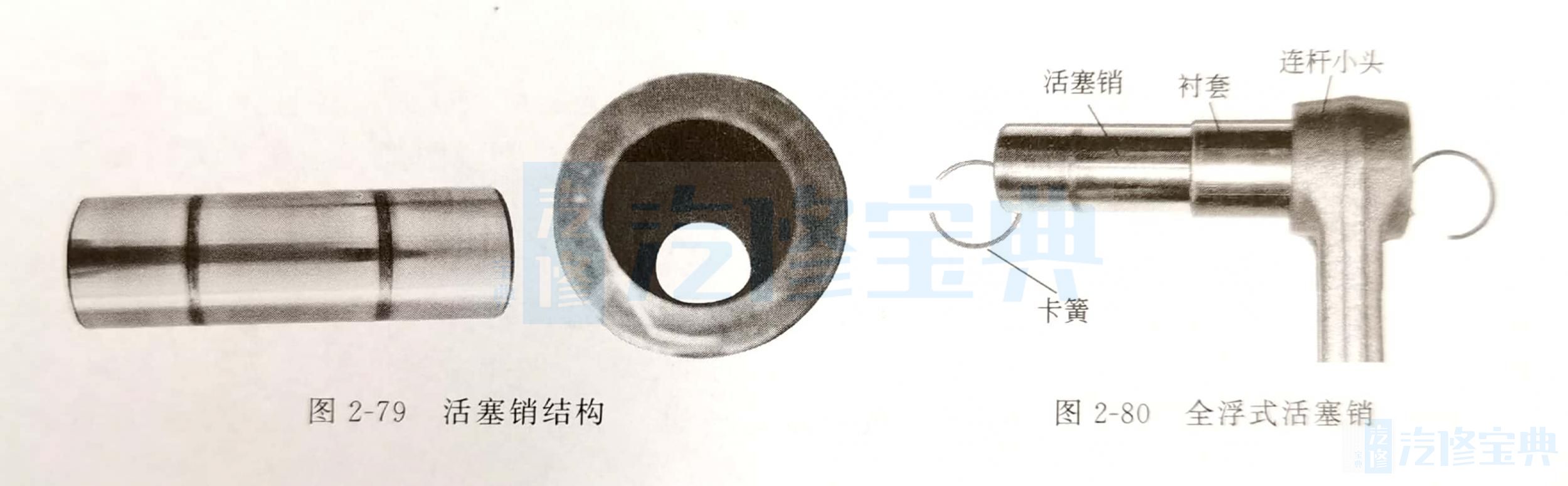
活塞销一般采用低碳钢或低碳合金钢制作,经表面渗碳淬火后再精磨加工。为了减轻质量,活塞销一般做成空心柱,空心柱的形状可以是组合形或两段截锥形,如图2-79所示。
全浮式连接是指在发动机工作温度时,活塞销与销座、活塞销与连杆小头之间都是间隙配合,活塞销、连杆小头和活塞销座都有相对运动。这种连接方式增大了实际接触面积,减小了磨损且使磨损均匀,被广泛采用。为防止工作时活塞销从孔中滑出,必须用卡环将其固定在销座孔内,进行轴向定位,如图2-80所示。
半浮式连接是指活塞销与座孔或活塞销与连杆小头两处处固定,一处浮动,如图2-81所示。活塞销只能在销座内作自由摆动,而和连杆小头没有相对运动,使活塞销与座孔磨损不均匀。其中大多数采用销与连杆小头固定的方式。可以将活塞销压配在连杆小头孔内,这种方式不需要卡环,也不需要连杆衬套。
活塞销选配:活塞销磨损过大,将会引起气缸偏磨和不正常的金属敲击声响,活塞销如弯曲变形过大,将会引起销座很大的应力集中,可能会造成销座破裂发动机大修时,活塞销必须随活塞的更换而更换。活塞销除标准尺寸外,还有甲级加大修理尺寸,除标准尺寸至第一级修理尺寸的级差为0.08mm外,其余各级修理尺寸的级差为0.04mm,共分四级,以适应发动机在两次大修之间修理的要求。
选配活塞销的质量要求:新活塞表面粗糙度R。不大于0.63μm,无锈蚀斑点,圆度柱度不超过0.0025mm,同组活塞销质量差在10g以内。
选用修理尺寸的活塞销,可以按照原活塞销尺寸的加大量和连杆衬套与活塞销座孔的磨损程度来决定,并应成组更换全浮式活塞销与销座孔的配合,对于汽油机,在常温下有微量的过盈,过盈量一般为0.0025~0.0075mm,要求它们之间的接触面积在75%以上。对于柴油机,在常温下是过渡配合,允许有轻微间隙。