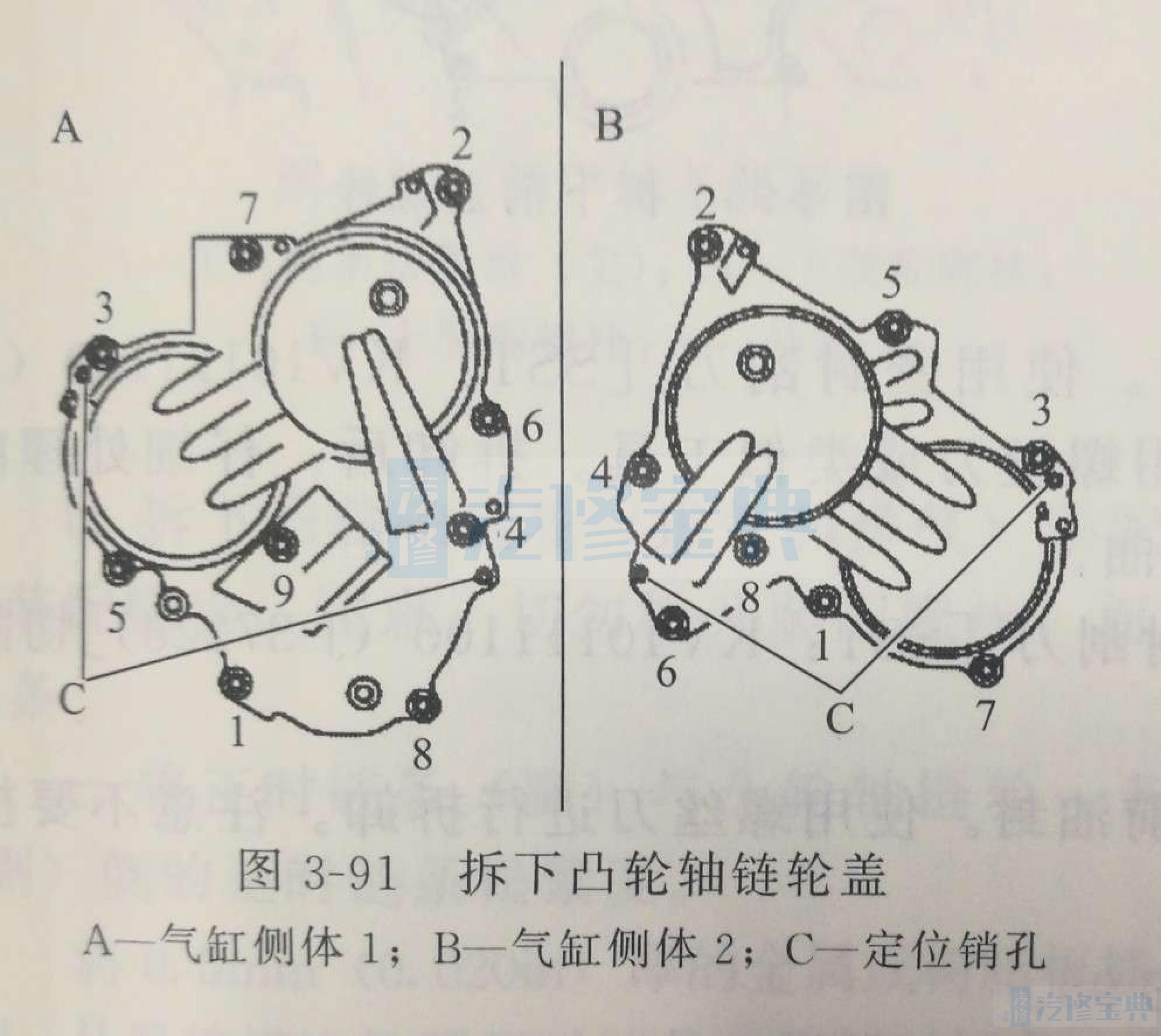
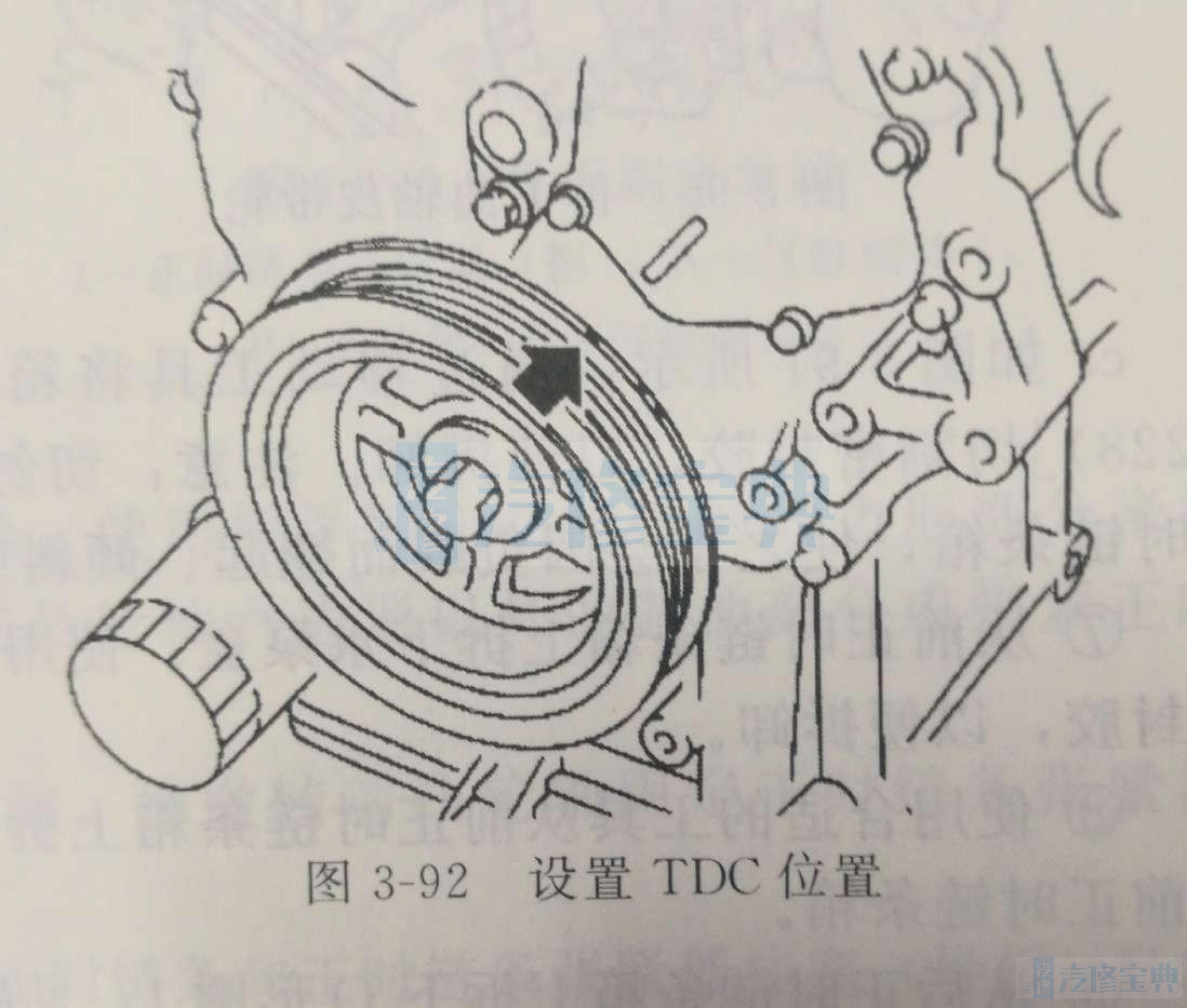
正时链条拆卸①拆卸进气歧管总管、摇臂盖(气缸侧体1和2)、油底壳(上和下)、机油集滤器,驱动皮带、惰轮皮带轮和支架。 ②从前正时链条箱上拆卸它们的支架来分离发动机线束。 ③拆下凸轮轴链轮盖。 按如图3-91所示的相反顺序松开装配螺栓。注意:轴在内部与凸轮轴链轮(进气)中心孔相连,拆卸时请保持其水平直至完全断开。 ④如图3-92所示,使1号气缸位于压缩冲程上止点。 a.顺时针旋转曲轴皮带轮将正时标记(无色槽沟线)(箭头)对准正时指示器。
b.确认1号气缸(气缸侧体1发动机前端)上的进气和排气凸轮前端在图3-93中所示位置上。如果没有,则请按如图3-92所示旋转曲轴一圈(360°)并对齐。
⑤如下所述拆下曲轴皮带轮。
a.用皮带轮夹具(通用维修工具)A固定曲轴。
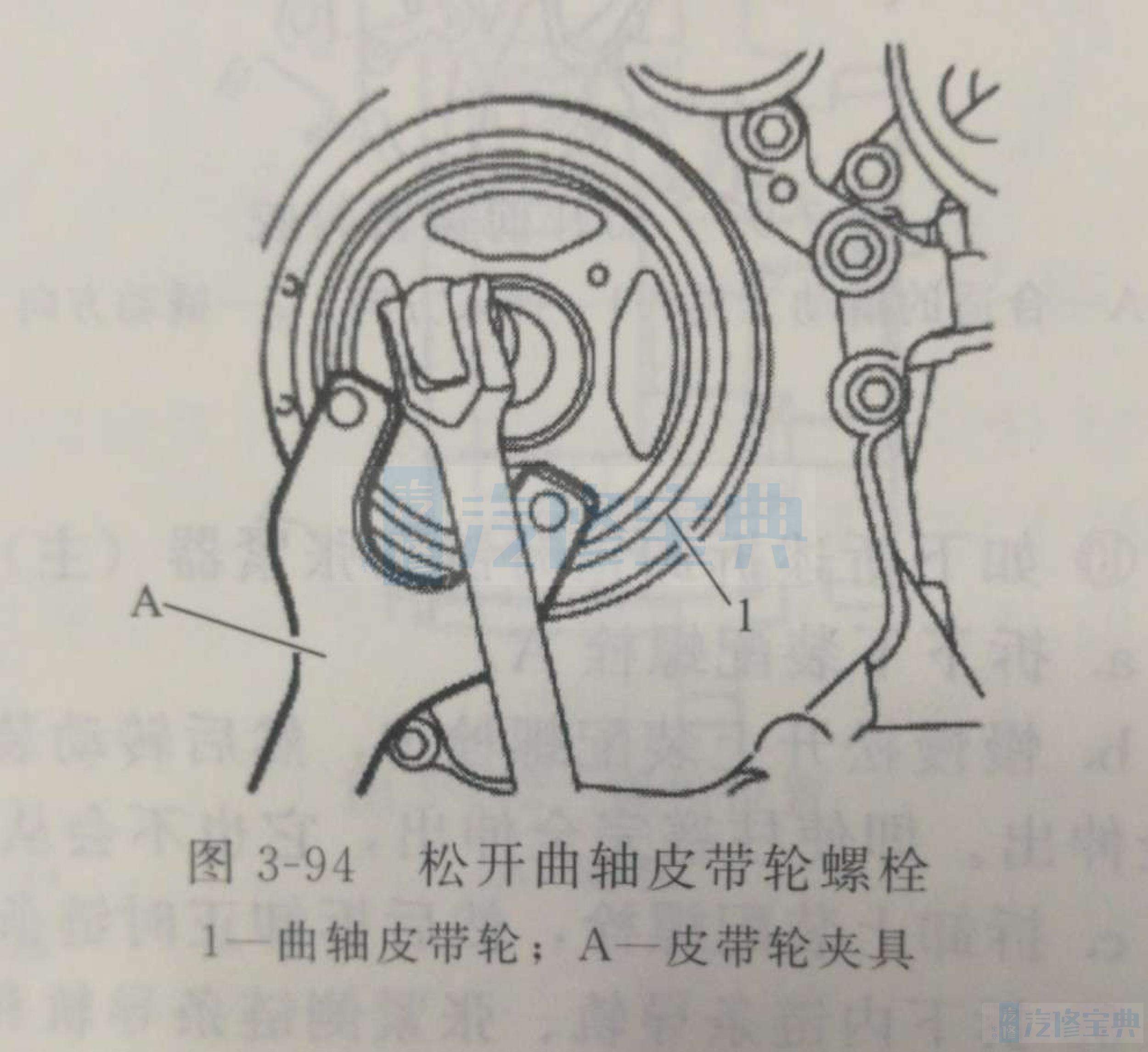
b.松开曲轴皮带轮螺栓,并确定离开螺栓原位10mm(0.39in)的螺栓座表面。注意:切勿拆卸曲轴皮带轮螺栓,因为它还能用于支撑合适的拔具,见图3-94。
c.在曲轴皮带轮孔上放置合适的拔具,并拉出曲轴皮带轮,见图3-95。注意:切勿将合适的拔具放置在曲轴皮带轮上,否则会损坏内缓冲器。
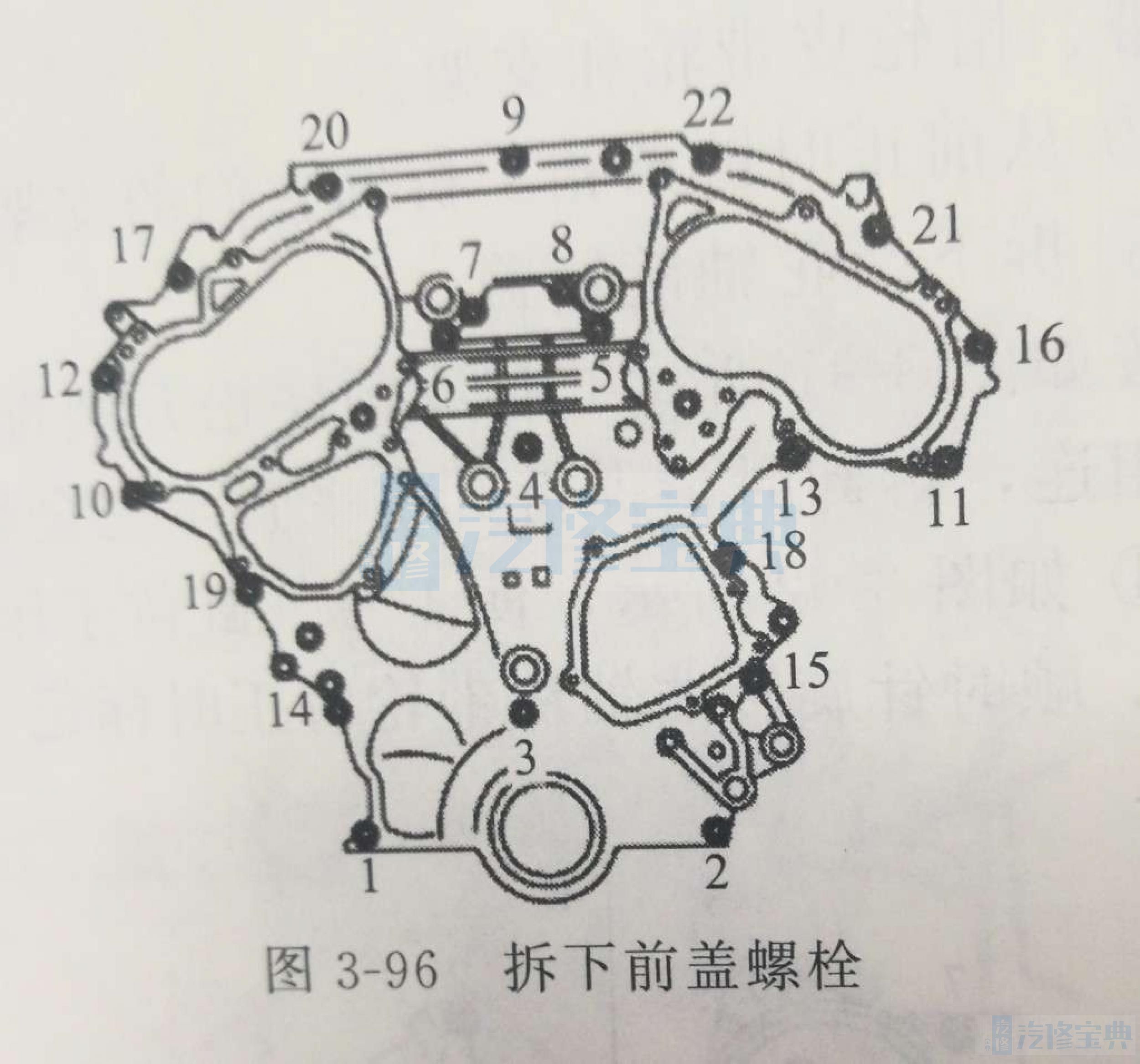
⑥如下所述拆卸前正时链条箱。
a.按如图3-96所示数字的相反顺序松开装配螺栓。
b.如图3-97所示,将合适的工具A插入前正时链条箱顶部的槽口。
c.如图3-97所示,通过移动工具将箱撬开。使用密封刮刀[SST:KV10111100(J-37228)]切割密封胶,以便拆卸。注意:切勿使用螺丝刀或类似工具。拆卸后,仔细处理前正时链条箱,使之不会因负载而翘起、倾斜或弯曲。
⑦从前正时链条箱上拆下水泵盖。使用密封刮刀[SST:KV10111100(J-37228)]切割密封胶,以便拆卸。
⑧使用合适的工具从前正时链条箱上拆下前油封。使用螺丝刀进行拆卸。注意不要损坏前正时链条箱。
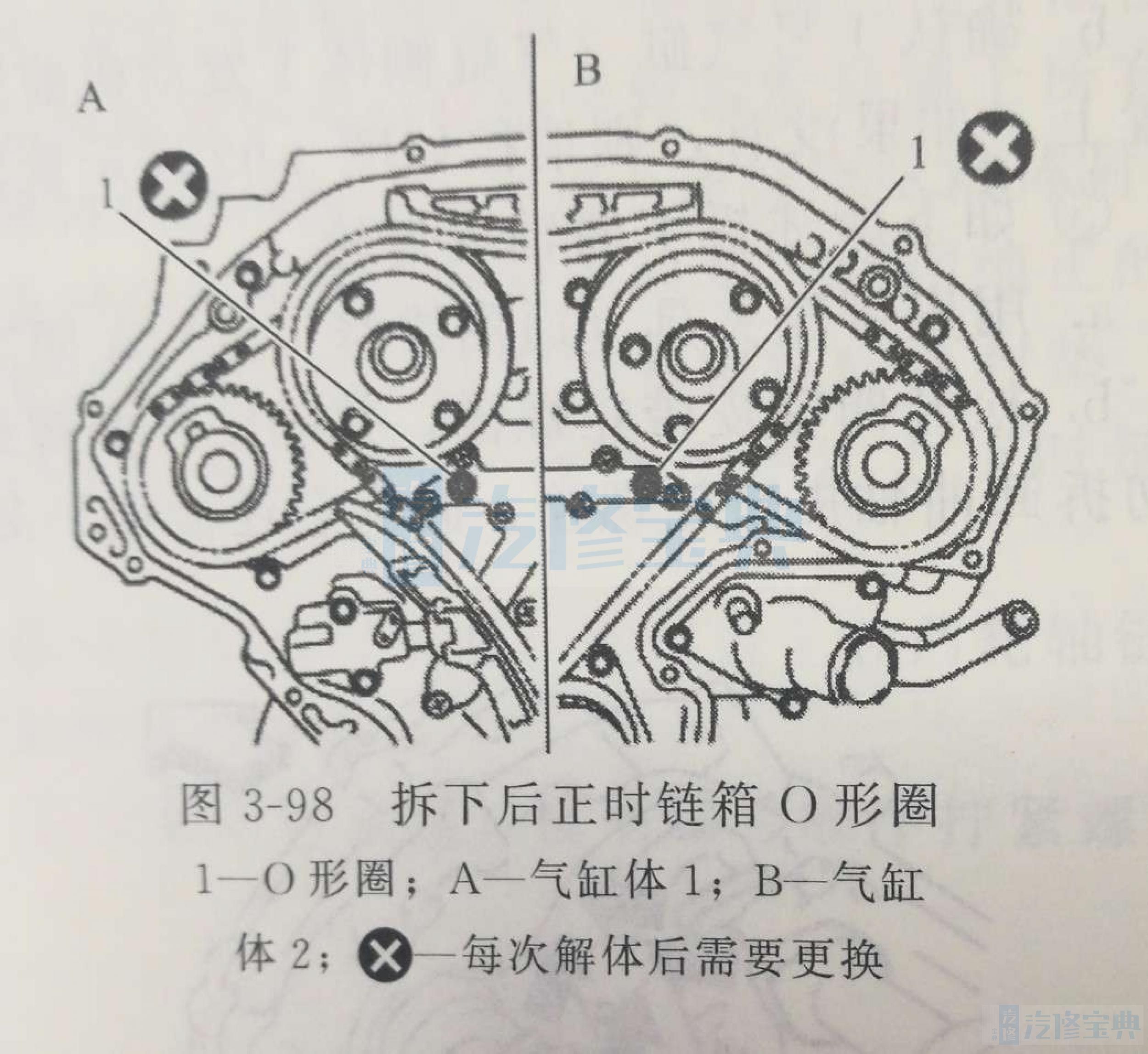
⑨从后正时链条箱上拆下O形圈1,见图3-98。
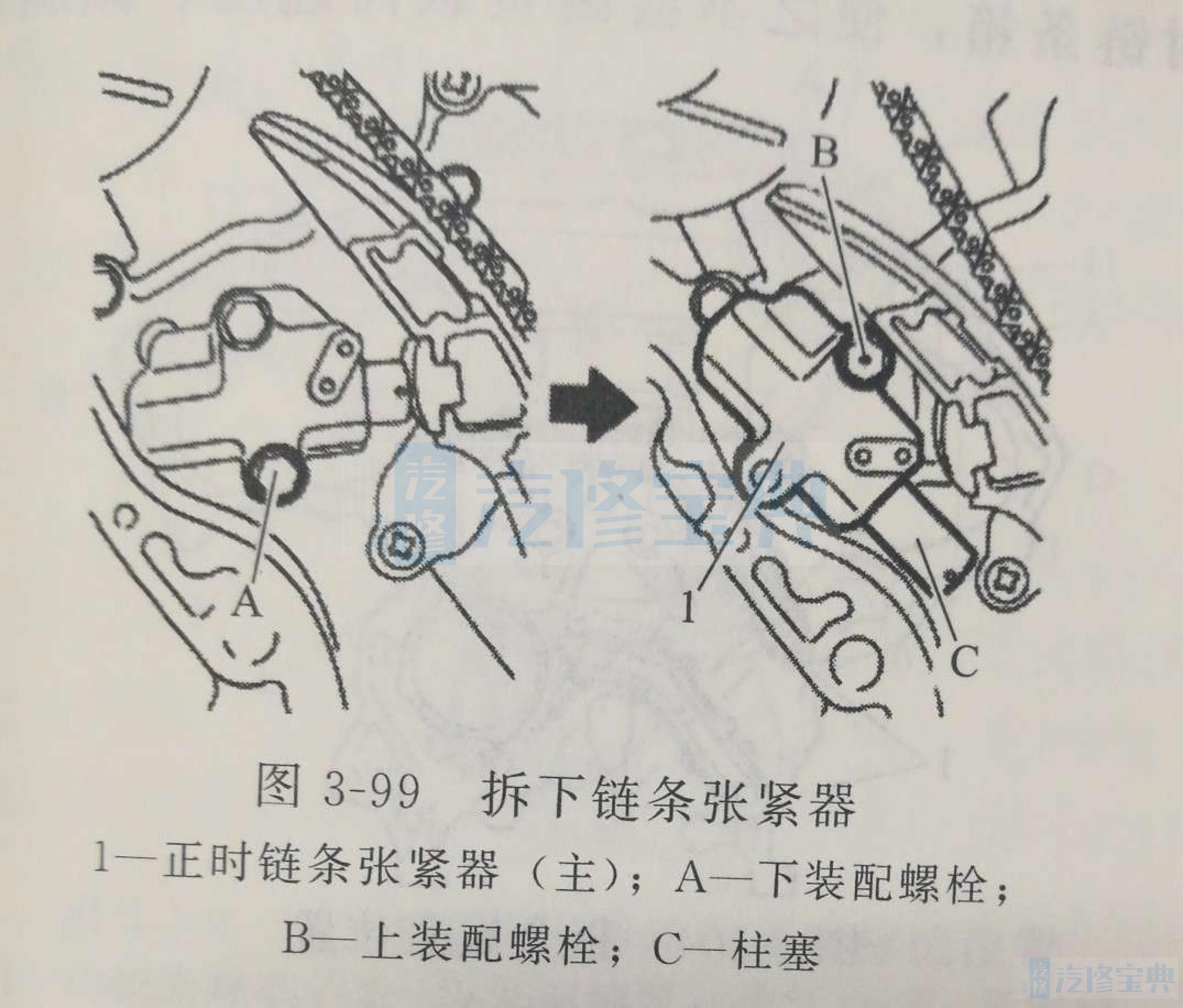
⑩如下所述拆卸正时链条张紧器(主)。
a.拆下下装配螺栓A。
b.慢慢松开上装配螺栓B,然后转动装配螺栓上的正时链条张紧器(主)1.使柱塞C完全伸出。即使柱塞完全伸出,它也不会从正时链条张紧器(主)上掉下,见图3-99。
c.拆卸上装配螺栓,然后拆卸正时链条张紧器(主)。
拆下内链条导轨、张紧侧链条导轨和松紧导杆。拆卸正时链条(主)后可以拆卸张紧导板。注意:拆卸正时链条张紧器(主)后,不要分别旋转曲轴和凸轮轴,否则气门会碰撞活塞盖。
拆卸正时链条(主)和曲轴链轮。
如下所述拆下正时链条(副)和凸轮轴链轮。
a.在气缸侧体1和气缸侧体2正时链条张紧器(副)1上安装合适的定位销B。使用直径大约0.5mm(0.02in)的硬金属销作为限位销,见图3-100。
b.拆下凸轮轴链轮(进气和排气)装配螺栓。使用扳手固定凸轮轴的六边形部分来松开装配螺栓。注意:切勿松开装配螺栓,而固定凸轮轴六边形以外的其他部分或张紧正时链条。
c.将正时链条(副)与凸轮轴链轮一起拆卸。稍微转动凸轮轴固定正时链条张紧器(副)侧的正时链条松紧度。
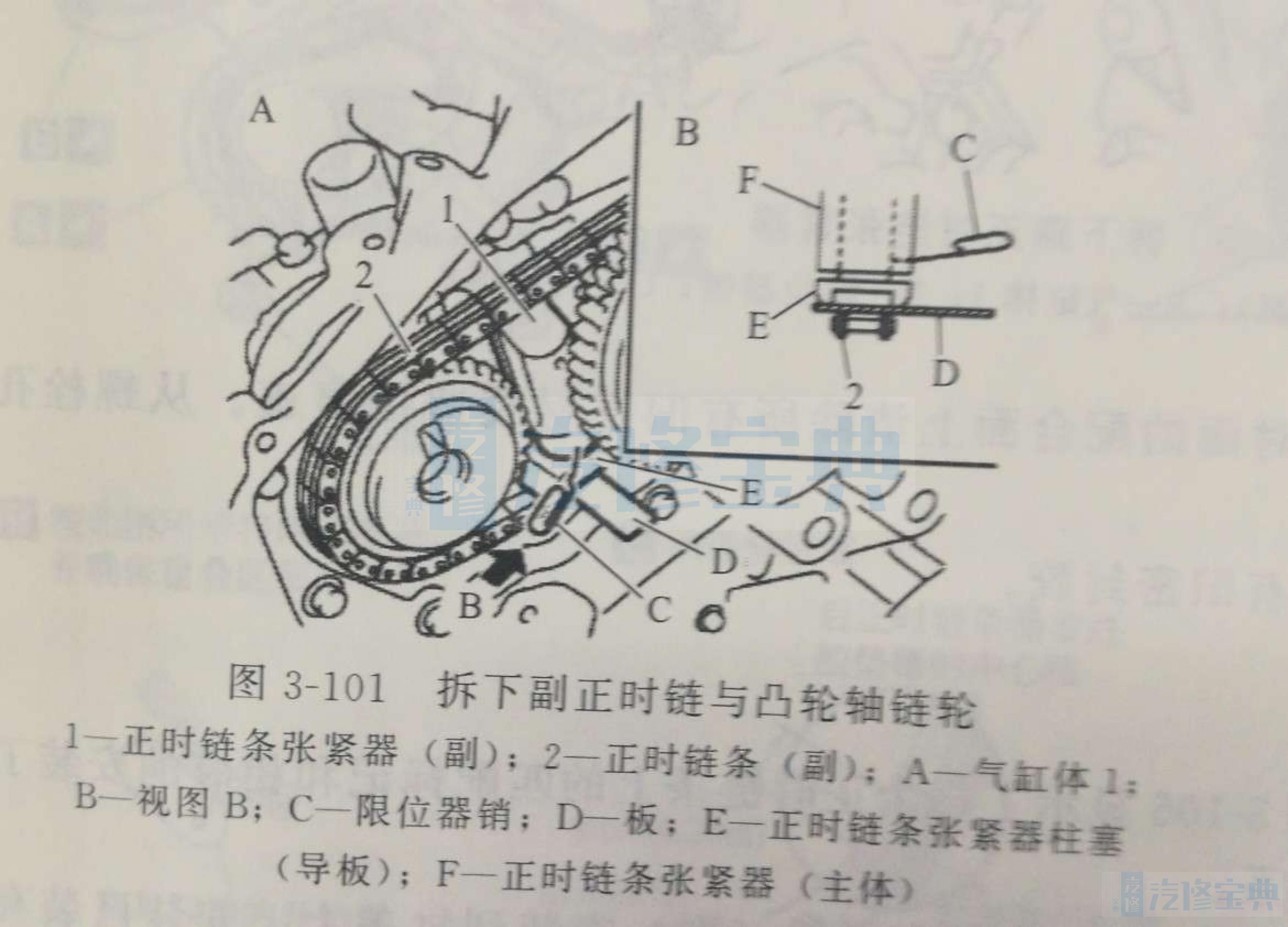
将0.5mm(0.020in)厚的金属或树脂板插入正时链条和正时链条张紧器柱塞(导板)E之间。从导管槽沟松开正时链条,将正时链条(副)2与凸轮轴链轮一起拆卸,见图3-101。
拆卸正时链条(副)时小心柱塞不要脱落,因为正时链条张紧器(副)的柱塞会在操作时移动,导致固定限位器销脱落。凸轮轴链轮(进气)是用于正时链条(主)和正时链条(副)的二合一结构链轮。如图3-101所示是气缸侧体1的示例。
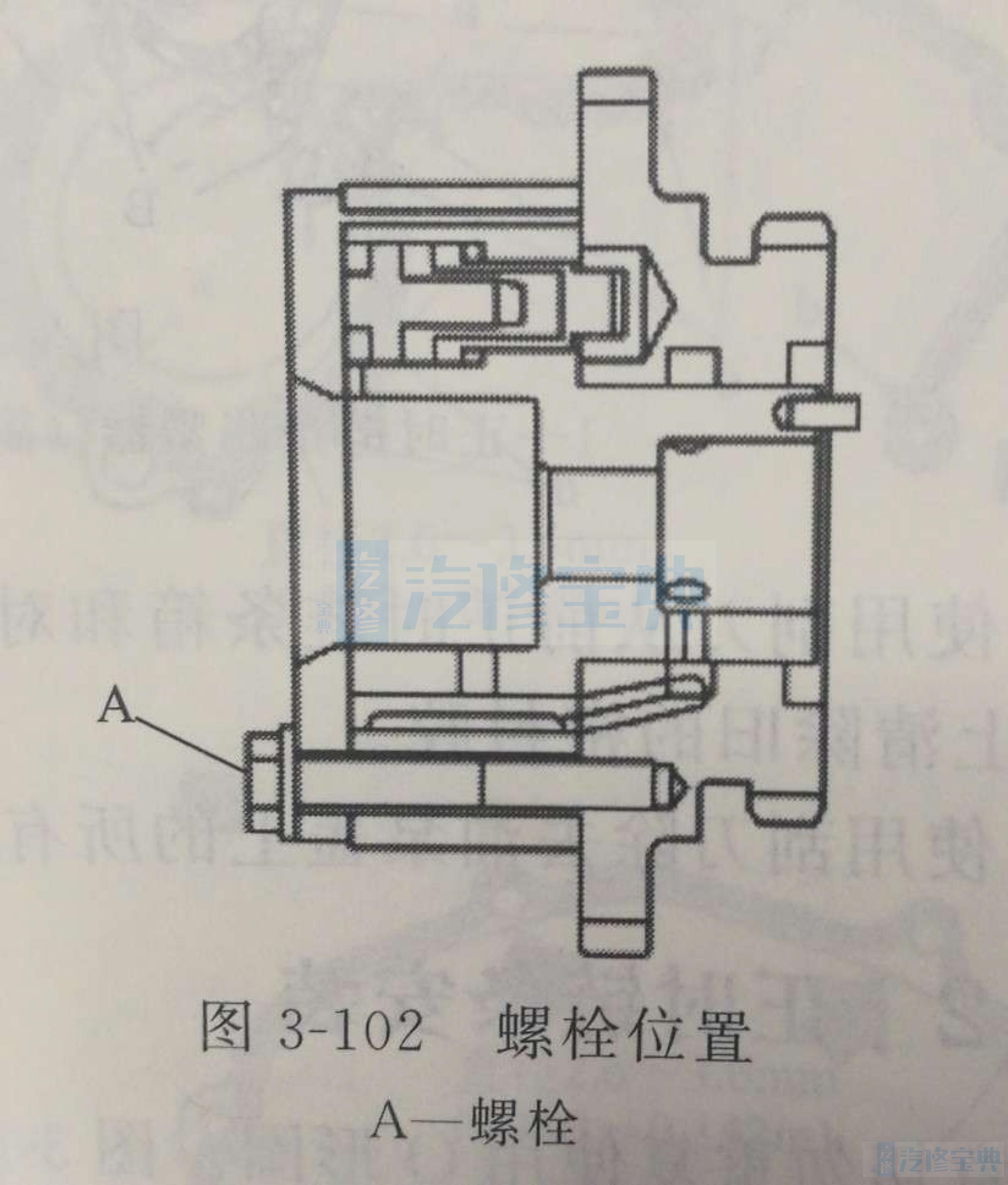
当处理凸轮轴链轮(进气)时,请注意以下事项:小心操作,避免震动凸轮轴链轮;切勿分解;如图3-102所示,切勿松开螺栓A。
拆卸水泵。
拆下油泵。
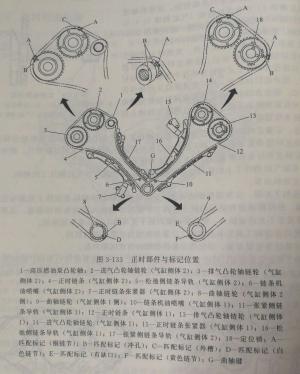
如下所述拆下后正时链条箱。
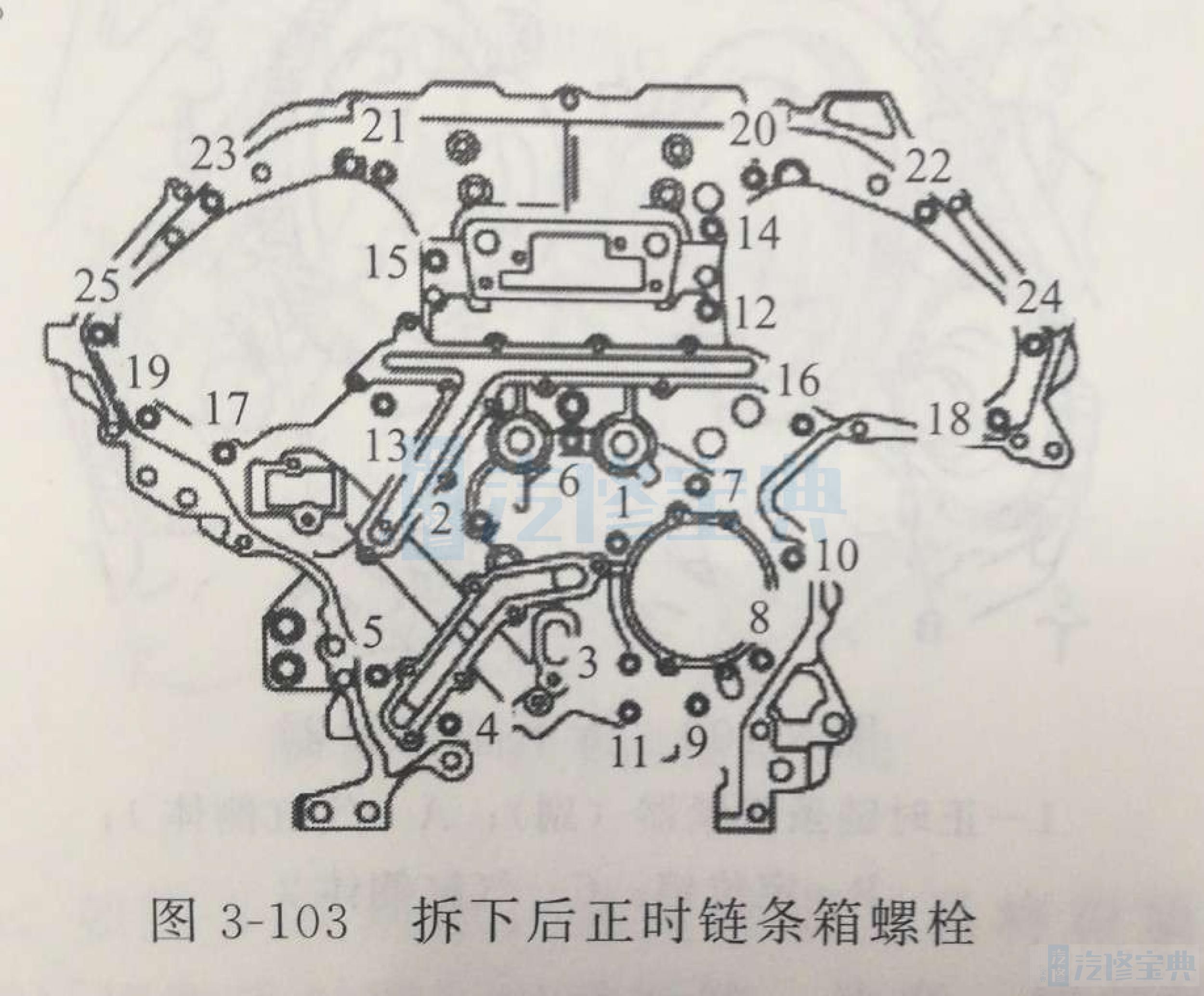
a.按如图3-103所示数字的相反顺序松开并拆卸装配螺栓。
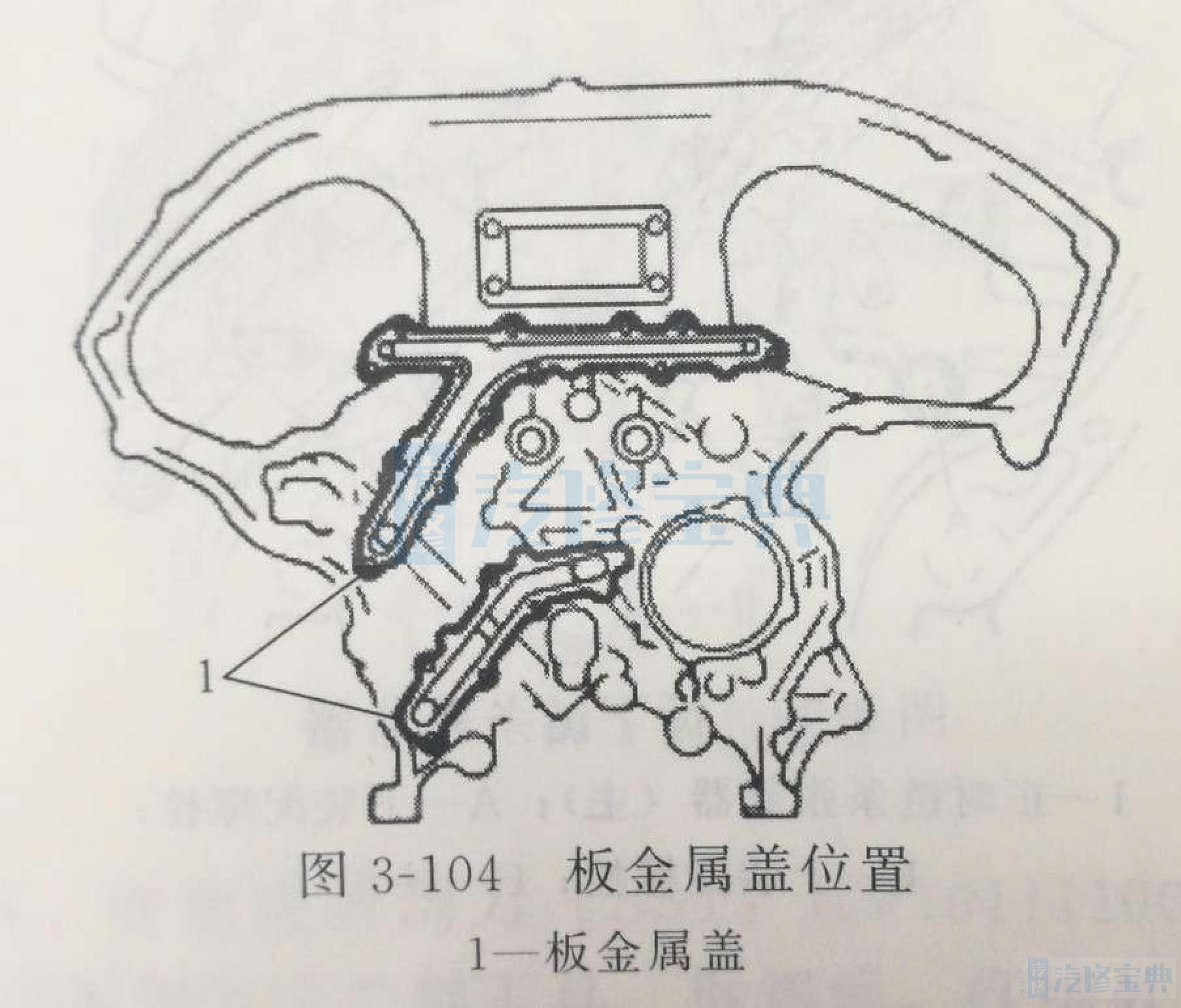
b.用油封刮刀切割密封胶,并拆下后正时链条箱。注意:切勿拆卸机油管路的板金属盖1,见图3-104。拆卸后,小心处理后正时链条箱,使之不会因负载而翘起、倾斜或弯曲。
如有需要,则从正时链条箱(后)拆卸燃油温度传感器。
从缸体上拆下O形圈。
如有必要,则如下所述从缸盖上拆下正时链条张紧器(副)。一a.拆下凸轮轴支架(1号)。
b.拆下已装好限位器销B的正时链条张紧器(副)1,见图3-105。
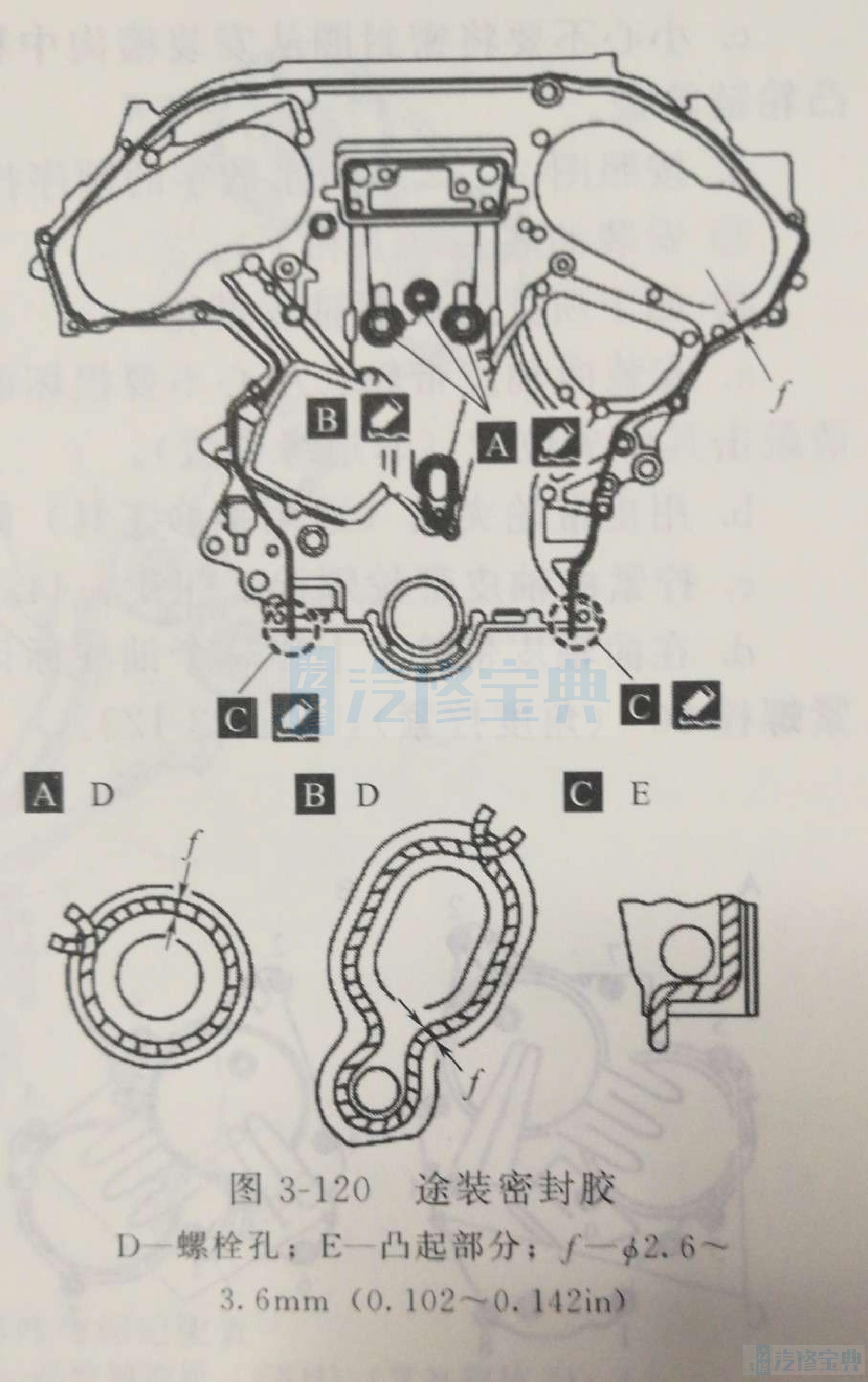
使用刮刀从前正时链条箱和对面的配合面上清除所有旧密封胶遗留痕迹。从螺栓孔螺纹上清除旧的密封胶。
使用刮刀除去油泵盖上的所有旧密封胶。
正时链条安装注意切勿重复使用O形圈。图3-106显示了每个正时链条上的匹配标记和相应的安装了部件的链轮上的匹配标记之间的关系。
①如果已拆卸,则请按如下所述将正时链条张紧器(副)安装到缸盖上。安装已装有限位器销和新O形圈的正时链条张紧器(副)。
②安装1号凸轮轴支架。
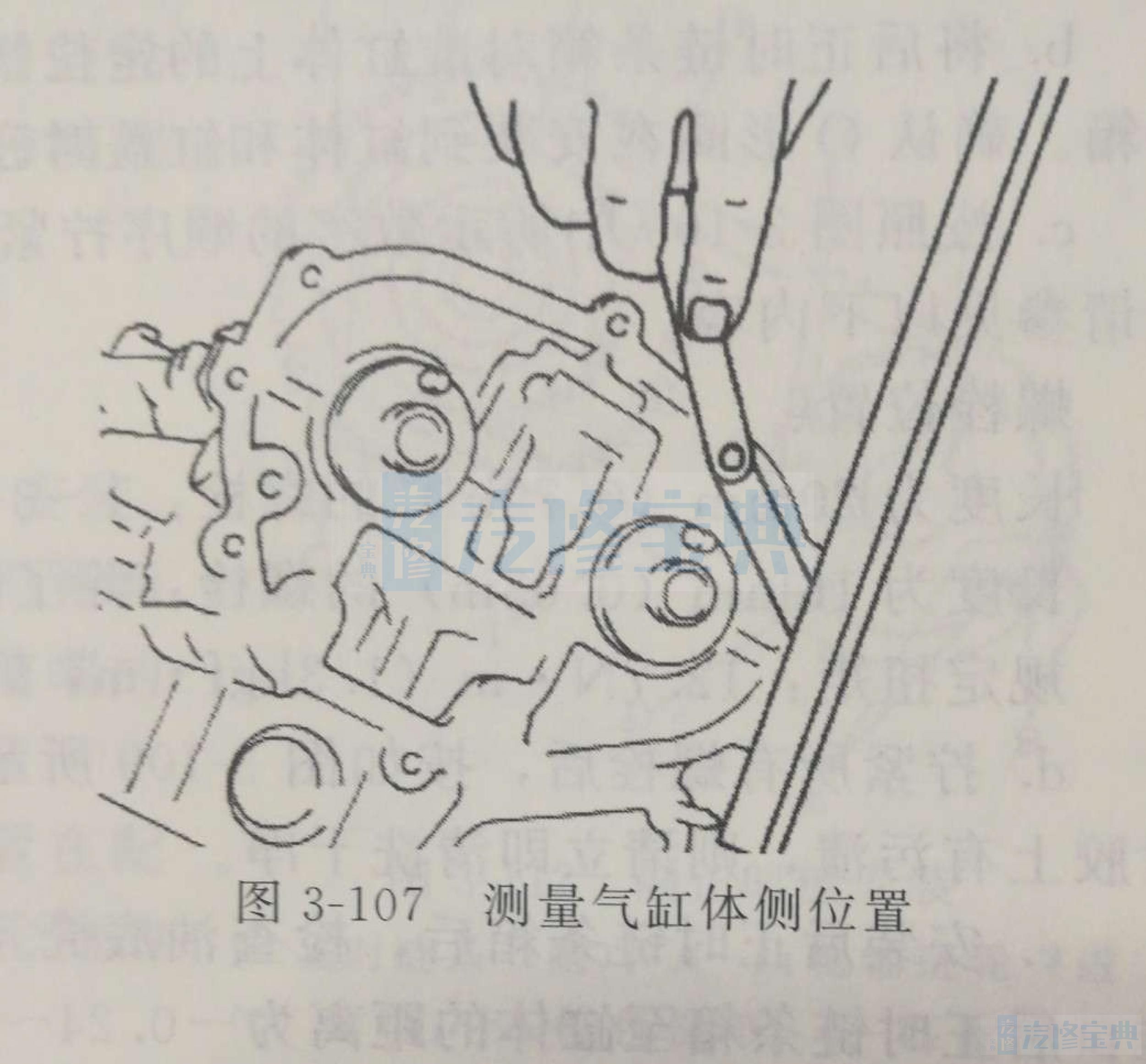
③测量凸轮轴支架(1号)和缸盖前端高度的差值。标准:-0.14~0.14mm(-0.0055~0.0055in)。测量单个气缸侧体的两个位置(进气侧和排气侧),见图3-107。如果测量值超过标准,则请重新安装凸轮轴支架(1号)。
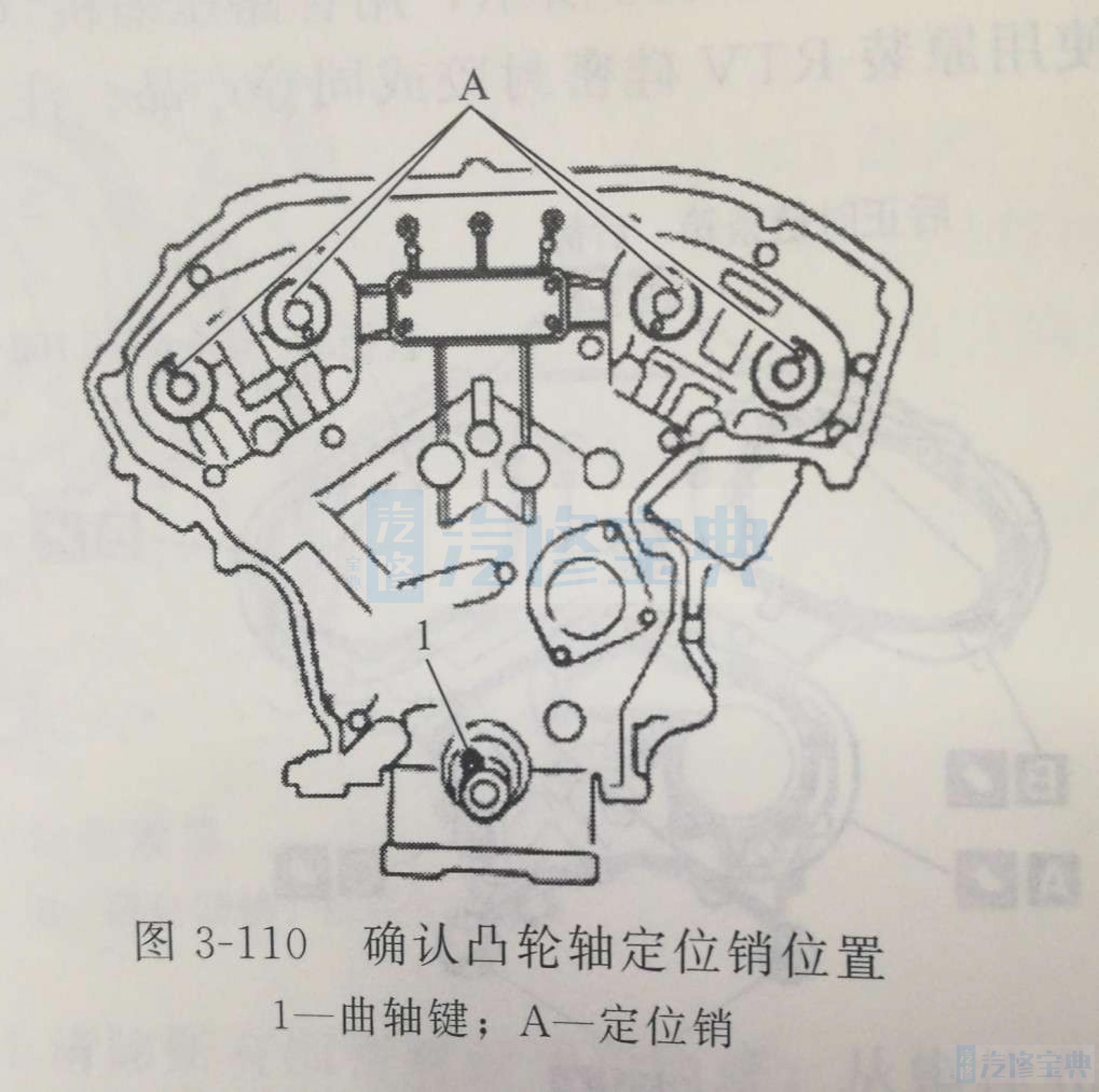
凸轮轴定位销:在每个气缸侧体的缸盖面朝上侧。曲轴键:在气缸侧体1的缸盖侧。
注意:小直径侧的孔必须用作进气侧定位销孔,不要识别错(忽略大直径侧)。
⑧如下所述安装正时链条(副)和凸轮轴链轮(进气和排气)。
注意正时链条和链轮之间的匹配标记很易错位,安装时重复确认所有匹配标记位置。
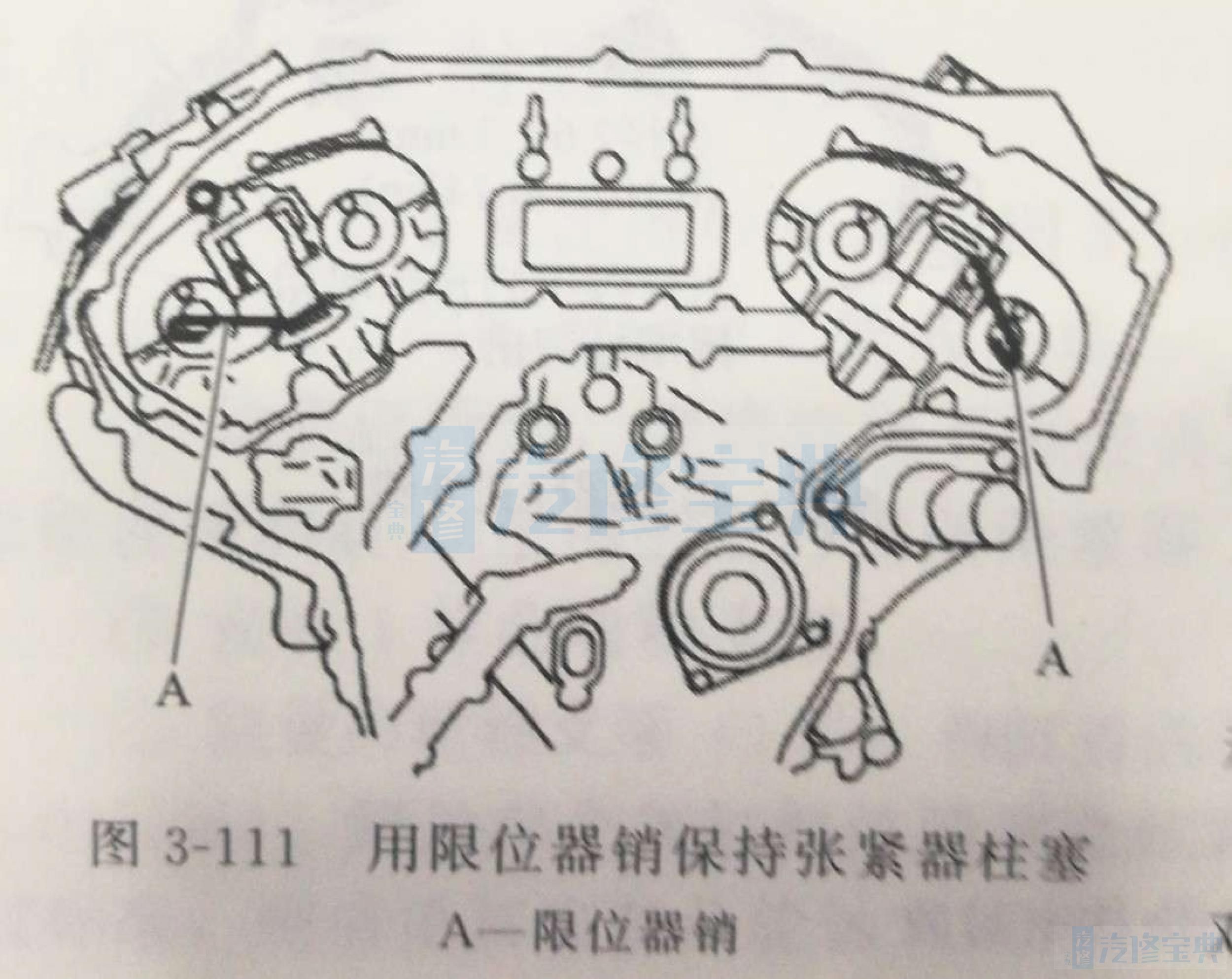
a.按下正时链条张紧器(副)的柱塞,并用限位器销(A)保持按下状态,见图3-111。
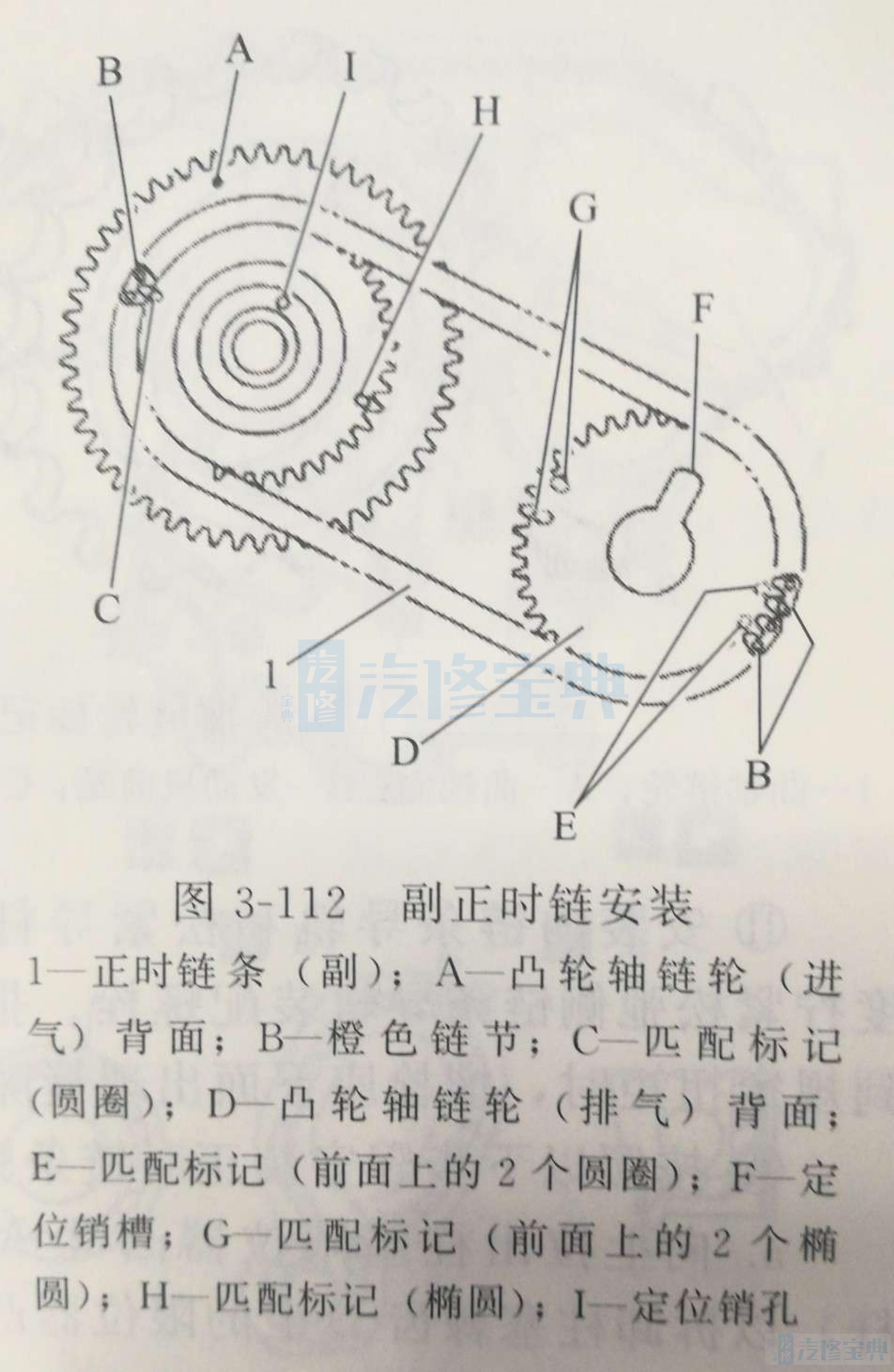
b.安装正时链条(副)1和凸轮轴链轮(进气和排气),图3-112所示为气缸侧体1(后视图)。
将正时链条(副)(橙色链节)上的匹配标记对准凸轮轴链轮(进气和排气)(冲孔)上的标记,并进行安装。
凸轮轴链轮(进气)的匹配标记位于凸轮轴链轮(副)的背面。有两种类型的匹配标记,圆形的和椭圆形的。它们应分别用于气缸侧体1和气缸侧体2。
气缸侧体1:使用圆形的匹配标记。
气缸侧体2:使用椭圆形的匹配标记。
对齐凸轮轴上定位销与链轮上的槽或孔,并安装在进气侧,将凸轮轴前端的定位销对准凸轮轴链轮背面的定位销孔,并进行安装。在排气侧,将凸轮轴前端的定位销对准凸轮轴链轮上的定位销孔,并进行安装。
如果每个配合标记的位置和每个定位销的位置在配零件上不匹配,则请用扳手或同等工具握住凸轮轴的六边形部位进行微调。
凸轮轴链轮的装配螺栓必须在下一步中拧紧。用手拧紧它们足以避免定位销错位。
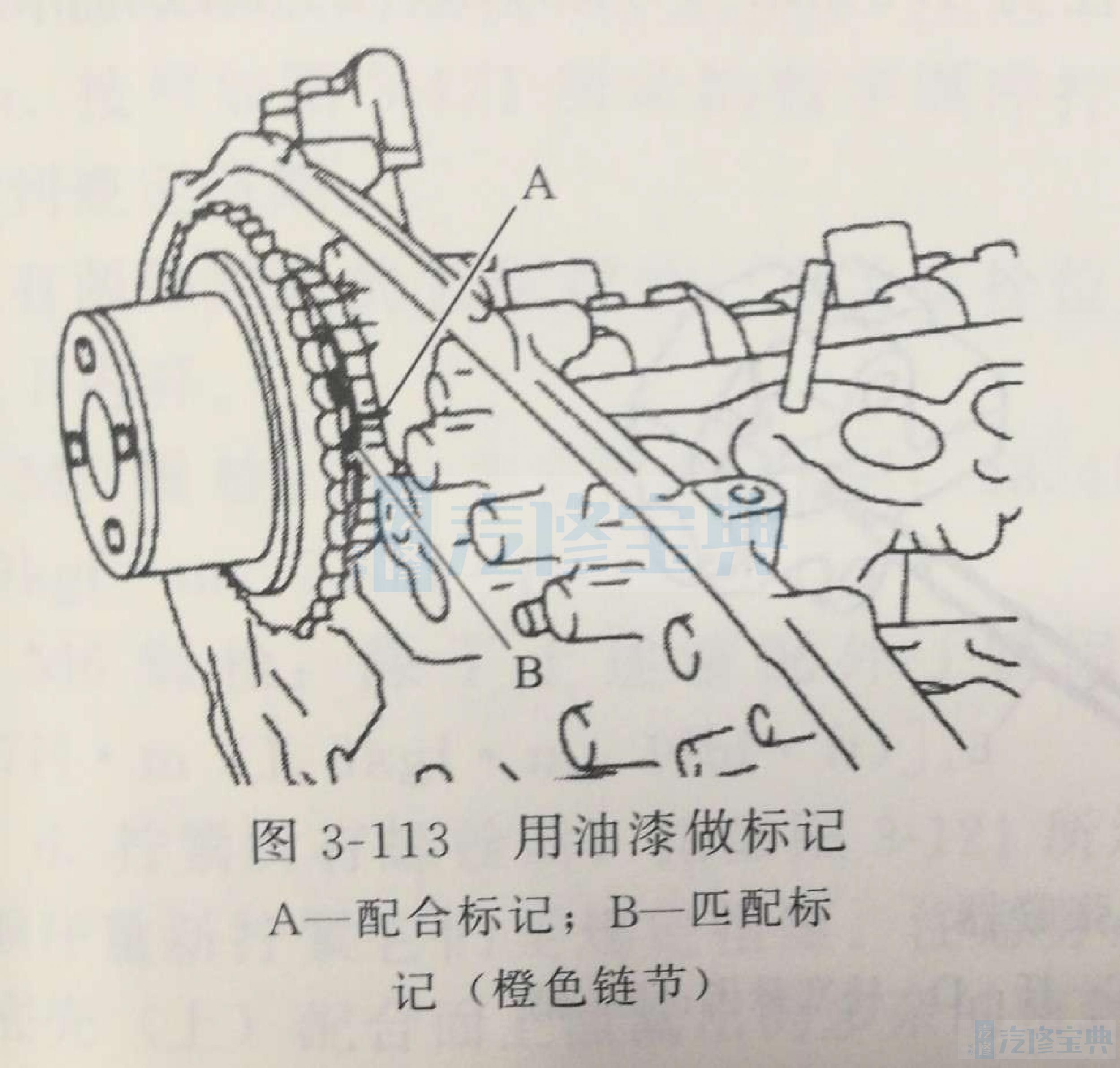
安装时和安装后很难通过目视检查匹配标记的错位。要使匹配更容易,请提前用油漆在链轮齿的顶部和延伸管路上做配合标记A,见图3-113。
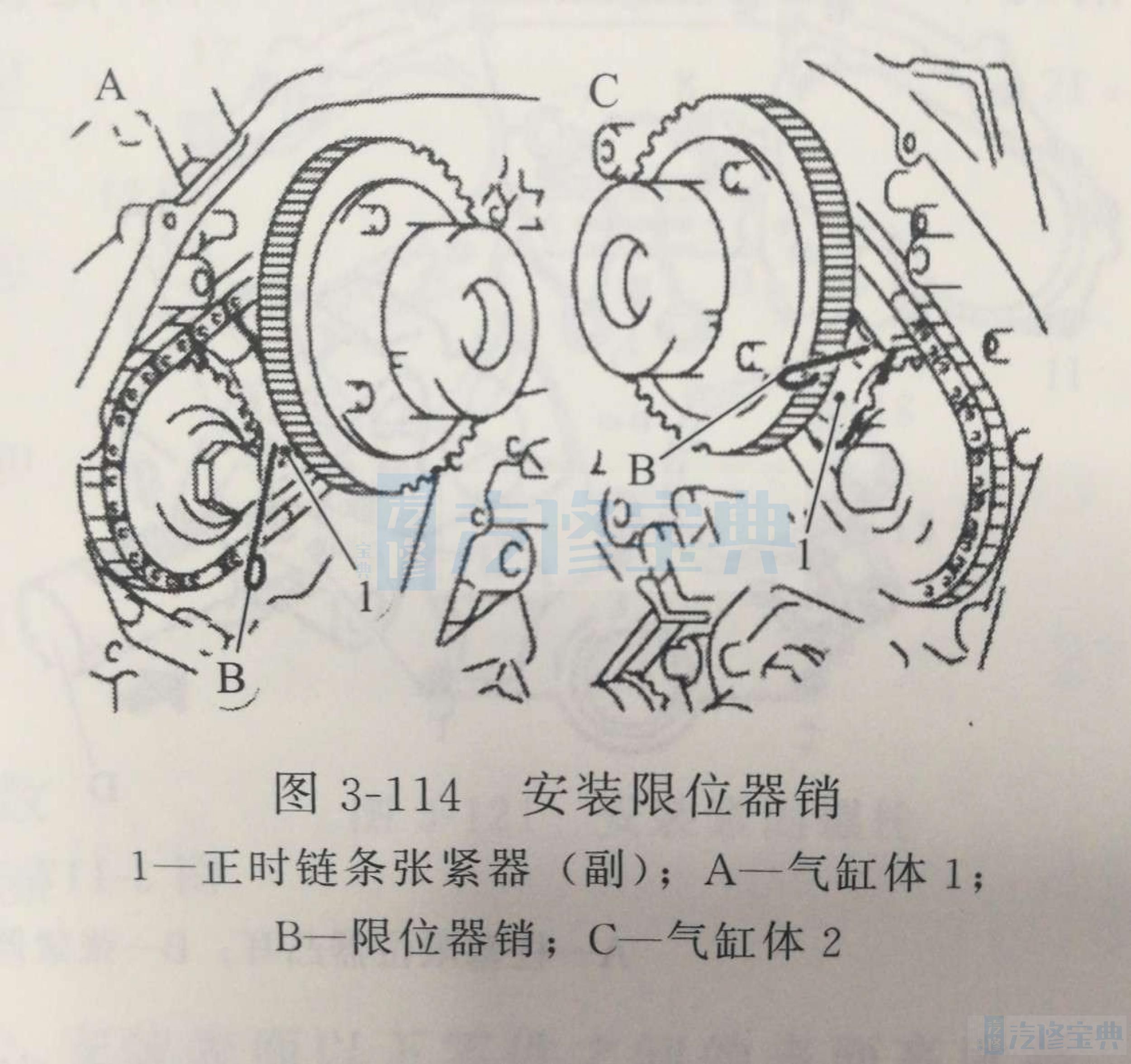
c.确认配合标记已对齐后,拧紧凸轮轴链轮装配螺栓。用扳手固定凸轮轴的六角部分,以拧紧装配螺栓d.从正时链条张紧器(副)1上拉出限位器销B,见图3-114。
⑨安装张紧导板。
⑩按如下所述安装正时链条(主)。
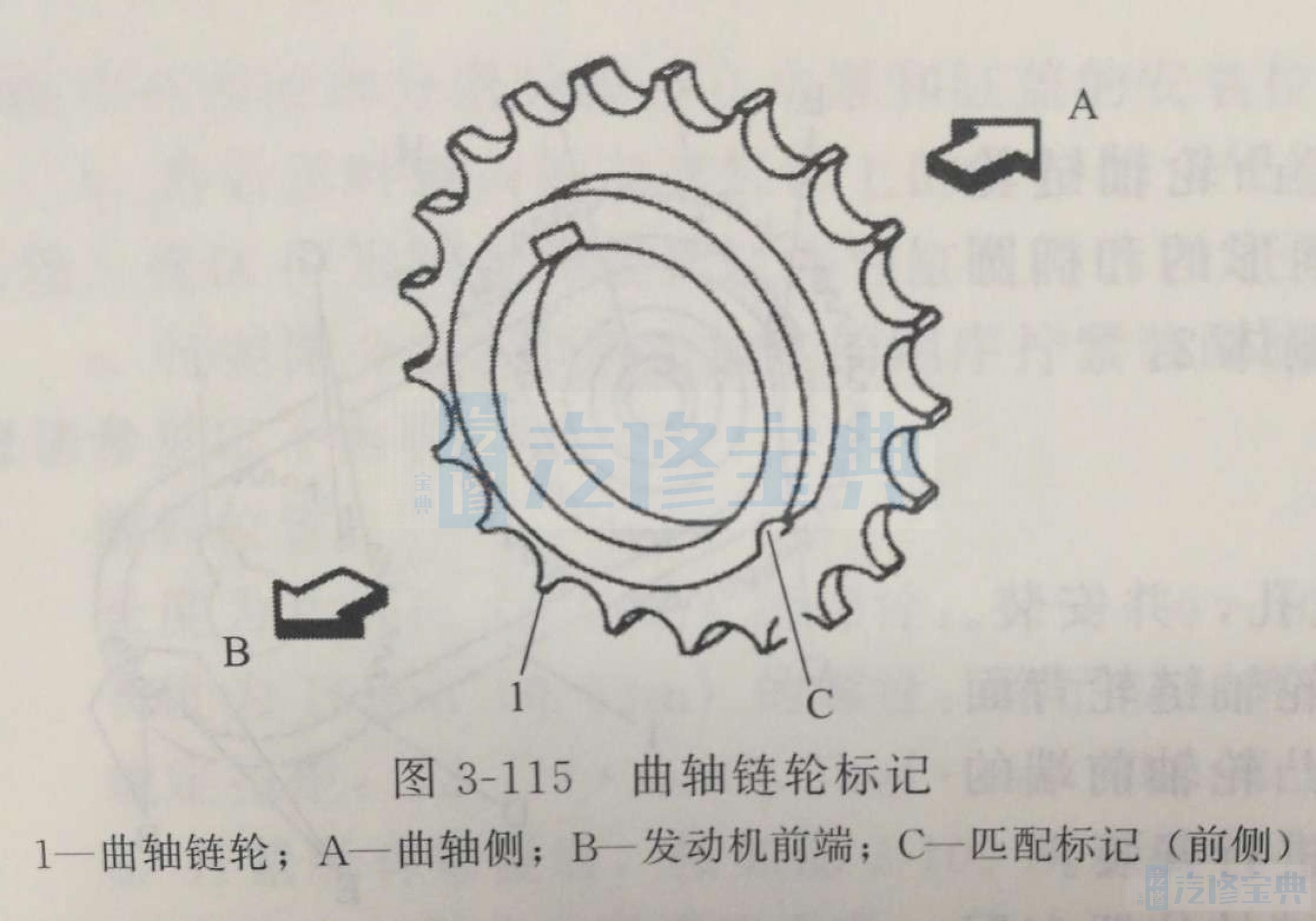
a.安装曲轴链轮1。确认曲轴链轮上的配合标记朝向发动机前端,见图3-115。
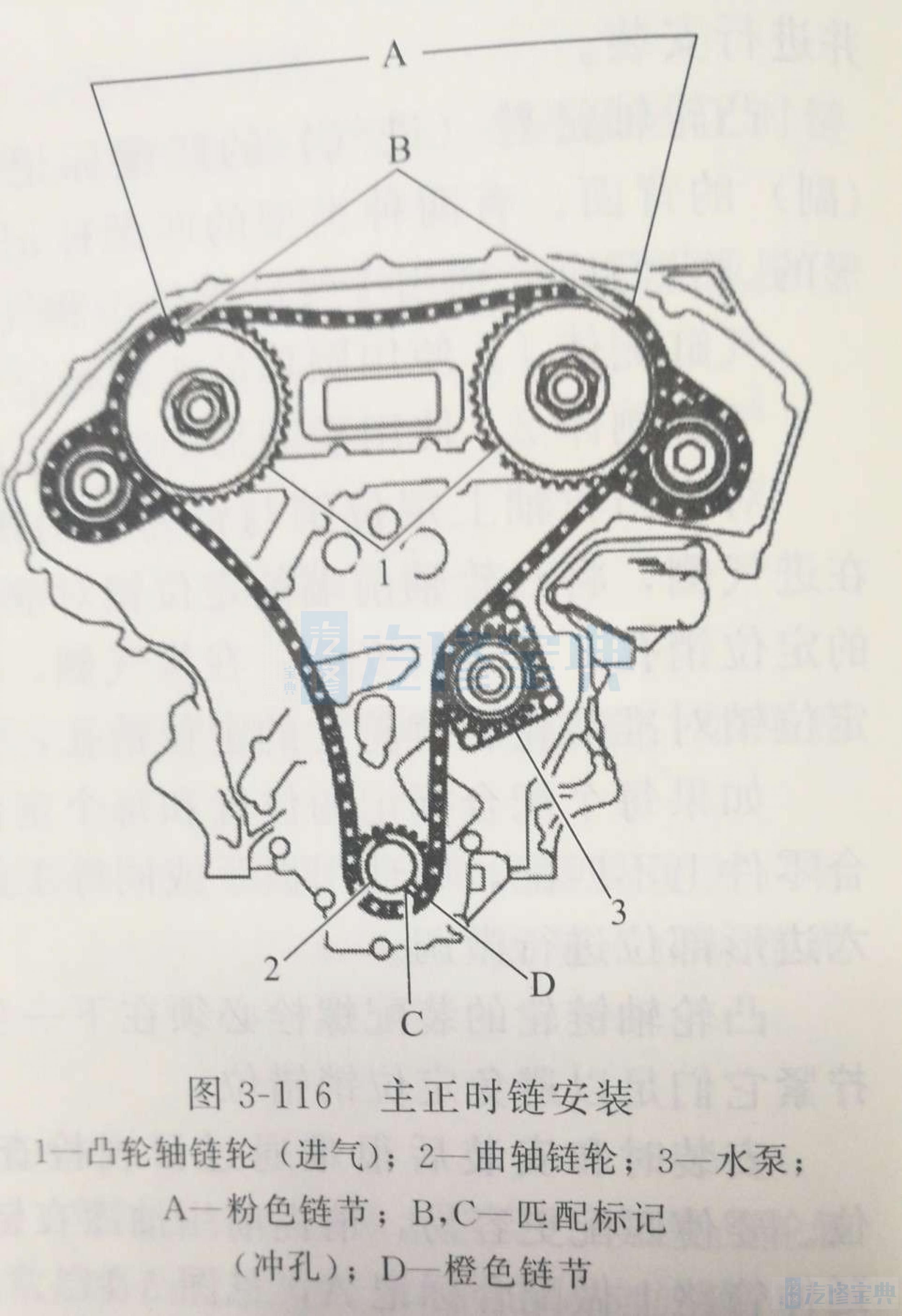
b.安装正时链条(主)。安装正时链条(主),使凸轮轴链轮(进气)1上的匹配标记(冲孔)B与正时链条上的粉色链节A对齐,同时曲轴链轮2上的匹配标记(冲孔)C与正时链条上的橙色链节D对齐,如图3-116所示。
当很难将正时链条(主)的配合标记对准每个链轮时,请使用扳手握住六边形部分慢慢转动凸轮轴使其与配合标记对齐。定位时,小心避免正时链条(副)的配合标记定位发生错位。
安装内链条导轨和松紧导杆。注意切勿过度拧紧松弛侧链条导轨装配螺栓。把装配螺栓拧紧到规定扭矩时,螺栓座下面出现缝隙是正常的。
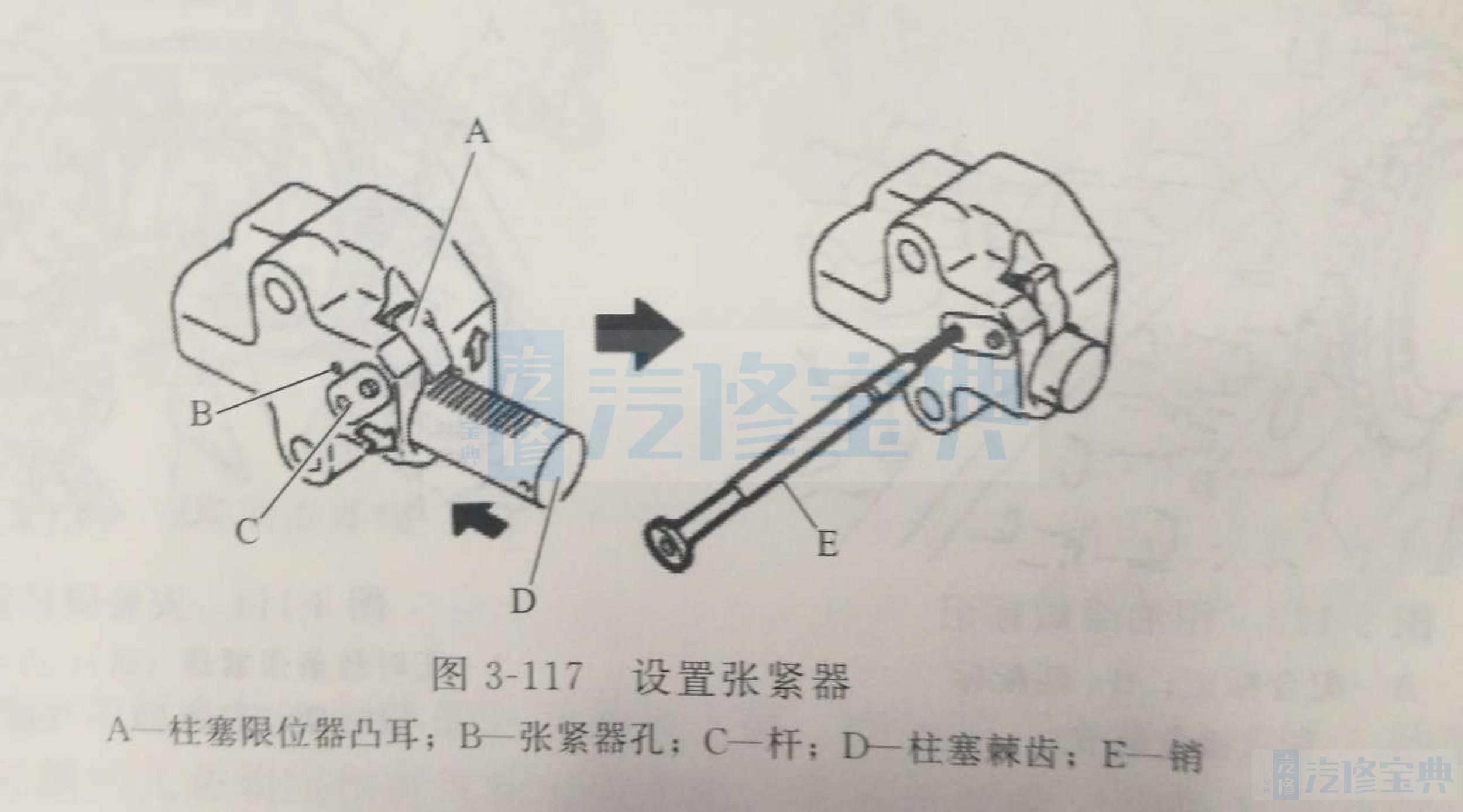
按照以下步骤安装正时链条张紧器(主)。
a.向上拉出柱塞限位器凸耳A(或向下转动杆)以拆卸柱塞棘齿D上的限位器凸耳。柱塞限位器凸耳和杆C是同步的。
b.向张紧器中压入柱塞。
c.使柱塞限位器凸耳与棘齿端啮合,在完全压紧的位置按住柱塞。
d.从杆孔中将销E插入张紧器孔B中以固定杆。杆零件和限位器是同步的。因此,在这种情况下可固定柱塞。图3-117所示是使用直径为1.2mm(0.047in)的细改锥作为限位销。
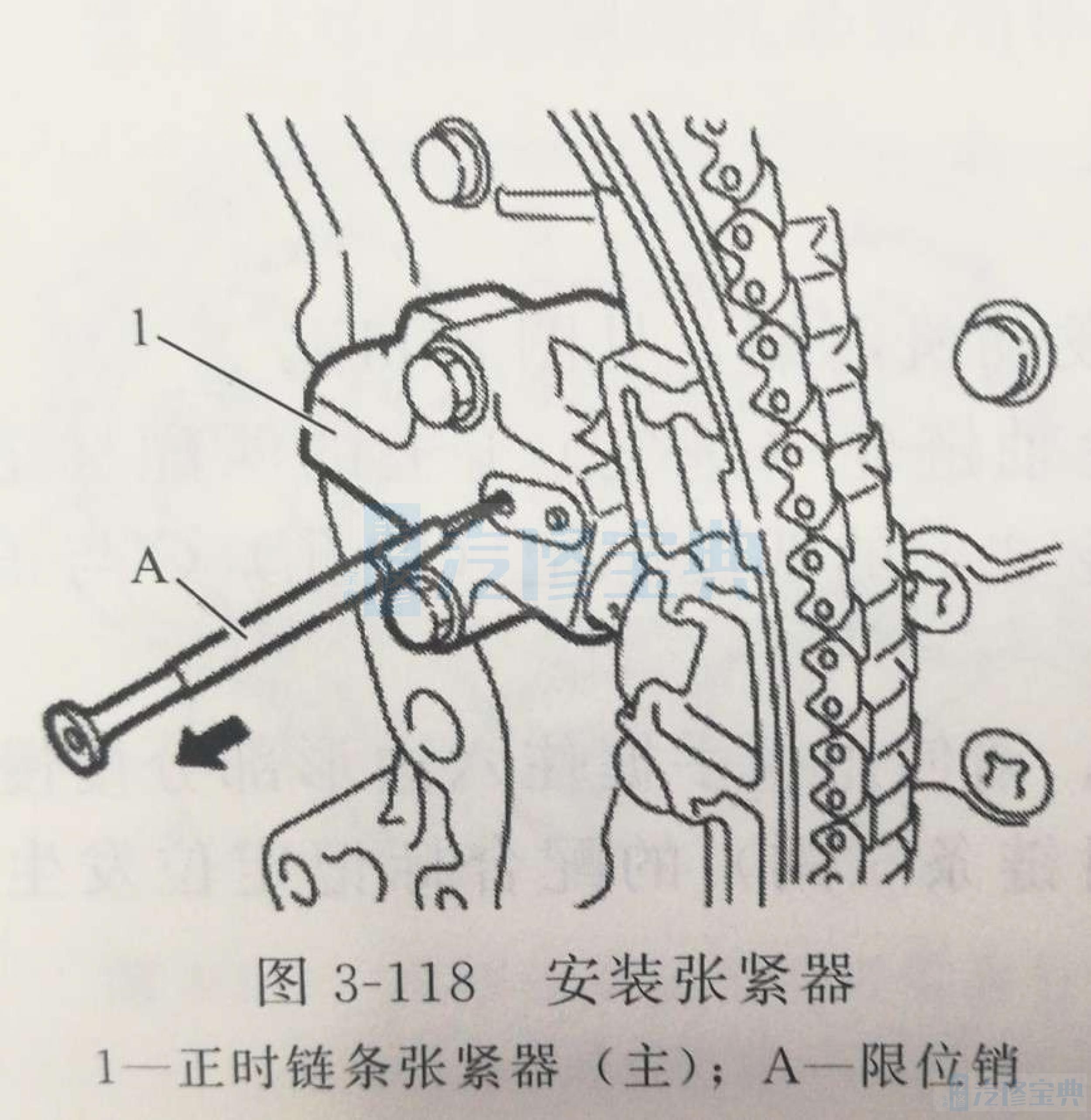
e.安装正时链条张紧器(主)1。彻底清除正时链条张紧器(主)背面和安装表面上的污垢及异物。
f.安装后将限位销A拉出,然后松开柱塞,见图3-118。
再次确认每个链轮和各正时链条上的配合标记都没有错位。
将新O形圈安装到后正时链条箱上。切勿重复使用O形圈。
将新的前油封安装到前正时链条箱上。在油封唇和防尘封唇上涂抹新发动机机油。安装时如图3-119所示确定每个密封唇的方向。
c.小心不要将密封圈从安装槽沟中移开,将前正时链条箱上的定位销对准孔来安装进凸轮链轮盖。
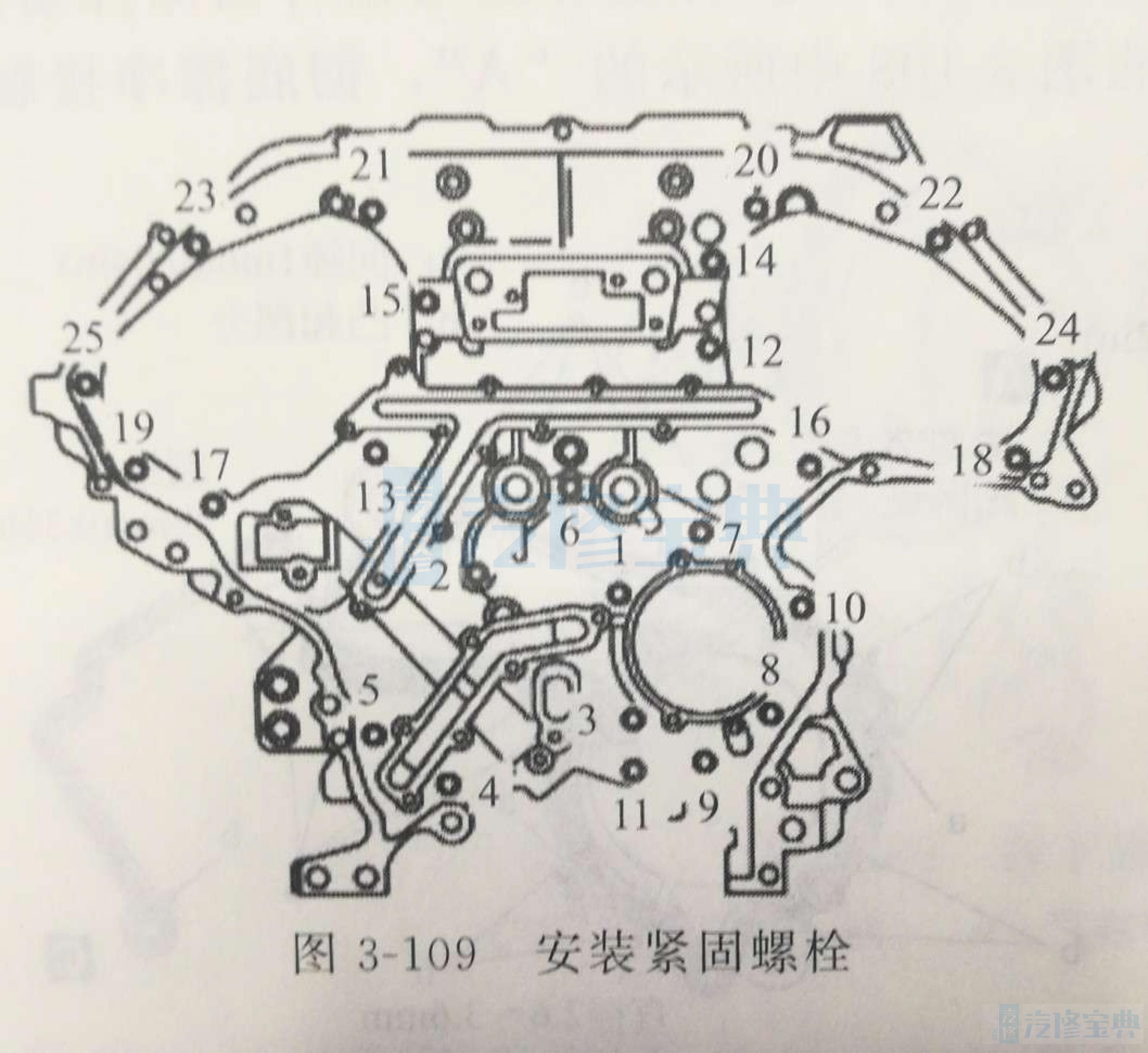
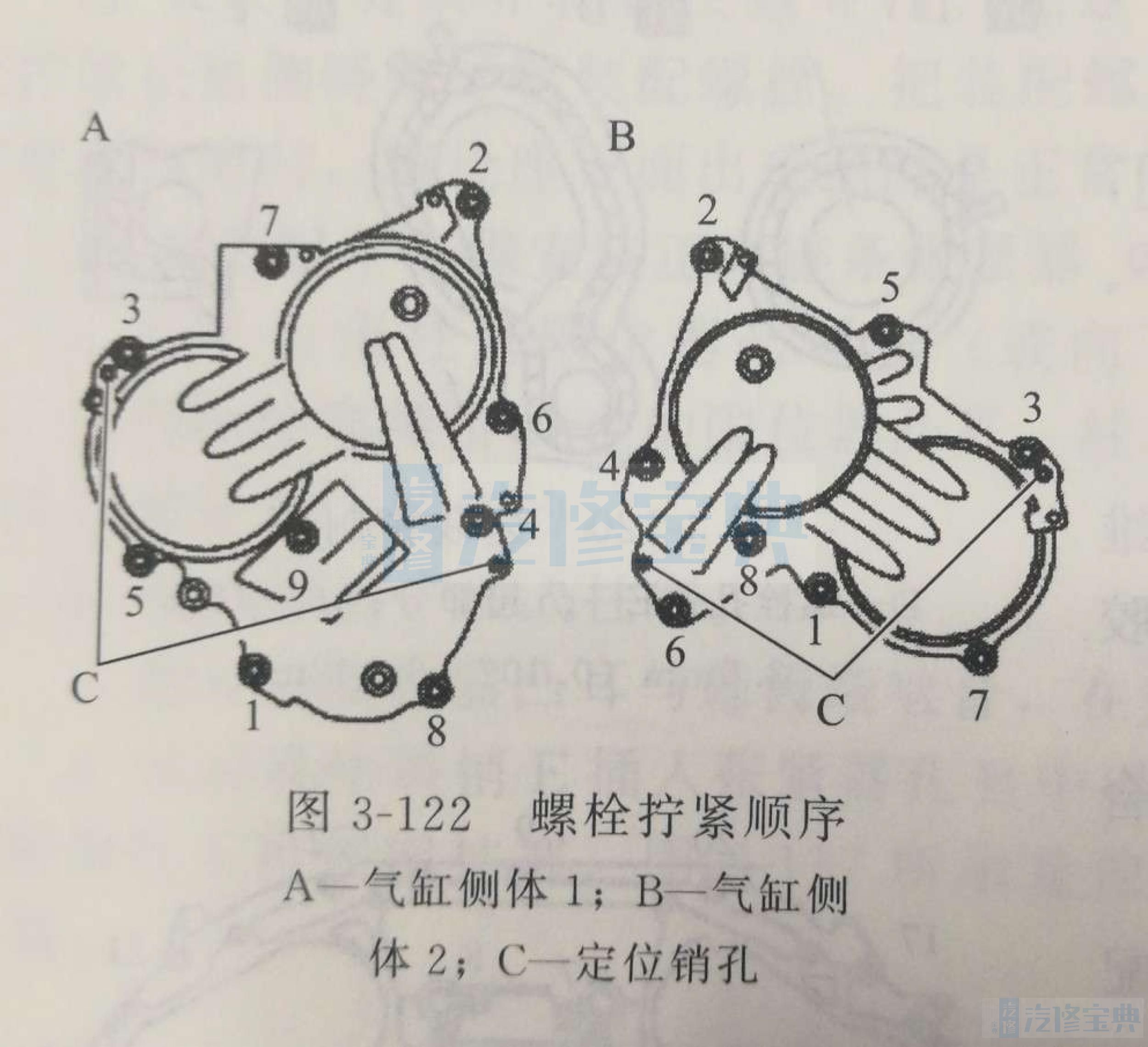
d.按照图3-122中所示数字的顺序拧紧装配螺栓。
安装油底壳(上和下)。
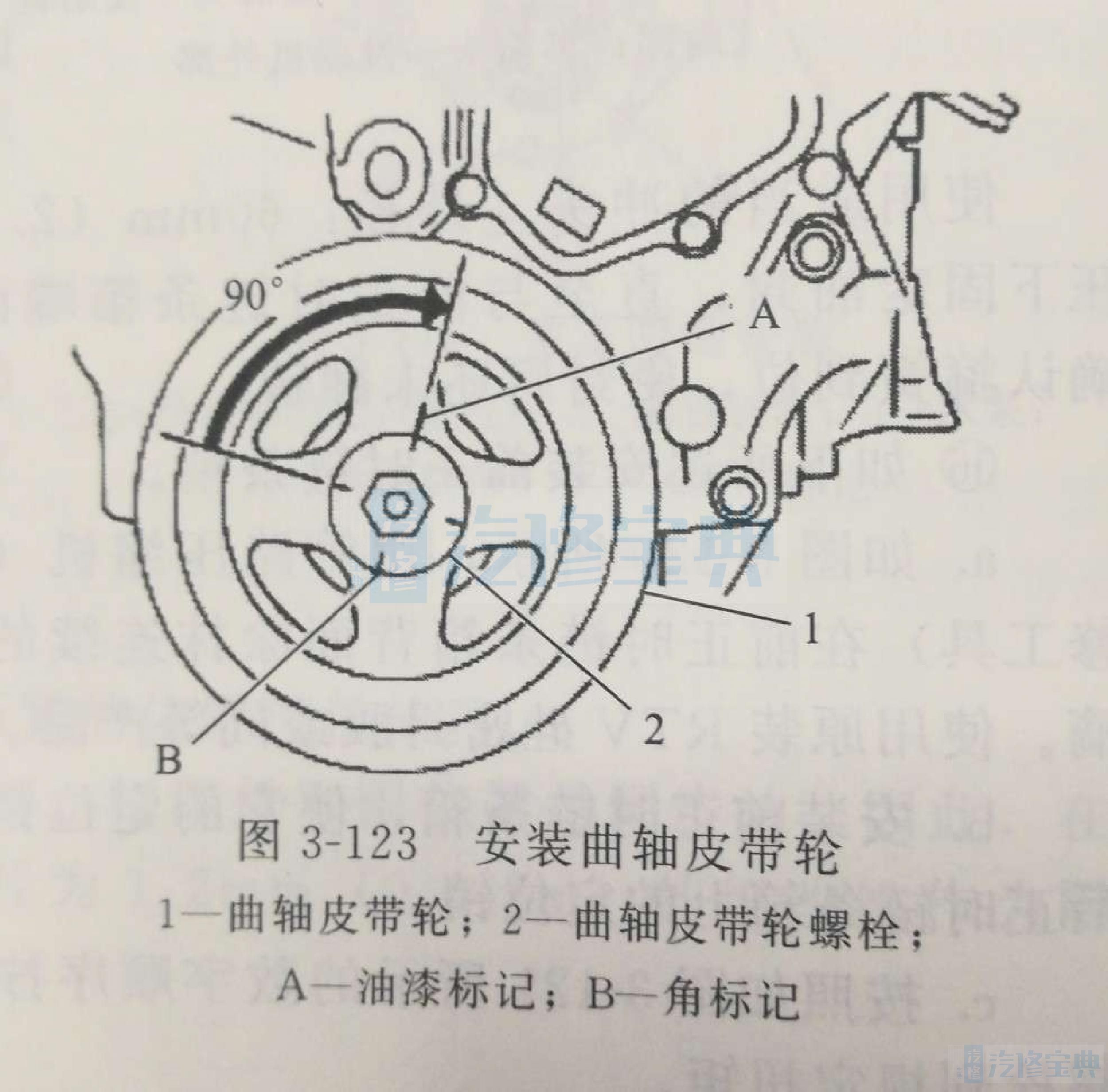
如下所述安装曲轴皮带轮。
a.安装曲轴皮带轮,小心不要损坏前油封。注意:使用塑料锤敲下固定曲轴皮带轮时,请敲击其中央位置(非边缘位置)b.用皮带轮夹具(通用维修工具)固定曲轴。
c.拧紧曲轴皮带轮螺栓。扭矩:44.1N·m(4.5kgf·m,33lbf·ft)。
d.在曲轴皮带轮1上作一个油漆标记A,它与曲轴皮带轮螺栓2的角标记B对齐。拧紧螺栓90°(角度拧紧),见图3-123。
沿正常方向旋转曲轴皮带轮(从发动机前端查看时是顺时针方向)确认其转动灵活。
此步骤之后按照与拆卸相反的顺序安装。