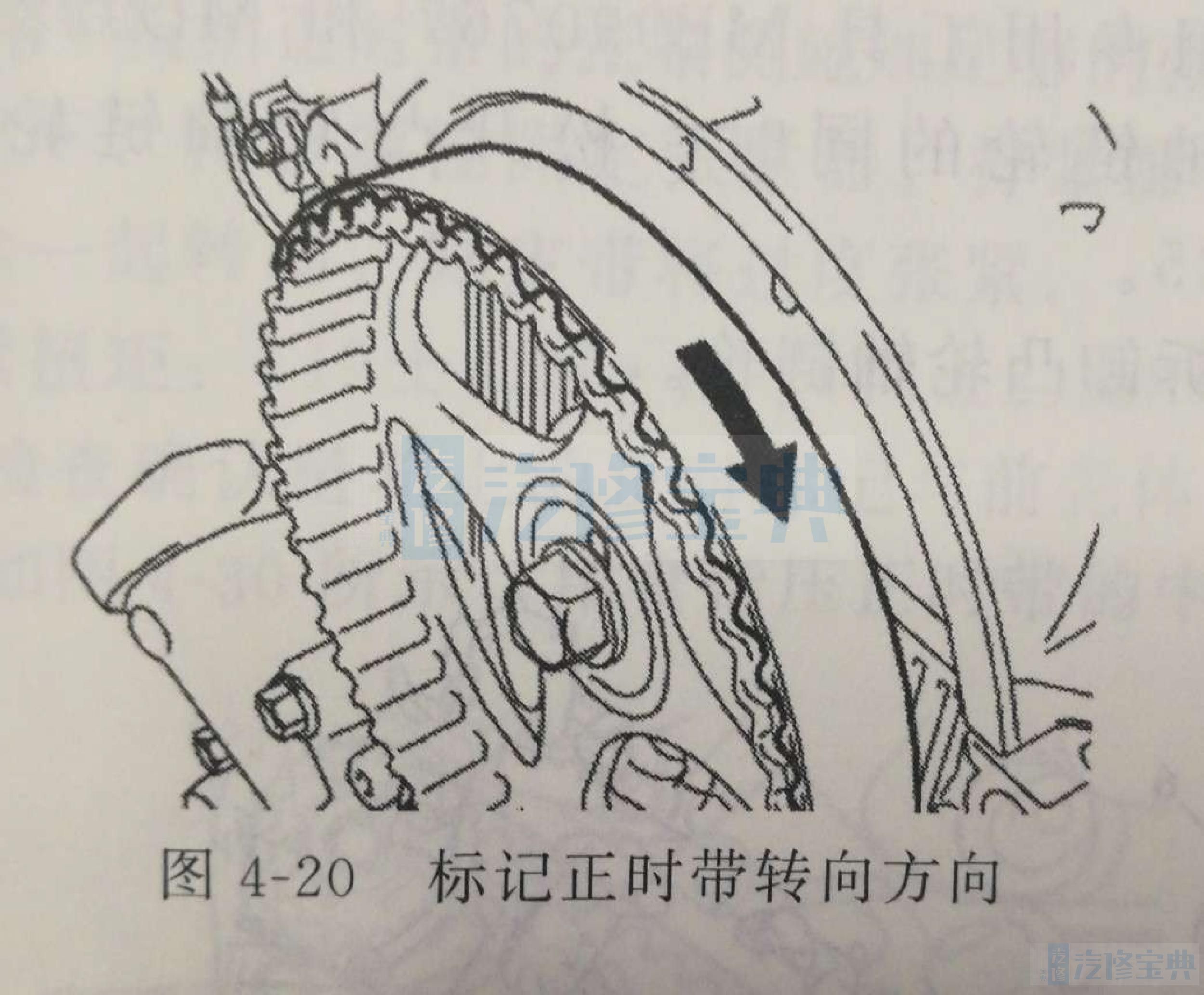
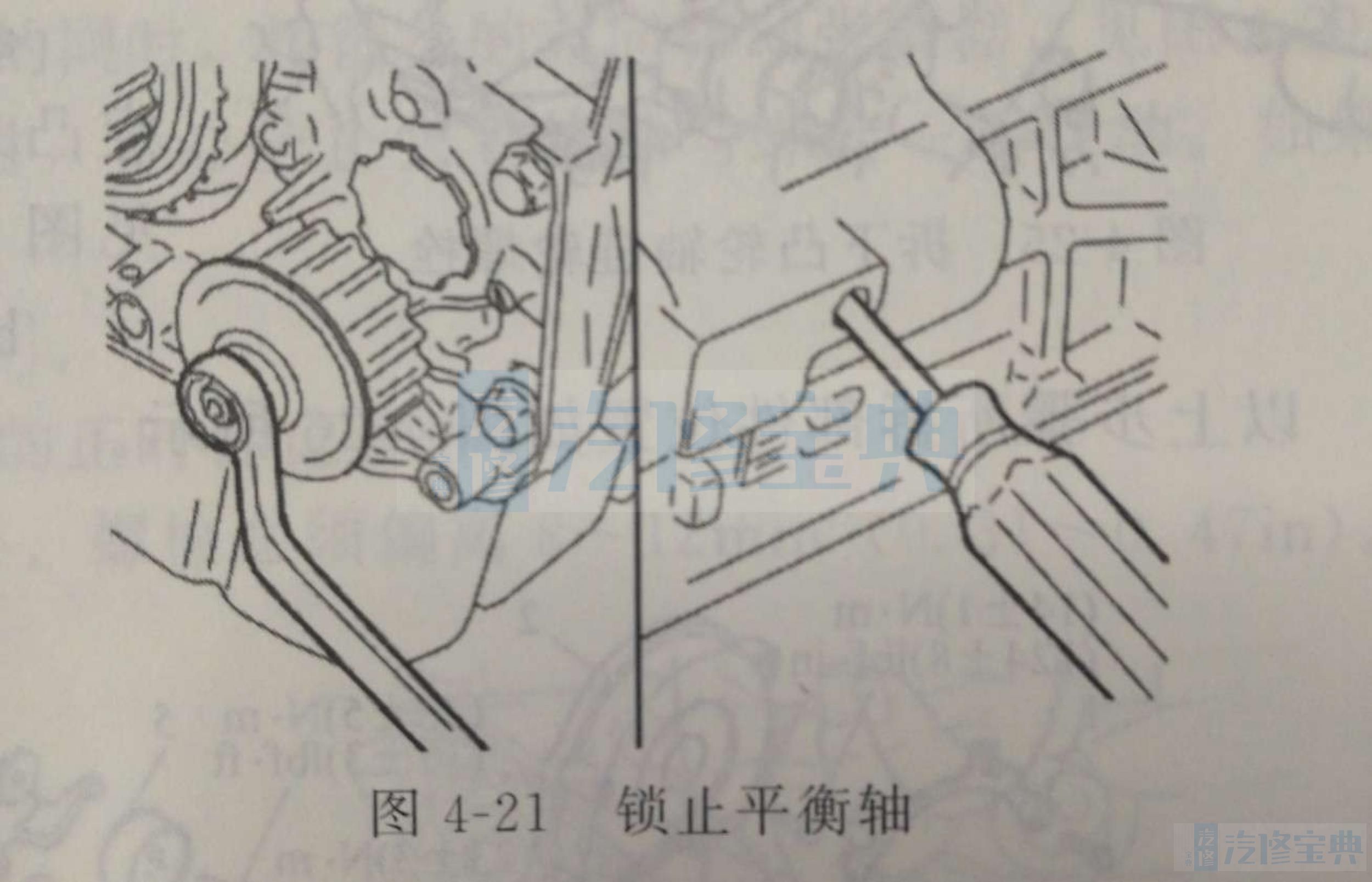
正时皮带拆卸步骤①拆卸插接器支架。 ②拆卸正时带前上盖。 ③拆卸正时带前下盖。 ④拆卸正时带。 拆下的正时带、链轮和张紧器必须清洗或浸在溶剂中,因为皮带上的水或机油会大大缩短其寿命。如果受到污染,则更换零件。如果所有零部件上都有水或机油,则检查前完体油封、凸轮轴油封和水泵是否泄漏。 a.为了重新安装,标记皮带的运转方向,见图4-20。 b.松开张紧轮螺栓,然后拆下正时带。 ⑤拆卸张紧轮。 ⑥拆卸张紧器臂。 ⑦拆卸自动张紧器。 ⑧拆卸张紧装置皮带轮。 ⑨拆卸支架。 ⑩拆卸曲轴位置传感器。 拆卸机油泵链轮。 a.拆下气缸体左侧上的旋塞。 b.将飞利浦螺丝刀[刀柄直径8mm(0.3in)]通过塞孔插入,已锁止左侧的平衡轴,见图4-21。
c.松开螺母,然后拆下机油泵链轮。
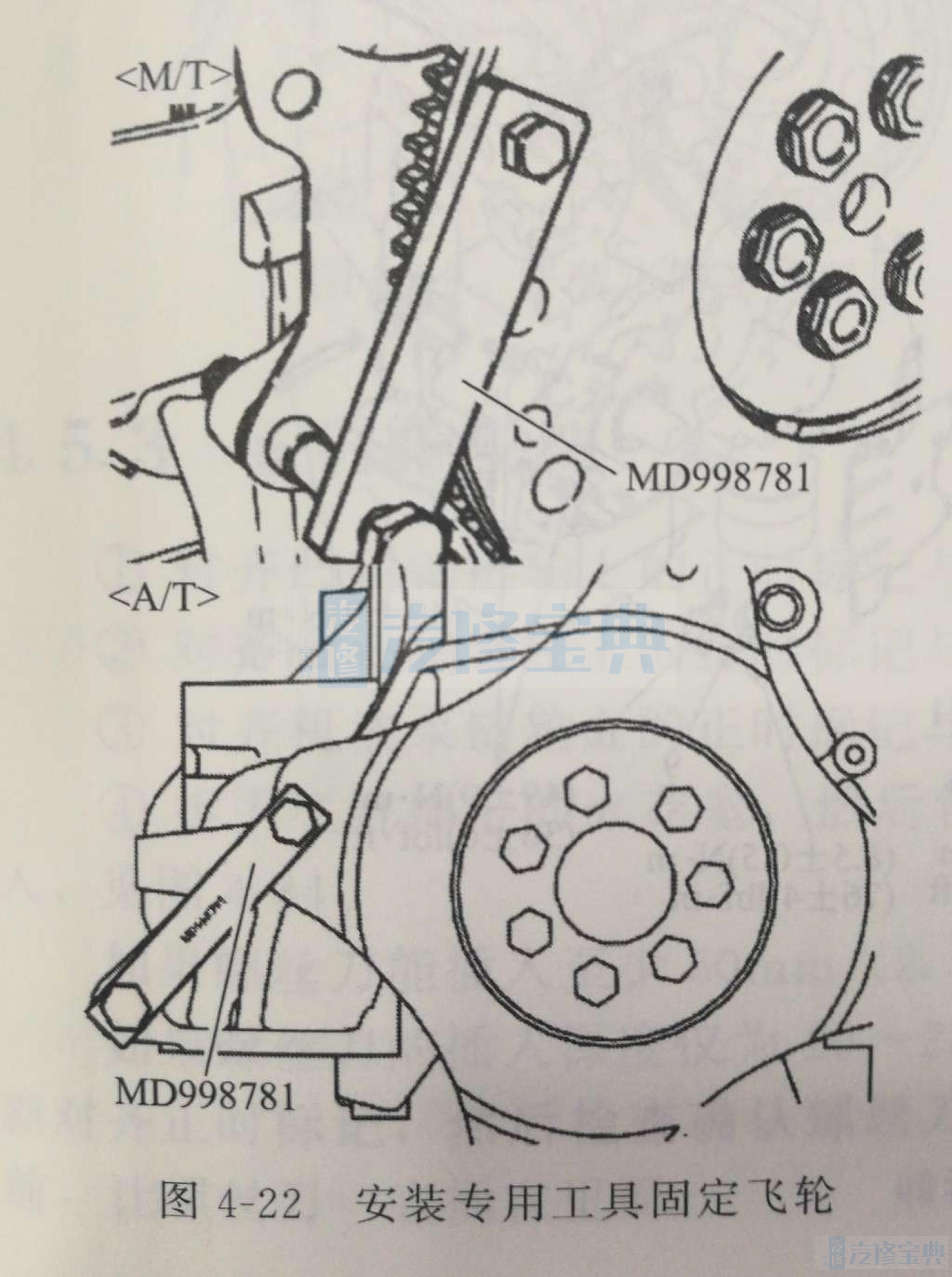
拆卸曲轴螺栓。
a.安装专用工具MD998781,以固定驱动盘或飞轮,见图4-22。
b.松开并拆下曲轴螺栓和垫圈。
拆卸曲轴皮带轮垫圈。
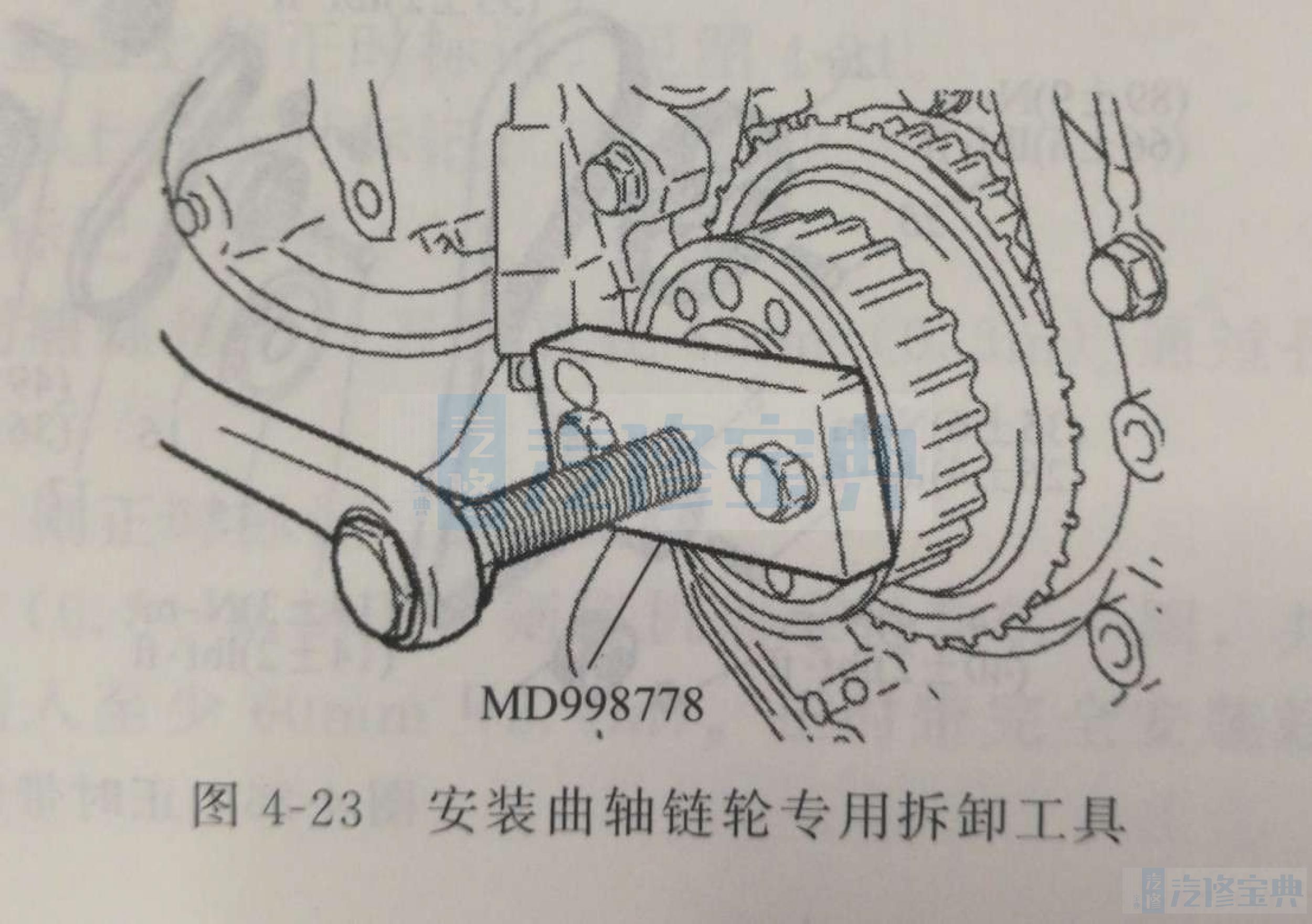
拆卸曲轴链轮。
a.如图4-23所示,安装专用工具MD998778。
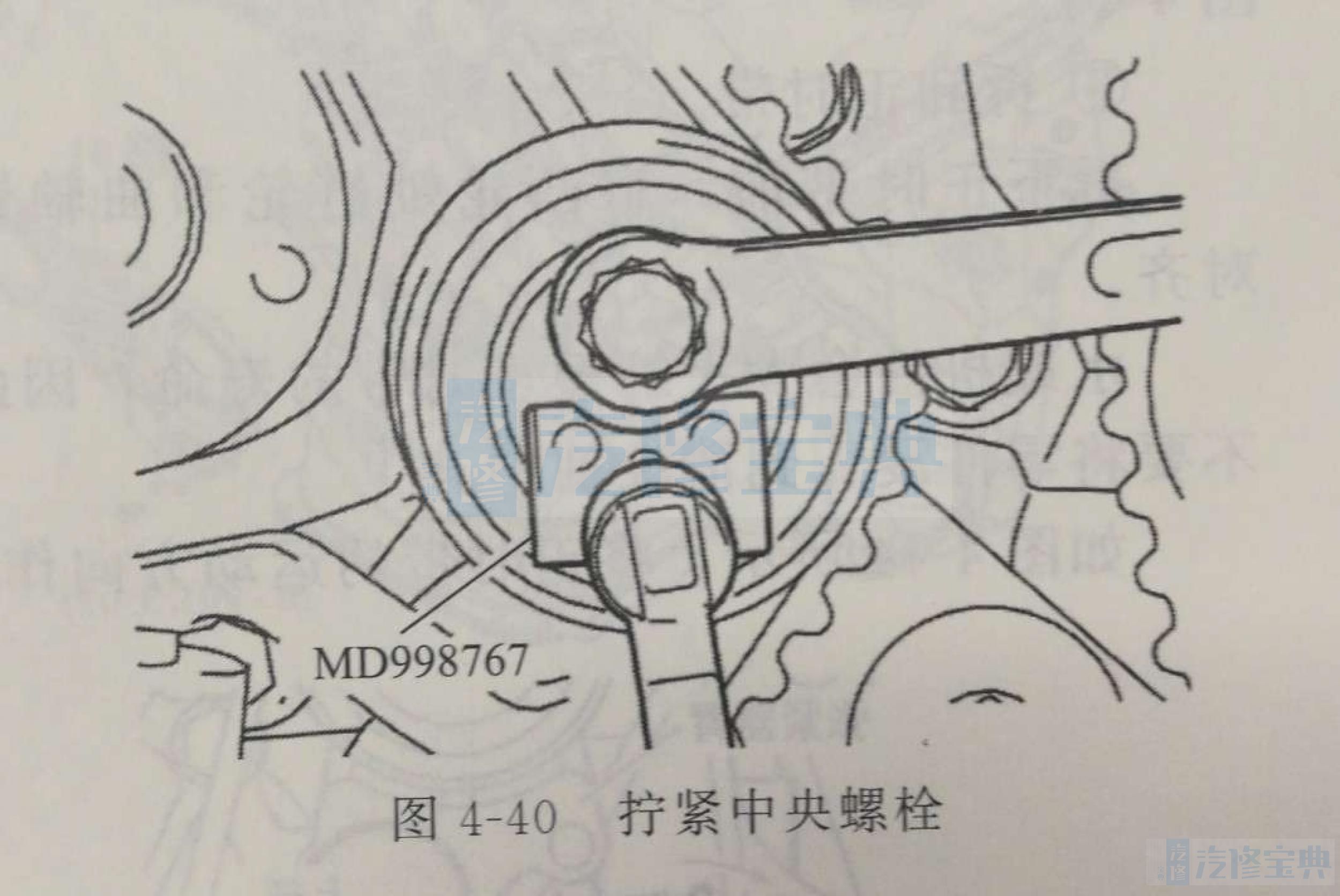
b.拧入专用工具的中央螺栓以拆下曲轴链轮。
拆卸曲轴感应盘。
拆卸张紧器。
拆卸正时带。
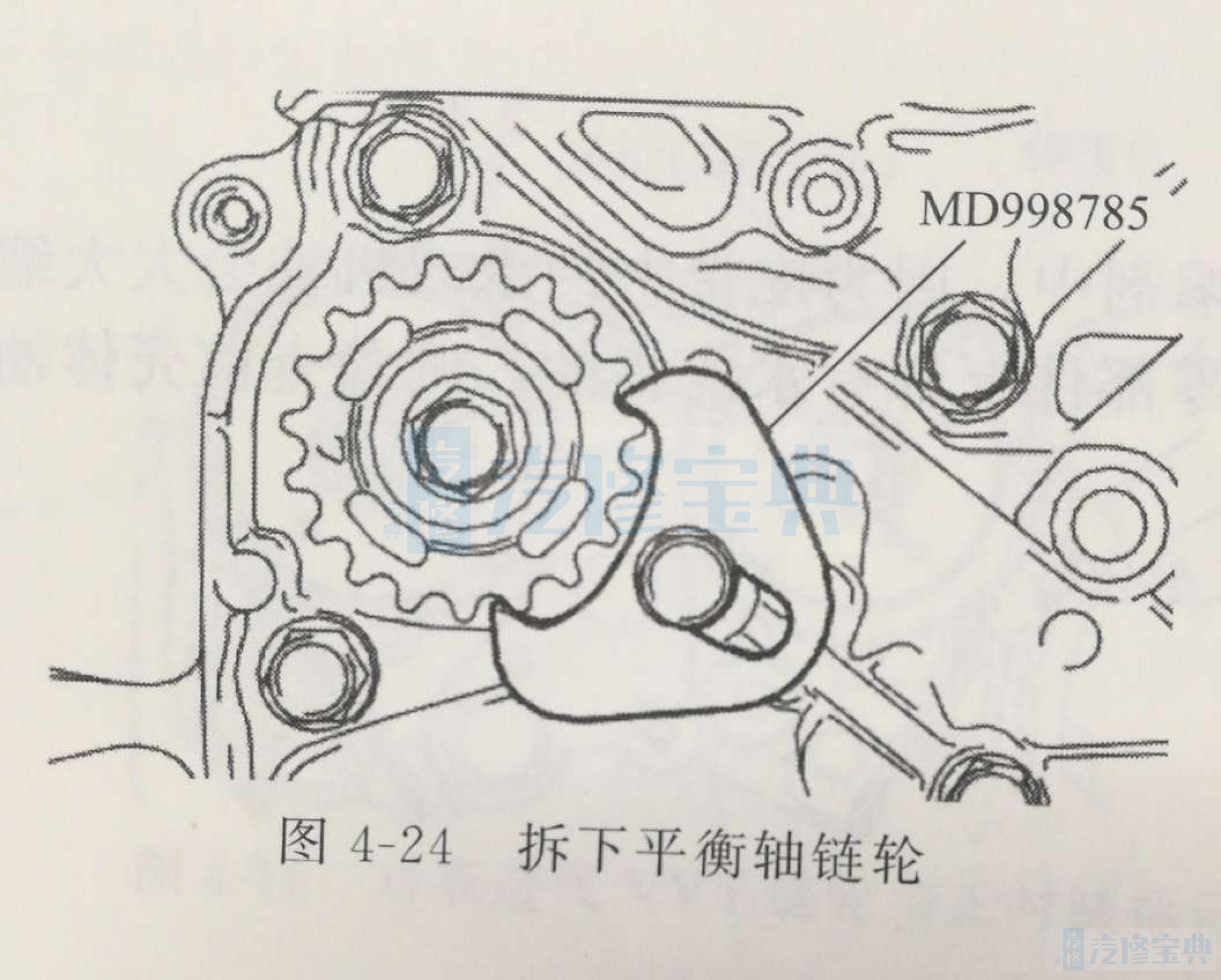
拆卸平衡轴链轮。
a.如图424所示,安装专用工具MD998785,以防止平衡轴链轮一起转动。
b.松开螺栓并拆下链轮。
拆卸间隔环。
拆卸曲轴链轮。
拆卸曲轴键。
拆卸发电机支架。
拆卸发动机支架托架。
拆卸正时带后盖。
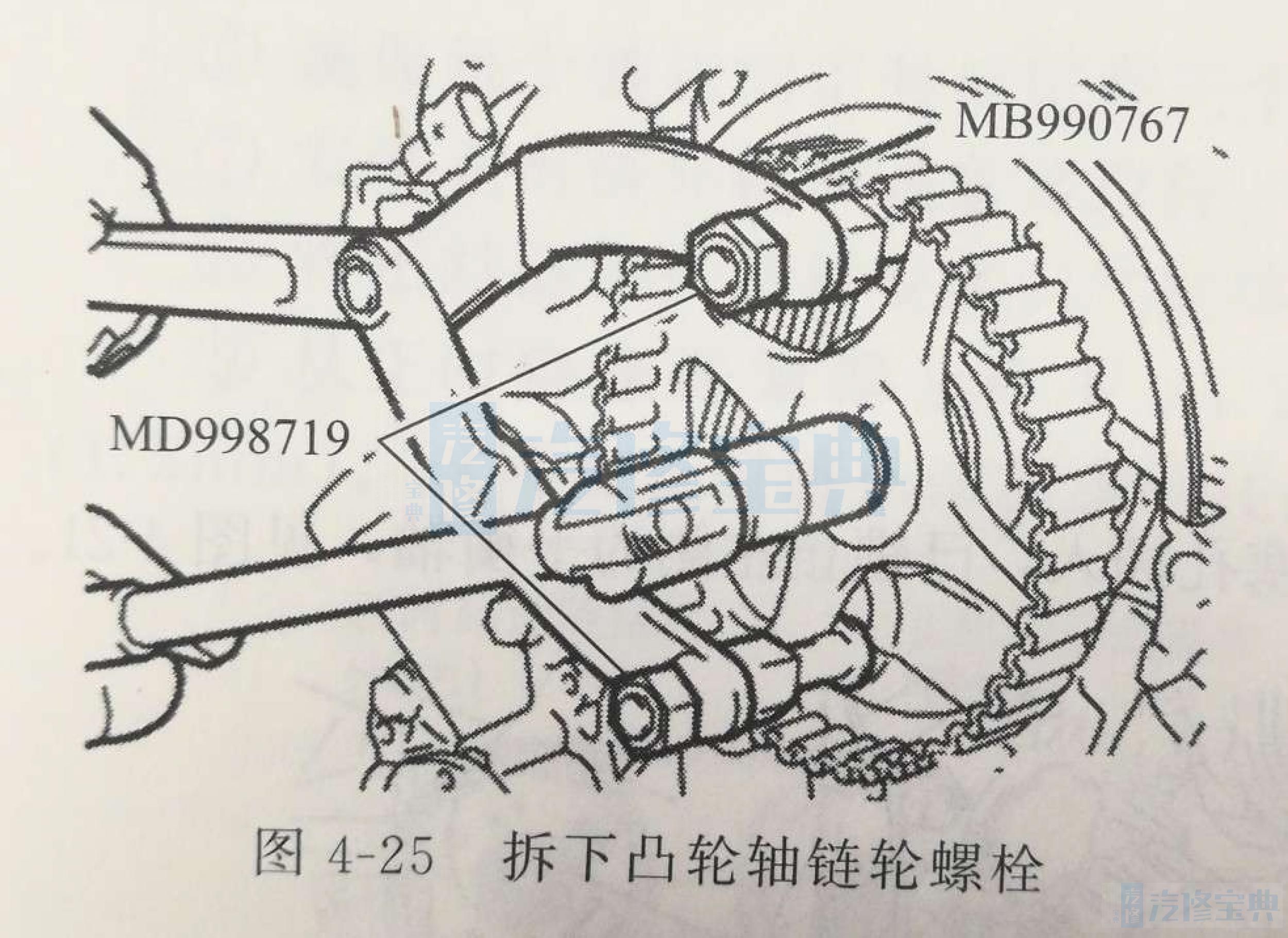
拆卸凸轮轴链轮螺栓。
拆卸凸轮轴链轮。
a.用专用工具MB990767和MD998719固定凸轮轴链轮的同时,松开凸轮轴链轮螺栓,见图4-25。
b.拆卸凸轮轴链轮。
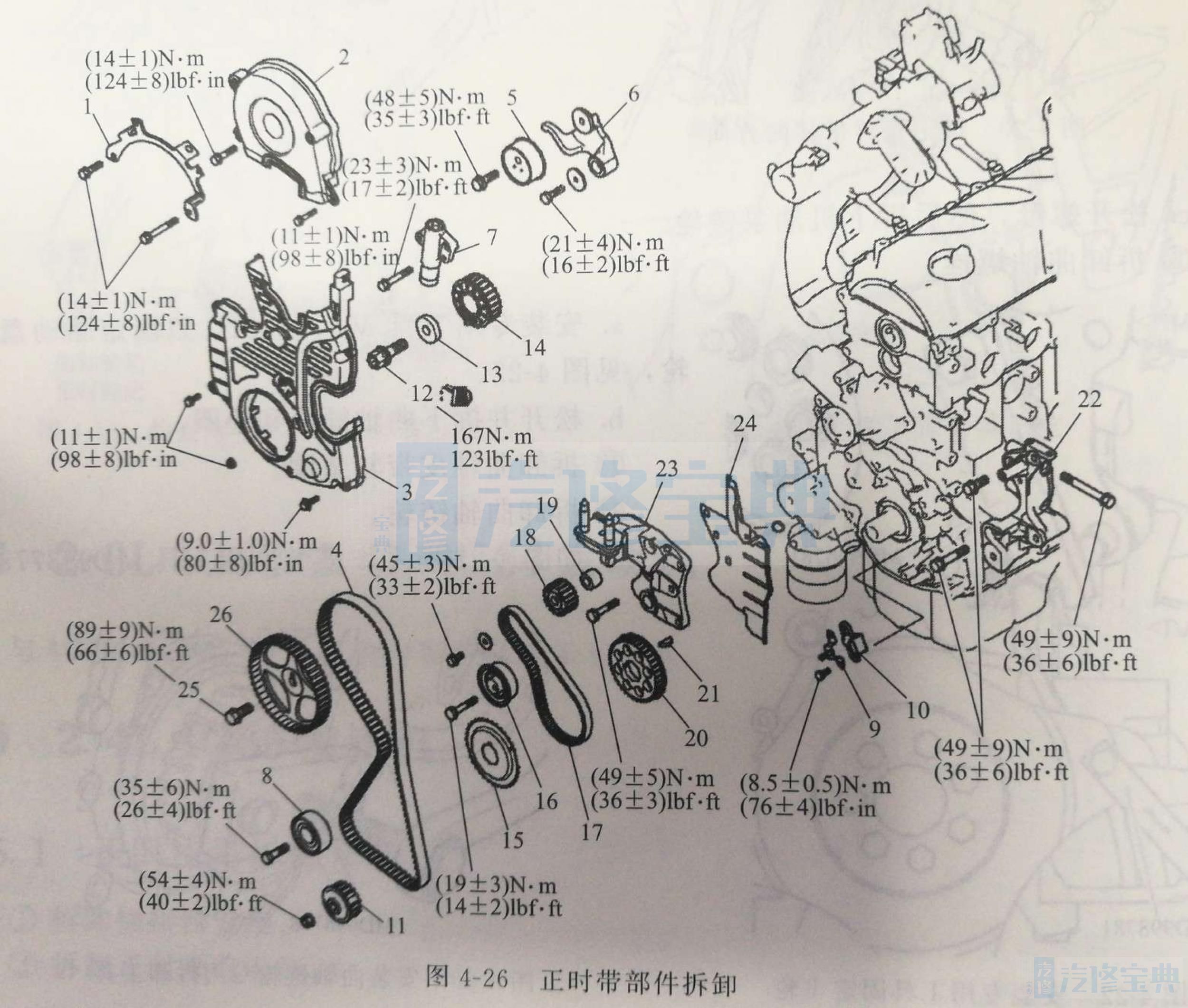
以上步骤所拆卸部件位置如图4-26所示。
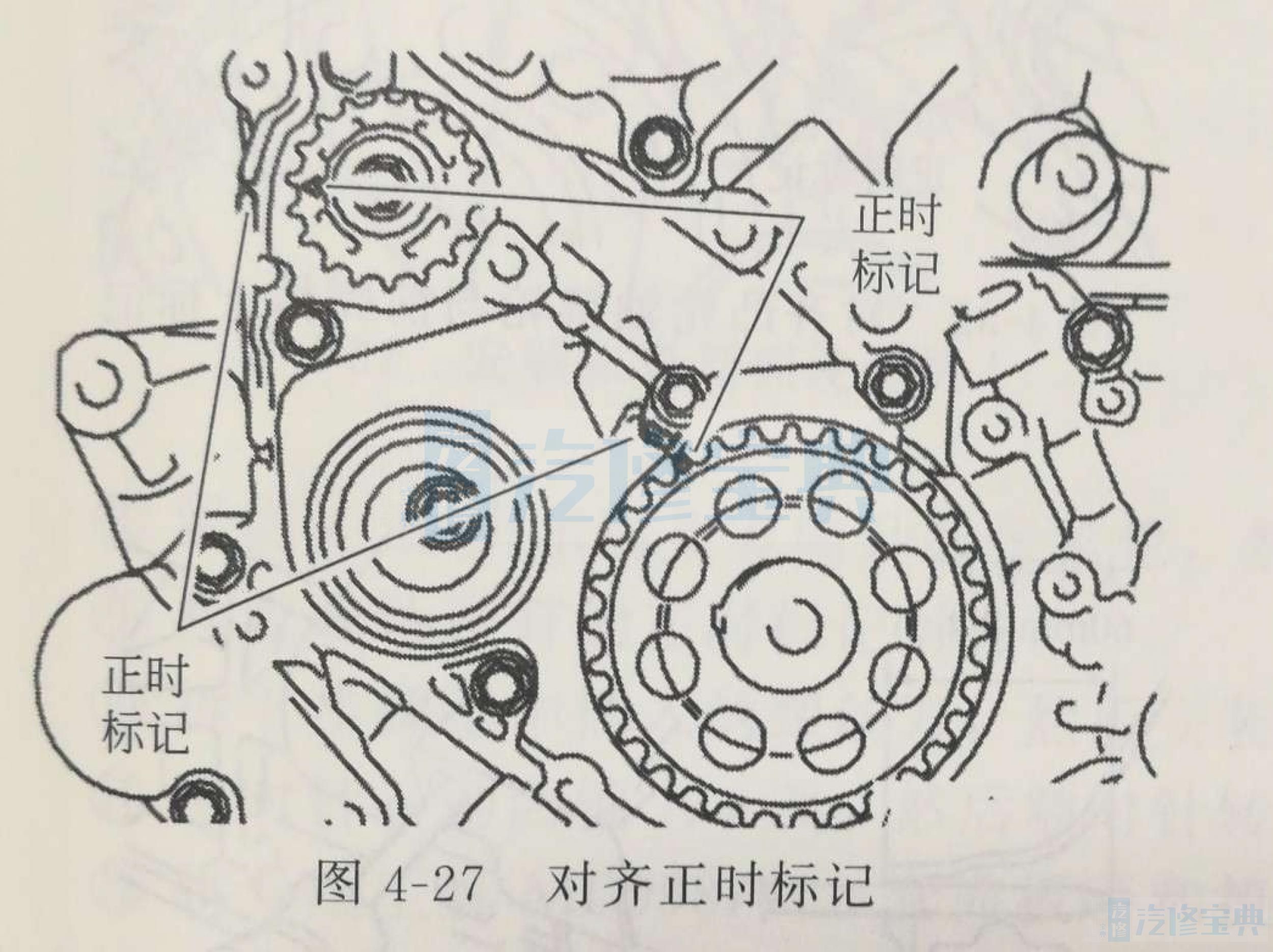
正时带的安装①将曲轴链轮和平衡轴链轮上的正时标记与前壳体上的标记对齐,见图4-27。
②将正时带安装到曲轴链轮和平衡轴链轮上。在张力侧应无松弛。
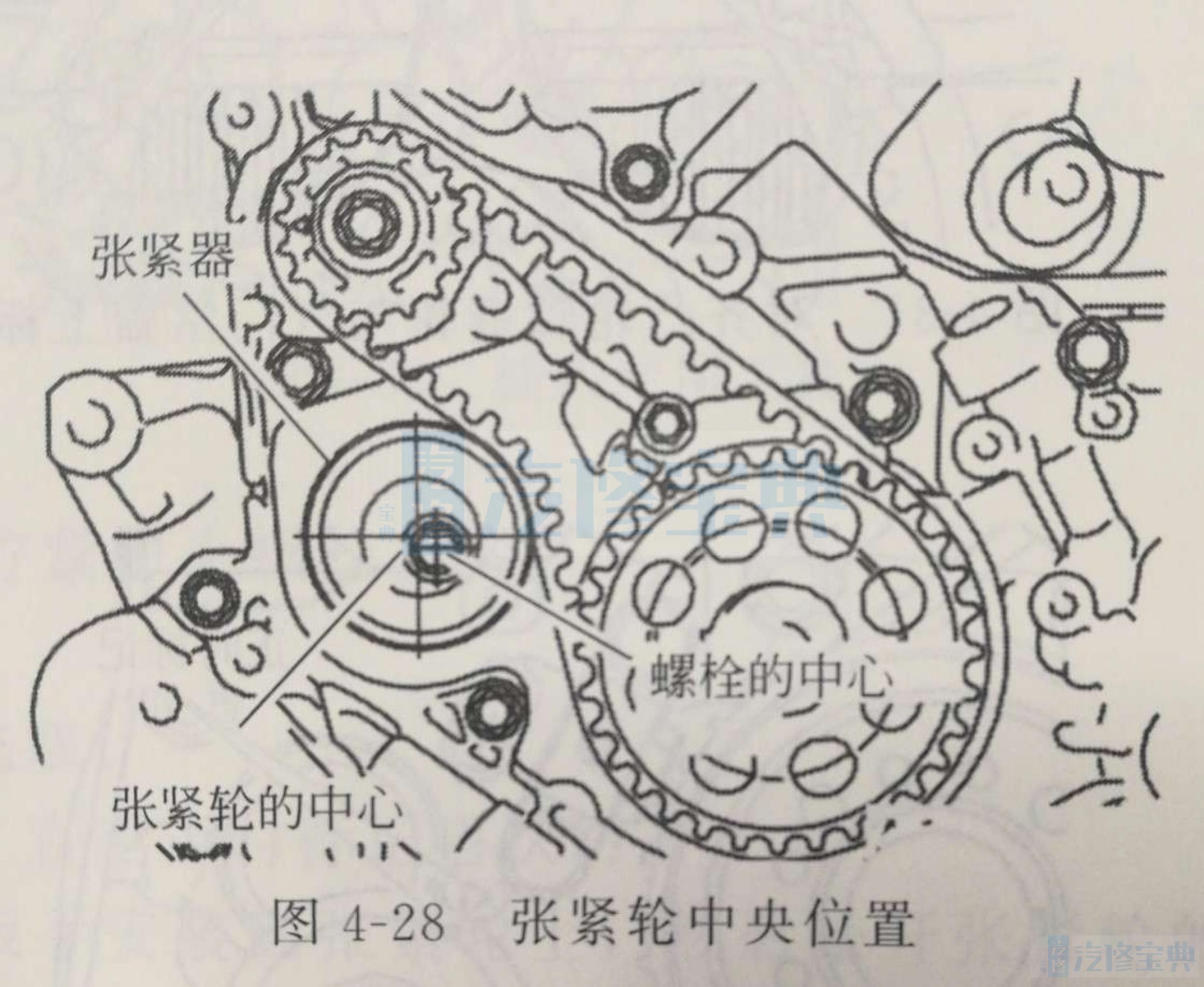
③确保张紧轮中央和螺栓中央的位置如图4-28所示。
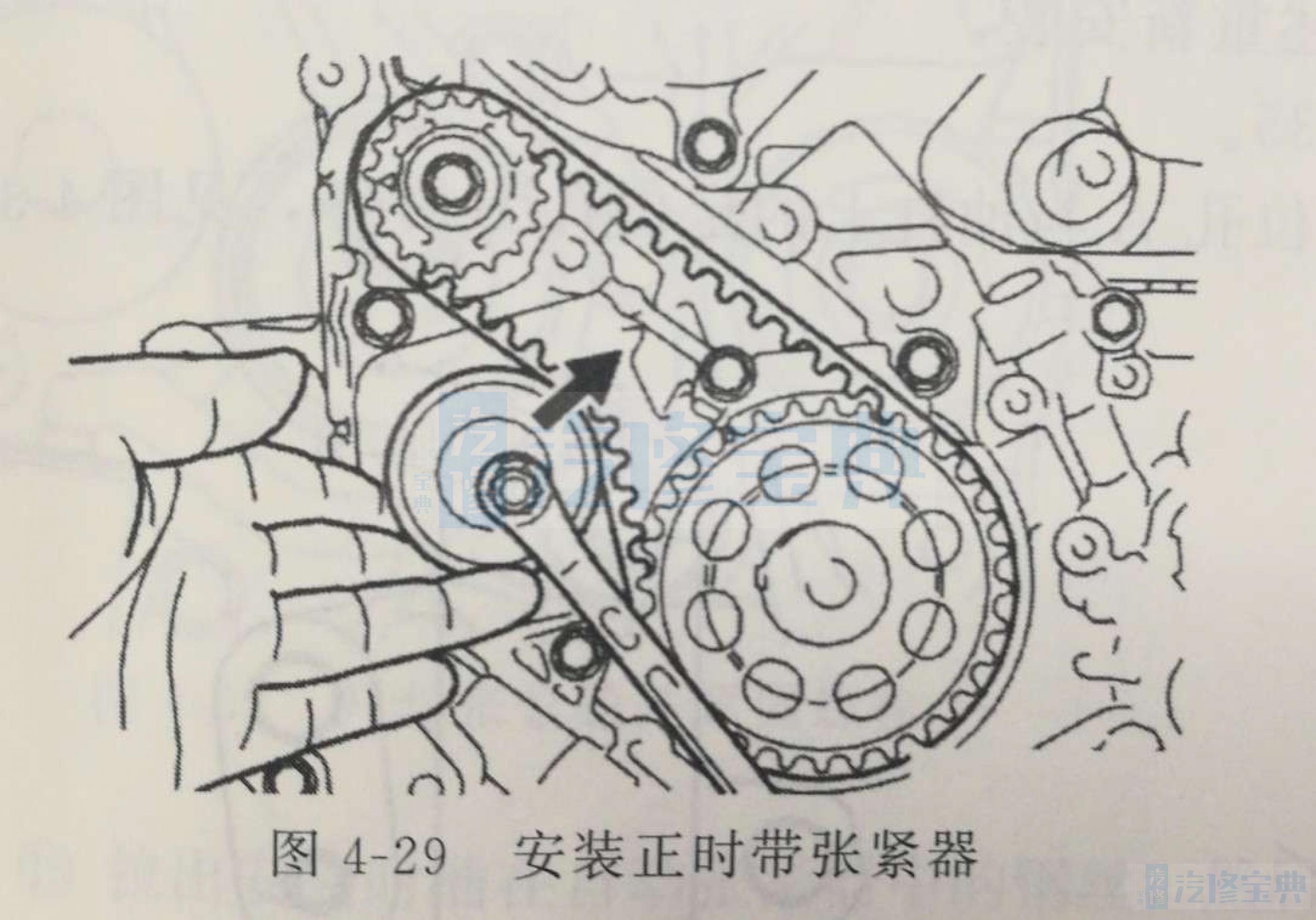
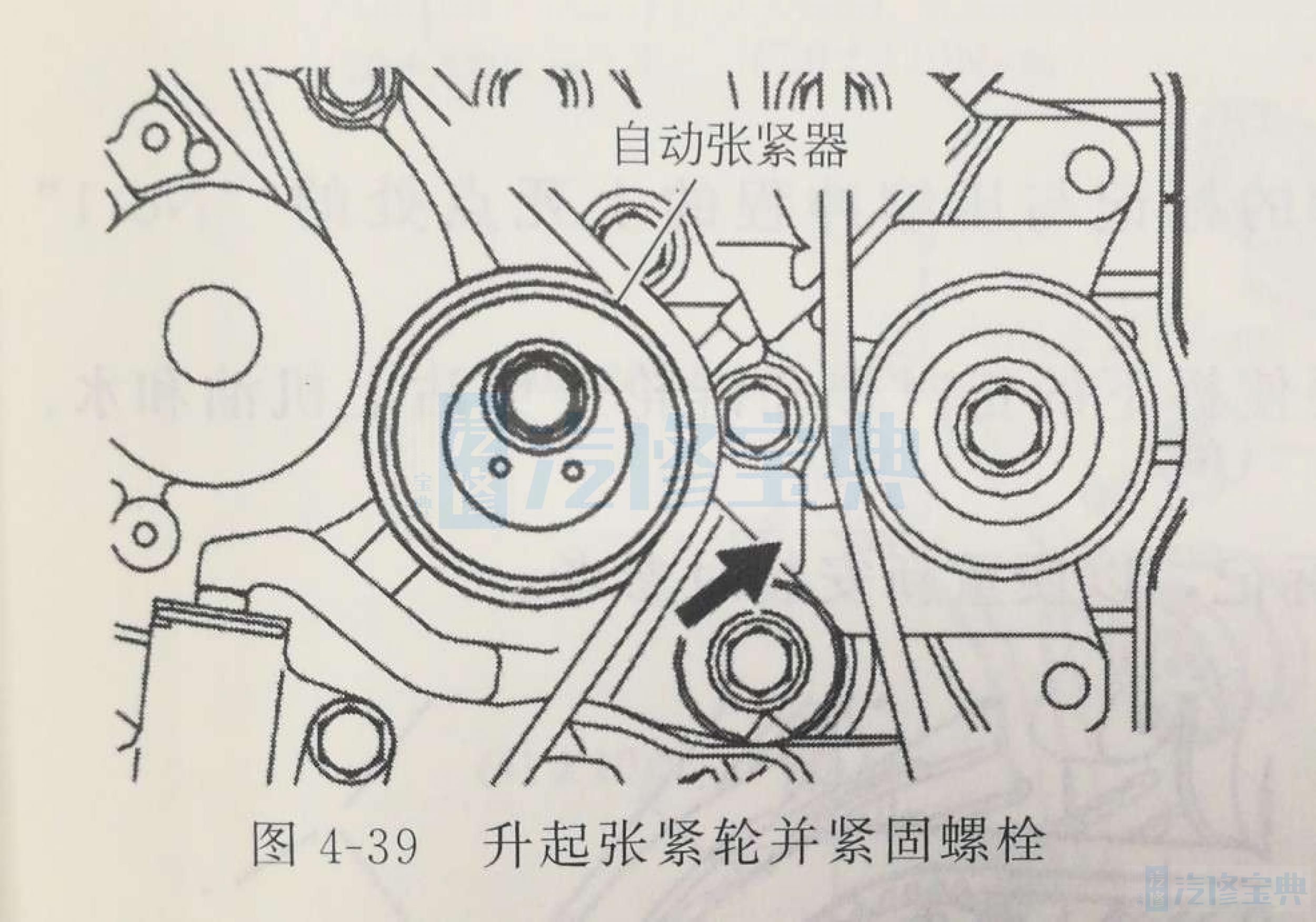
④用手指给正时带的张紧侧施加足够的张力的同时,按箭头的方向移动张紧器,见图4-29。在此情况下·拧紧螺栓固定张紧器。拧紧螺栓时,小心防止张紧轮轴与螺栓一起转动。如果轴下螺栓一起转动,则皮带将过度张紧。
拧紧扭矩:(19±3)N·m[(14±2)lbf·in]。
⑤检查确认链轮上的正时标记与前壳体上的正时标记对齐。
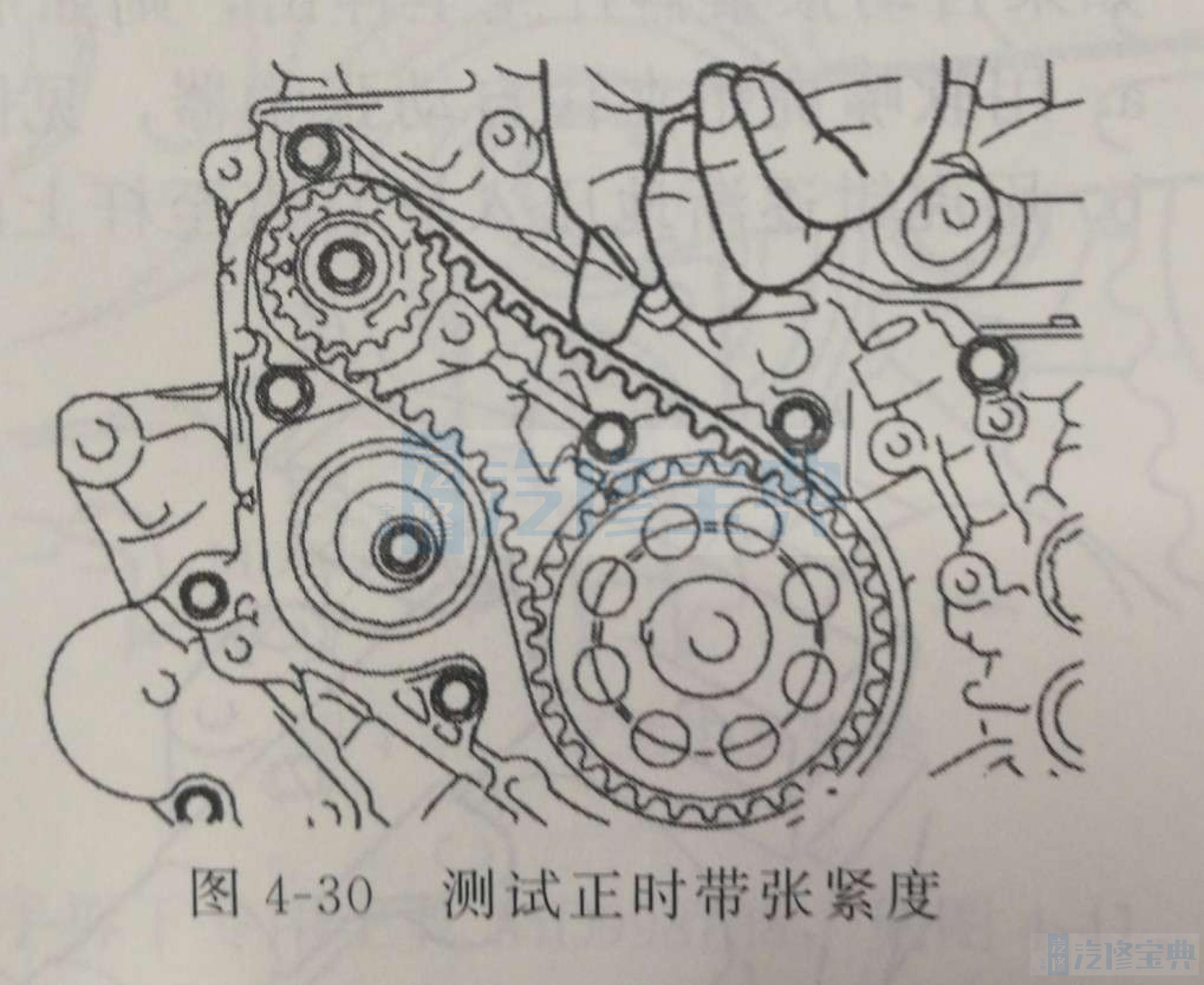
⑥如图4-30所示,用食指压正时带的中心。螺栓必须偏离8~12mm(0.31~0.47in)。
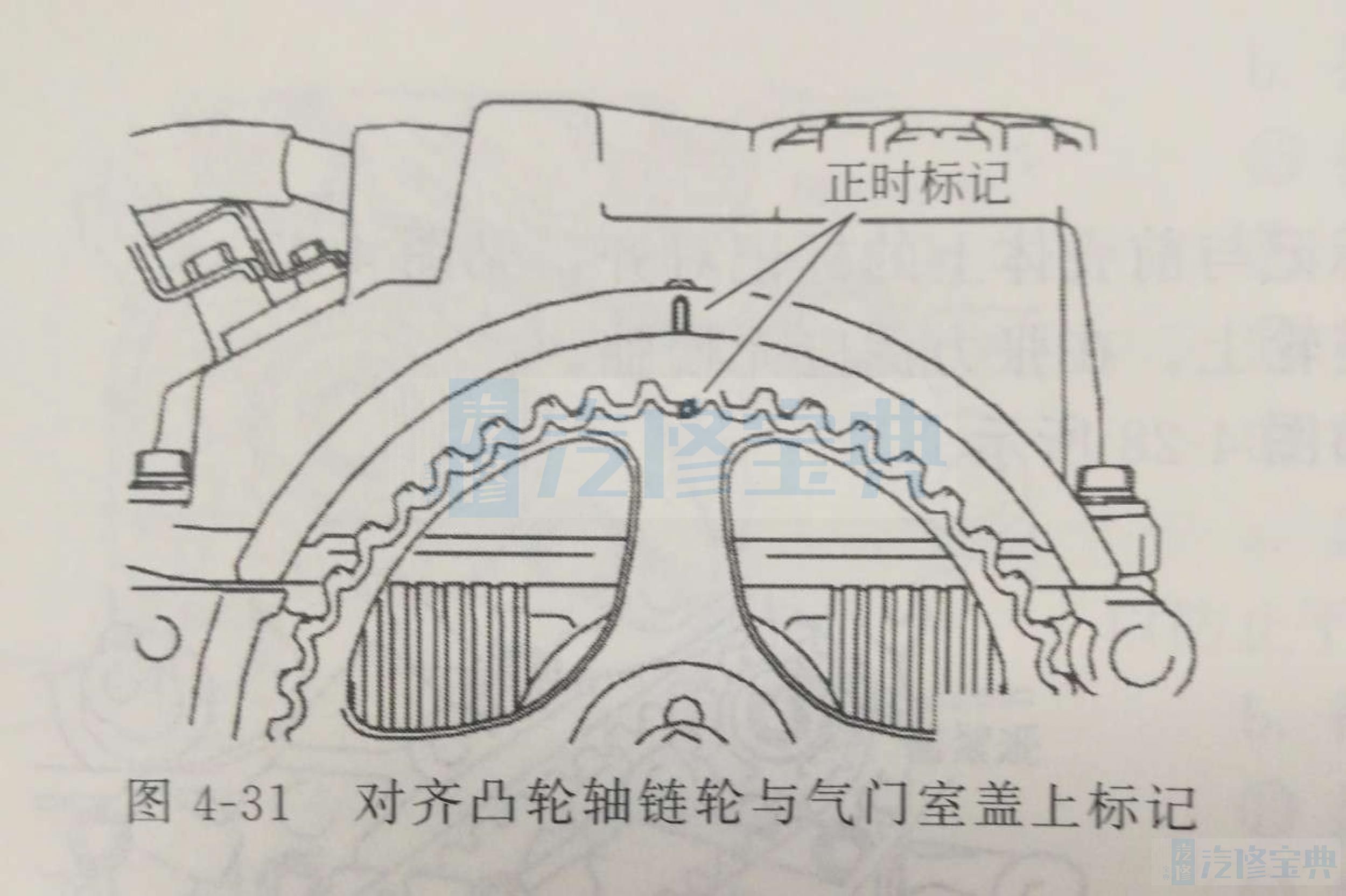
正时带安装①对齐凸轮轴链轮上的正时标记与气门室盖上的正时标记,见图4-31。
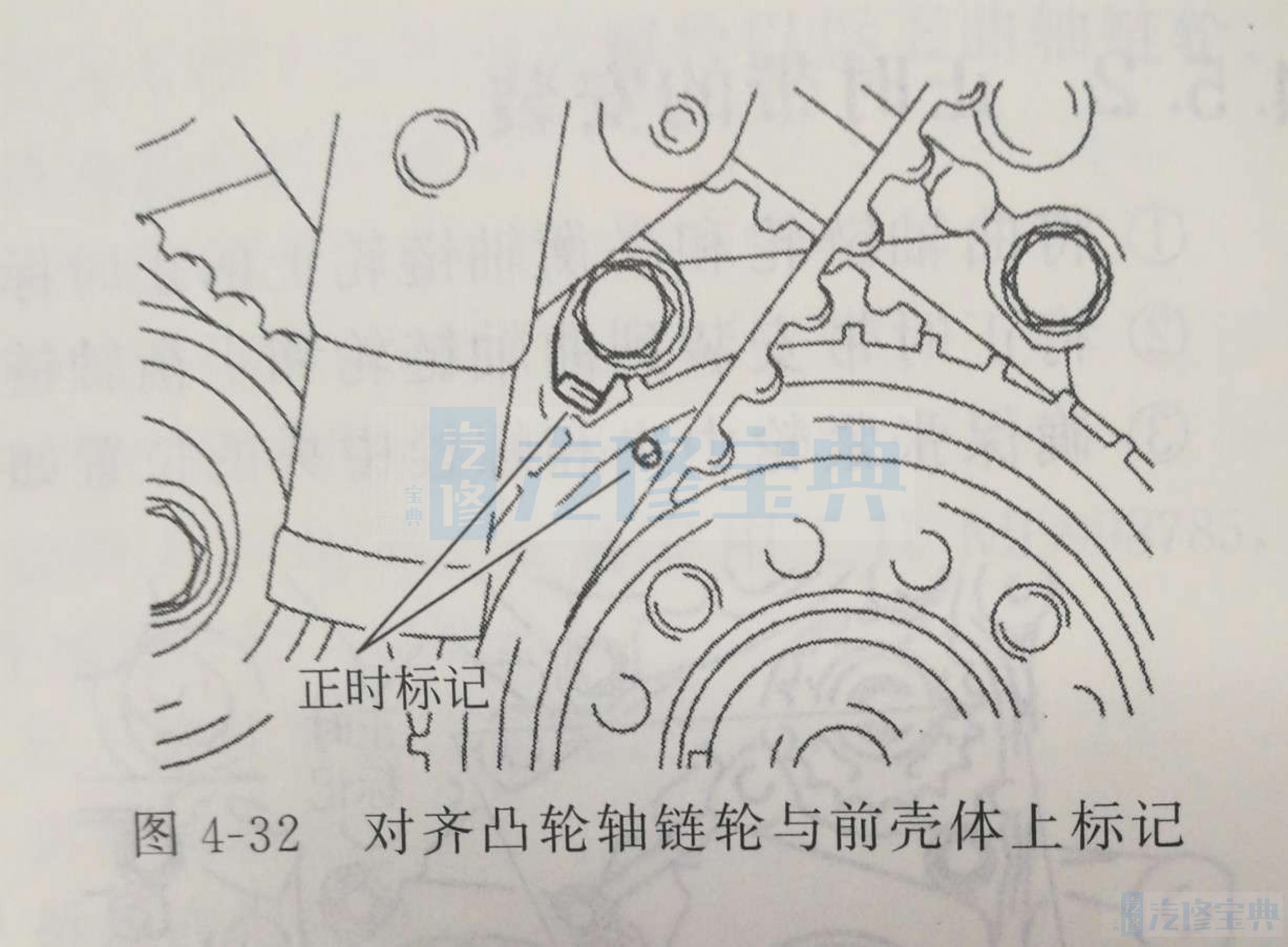
②对齐凸轮轴链轮上的正时标记与前壳体上的正时标记,见图4-32。
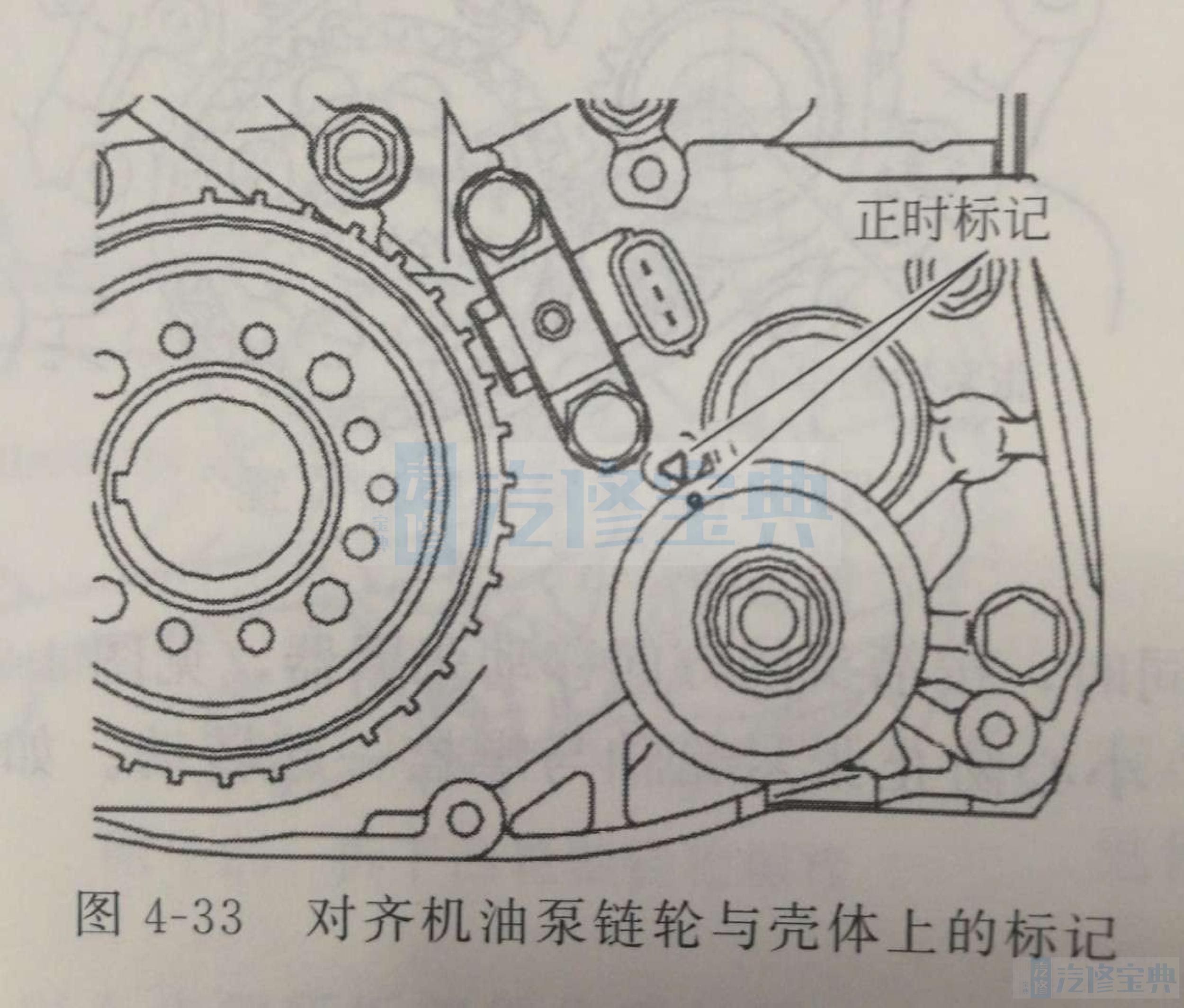
③对齐机油泵链轮上的正时标记与匹配标记,见图4-33。
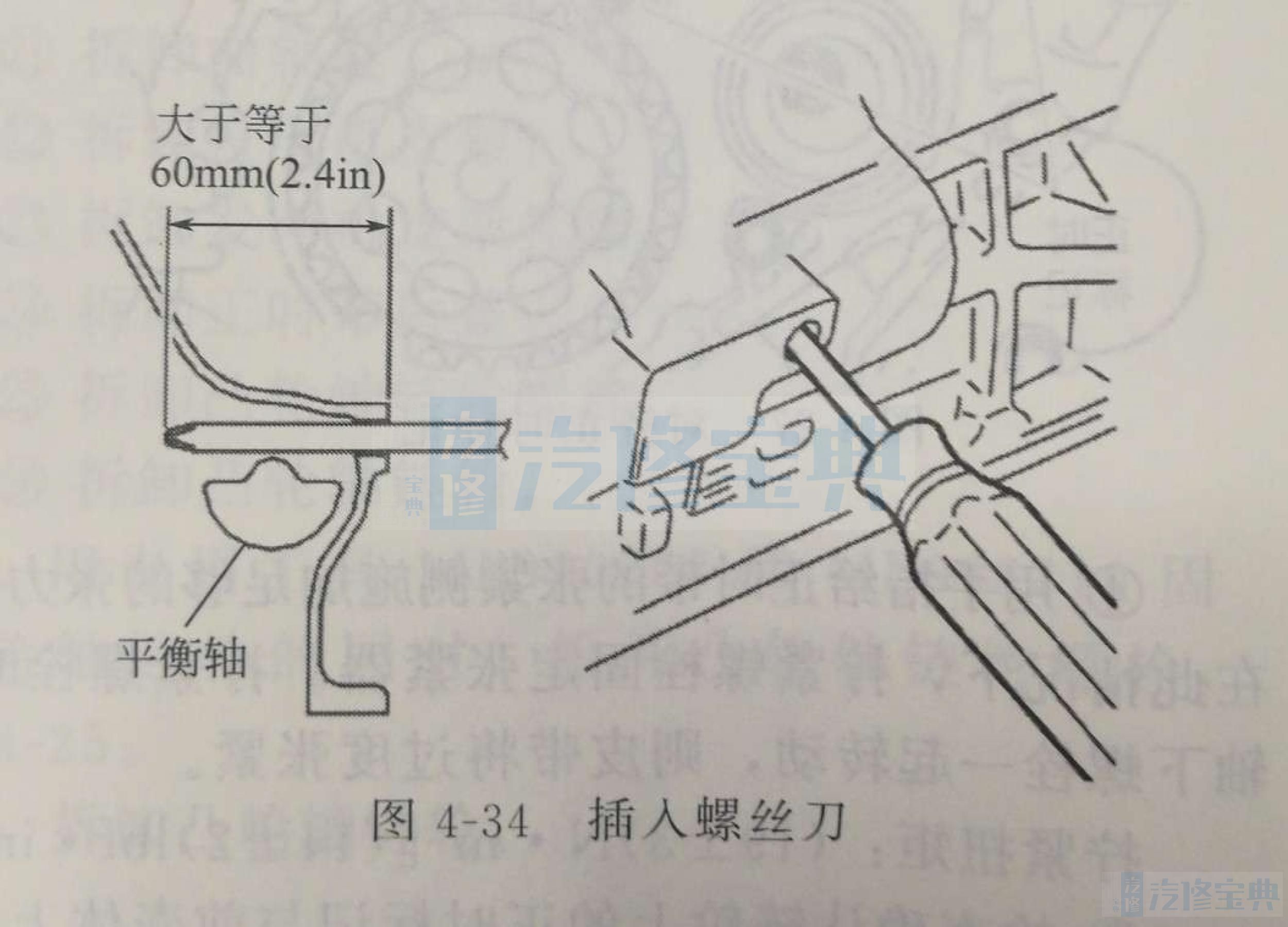
④拆下气缸体上的火花塞,然后将飞利浦螺丝刀[刀柄直径8mm(0.3in)通过孔插入,见图4-34。
如果螺丝刀能插入至少60mm(2.4in),则正时标记已正确对齐。
如果螺丝刀的插入深度仅为20~25mm(0.8~0.9in),则将机油泵链轮转一圈,并重新对齐正时标记,然后检查确认螺丝刀能插入至少60mm(2.4in)。正时带完全安装好之前,让螺丝刀一直插在里面。
⑤安装自动张紧器。
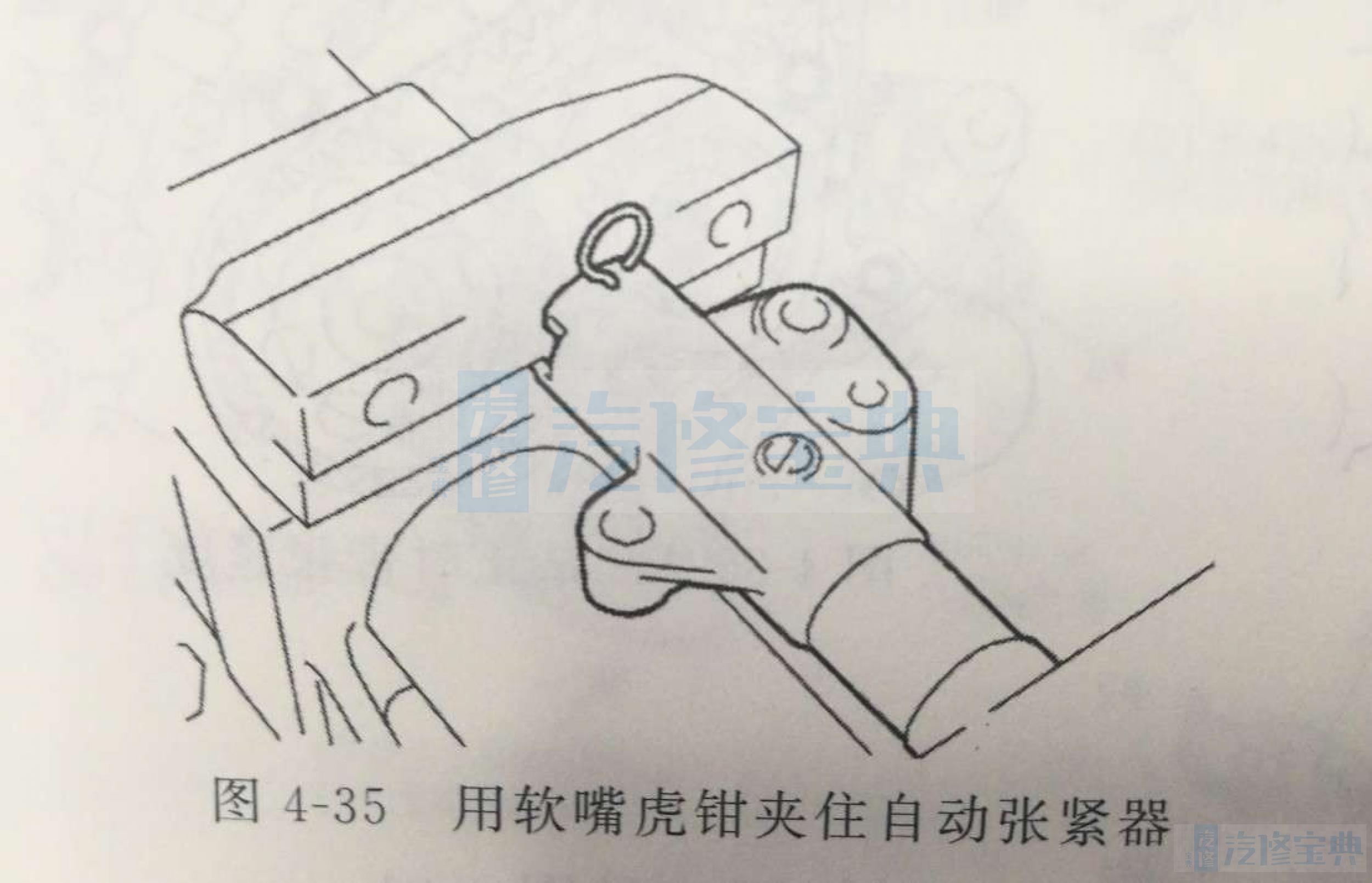
如果自动张紧器杆完全伸出,则如下所述重新安装。
a.用软嘴虎钳夹住自动张紧器,见图4-35。
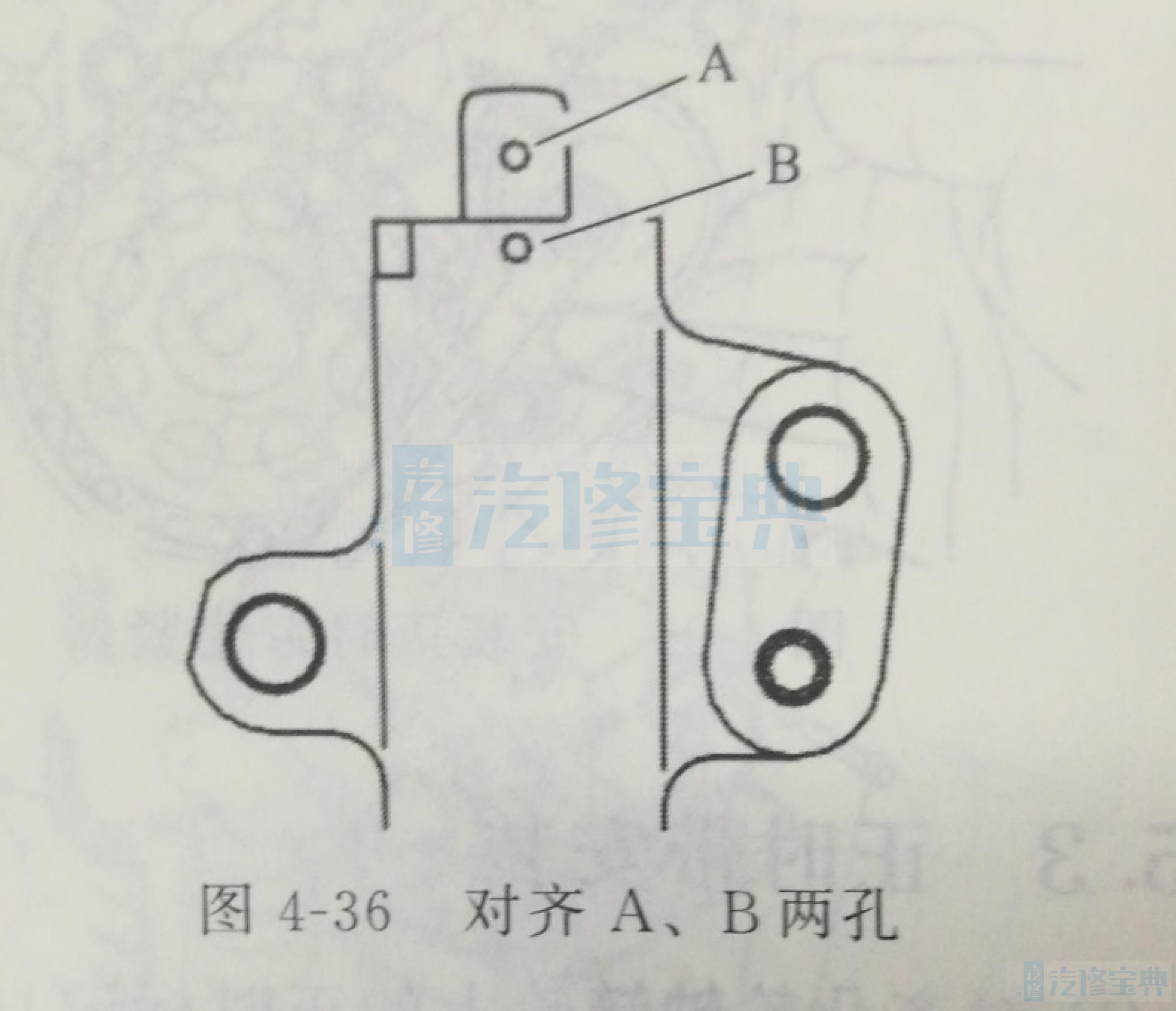
b.用虎钳逐渐地压入杆,直至杆上的定位孔A与油缸上的定位孔B对齐,见图4-36。
c.将一条钢丝直径1.4mm(0.055in)插入定位孔中。该自动张紧器定位钢针将在正时带的校正中用到。
d.从虎钳上松开自动张紧器。让安装的钢丝留在自动张紧器中。
e.将自动张紧器安装到前壳体上并拧紧至规定力矩,见图4-37。
拧紧扭矩:(23±3)N·m[(17±2)lbf·in]。
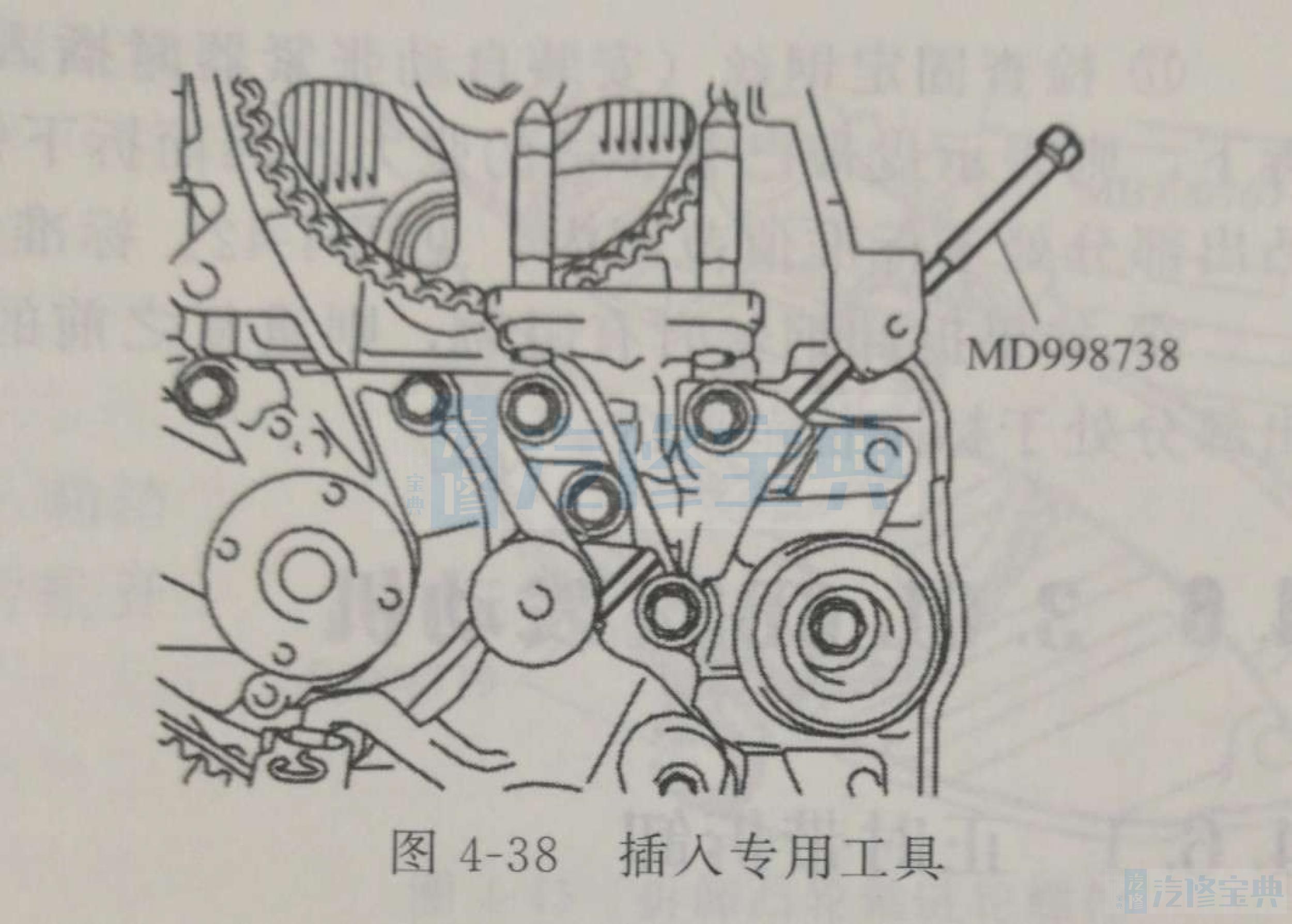
⑥如图4-38所示,安装专用工具MD998738并拧入工具到插在自动张紧器中的钢丝能轻轻移动的位置。
⑦依次安装曲轴链轮、机油泵链轮、张紧装置皮带轮、凸轮轴链轮和张紧轮上的正时带。
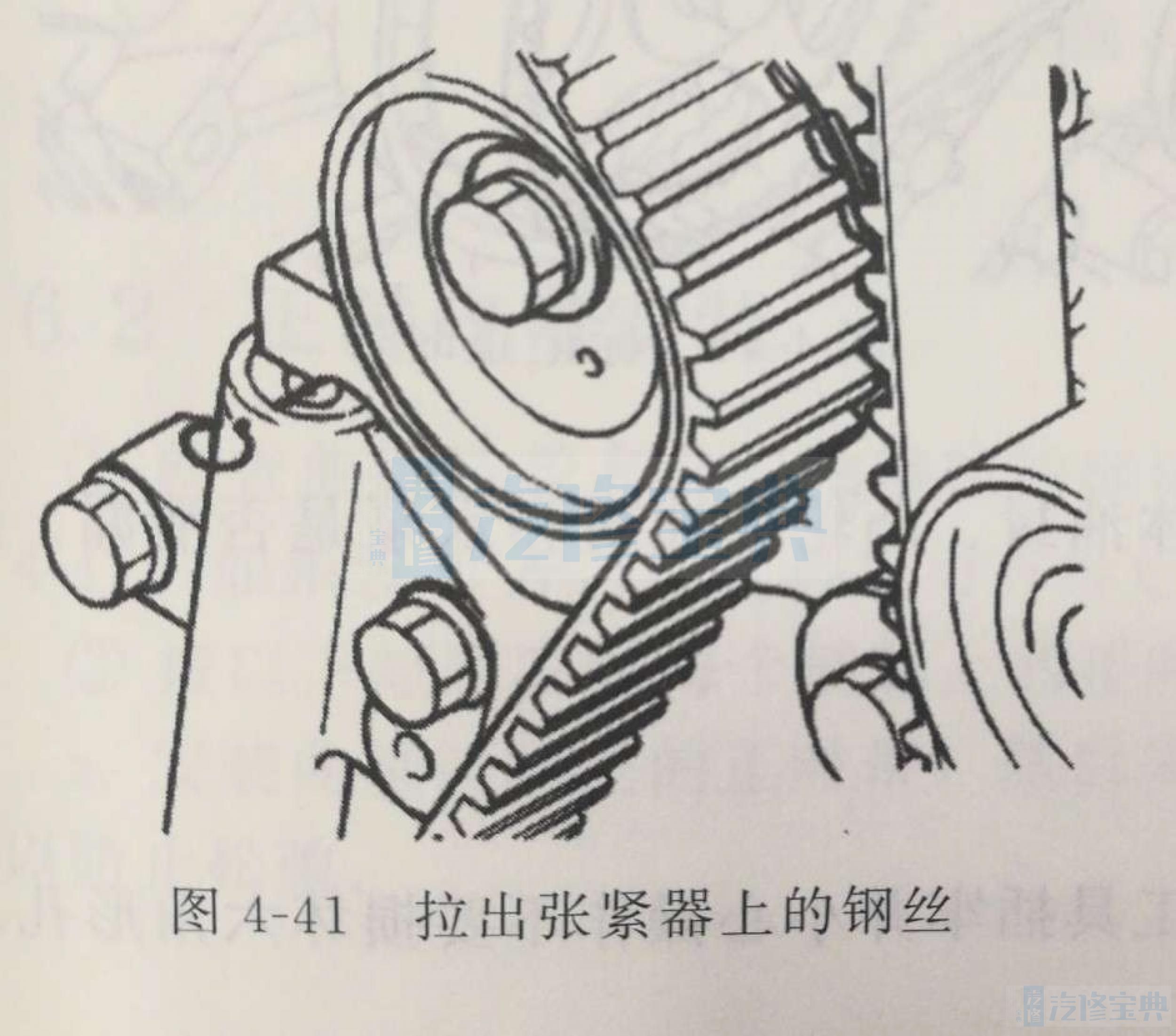
拉出安装时插在自动张紧器中的钢丝,然后用手拆下专用工具M98738,见图4-41。
顺时针转动曲轴两圈。等待15min,然后进行以下的检查步骤。
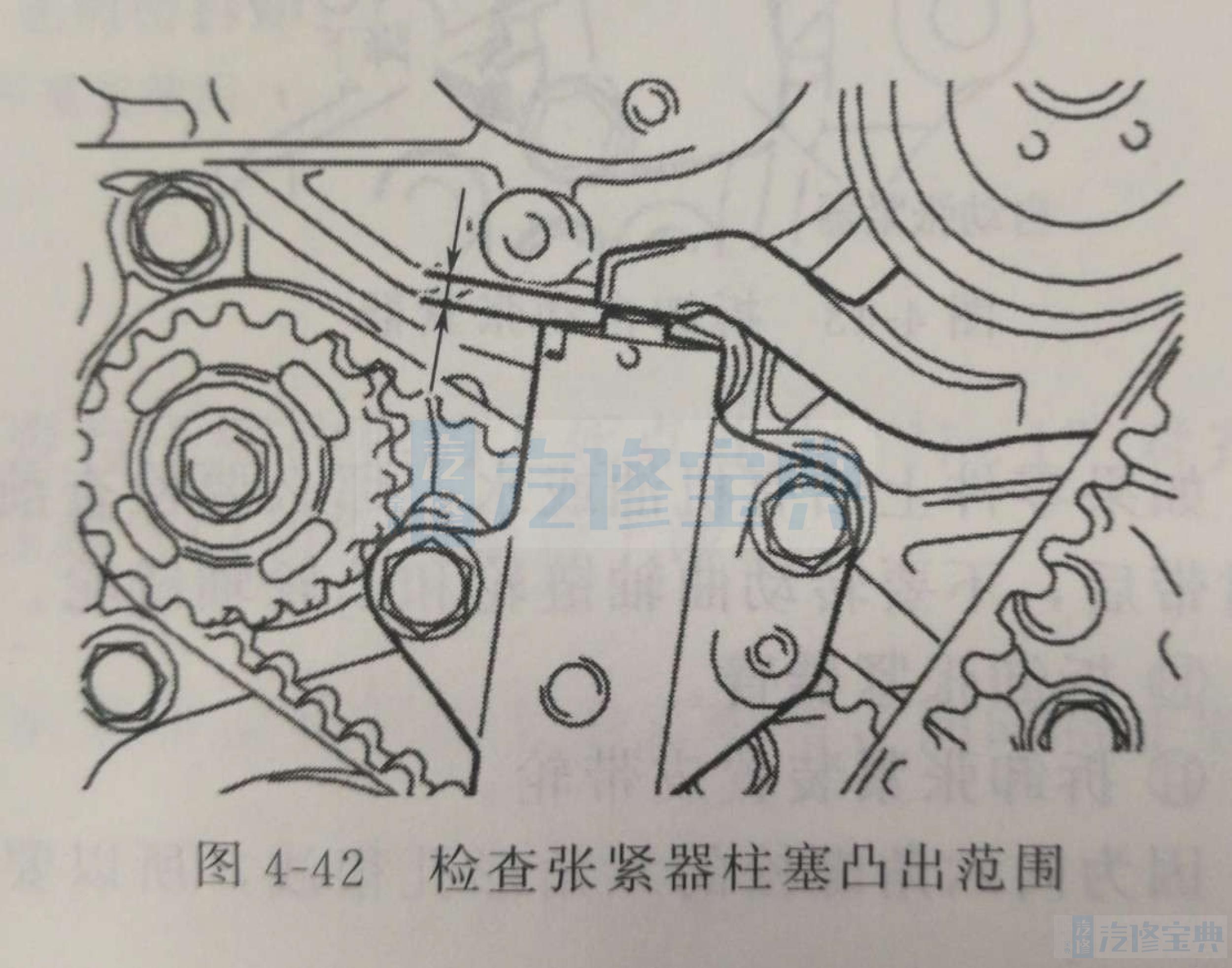
检查固定钢丝(安装自动张紧器时插入的)能否无阻碍地拆下。钢丝能毫无阻力地拆下,则表示皮带已有合适的张力。因而拆下钢丝。在此情况下,检查确认自动张紧器杆的凸出部分处于标准值范围内,见图4-42。标准值:3.8~4.5mm(0.15~0.18in)。
如果拆卸钢丝时有阻力,则重复之前的步骤11~16,直至测量杆自动张紧器杆的凸出部分处于标准值范围内。