在维修汽车发动机配气机构时,如果气门与气门座密封不严,就需要进行铰削和研磨工艺,这就必须选用汽车维修作业的专用气门铰刀。如果气门导管磨损严重,铰削和研磨工艺应当在导管修配后进行。如图2-35所示,手用气门铰刀是一套组合工具,由导杆、手柄及不同角度的铰刀头组成。
(1)气门铰刀的类型在实际维修作业时,应当根据气门的直径和气门导管内径来选择铰刀和铰刀导杆。根据作用不同,铰刀头可以分为15、30°、45°及75°等多种类型。
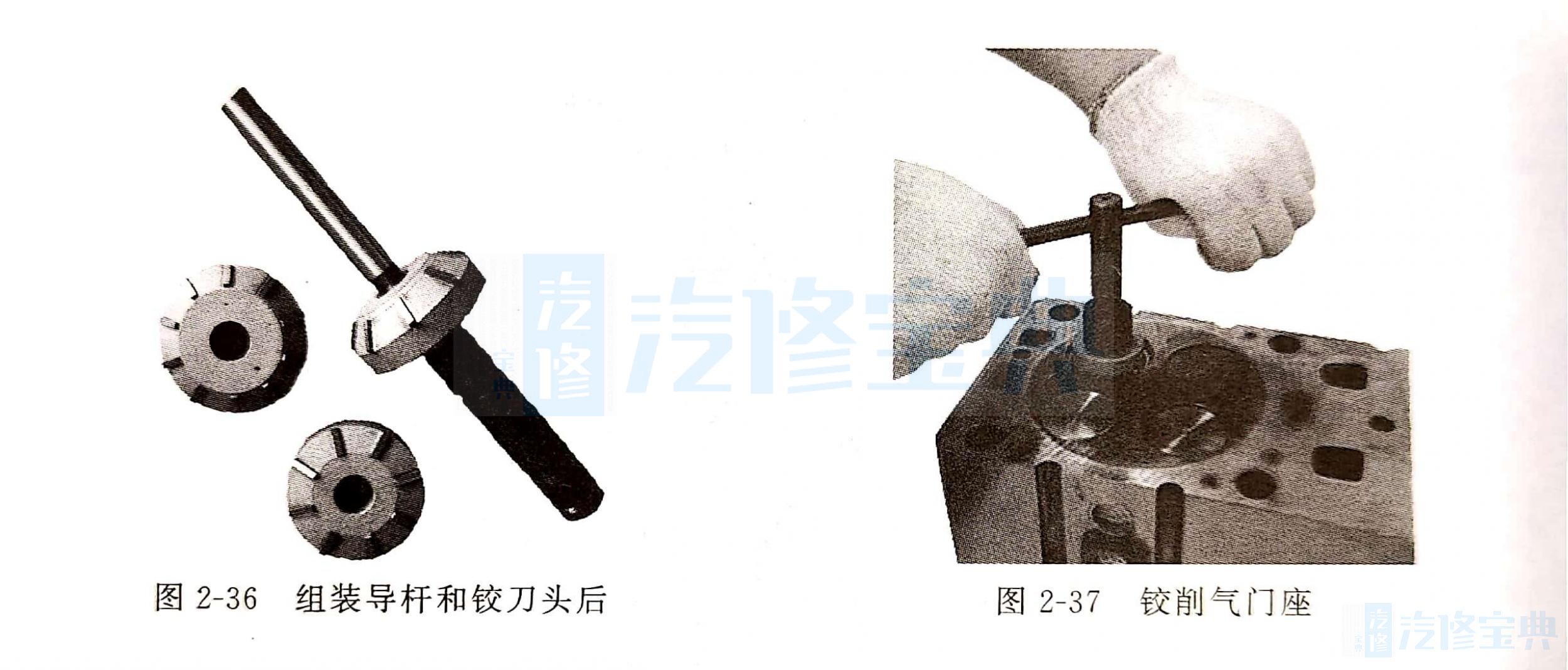
(2)气门铰刀的使用选择好导杆和铰刀头后进行组装(图2-36),将导杆的下端置于气门导管内,起导向和定位作用。铰削气门座时,导杆应当保持垂直,两手用力要均匀,转动应当平稳,将气门工作面的烧蚀、斑点、凹陷等缺陷铰去,如图2-37所示。
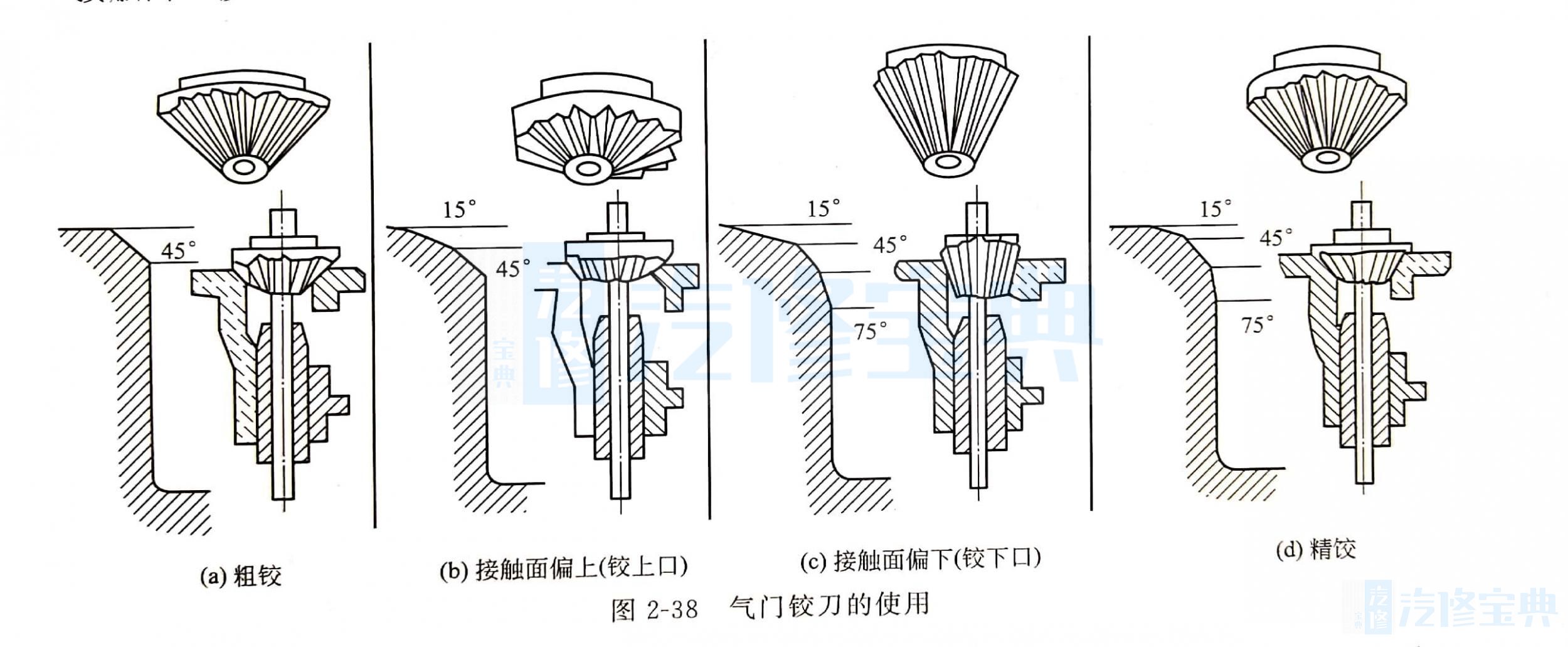
如图2-38所示,铰削时,用45或30°铰刀铰削气门座的工作面,用75铰刀铰削15°上斜面,用15较刀铰削75°下斜面。15°和75°铰刀主要用于修正工作面位置及接触面大小。接触面偏上时,用75°铰刀铰上口,使接触面下移;而接触面偏下时,用15°铰刀铰下口,使接触面上移。
铰削结束后,应当保证气门与气门座的接触面位于气门头部锥面的中下部,接触面宽度:进气门为1~2mm,排气门为1.5~2.5mm。如果接触面位置和尺寸不符合要求,可以使用45°或30°铰刀进行修铰。