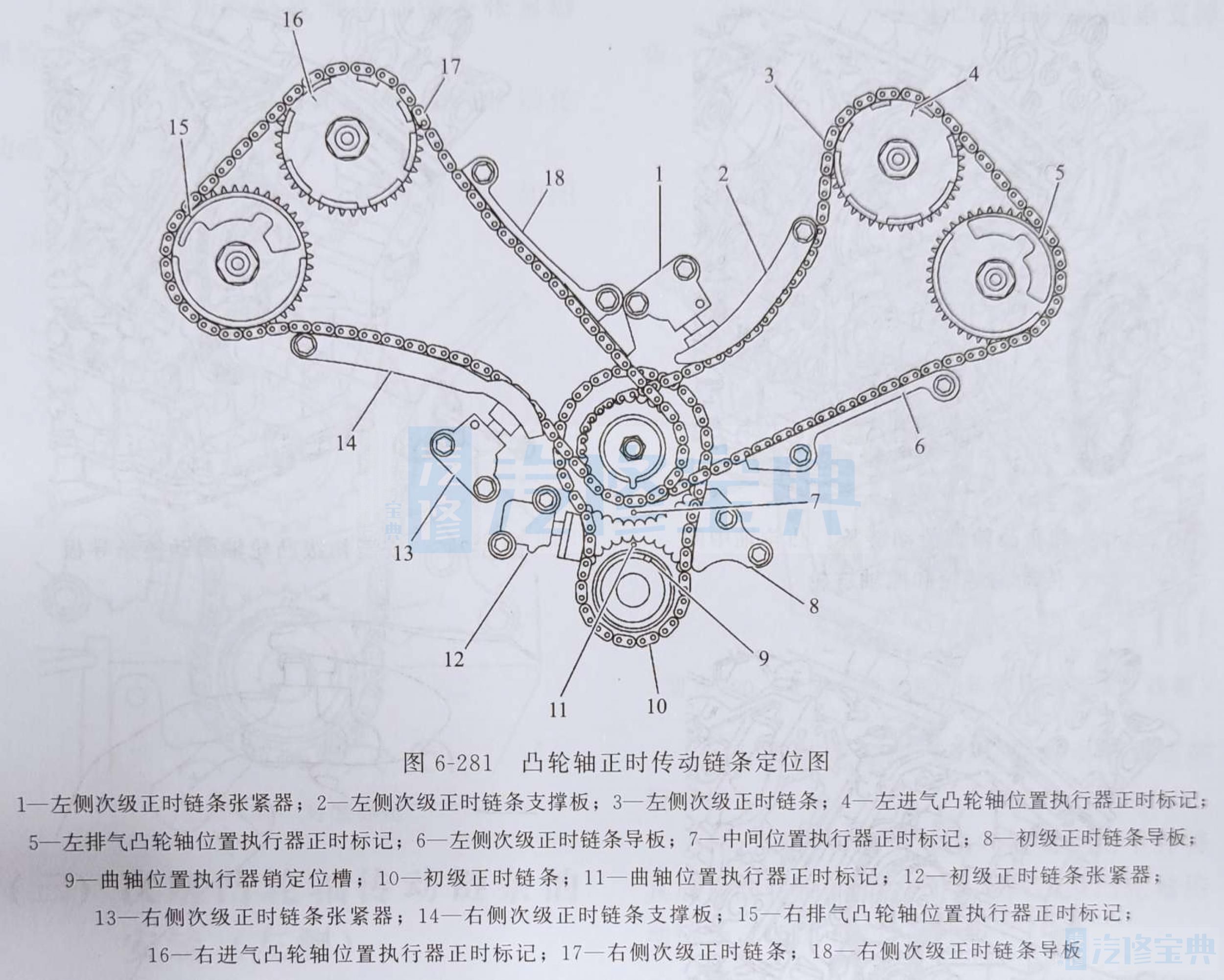
(一)凸轮轴正时传动链条定位图凸轮轴正时传动链条定位图如图6-281所示。
(二)初级凸轮轴传动链条的安装(1)将初级凸轮轴传动链条安装到凸轮轴中间传动轴链轮和曲轴链轮上。
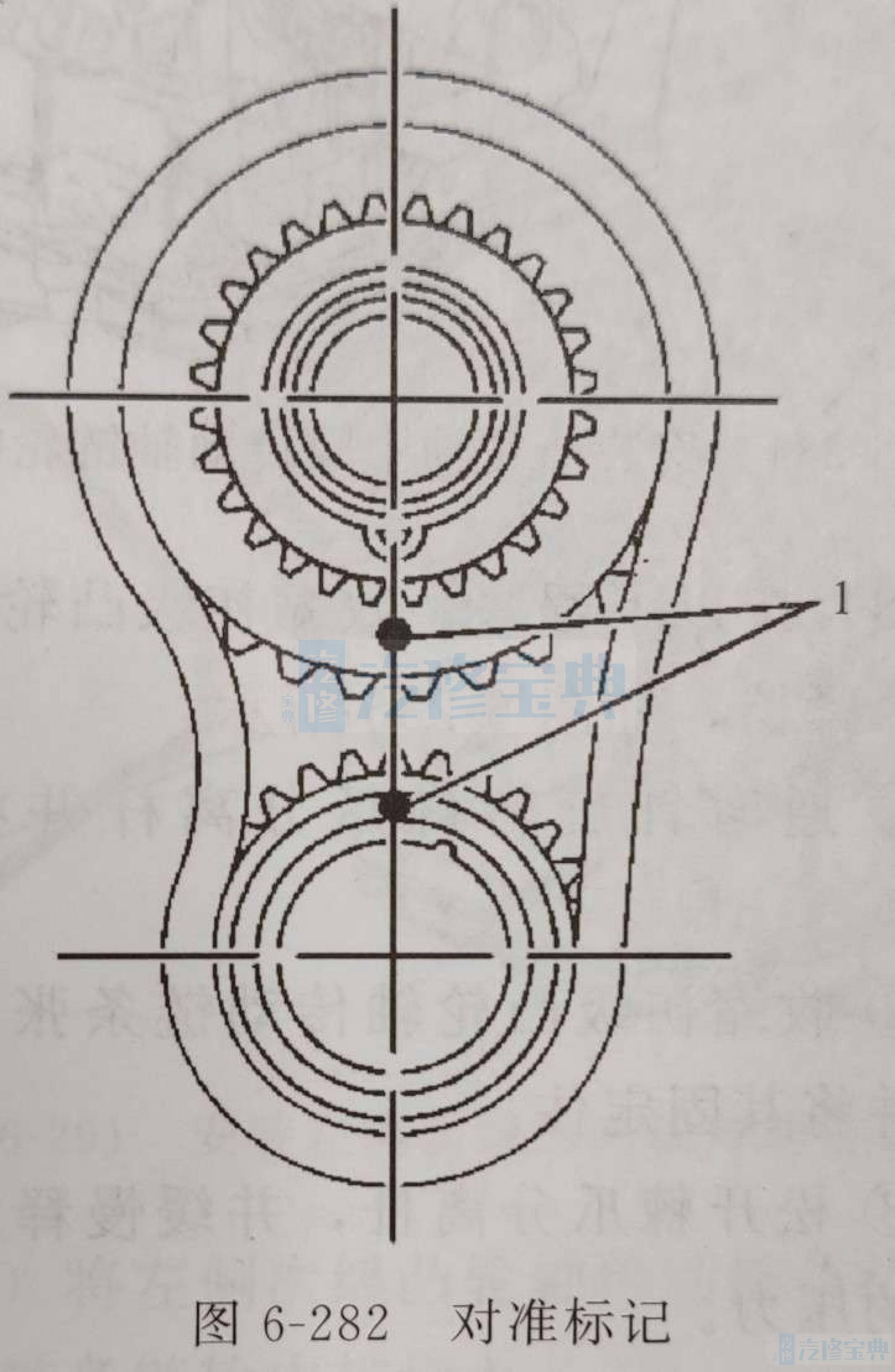
(2)对准凸轮轴中间传动轴链轮和曲轴链轮上的正时标记1。确保标记垂直对准,如图6-282所示。
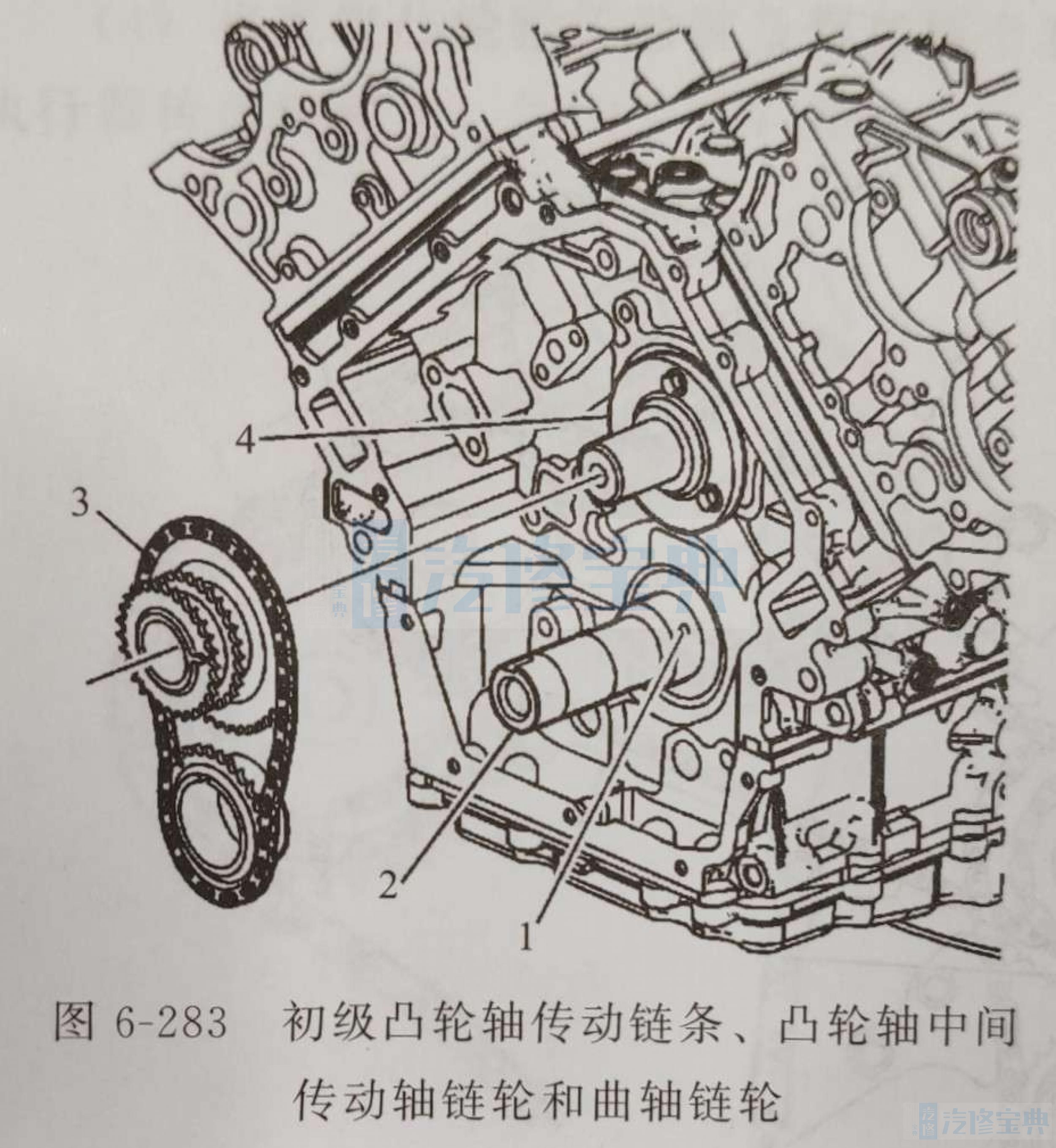
(3)用J39946工具确保1号活塞处于上止点位置(TDC),且凸轮轴销1大约处于1点钟的位置,如图6-283所示。
(4)将初级凸轮轴传动链条、凸轮轴中间传动轴链轮和曲轴链轮作为一个总成3安装至凸轮轴中间传动轴4和曲轴2上,如图6-283所示。
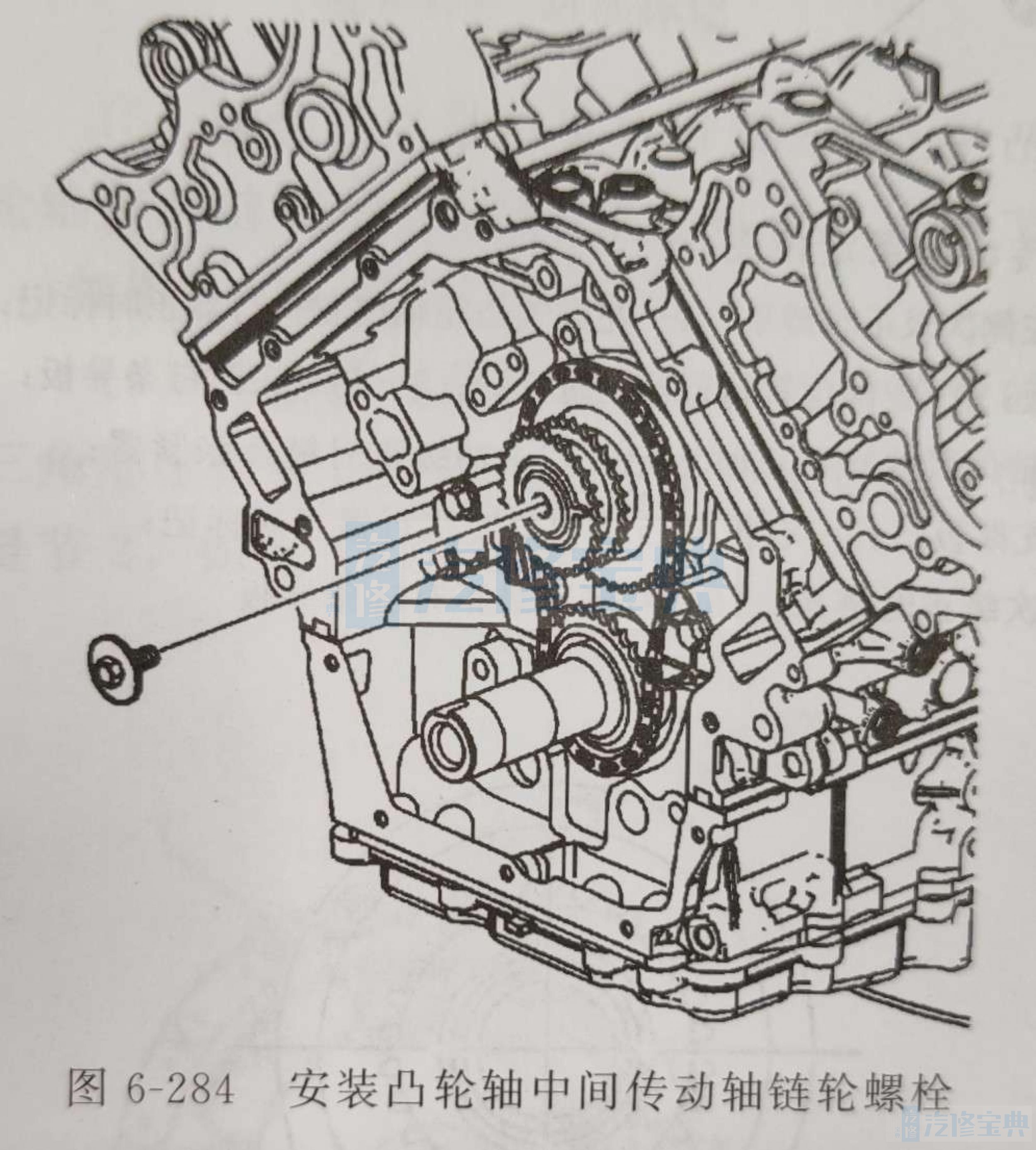
(5)安装凸轮轴中间传动轴链轮螺栓,如图6-284所示。
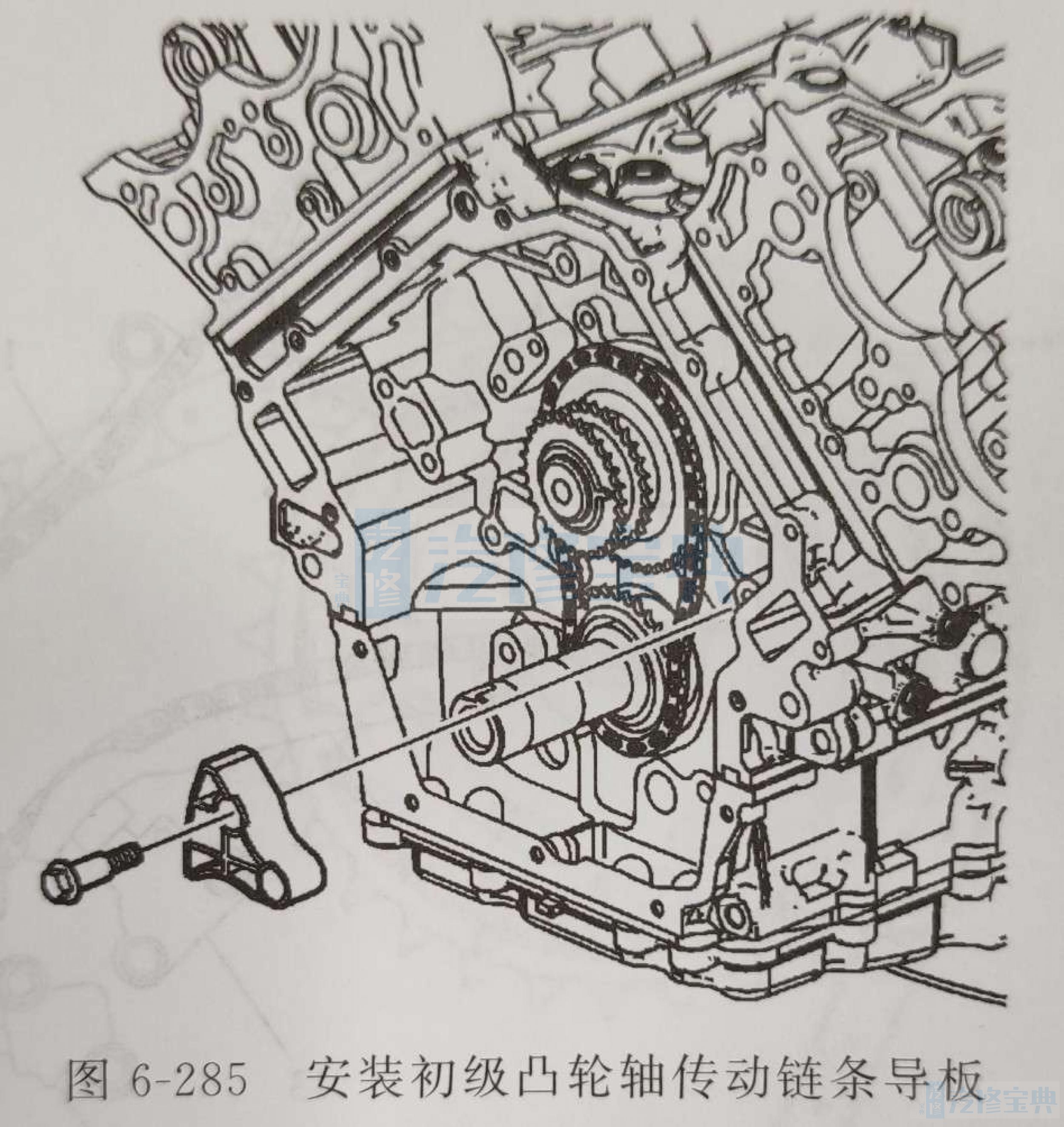
(6)安装初级凸轮轴传动链条导板,如图6-285所示。
(7)安装初级凸轮轴传动链条导板螺栓。
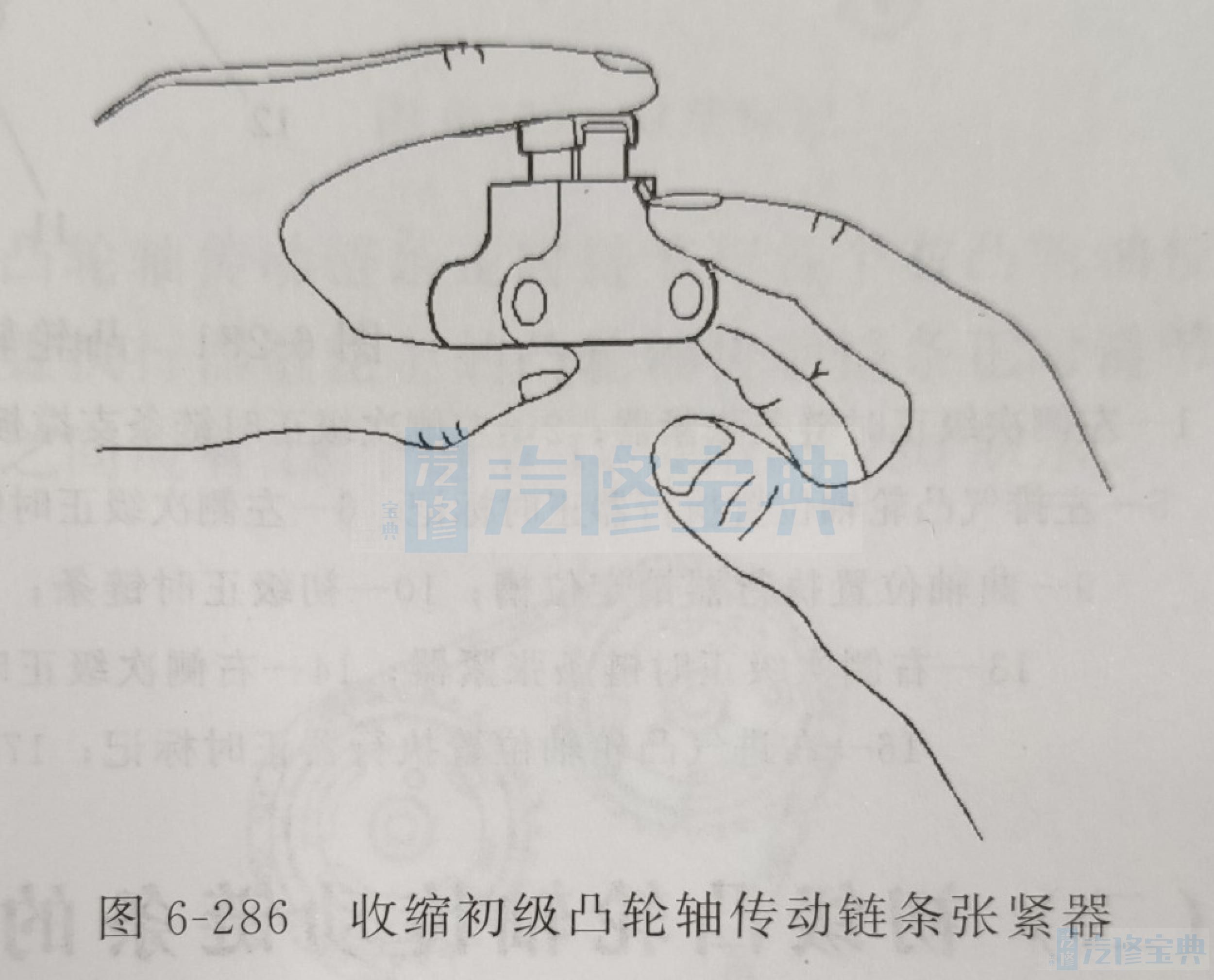
(8)按以下程序,收缩初级凸轮轴传动链条张紧器,如图6-286所示。
①逆时针旋转棘爪分离杆并将其固定住。
②收缩初级凸轮轴传动链条张紧器支撑板并将其固定住。
③松开棘爪分离杆,并缓慢释放支撑板上的压力。
(9)当棘爪分离杆移动到第一个止动点时,应能听到并感觉到“咔嗒”声。在分离杆上的孔中插入一个销,以将初级凸轮轴传动链条张紧器支撑板锁定在收缩位置。
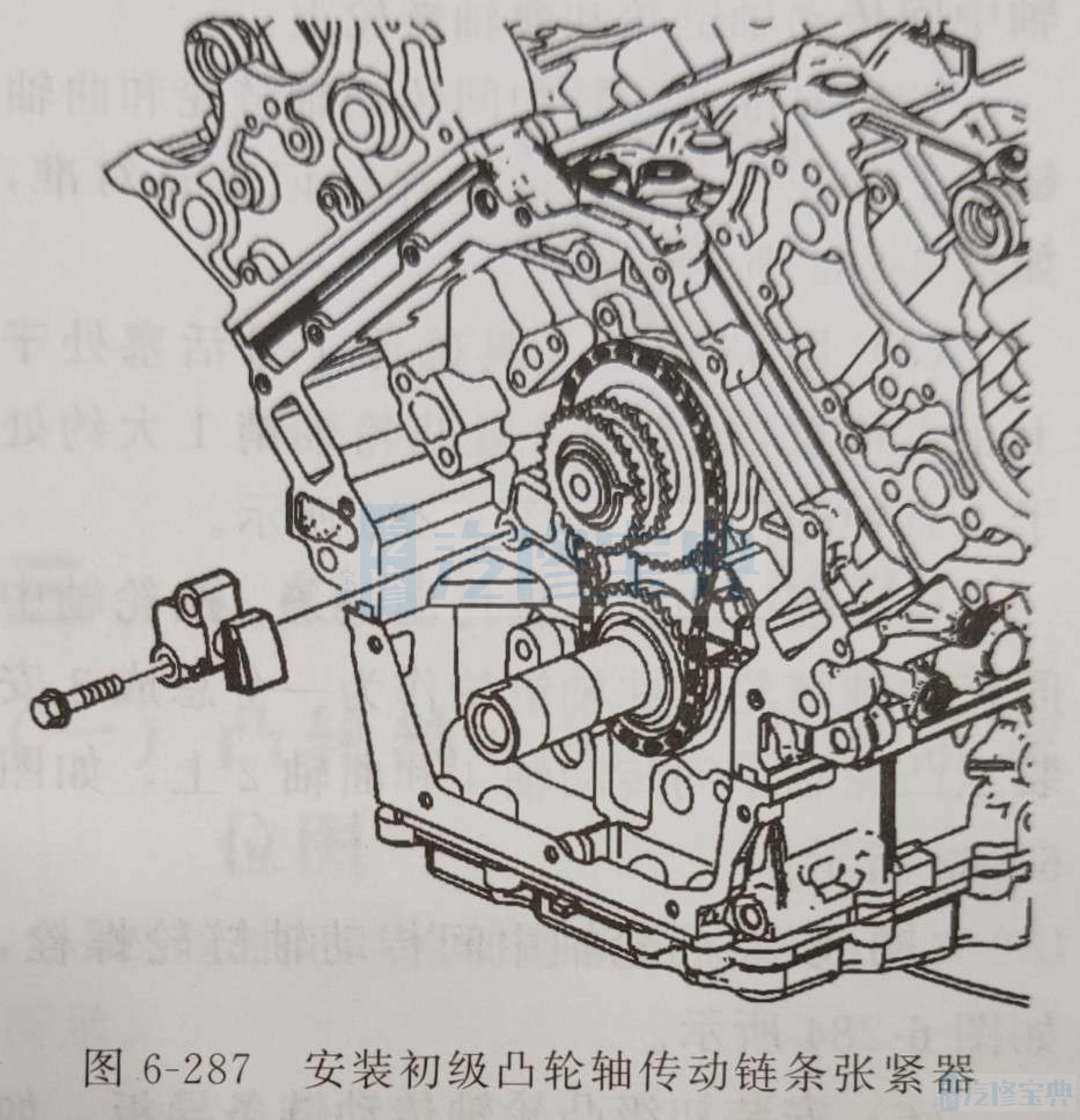
(10)安装初级凸轮轴传动链条张紧器,如图6-287所示。
(11)安装初级凸轮轴传动链条张紧器螺栓。
(12)拆下分离杆上锁定初级凸轮轴传动链条张紧器所使用的销。
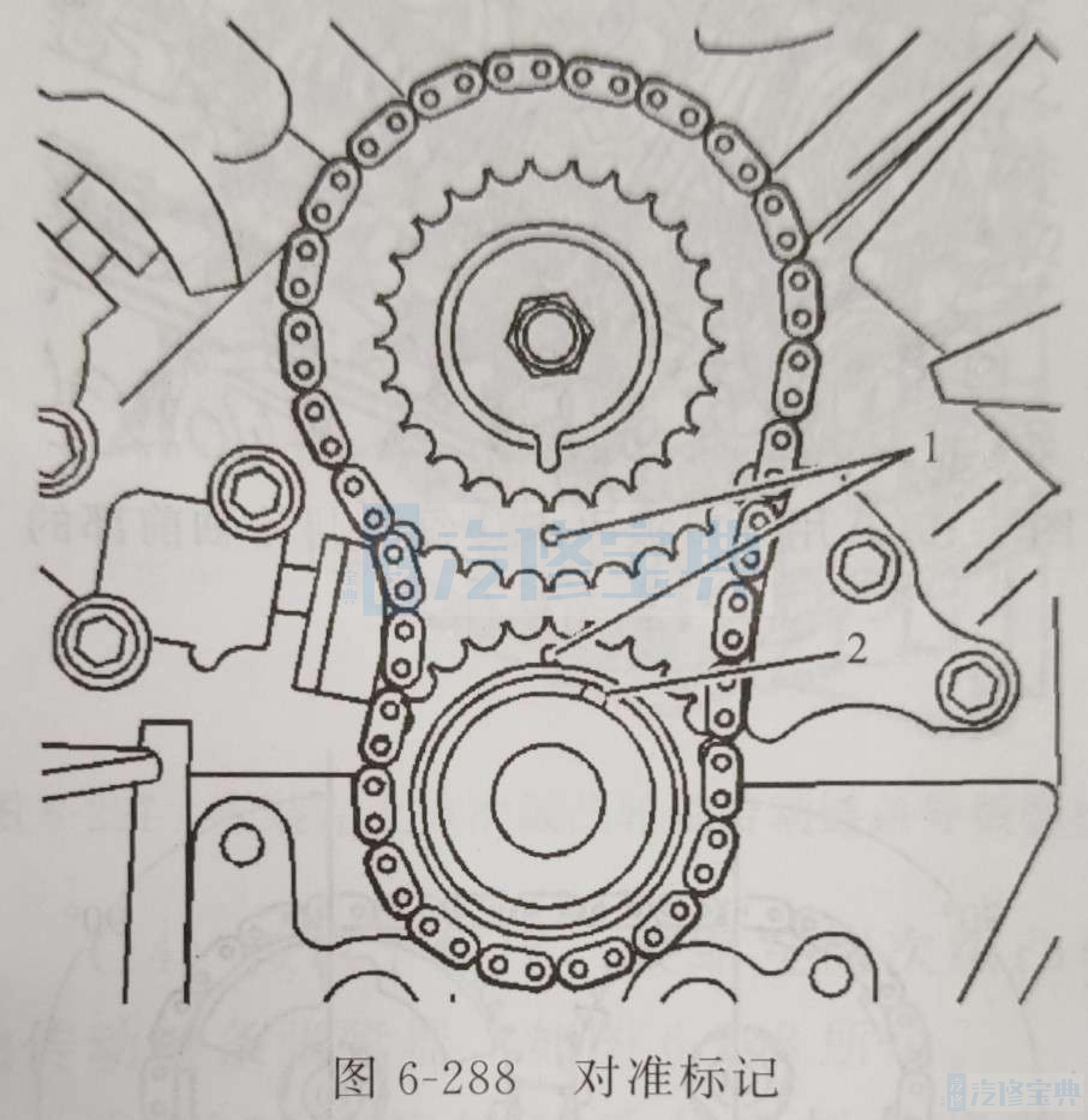
(13)确保正时标记1垂直对准,如图6-288所示。
(三)次级凸轮轴传动链条的安装(左侧)(1)安装左侧次级凸轮轴传动链条导板,如图6-289所示。
(2)松弛地安装左侧次级凸轮轴传动链条导板螺栓。
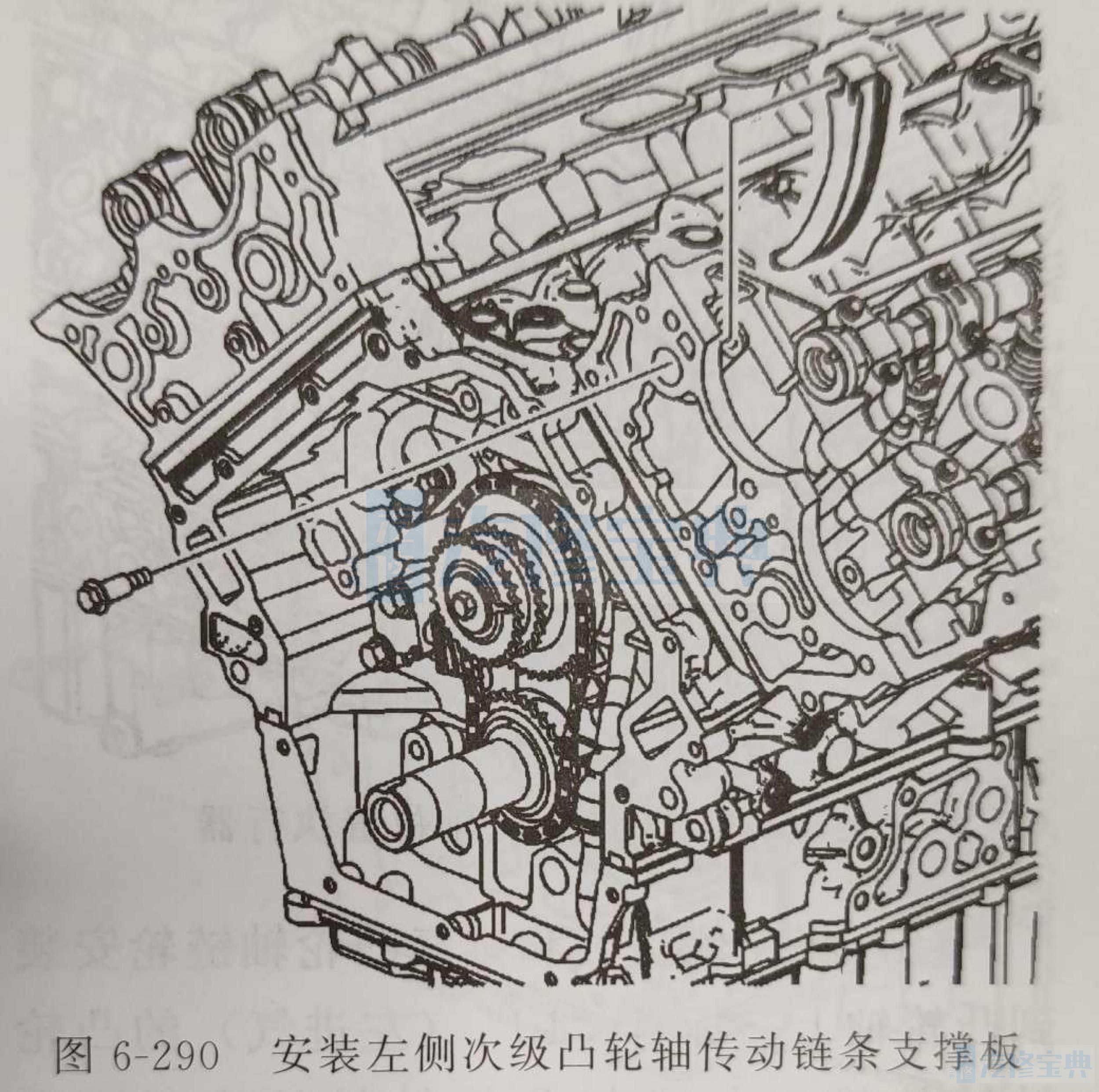
(3)安装左侧次级凸轮轴传动链条支撑板,如图6-290所示。
(4)安装左侧次级凸轮轴传动链条支撑板螺栓。
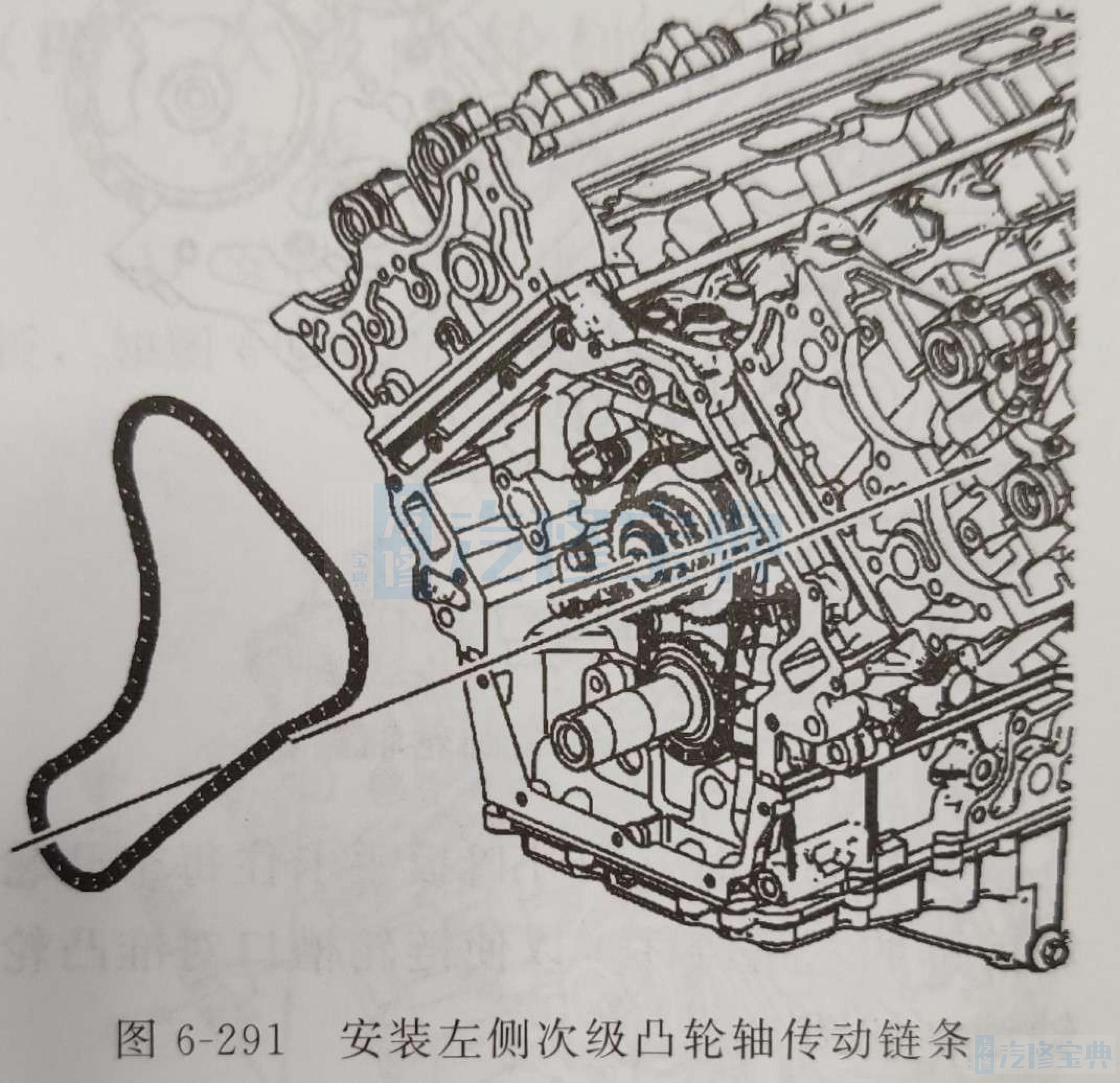
(5)通过将链条从左气缸盖上滑下并将其放在凸轮轴端部,安装左侧次级凸轮轴传动链条,如图6-291所示。
(6)将左侧次级凸轮轴传动链条绕在中间传动链条链轮内排齿上。
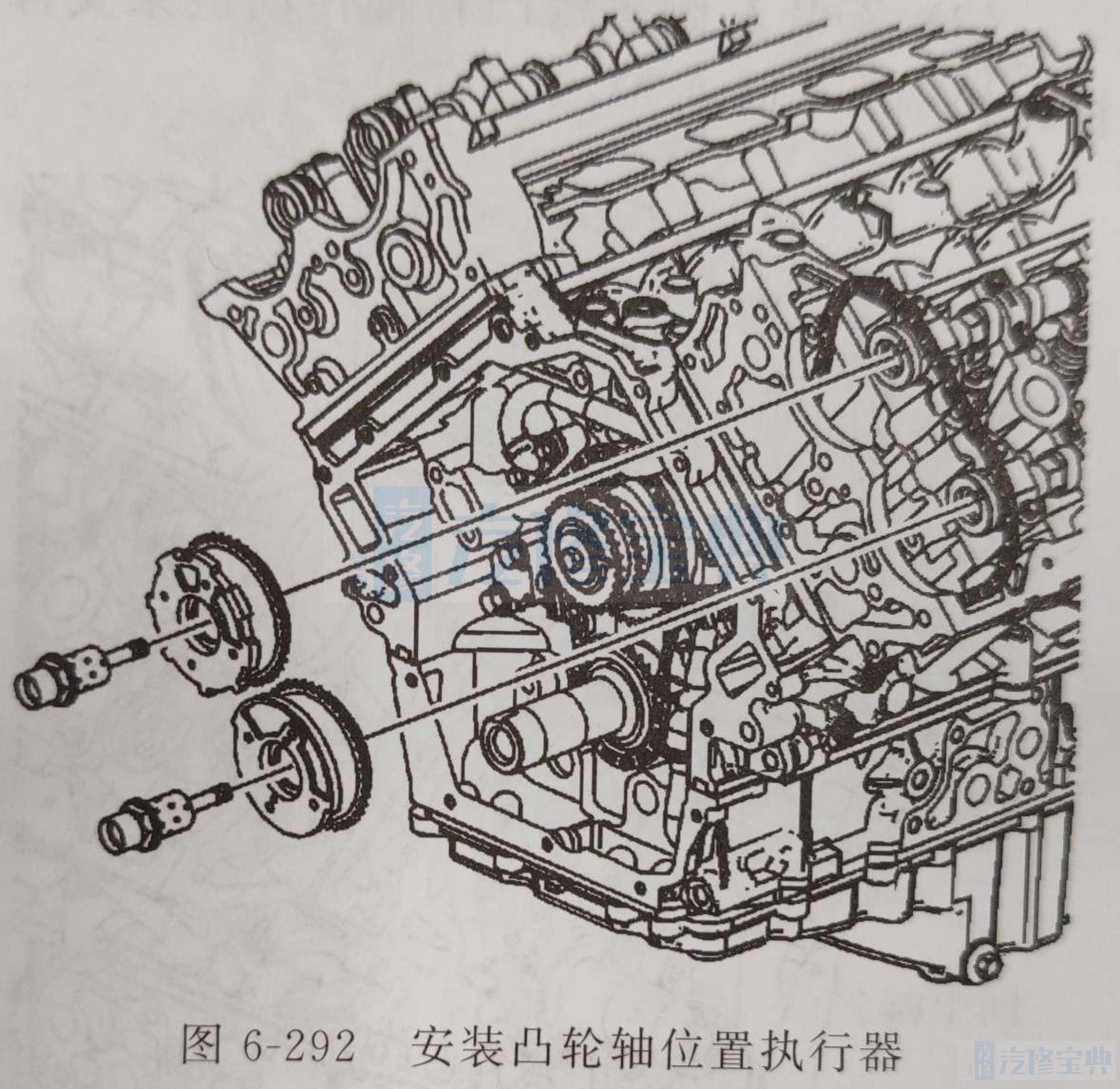
(7)将左侧进气和排气凸轮轴位置执行器装入左侧次级凸轮轴传动链条内,如图6-292所示。
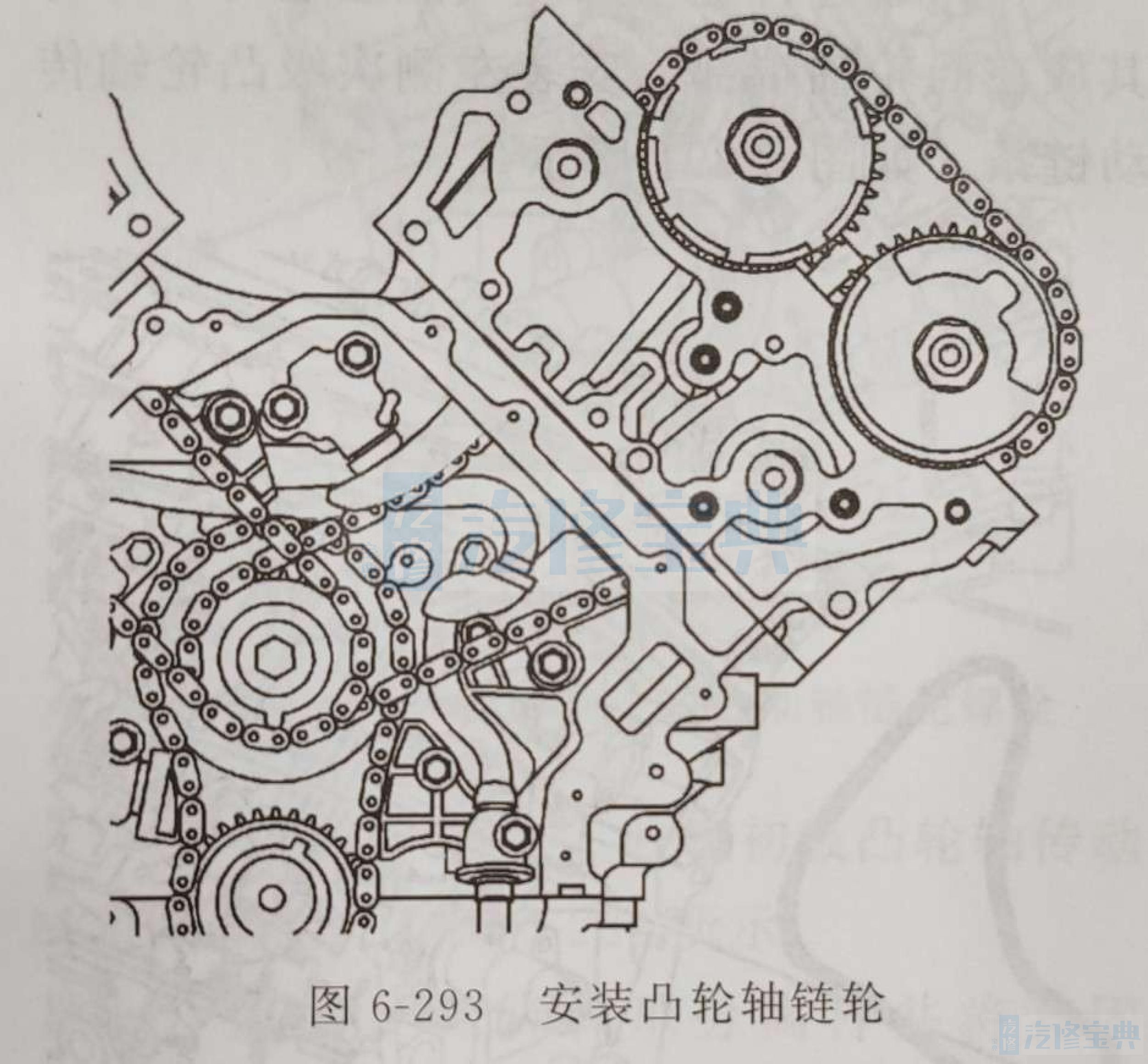
(8)将左侧进气和排气凸轮轴链轮安装到凸轮轴上。标有“LI”(左进气)的凸轮轴链轮槽口与进气凸轮轴销接合,标有“LE”(左排气)的凸轮轴链轮槽口与排气凸轮轴销接合,如图6-293所示。
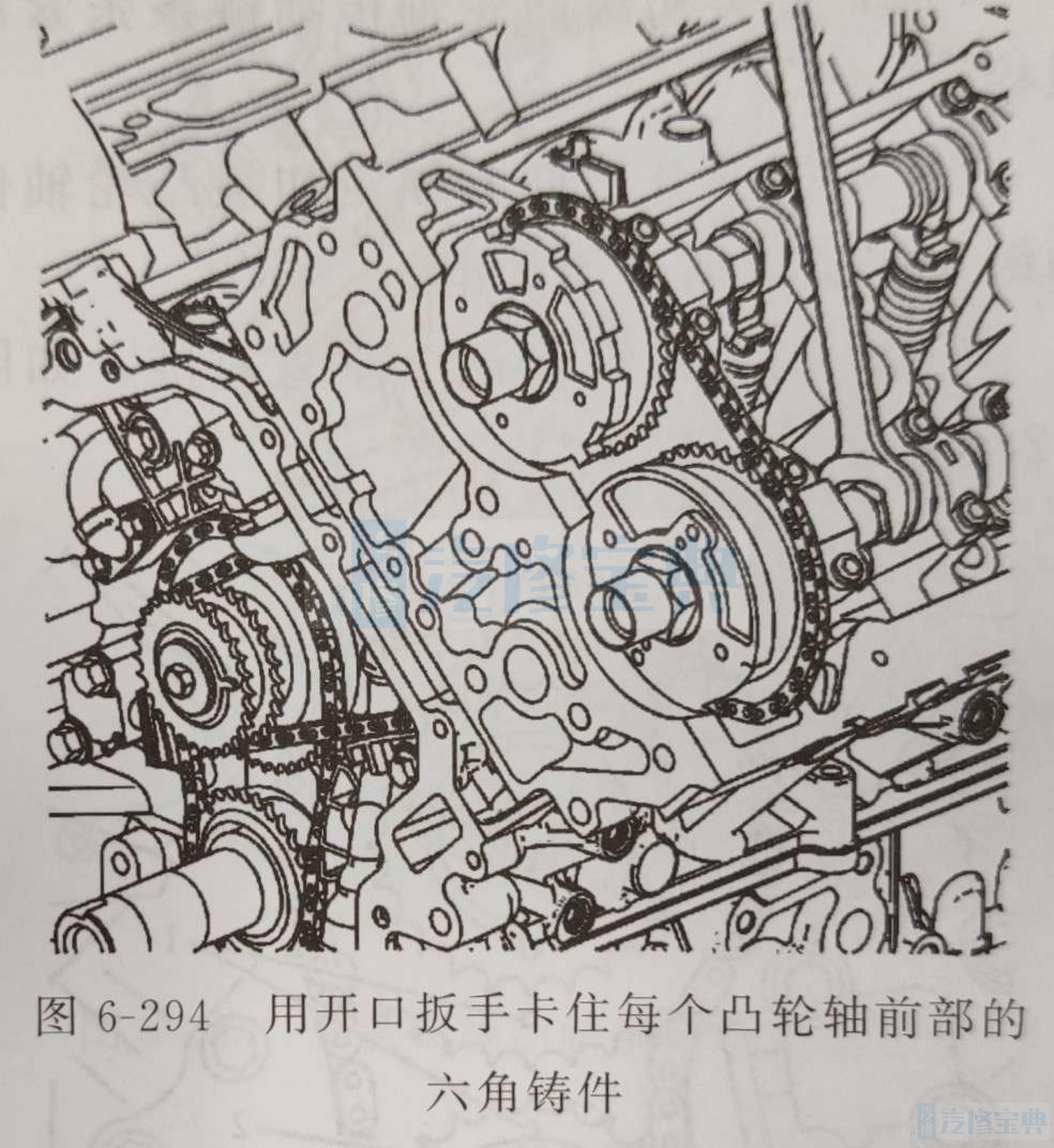
(9)必要时,用开口扳手卡住每个凸轮轴前部的六角铸件,以使链轮槽口对准凸轮轴销,如图6-294所示。
(10)松弛地安装左侧进气和排气凸轮轴位置执行器机油控制阀。
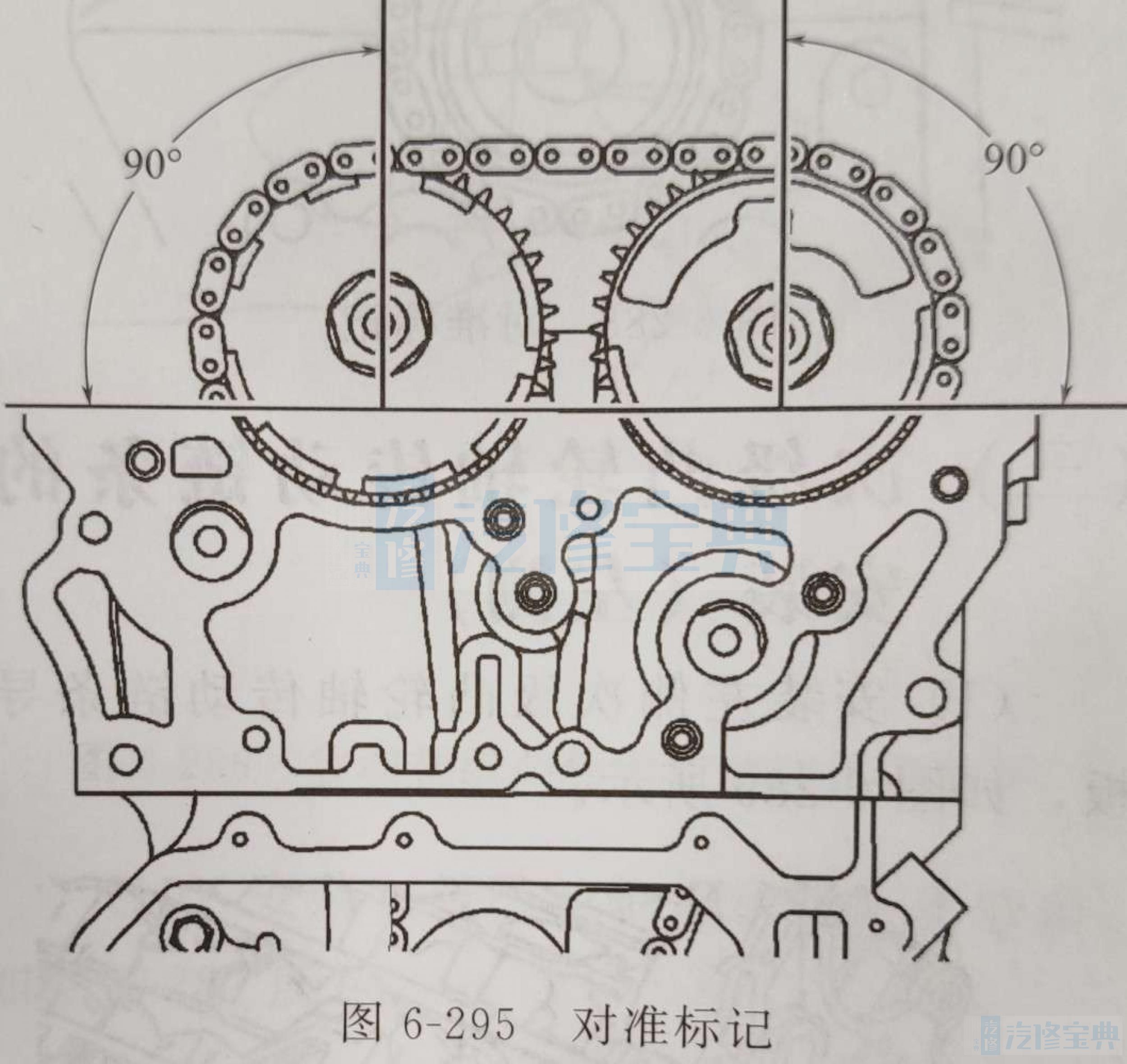
(11)确保左侧进气、排气凸轮轴链轮槽口和凸轮轴销与气缸盖垂直对准,如图6-295所示。
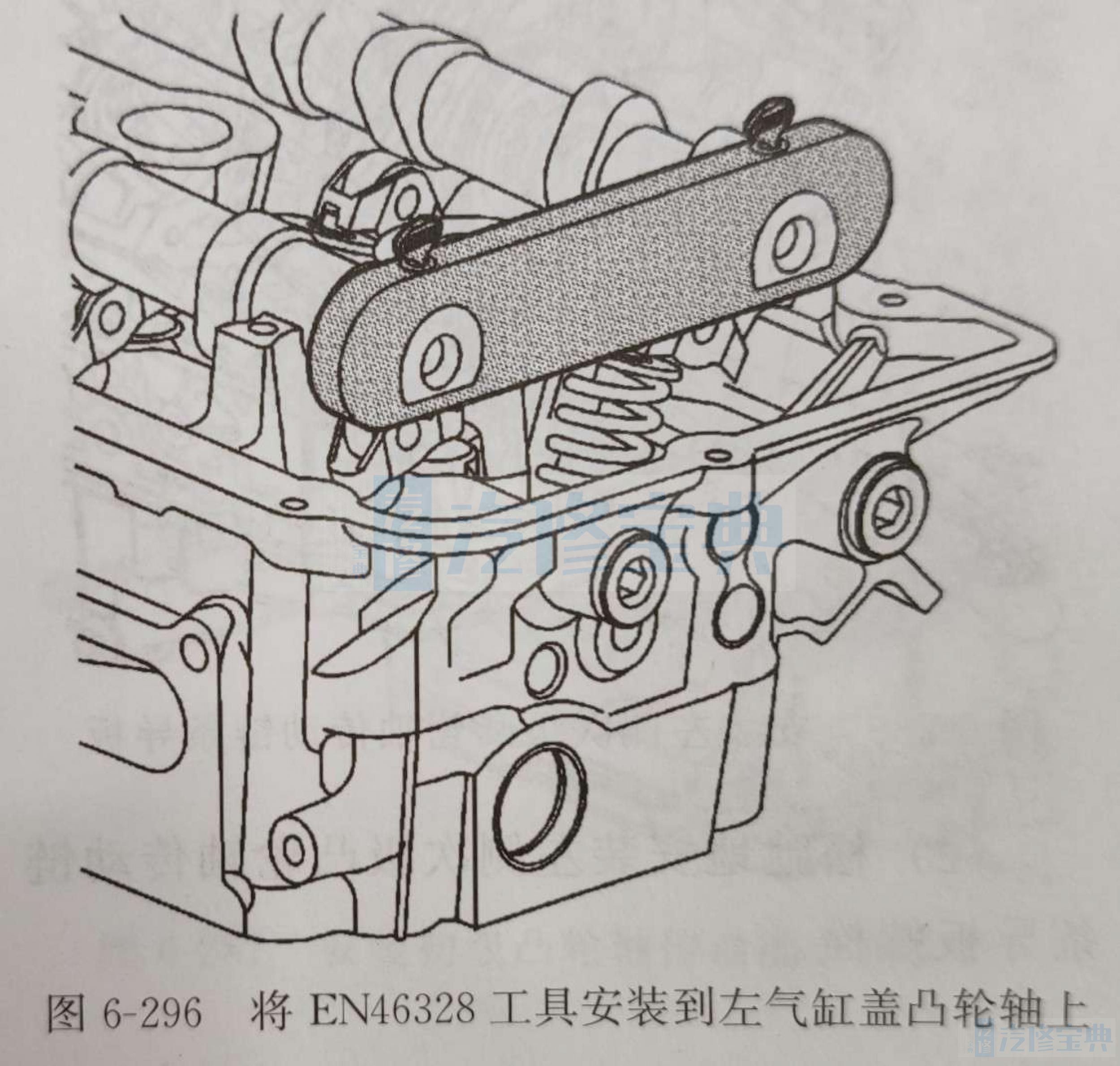
(12)将EN46328工具安装到左气缸盖凸轮轴上,如图6-296所示。
(13)安装左上方次级凸轮轴传动链条导板螺栓,如图6-297所示。
(14)按以下程序,收缩左侧次级凸轮轴传动链条张紧器,如图6-298所示。
①逆时针旋转棘爪分离杆并将其固定住。
②收缩左侧次级凸轮轴传动链条张紧器支撑板并将其固定住。
③松开棘爪分离杆,并缓慢释放支撑板上的压力。
(15)当棘爪分离杆移动到第一个止动点时,应能听到并感觉到“咔嗒”声。在分离杆上的孔中插入一个销,以将左侧次级凸轮轴传动链条张紧器支撑板锁定在收缩位置。
(16)安装左侧次级凸轮轴传动链条张紧器,如图6-299所示。
(17)安装左侧次级凸轮轴传动链条张紧器螺栓。
(18)从左侧次级凸轮轴传动链条张紧器分离杆上拆下销。
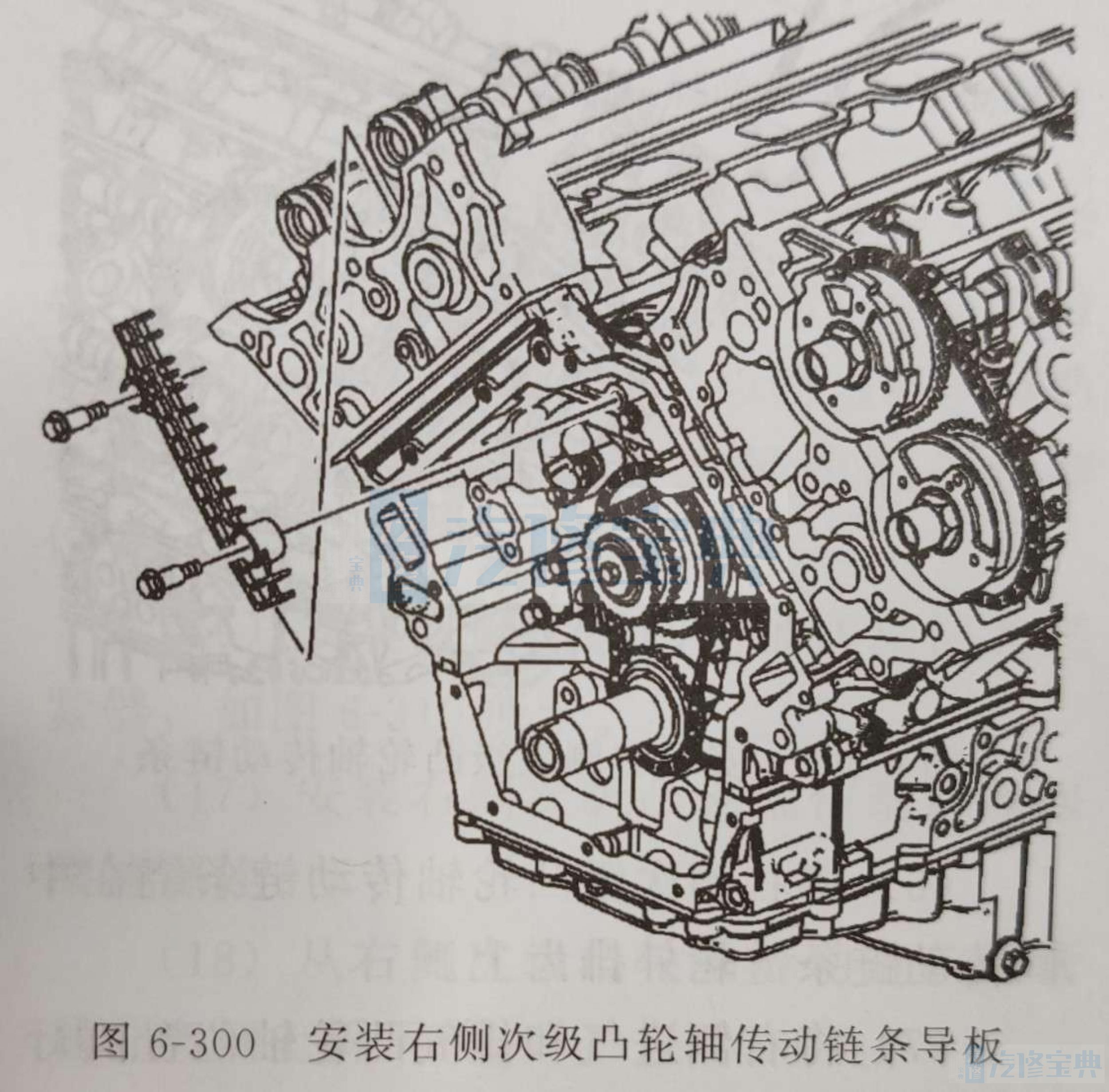
(四)次级凸轮轴传动链条的安装(右侧)(1)安装右侧次级凸轮轴传动链条导板,如图6-300所示。
(2)松弛地安装右侧次级凸轮轴传动链条导板螺栓。
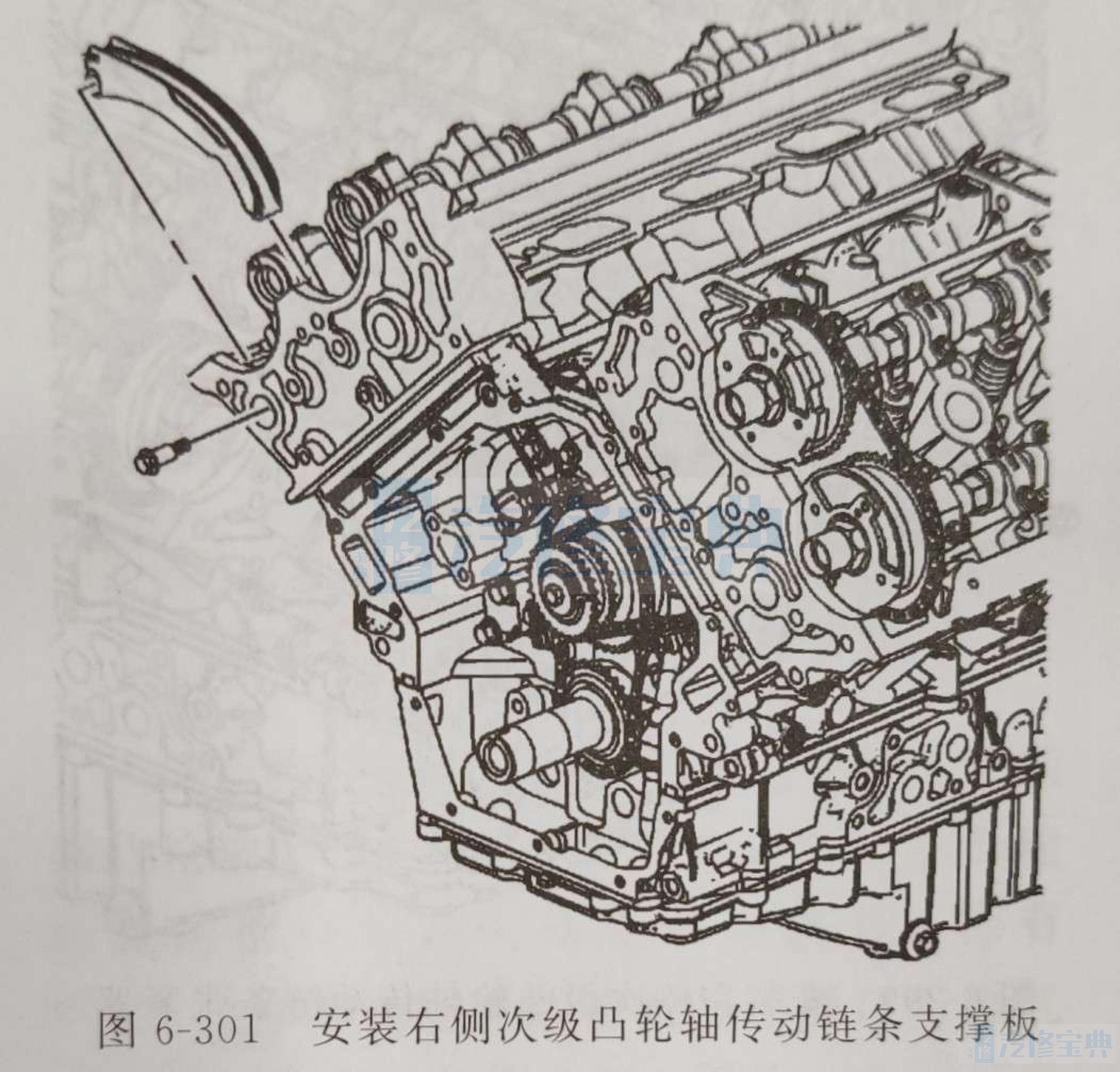
(3)安装右侧次级凸轮轴传动链条支撑板,如图6-301所示。
(4)安装右侧次级凸轮轴传动链条支撑板螺栓。
(5)通过将链条从右气缸盖上滑下并将链条放在凸轮轴端部,安装右侧次级凸轮轴传动链条,如图6-302所示。
(6)将右侧次级凸轮轴传动链条绕在中间传动链条链轮外排齿上。
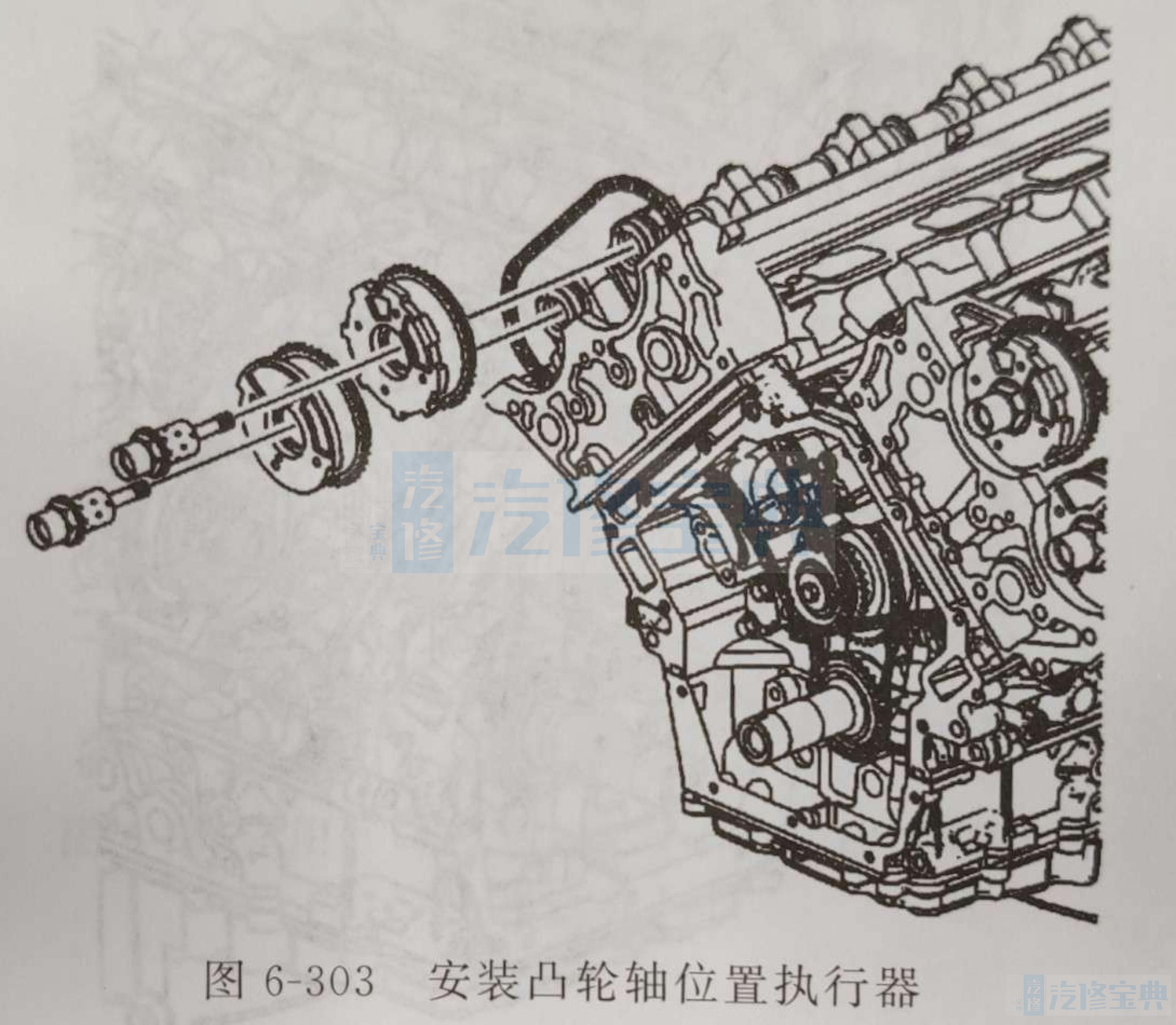
(7)将右侧进气和排气凸轮轴位置执行器装入右侧次级凸轮轴传动链条内,如图6-303所示。
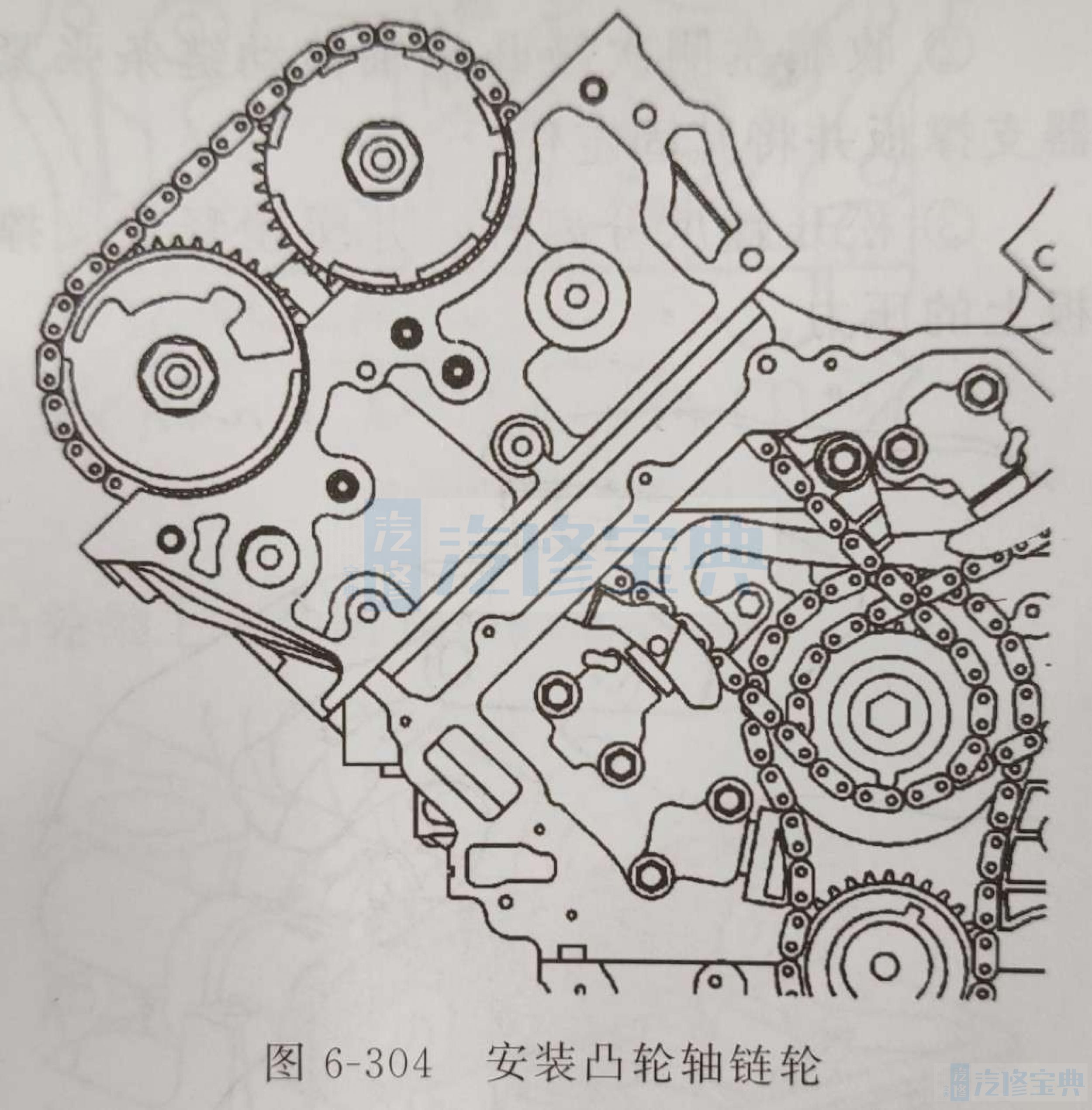
(8)将右侧进气和排气凸轮轴链轮安装到凸轮轴上,如图6-304所示。标有“RI”(右进气)的凸轮轴链轮槽口与进气凸轮轴销接合,标有“RE”(右排气)的凸轮轴链轮槽口与排气凸轮轴销接合。
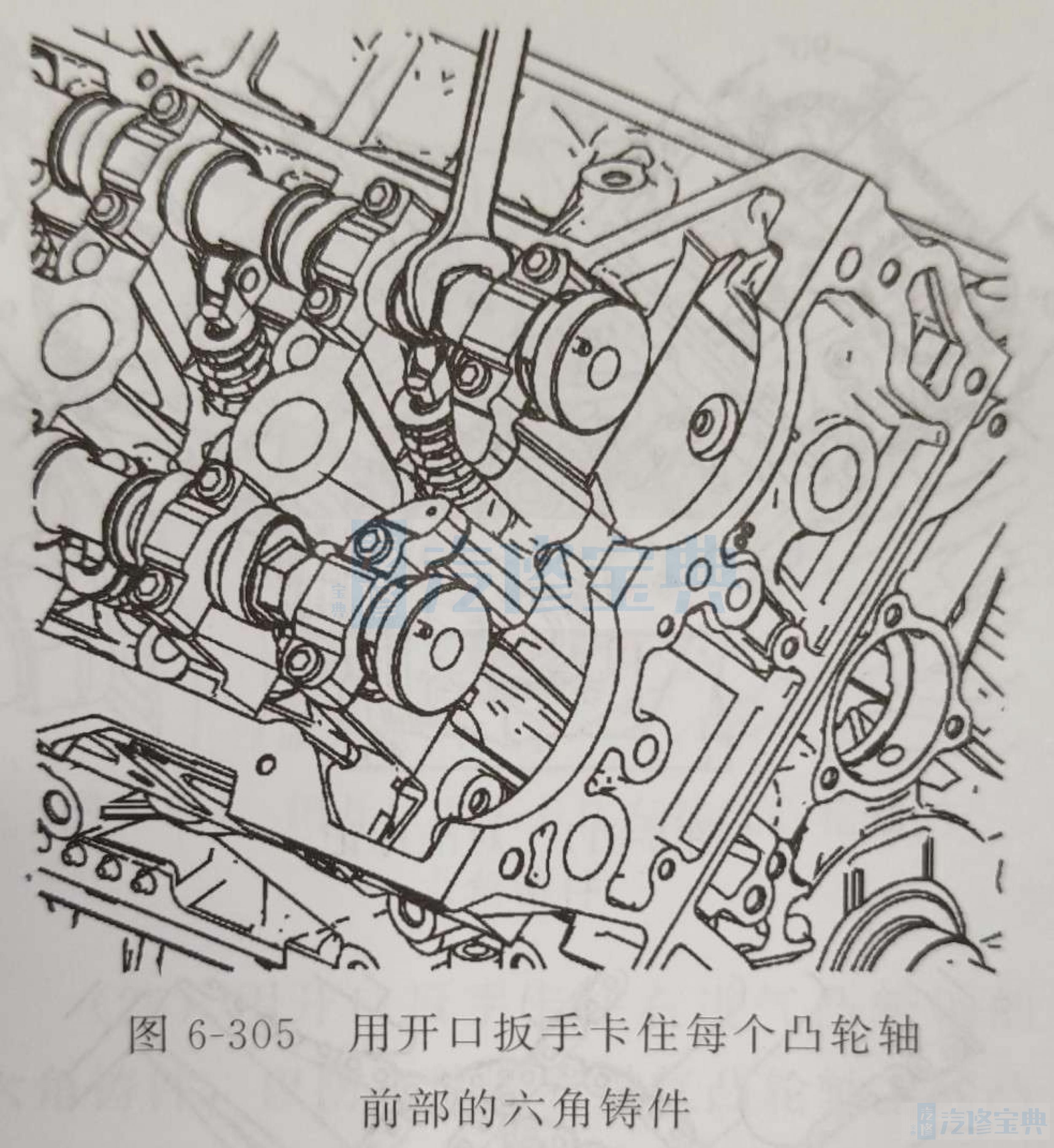
(9)必要时,用开口扳手卡住每个凸轮轴前部的六角铸件,以使链轮槽口对准凸轮轴销,如图6-305所示。
(10)松弛地安装右侧进气和排气凸轮轴位置执行器机油控制阀。
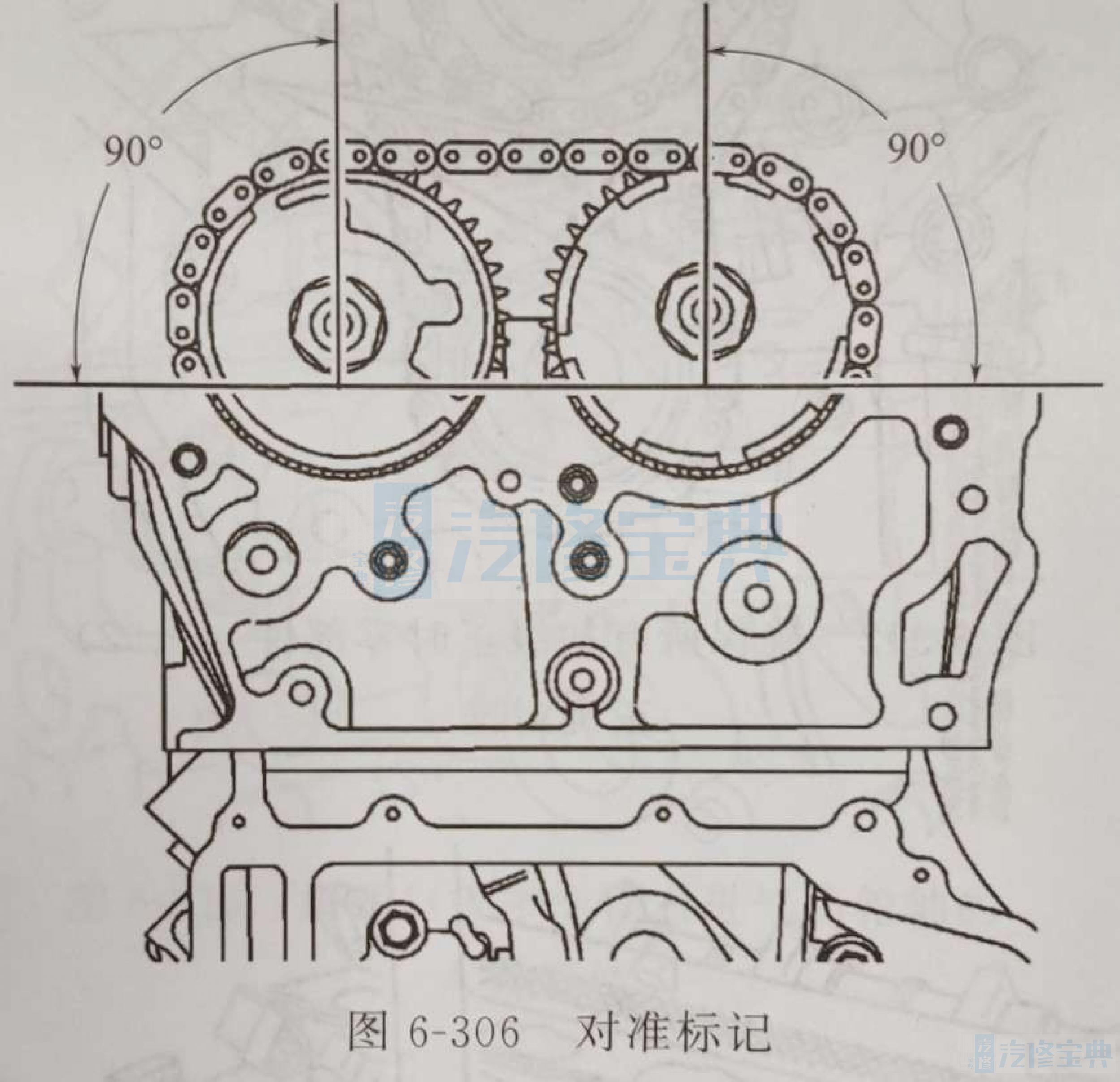
(11)确保右侧进气、排气凸轮轴链轮槽口和凸轮轴销与气缸盖垂直对准,如图6-306所示。
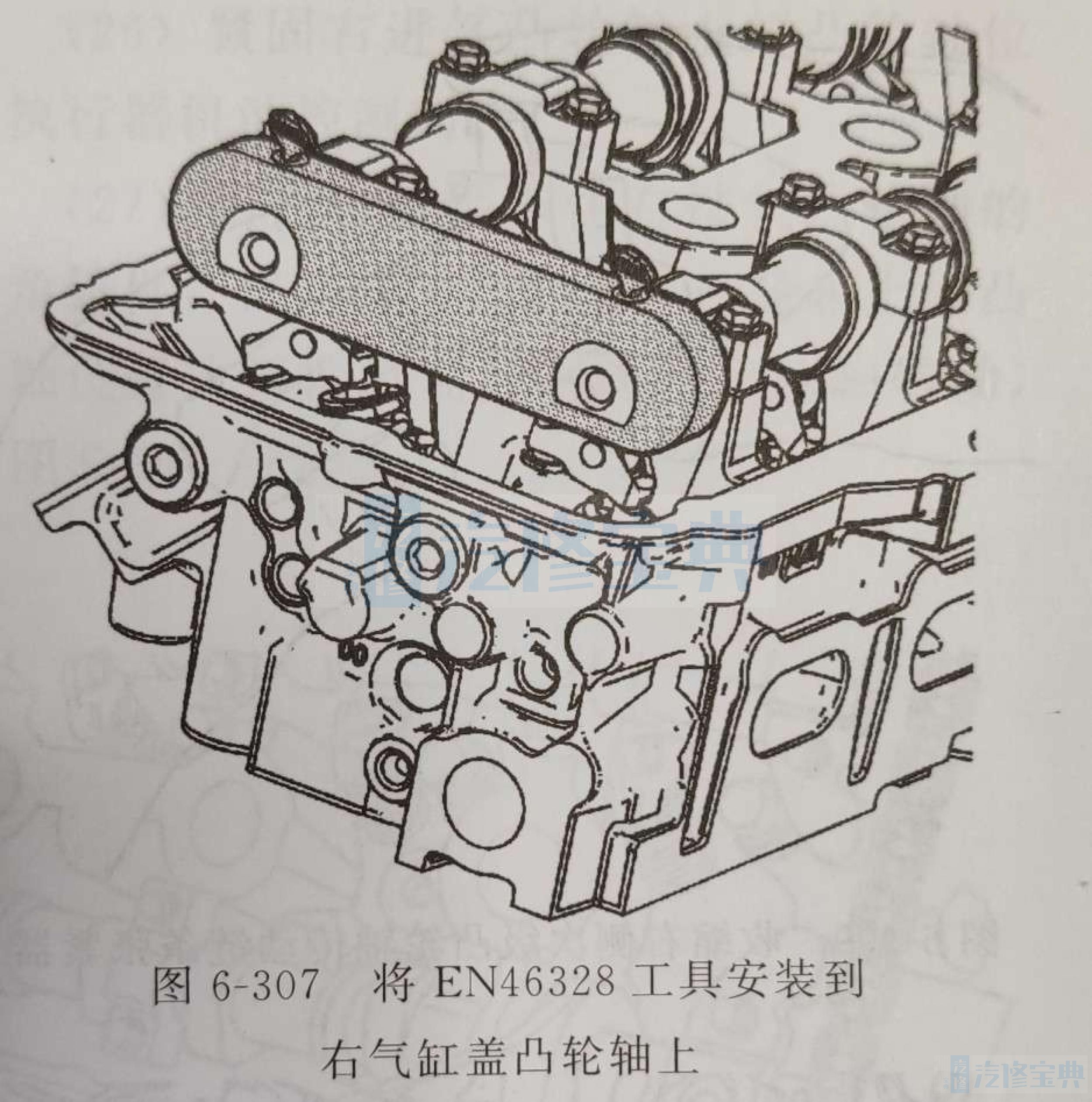
(12)将EN46328工具安装到右气缸盖凸轮轴上,如图6-307所示。
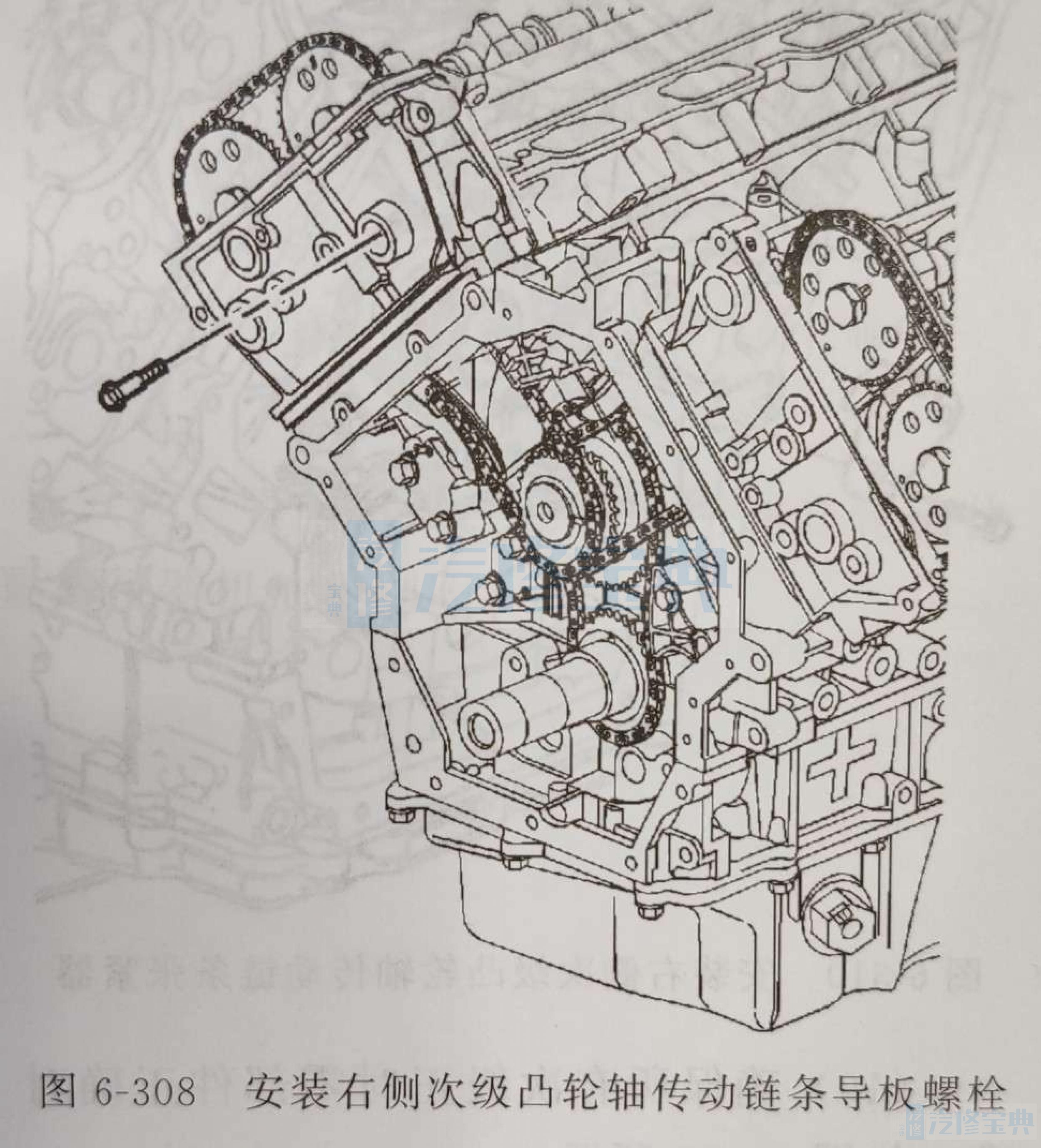
(13)安装右侧次级凸轮轴传动链条导板螺栓,如图6-308所示。
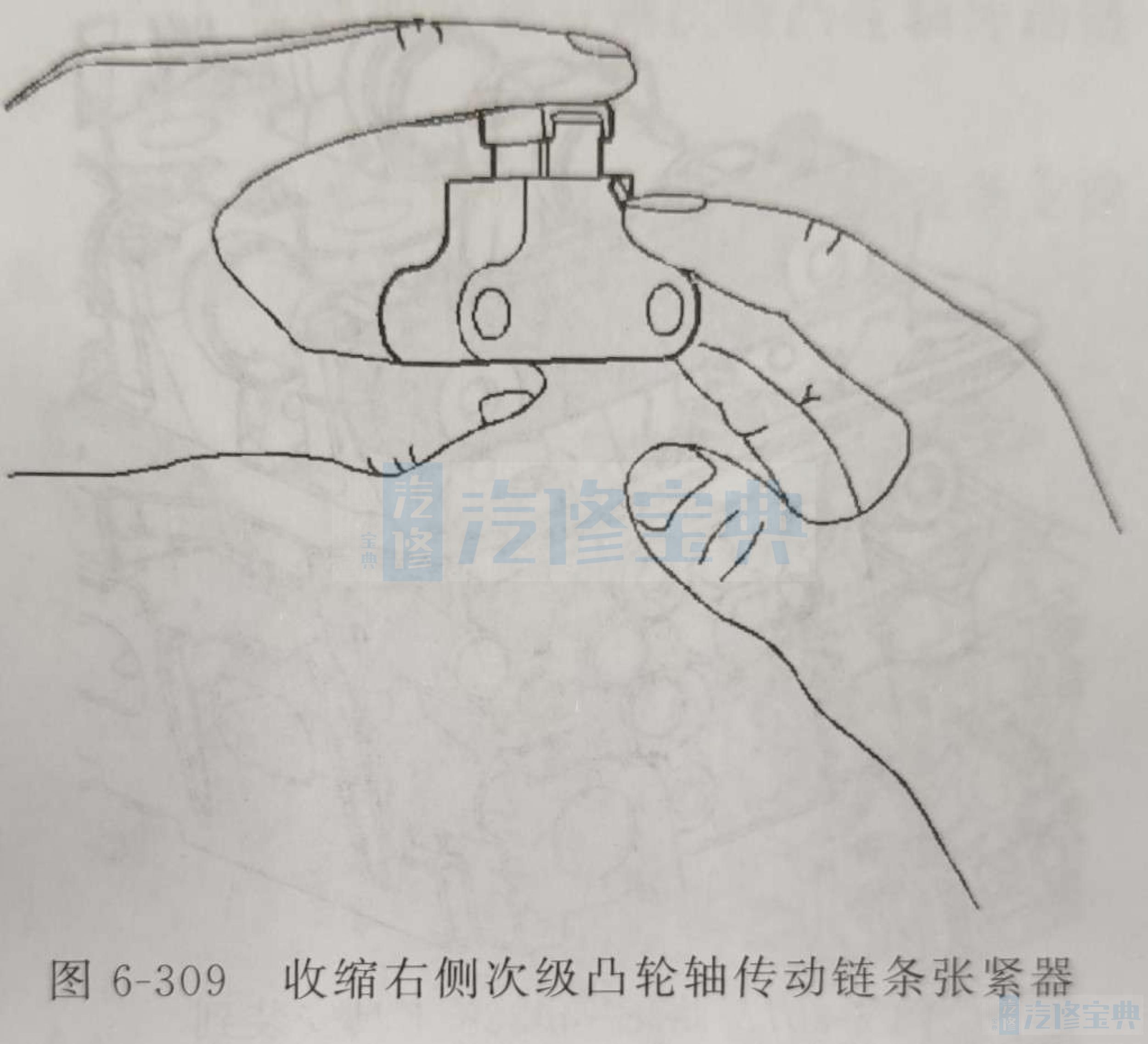
(14)按以下程序,收缩右侧次级凸轮轴传动链条张紧器,如图6-309所示。
①逆时针旋转棘爪分离杆并将其固定住。
②收缩右侧次级凸轮轴传动链条张紧器支撑板并将其固定住。
③松开棘爪分离杆,并缓慢释放支撑板上的压力。
(15)当棘爪分离杆移动到第一个止动点时,应能听到并感觉到“咔嗒”声。在分离杆上的孔中插入一个销,以将右侧次级凸轮轴传动链条张紧器支撑板锁定在收缩位置。
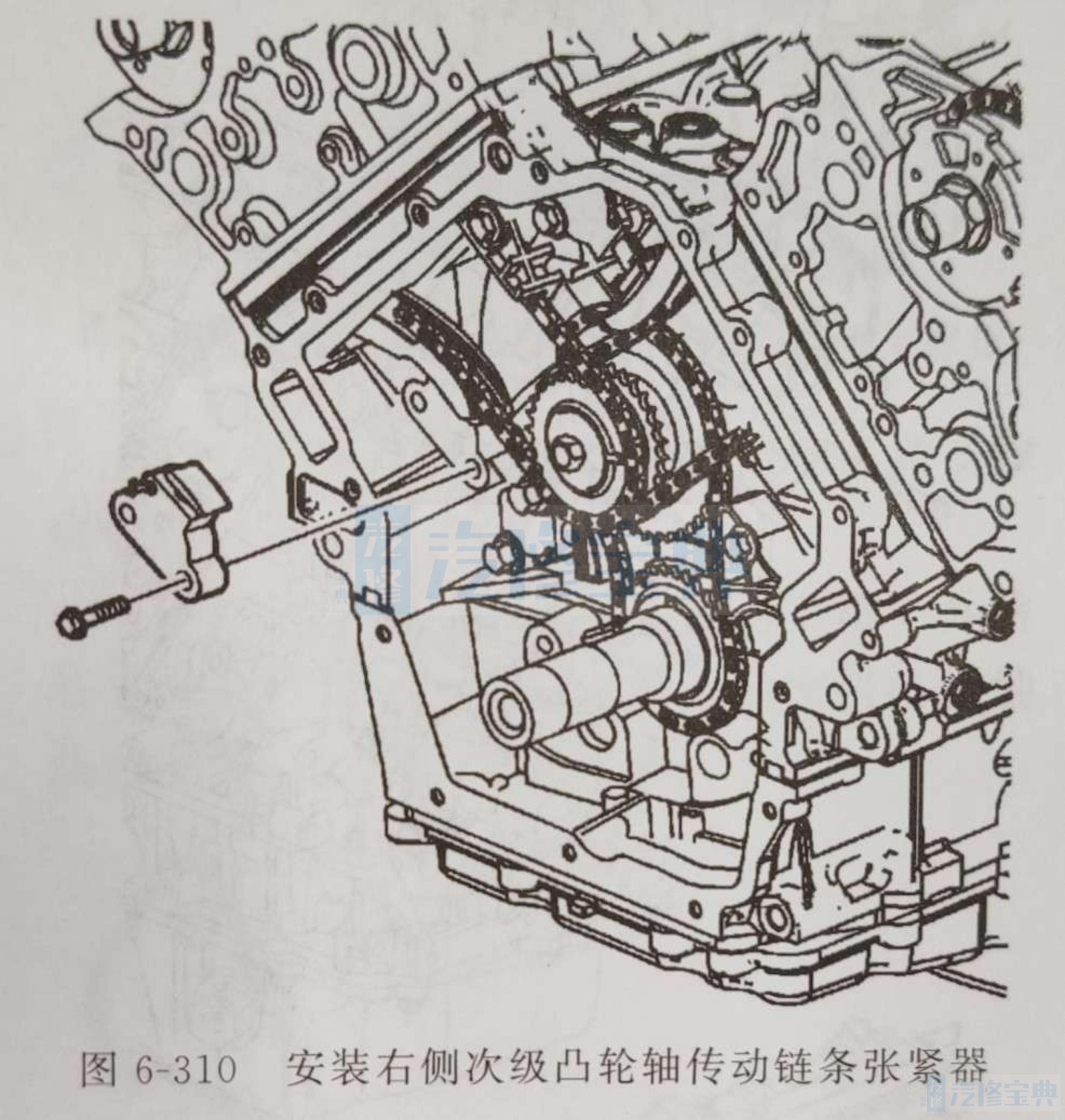
(16)安装右侧次级凸轮轴传动链条张紧器,如图6-310所示。
(17)安装右侧次级凸轮轴传动链条张紧器螺栓。
(18)从右侧次级凸轮轴传动链条张紧器分离杆上拆下销。
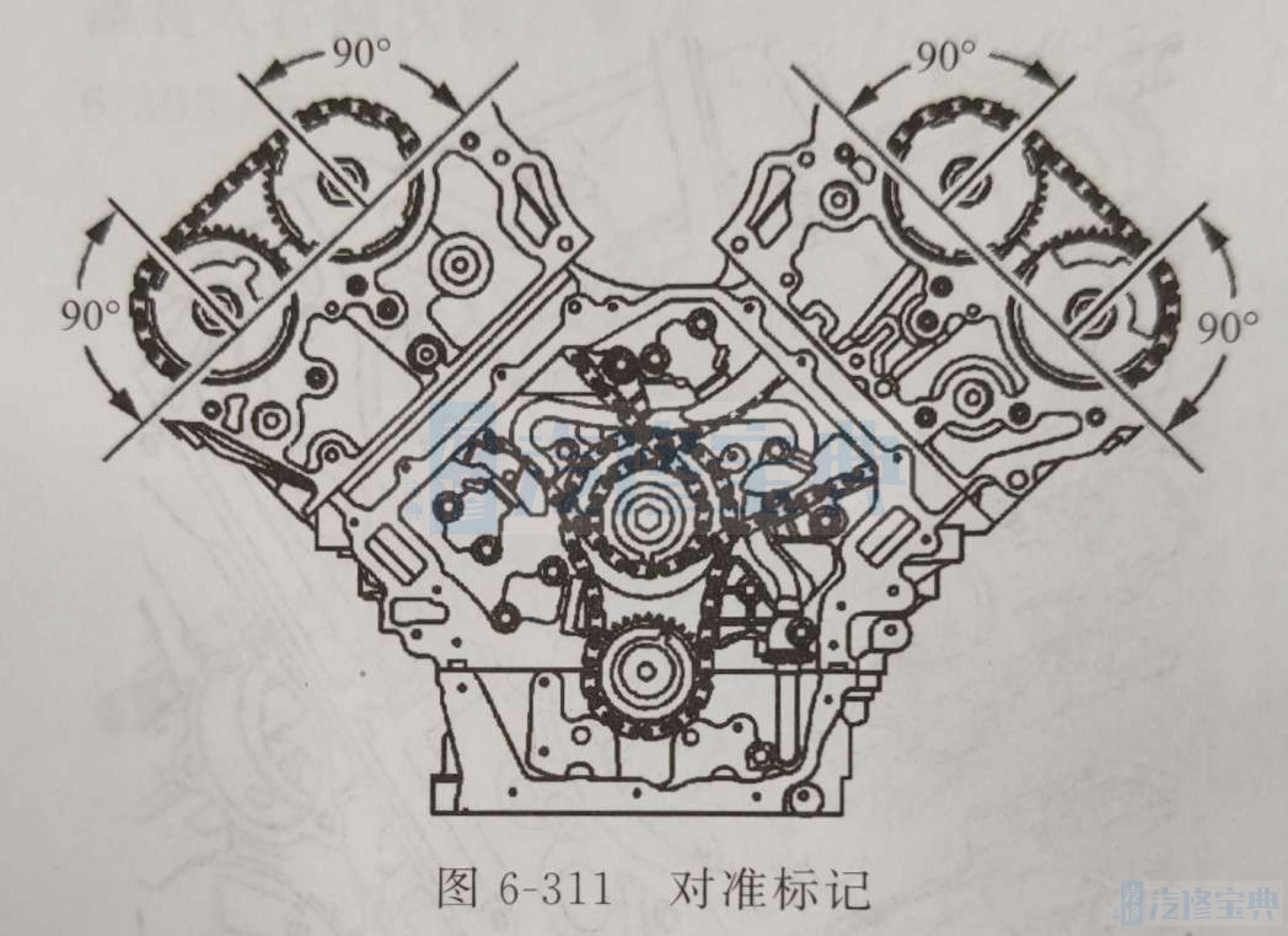
(19)确保所有次级正时零部件正确对准,如图6-311所示。
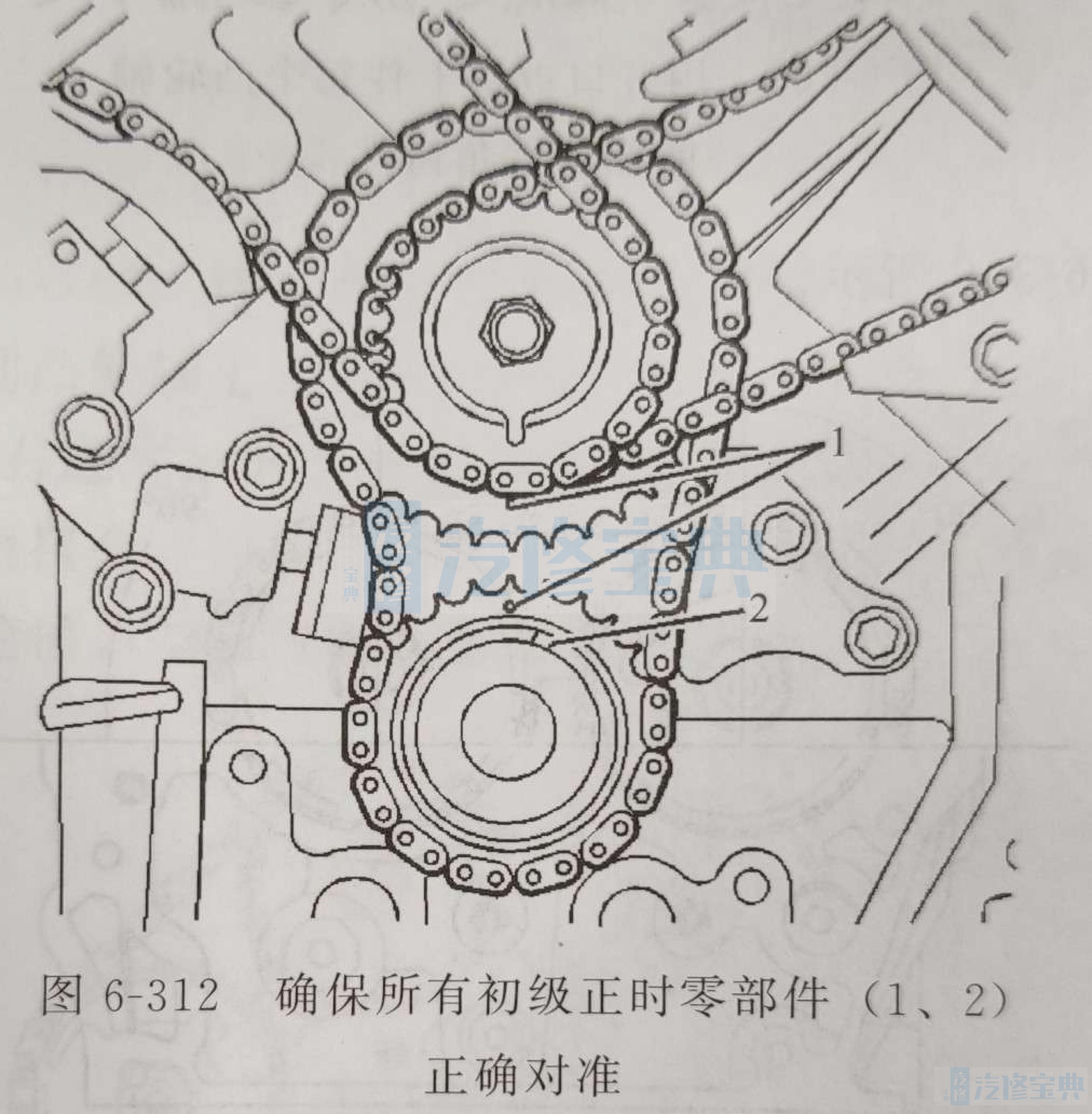
(20)确保所有初级正时零部件(1、2)正确对准,如图6-312所示。
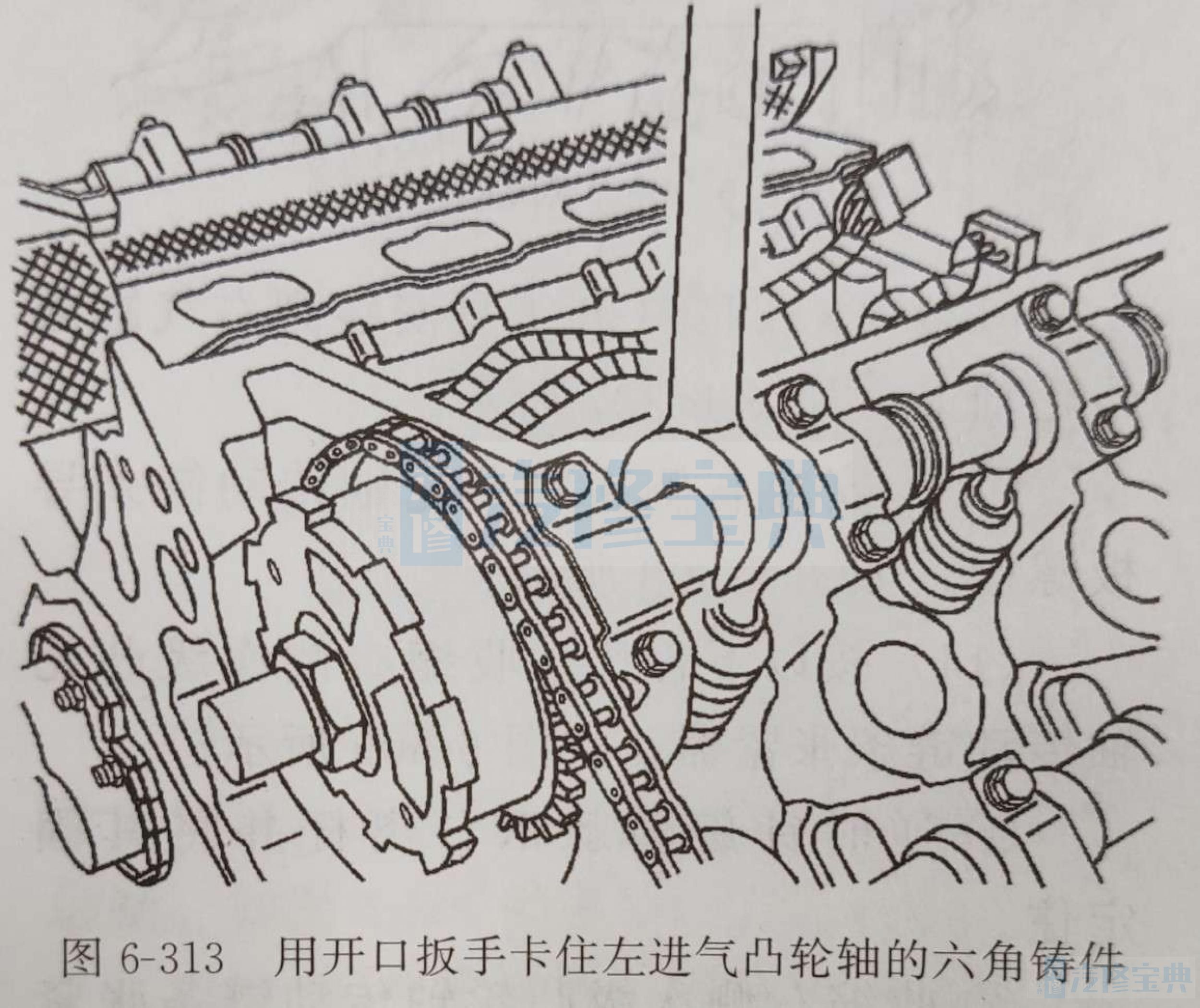
(21)用开口扳手卡住左进气凸轮轴的六角铸件,以防止紧固左进气凸轮轴上的凸轮轴位置执行器机油控制阀时凸轮轴转动,如图6-313所示。
(22)紧固左进气凸轮轴上的凸轮轴位置执行器机油控制阀。
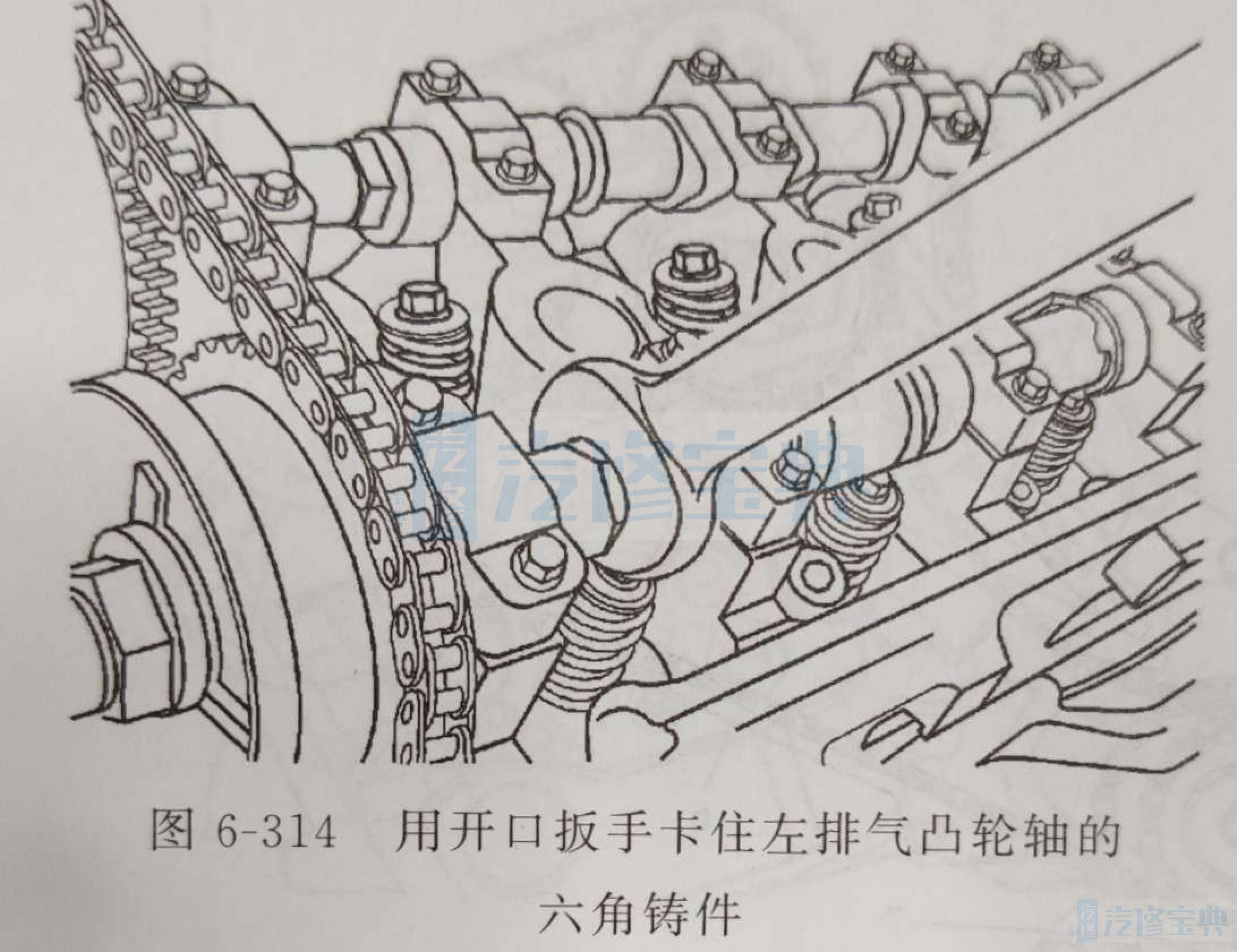
(23)用开口扳手卡住左排气凸轮轴的六角铸件,以防止紧固左排气凸轮轴上的凸轮轴位置执行器机油控制阀时凸轮轴转动,如图6-314所示。
(24)紧固左排气凸轮轴上的凸轮轴位置执行器机油控制阀。
(25)用开口扳手卡住右进气凸轮轴的六角铸件,以防止紧固右进气凸轮轴上的凸轮轴位置执行器机油控制阀时凸轮轴转动,如图6-315所示。
(26)紧固右进气凸轮轴上的凸轮轴位置执行器机油控制阀。
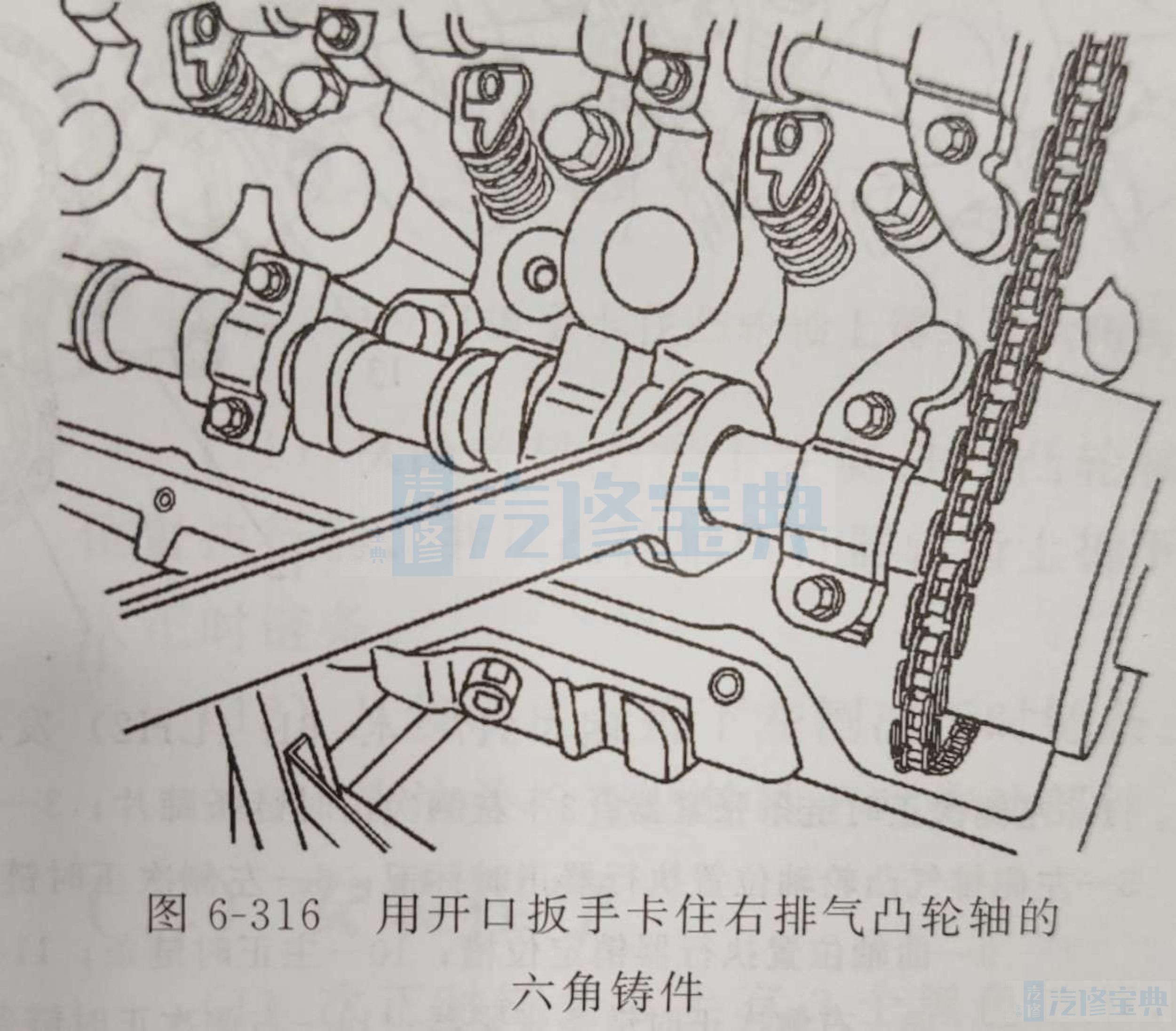
(27)用开口扳手卡住右排气凸轮轴的六角铸件,以防止紧固右排气凸轮轴上的凸轮轴位置执行器机油控制阀时凸轮轴转动,如图6-316所示。
(28)紧固右排气凸轮轴上的凸轮轴位置执行器机油控制阀。