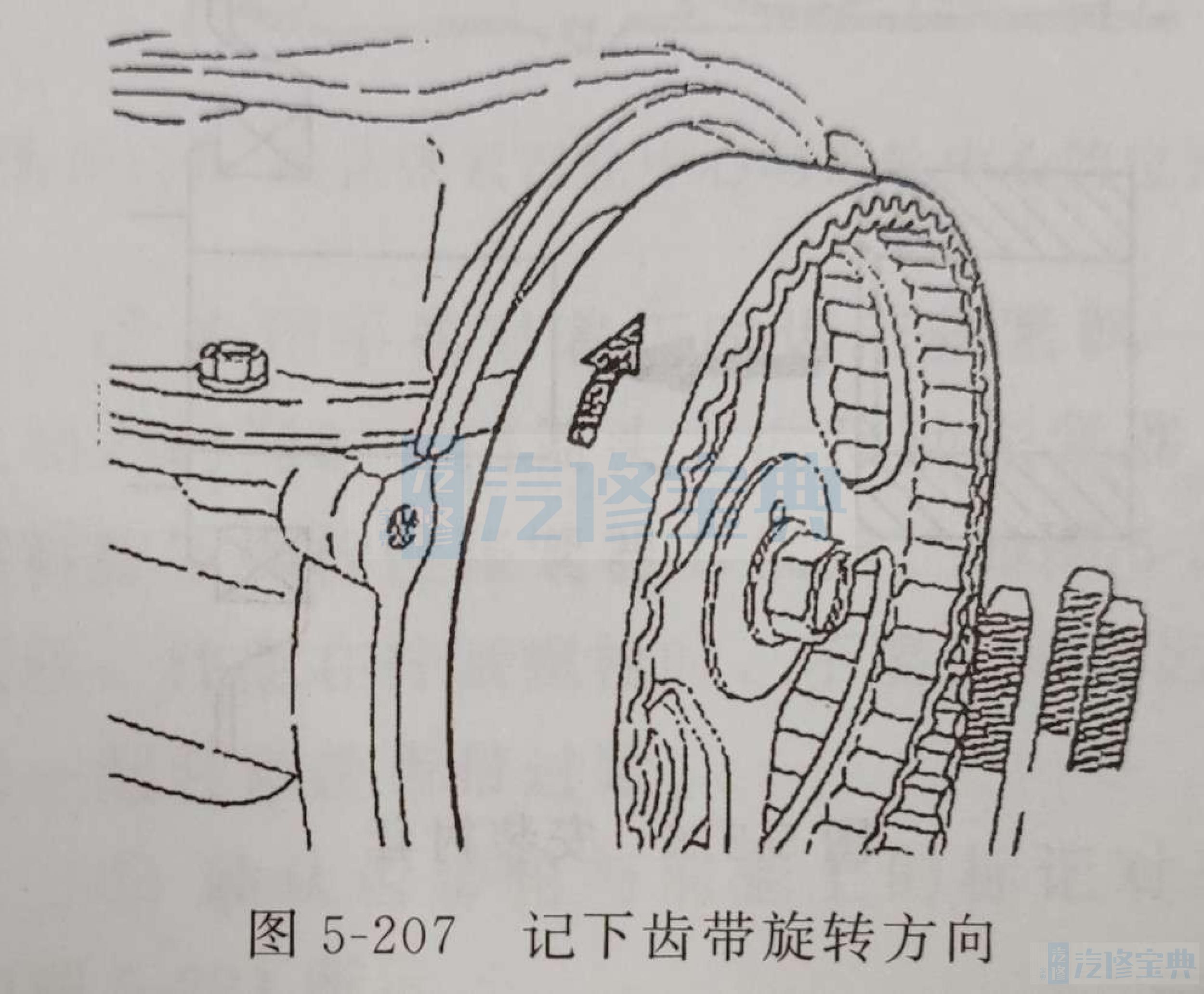
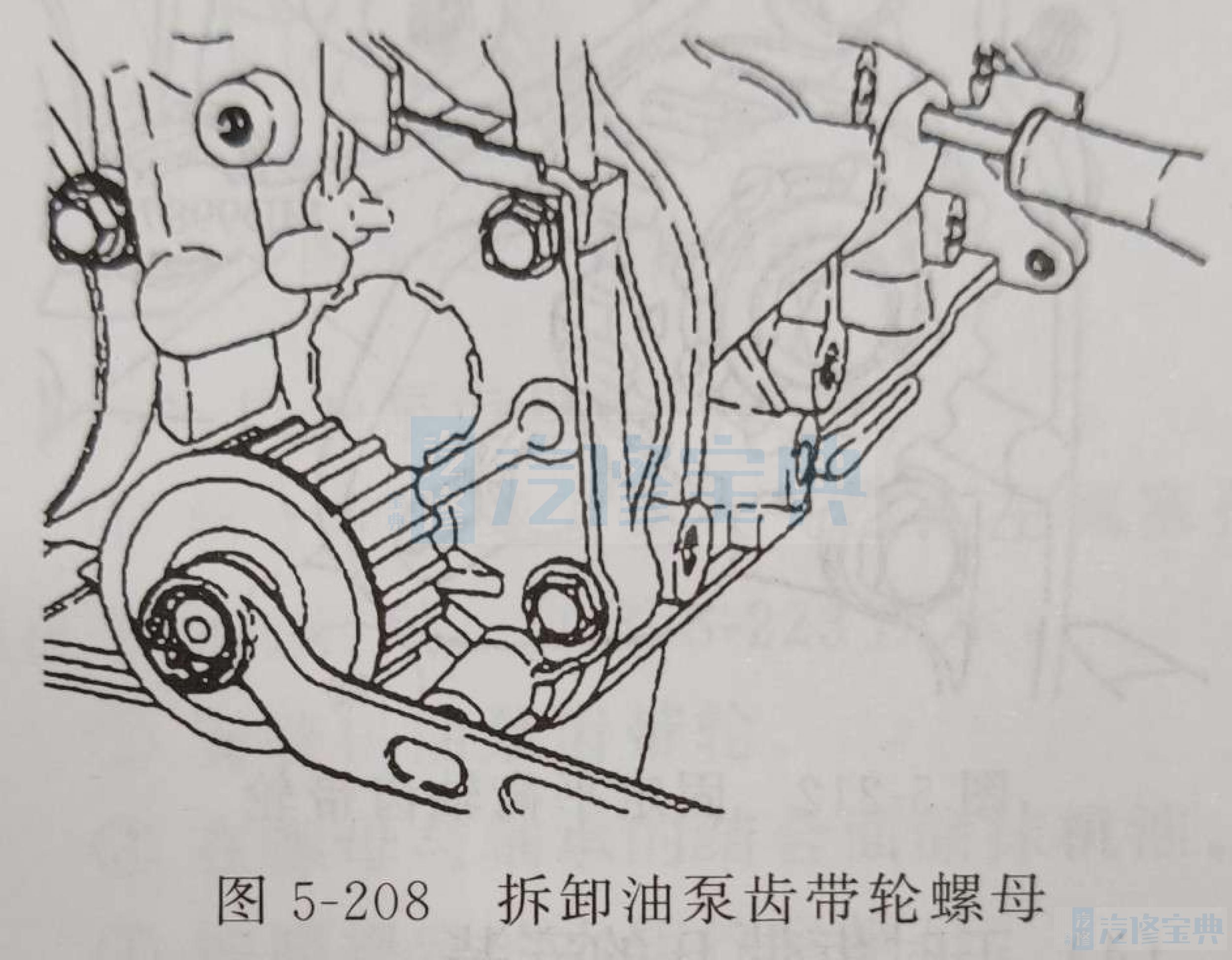
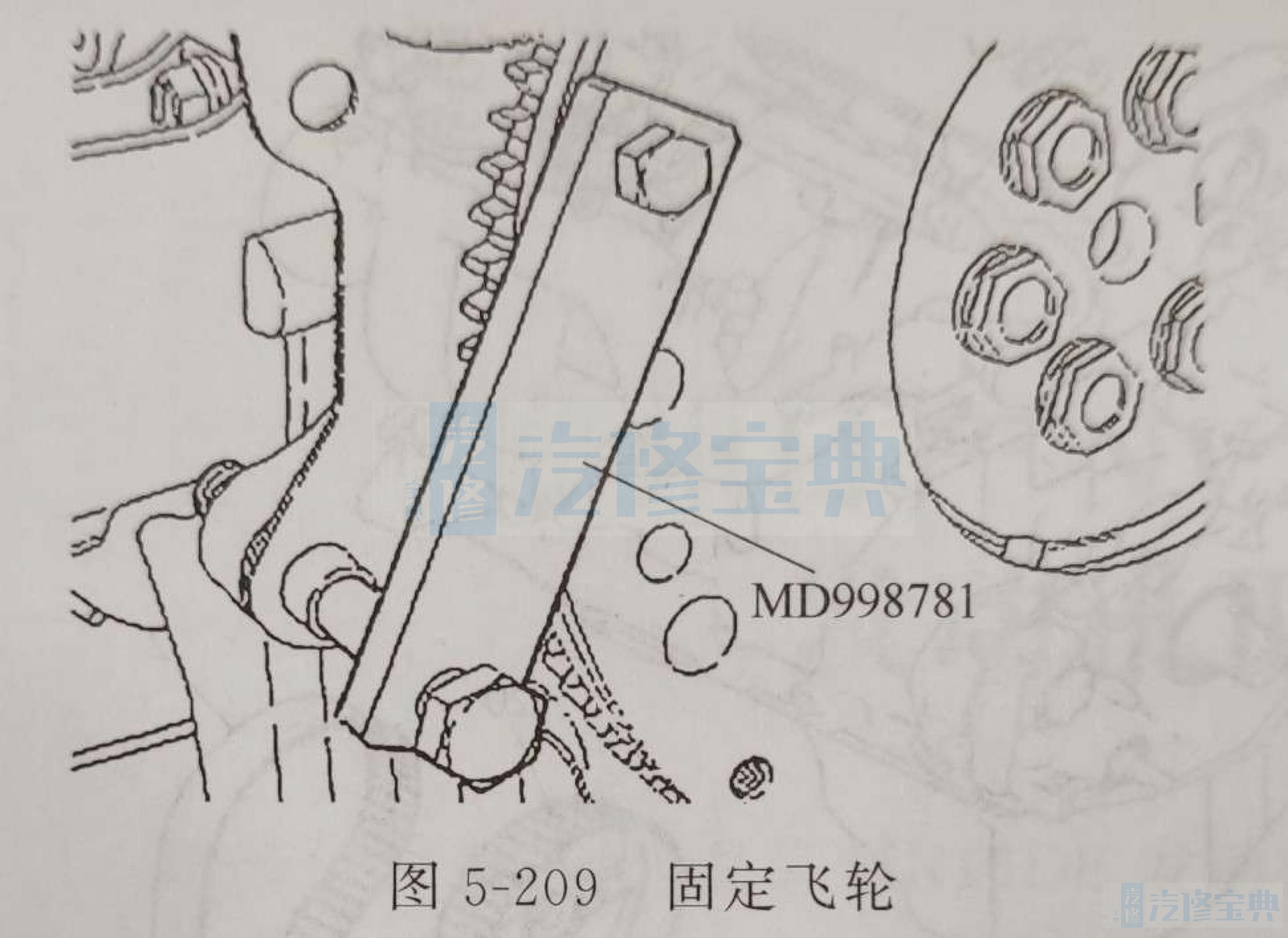
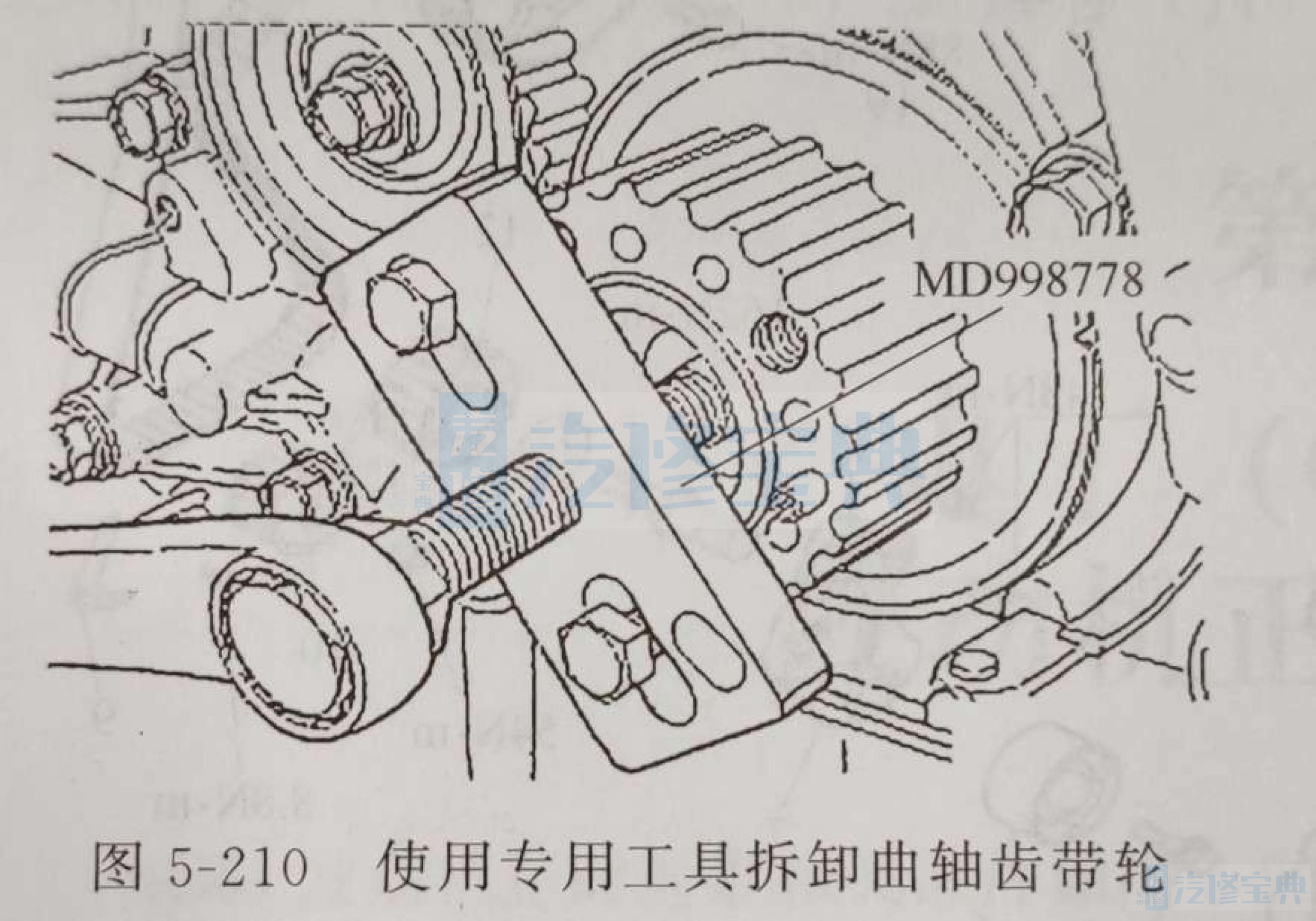
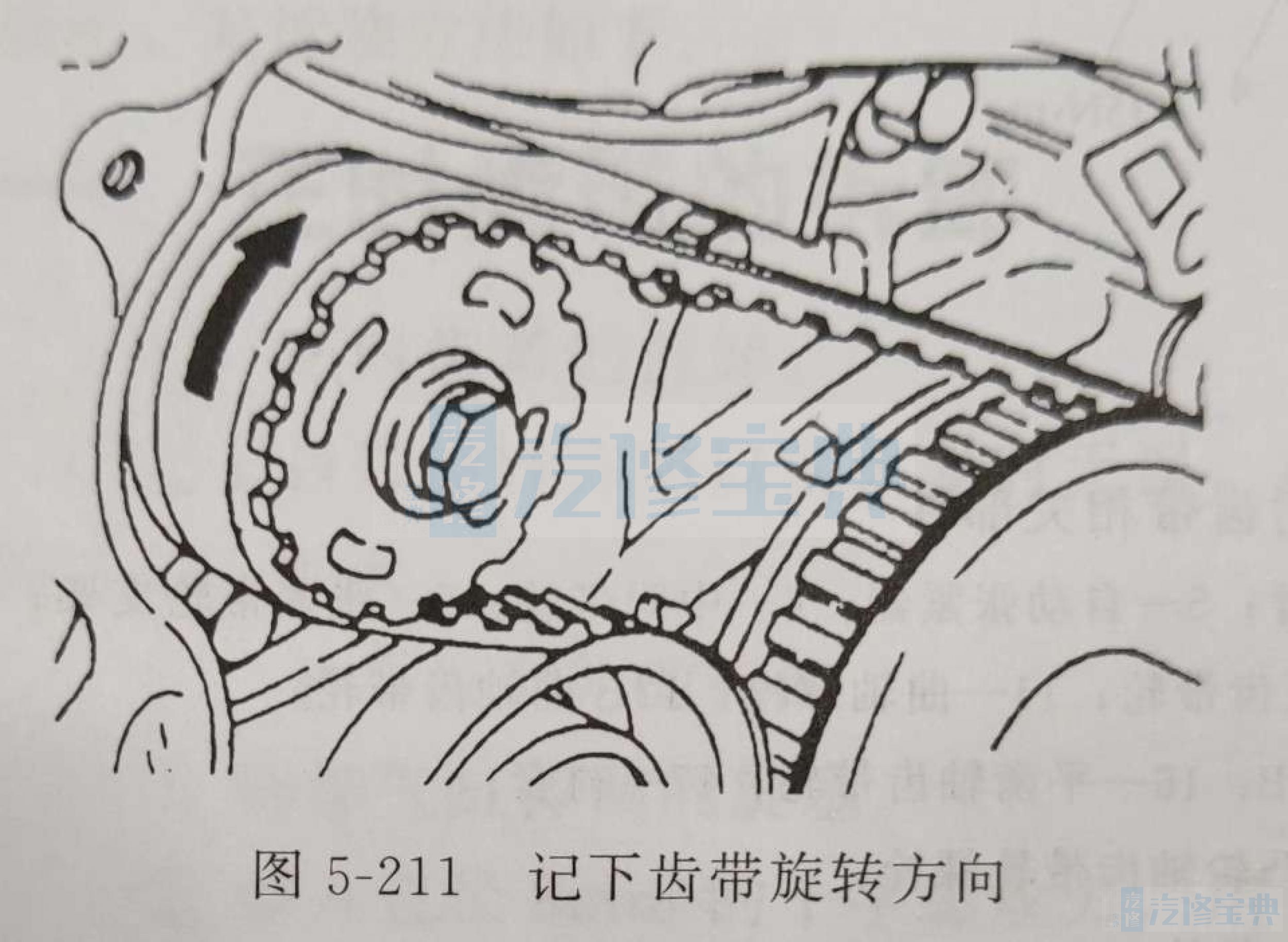
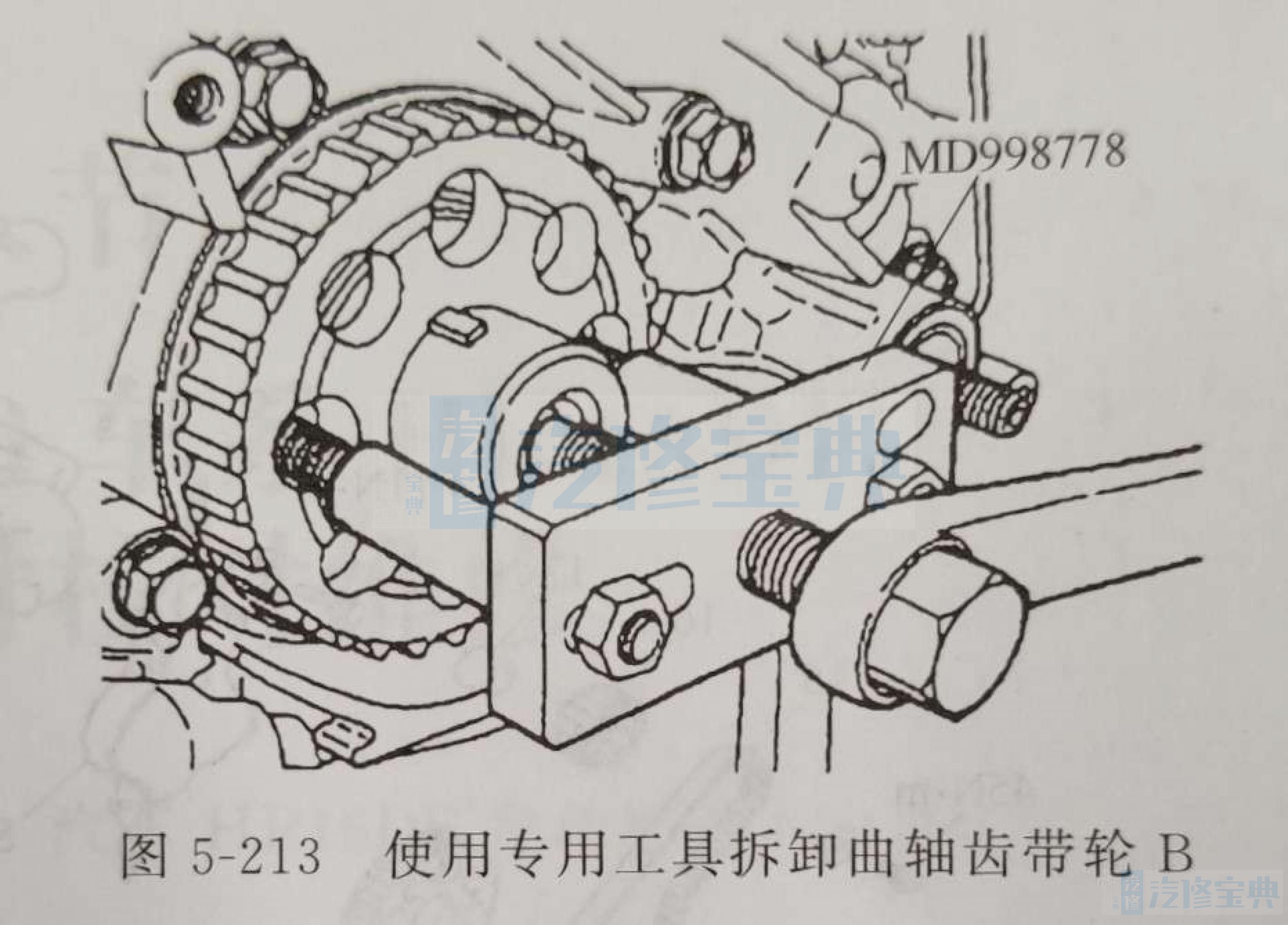
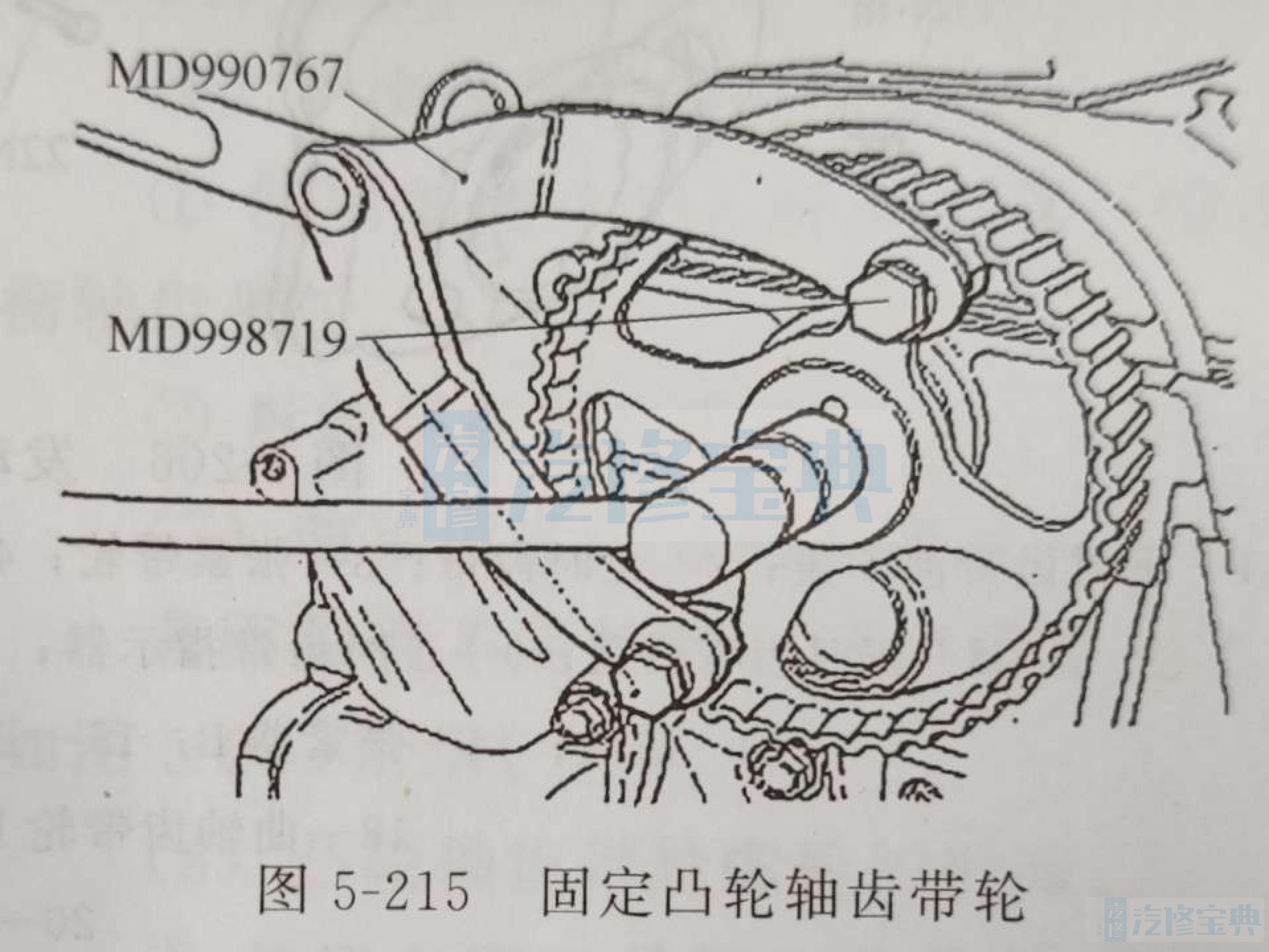
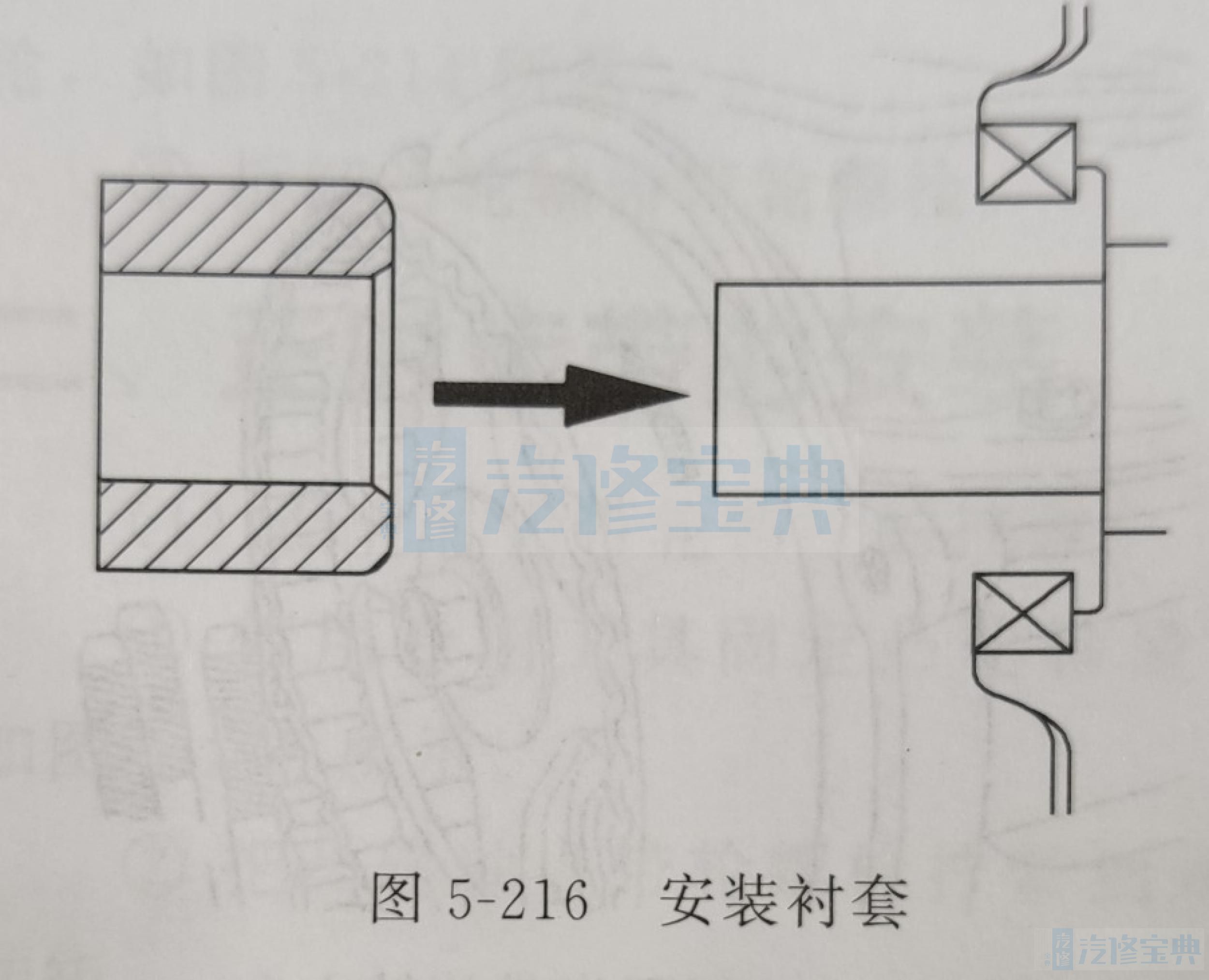
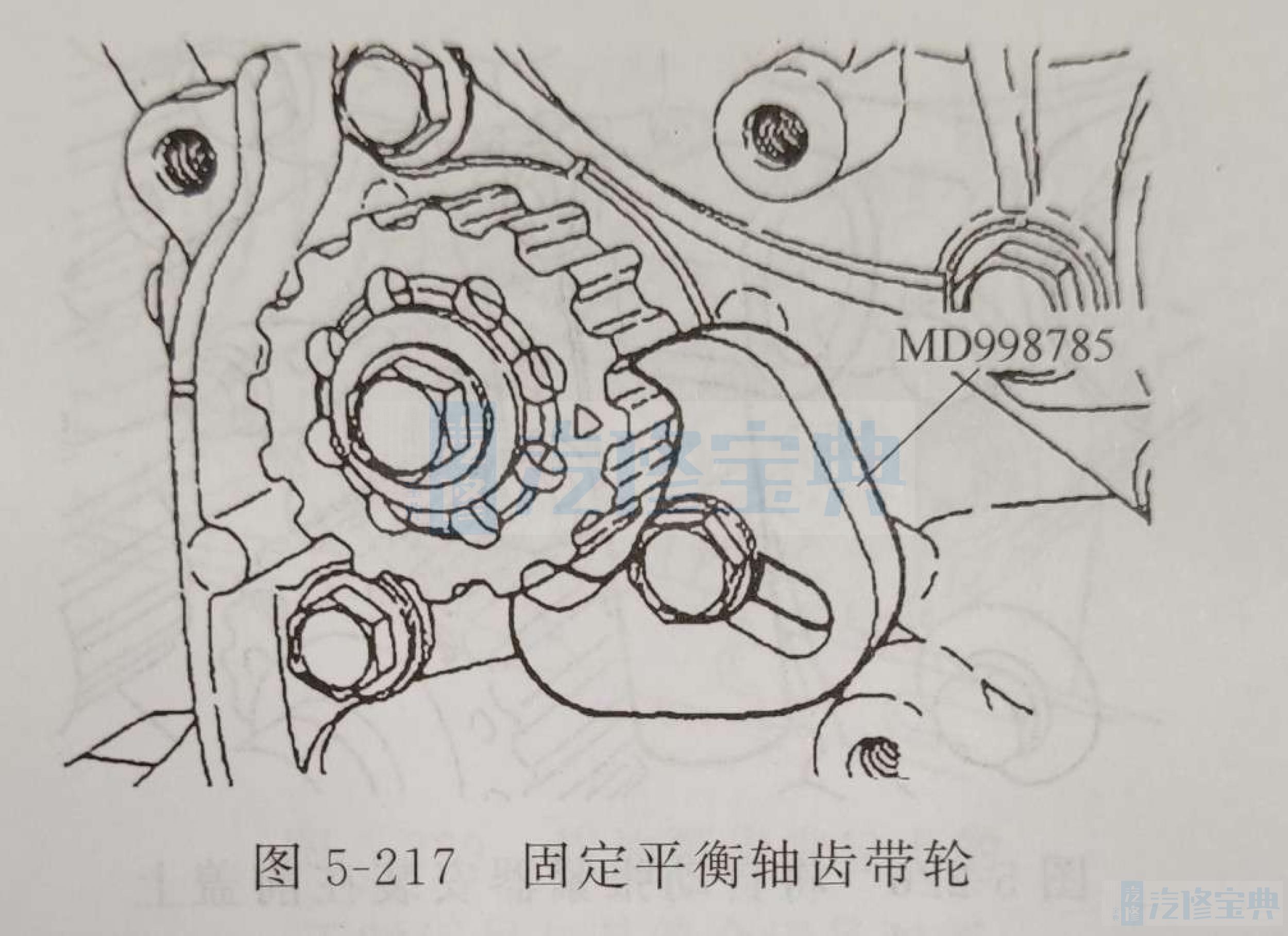
一、正时齿带的拆卸(1)正时齿带的拆卸。 记下齿带旋转方向以期装复时无误,如图5-207所示。 (2)油泵齿带轮的拆卸。 ①拆卸气缸体侧的旋塞。 ②插入直径8mm的十字螺丝刀,用于固定左侧平衡轴。 ③拆卸油泵齿带轮螺母,如图5-208所示。 ④拆卸油泵齿带轮。 (3)曲轴螺栓的拆卸。 ①使用专用工具固定飞轮,如图5209所示。 ②拆卸曲轴螺栓。使用专用工具支撑飞轮。 (4)曲轴齿带轮的拆卸。 若因黏着不易拆卸,请使用专用工具,如图5-210所示。 (5)正时齿带B的拆卸。 记下齿带旋转方向以期装复时无误,如图5-211所示。 (6)平衡轴齿带轮的拆卸。 ①使用如图5-212所示工具,固定平衡轴齿带轮。 ②拆卸平衡轴齿带轮。 (7)曲轴齿带轮B的拆卸。 若因黏着不易拆卸,请使用专用工具,如图5-213所示。 (8)凸轮轴齿带轮螺栓的拆卸。 ①使用专用工具固定凸轮轴正时齿带轮,如图5-214所示。 ②拆卸凸轮轴齿带轮螺栓。 二、正时齿带的安装(1)凸轮轴齿带轮螺栓的拧紧。 ①使用专用工具固定凸轮轴齿带轮,如图5-215所示。 ②把凸轮轴齿带轮螺栓拧紧到规定的转矩。 (2)衬套的安装。 安装衬套时,将有倒角的一侧朝向油封,如图5-216所示。 3)平衡轴齿带轮的安装。 ①用如图5-217所示的工具固定平衡轴齿带轮。 ②拧紧螺栓至规定的转矩。
(4)正时齿带B的安装。
①将曲轴齿带轮B及平衡轴齿带轮的标记分别与前盖上的标记对正,如图5-218所示。
②在曲轴齿带轮B及平衡轴齿带轮上安装正时齿带B。张紧一侧不允许有松弛。
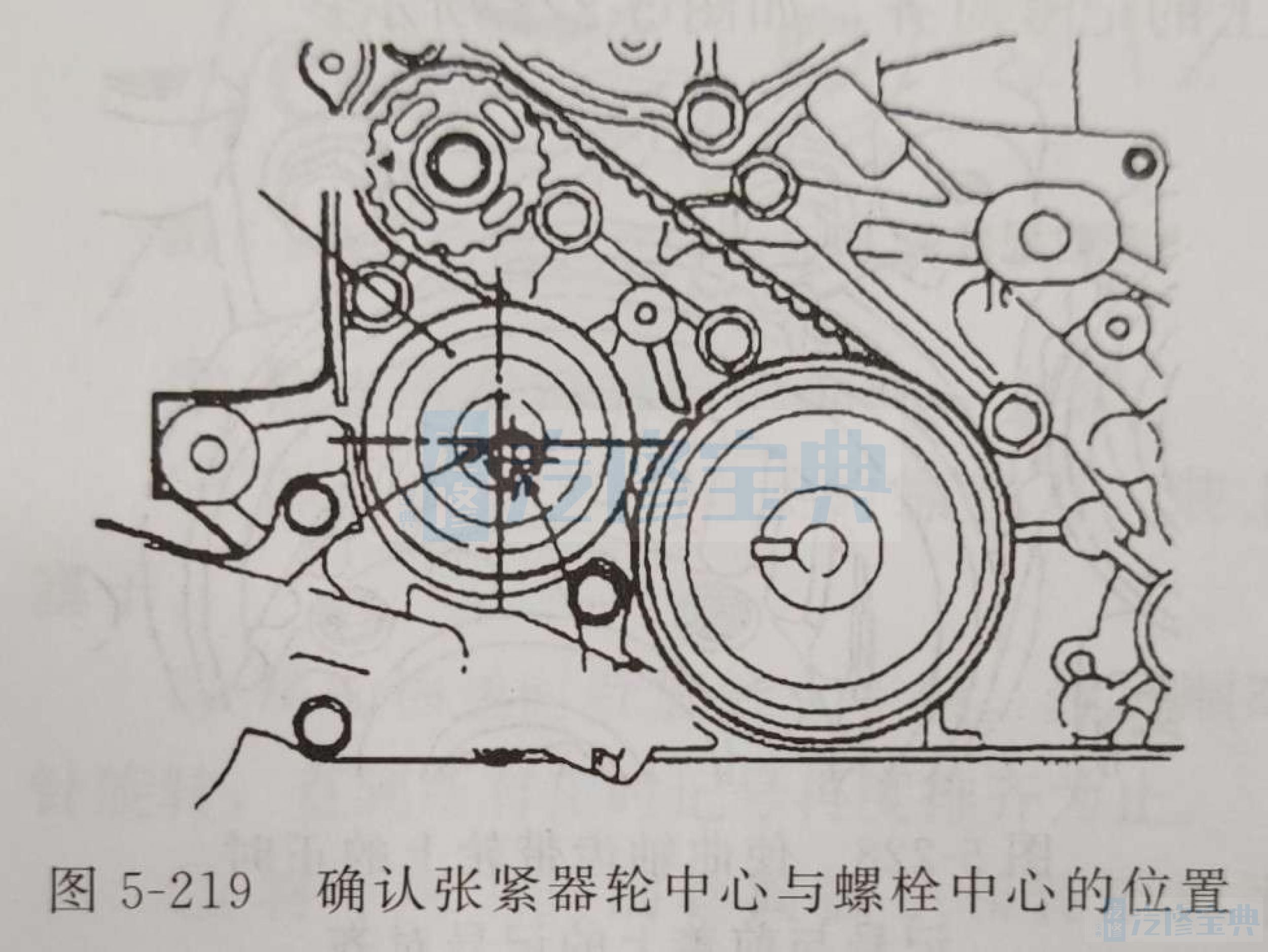
③确认张紧器轮中心与螺栓中心的位置,如图5-219所示。
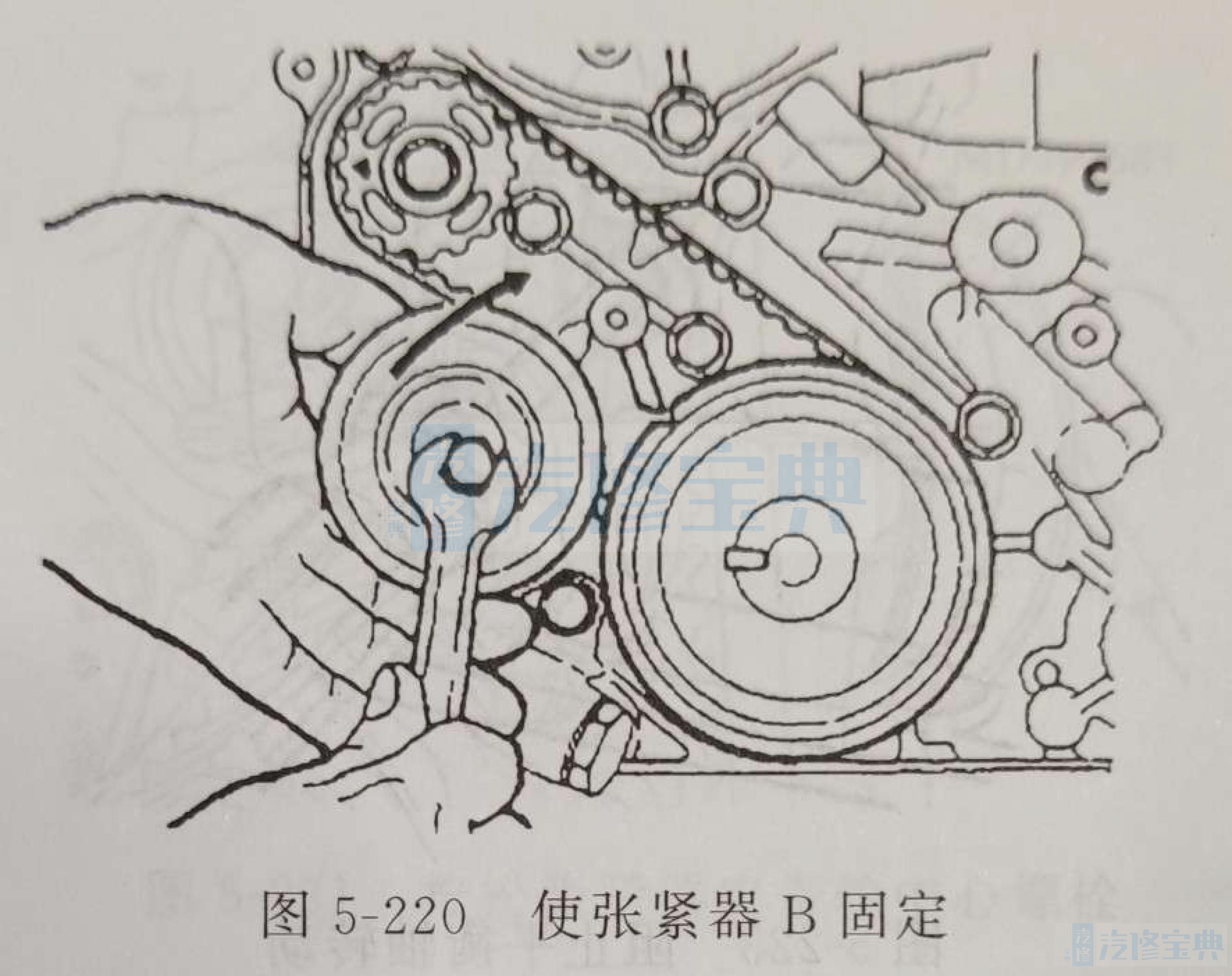
④在用手指对着正时齿带张紧器一侧施加力的同时,向箭头方向移动张紧器B此时拧紧螺栓使张紧器B固定。如图5-220所示,注意在拧紧螺栓时,不要让轴与齿带轮一起转动使齿带过紧。
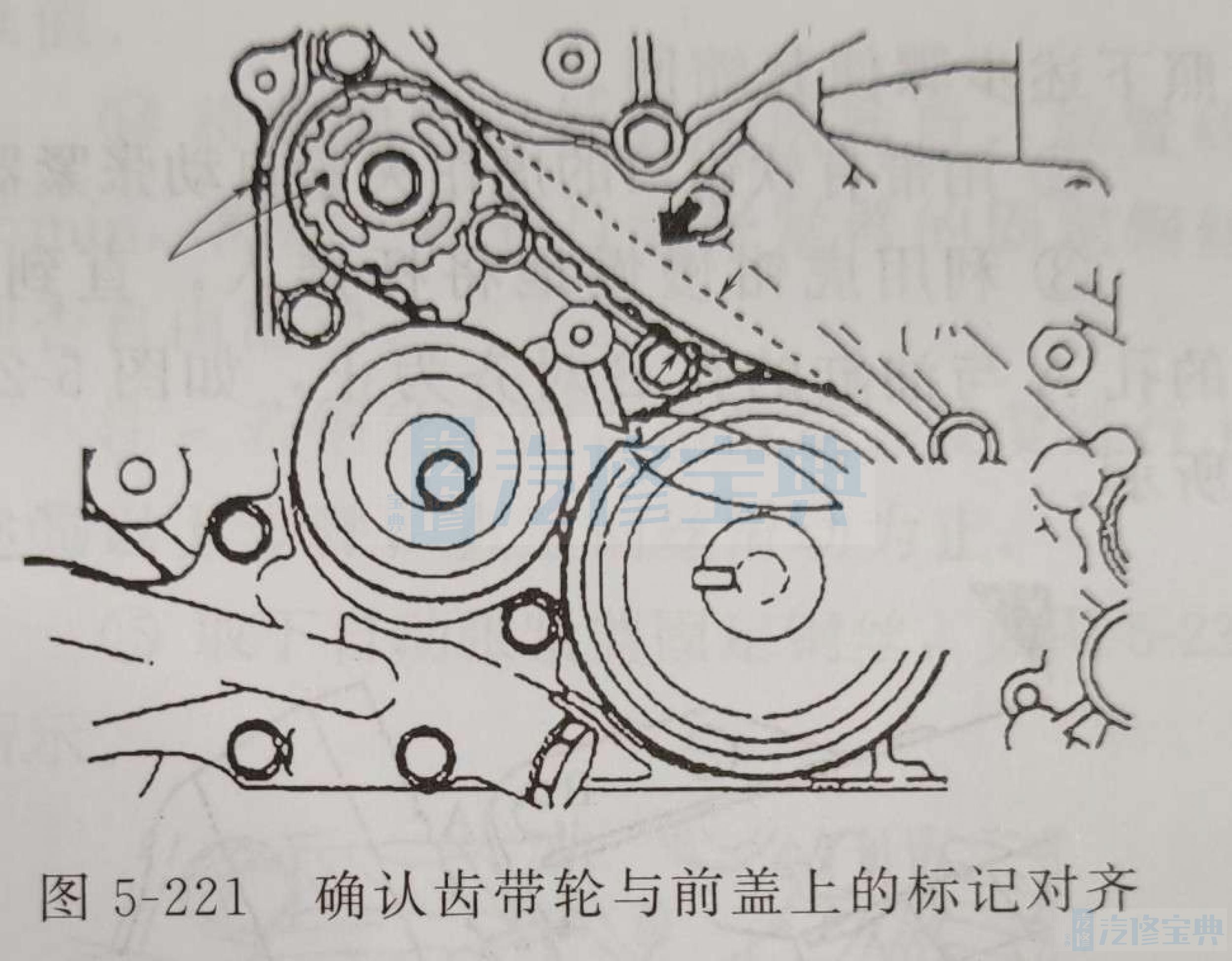
⑤确认齿带轮与前盖上的标记对齐,如图5-221所示。
⑥用食指压下正时齿带B的张紧器一侧的中央部分,齿带压下量为5~7mm。
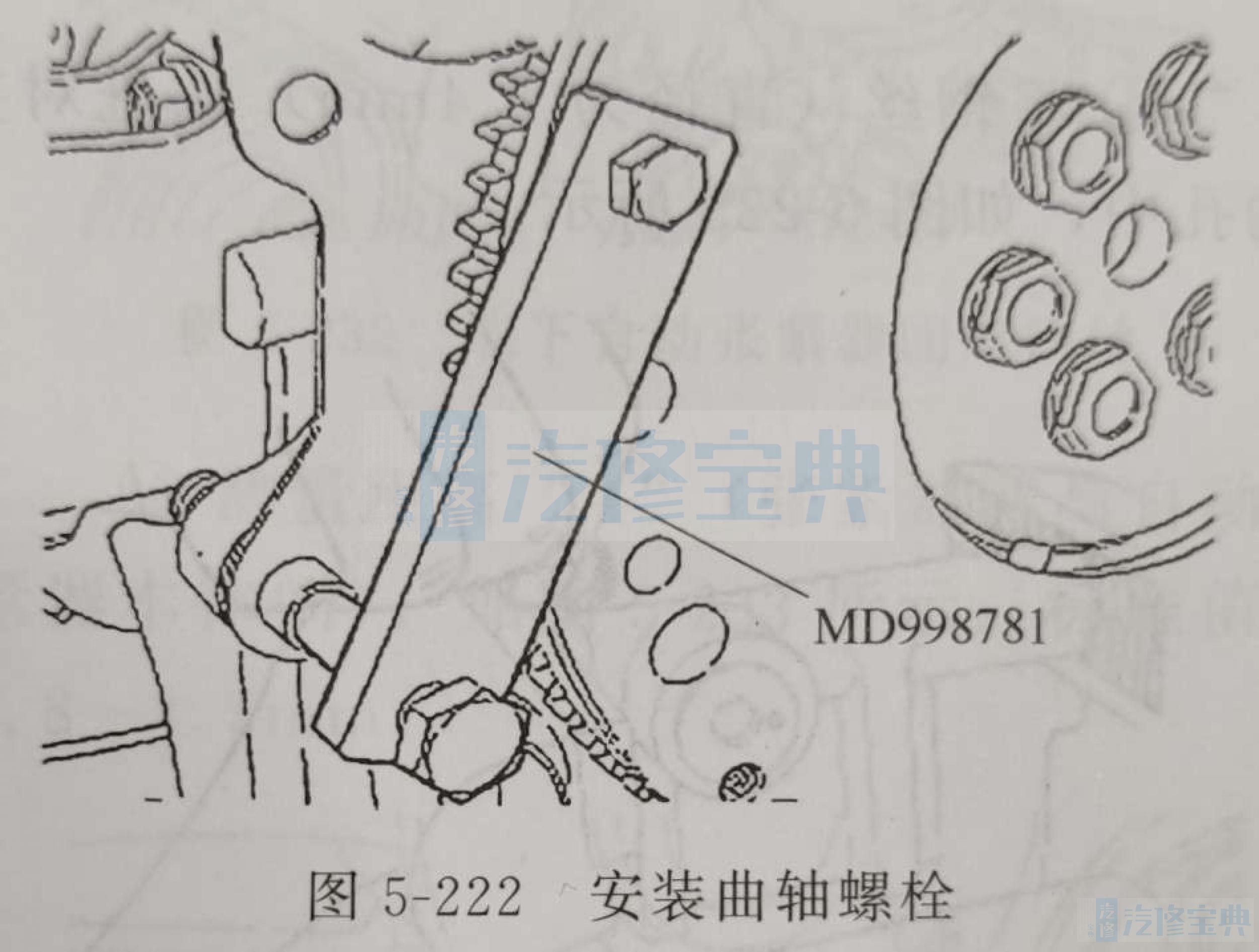
(5)曲轴螺栓的拧紧。
①使用专用工具固定飞轮。
②安裝曲轴螺栓,如图5-222所示。
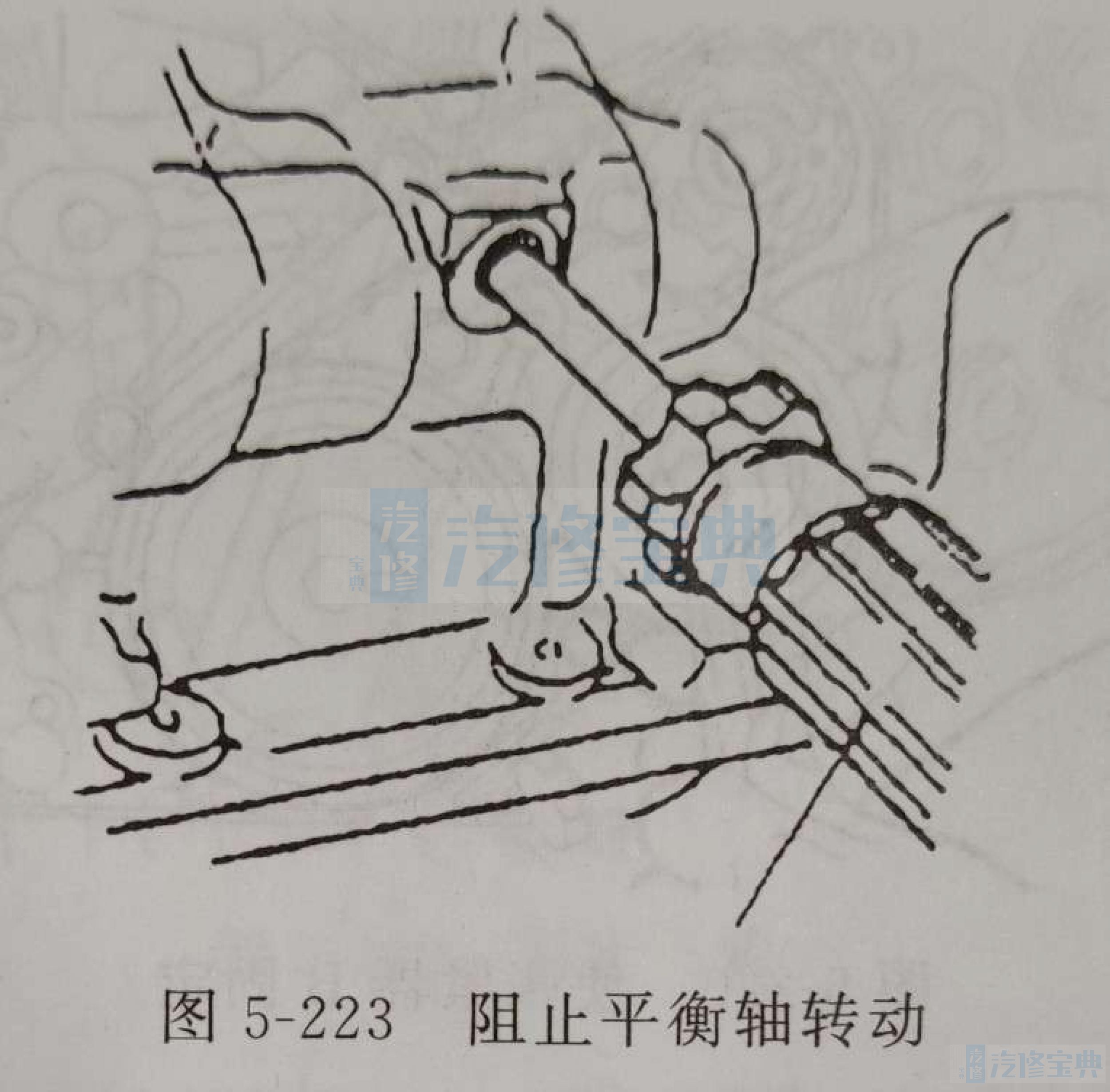
(6)机油泵齿带轮的安装。
①将十字螺丝刀塞入气缸体左侧塞孔,阻止平衡轴转动,如图5-223所示。
②安装机油泵齿带轮。
③在螺母与轴承的结合面涂抹机油。
④按照规定的力矩拧紧螺母。
(7)自动张紧器的安装。
①若自动张紧器杆在伸出位置,应按照下述步骤使其缩回。
②用带有软钳口的虎钳夹紧自动张紧器。
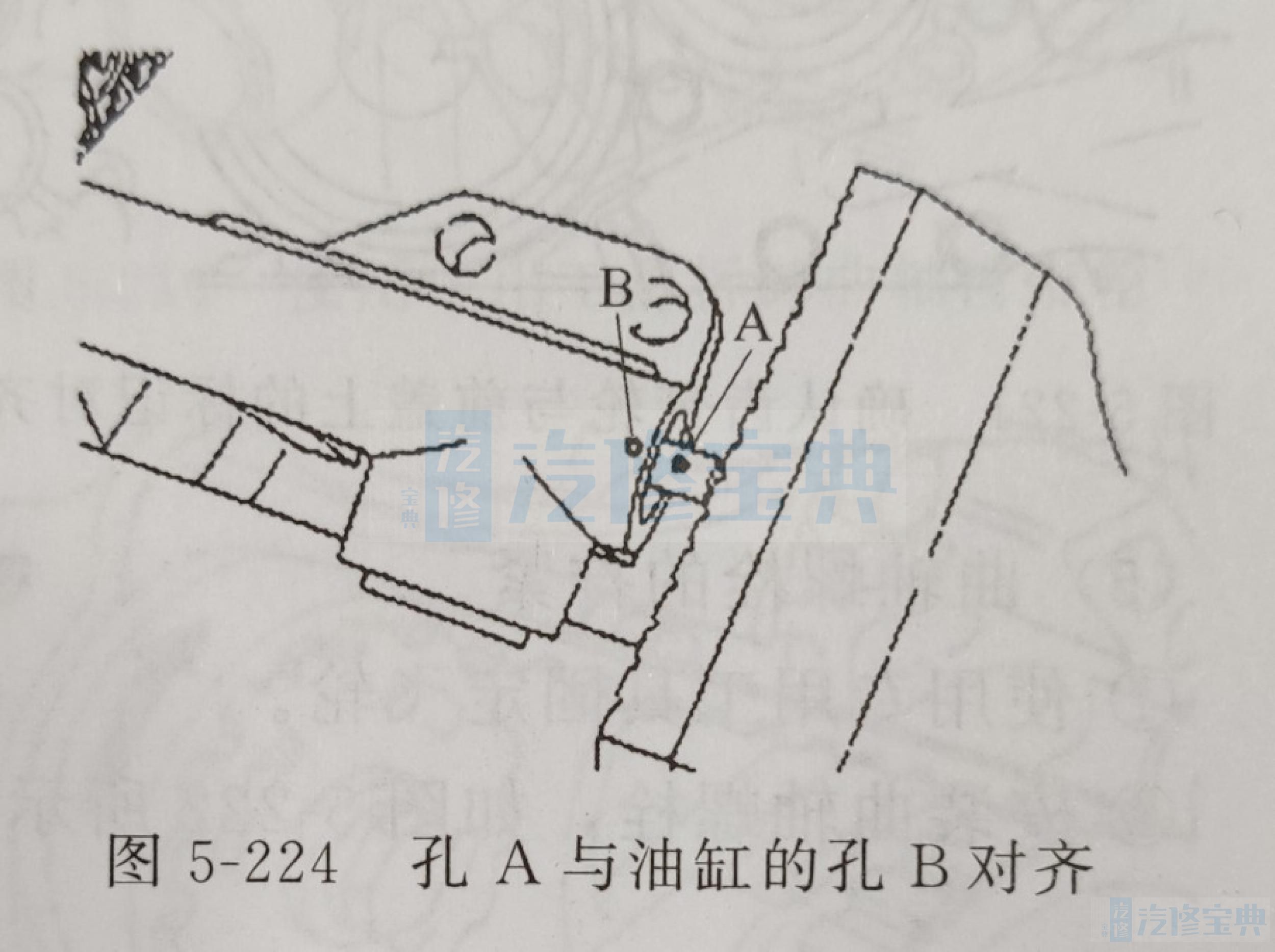
③利用虎钳慢慢地将杆推人,直到杆。
的孔A与油缸的孔B对齐为止,如图5-224所示。
④将钢丝(直径为1.4mm)插进对齐的孔中,如图5-225所示。
⑤用虎钳拆卸自动张紧器。
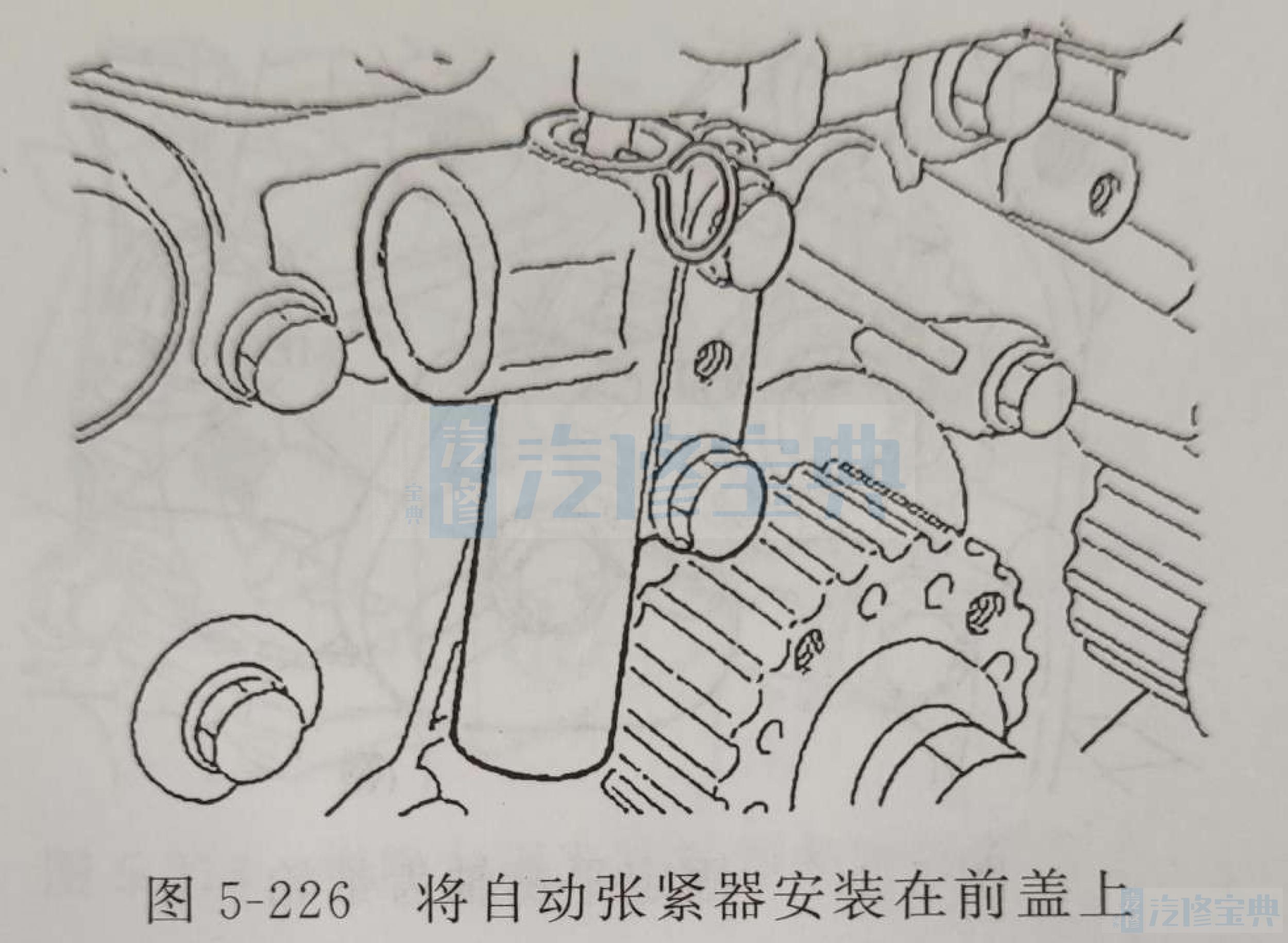
⑥将自动张紧器安装在前盖上,用规定力矩拧紧螺栓,如图5-226所示。
(8)正时齿带的安装。
①确认正时齿带张紧器安装妥当。
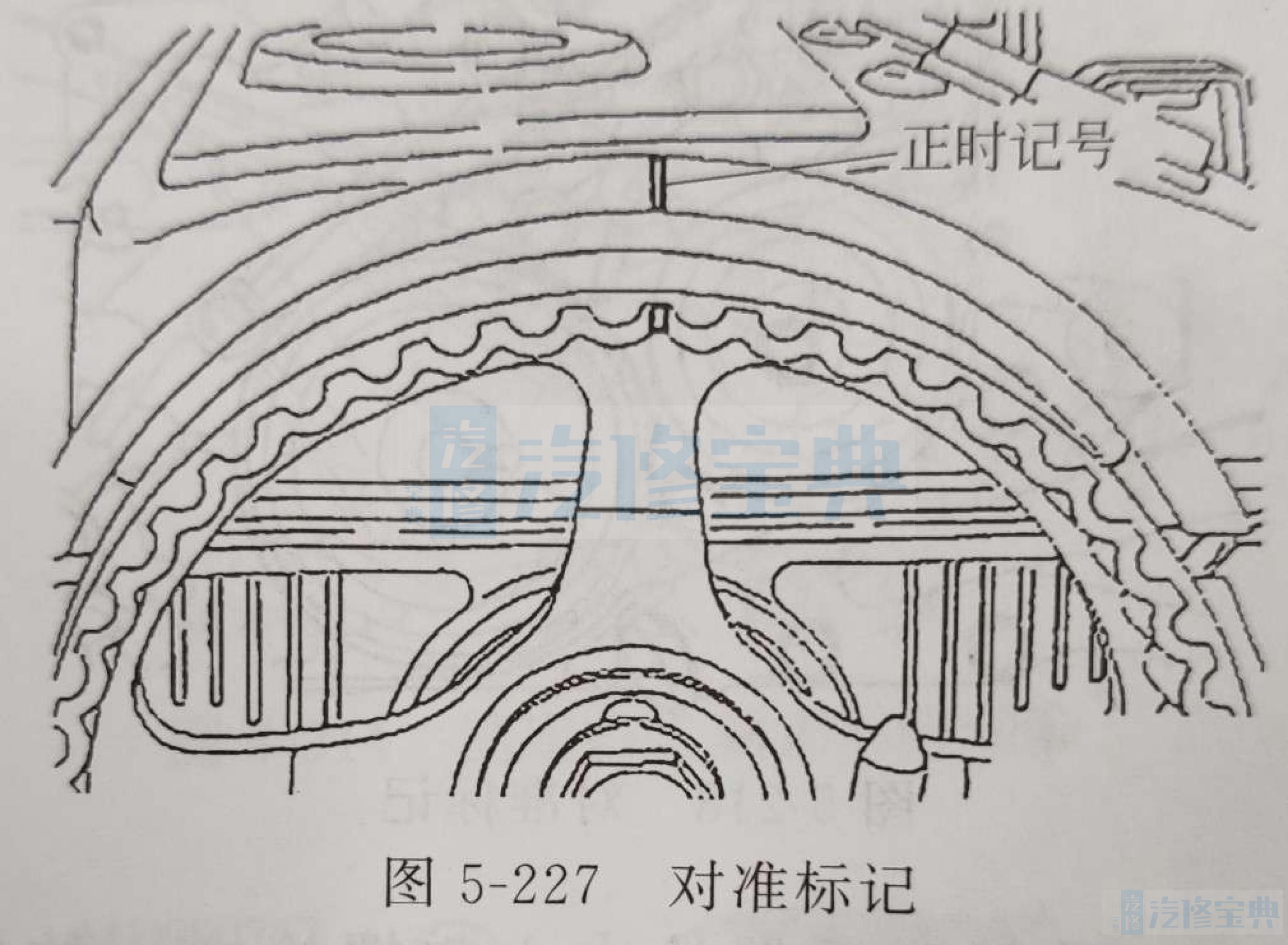
②使凸轮轴齿带轮上的正时记号与气缸盖上的记号对齐,如图5-227所示。
③使曲轴齿带轮上的正时记号与前盖上的记号对齐,如图5-228所示。
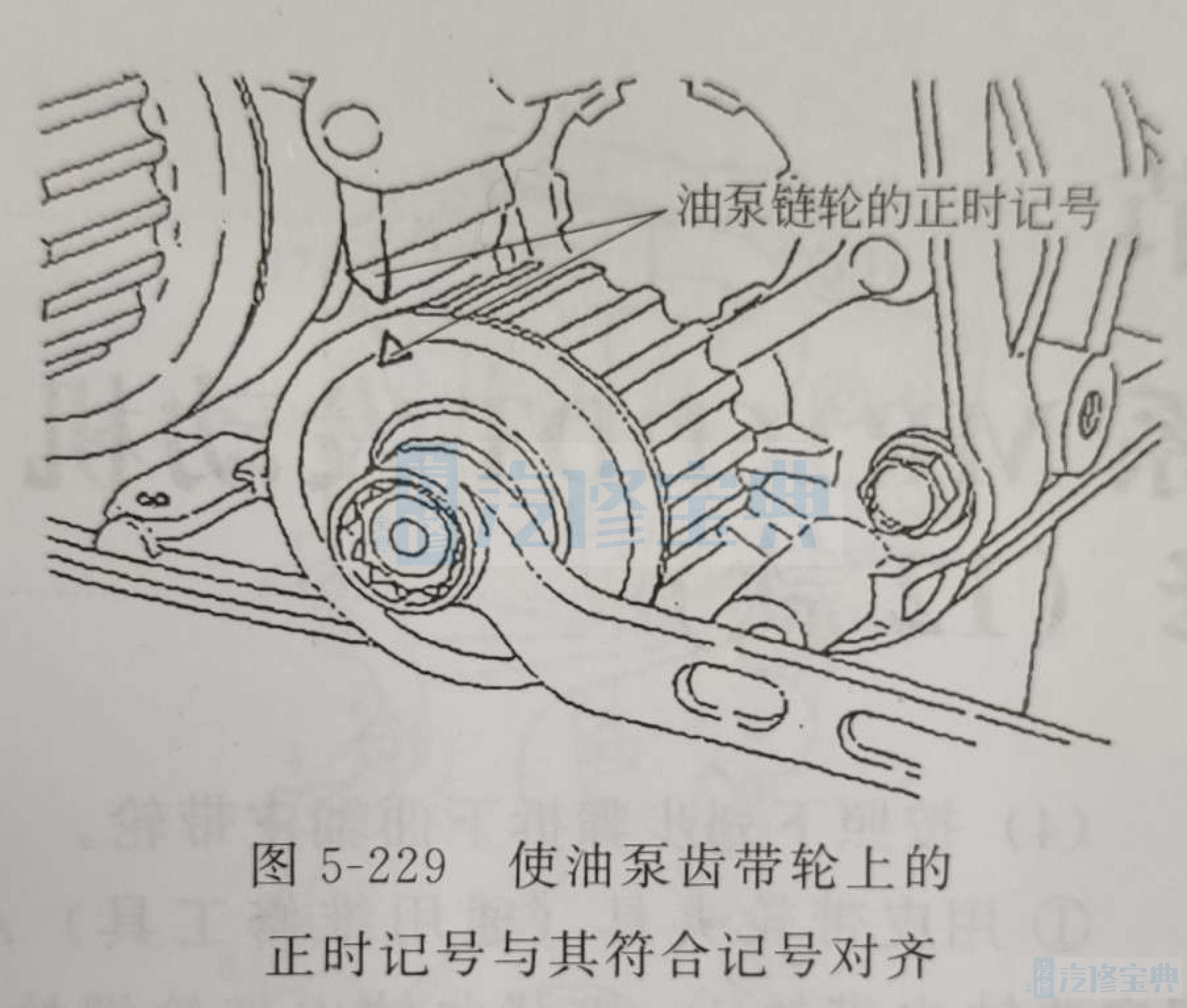
④使油泵齿带轮上的正时记号与其符合记号对齐,如图5-229所示。
⑤从气缸体上拆卸塞子,然后将十字螺丝刀(直径8mm)插入孔中。若能插入60mm以上,表示正时标记对齐,若不能插入20~25mm以上,应将油泵齿带轮转圈,然后对齐正时标记。再度检查螺丝刀能否插进60mm以上。将螺丝刀保持在插入位置上,直到正时齿带安装结束。
⑥将正时齿带依次连接到曲轴皮带轮、中间带轮、凸轮轴齿带轮以及张紧皮带轮上。
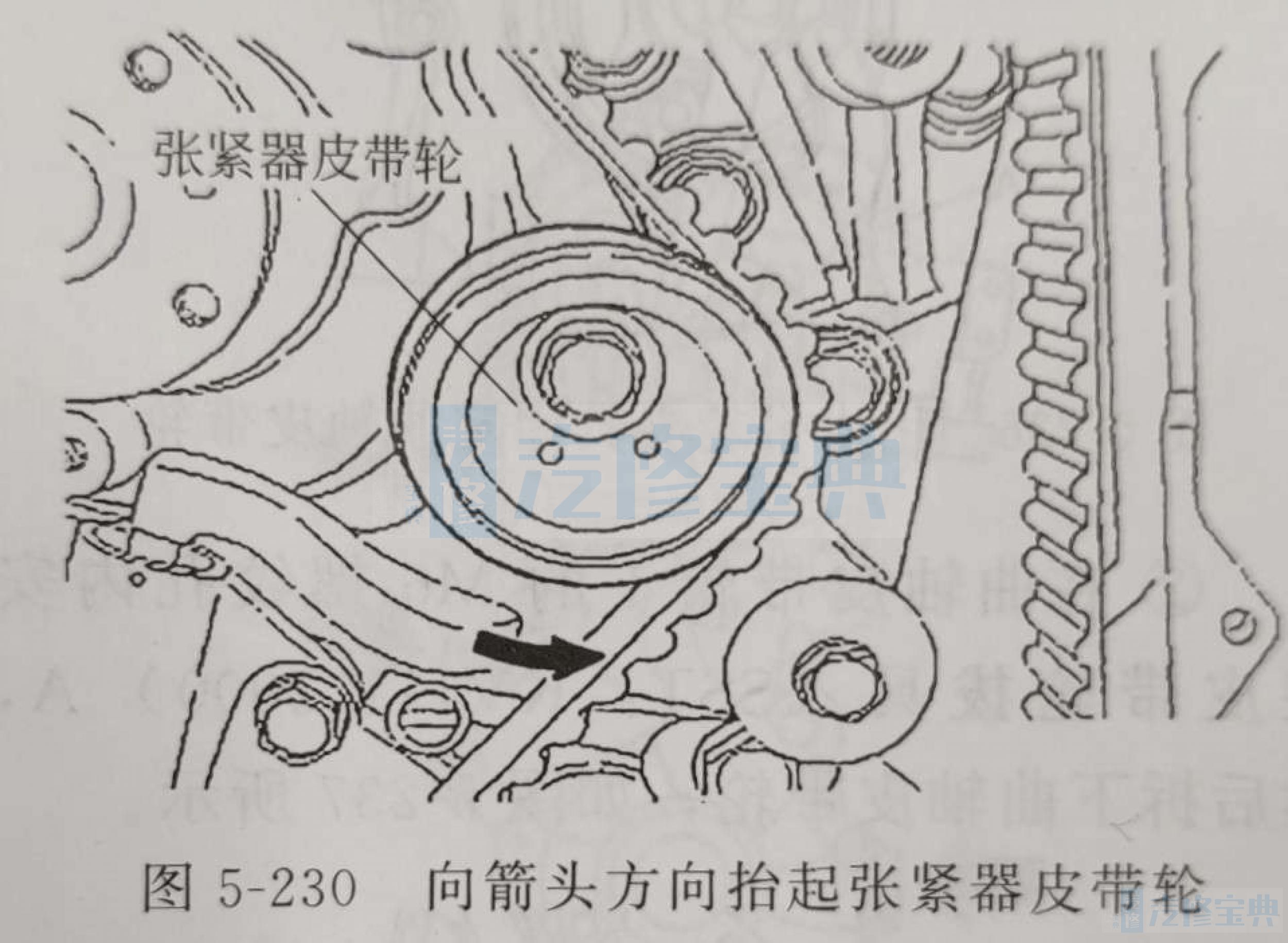
⑦向箭头方向抬起张紧器皮带轮,然后拧紧中心螺栓,如图5-230所示。
③检查所有正时标记都成一直线。
⑨拆下步骤⑤时插入的螺丝刀,装上塞子。
⑩将曲轴逆时针旋转1/4转。然后顺时针旋转,直到所有正时记号再度排齐为止。
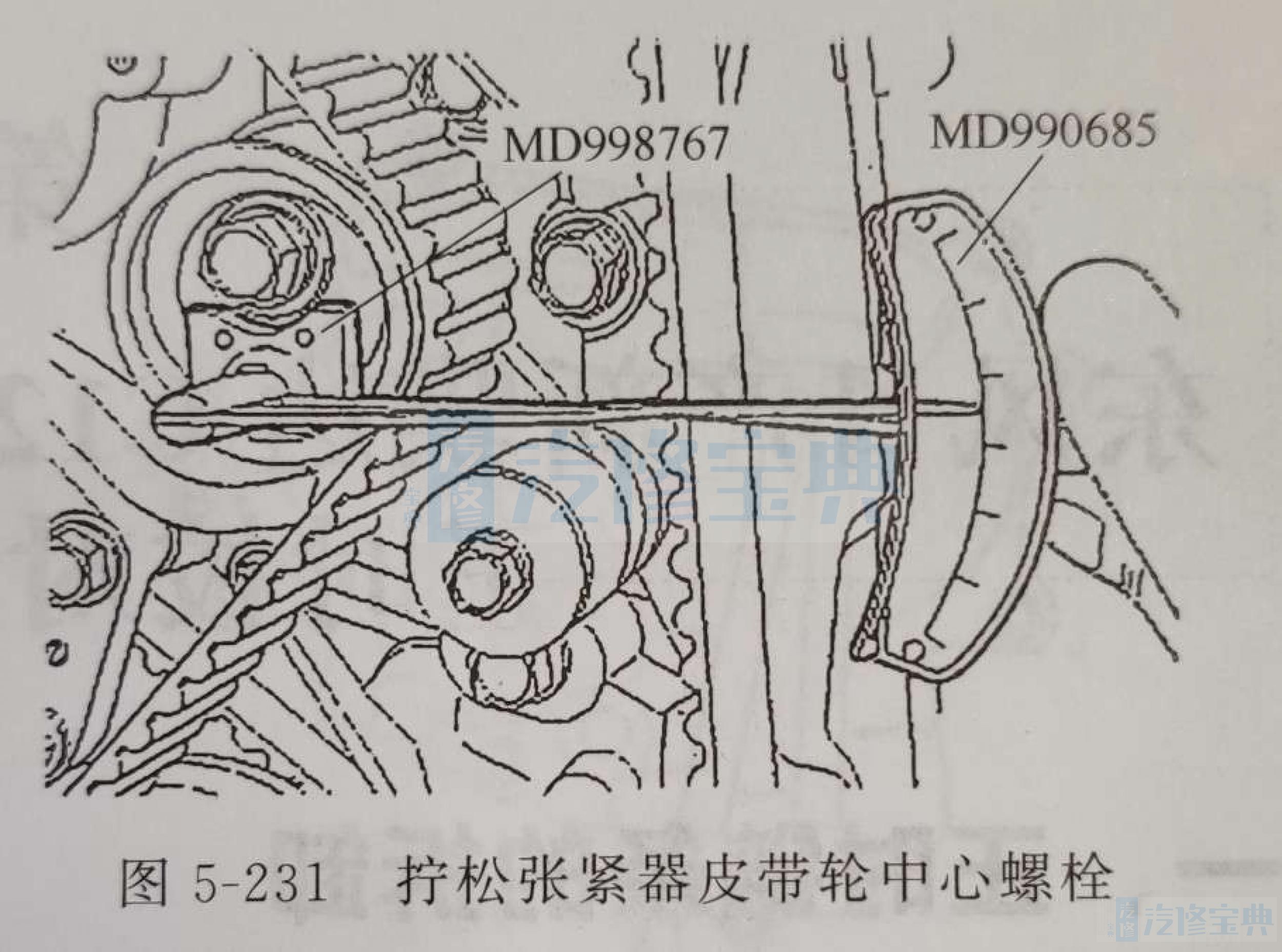
11 将专用工具的套筒扳手和转矩扳手装配在张紧器皮带轮上,然后拧松张紧器皮带轮中心螺栓,如图5-231所示。
注:如果不能利用专用工具时,可使用能测量0~0.3kgf·m转矩的一般的转矩扳手。
12 利用转矩扳手拧紧到0.26~0.27kgf·m的转矩。
13 一面利用专用工具和转矩扳手保持张紧器皮带轮,一面拧紧中心螺栓至标准值。
14 将曲轴顺时针旋转两转后,放置约15min。然后,检查自动张紧器的固定钢丝能否自由滑动。
注:若钢丝不能自由滑动,反复进行上述⑩以上步骤,直至钢丝滑动为止。
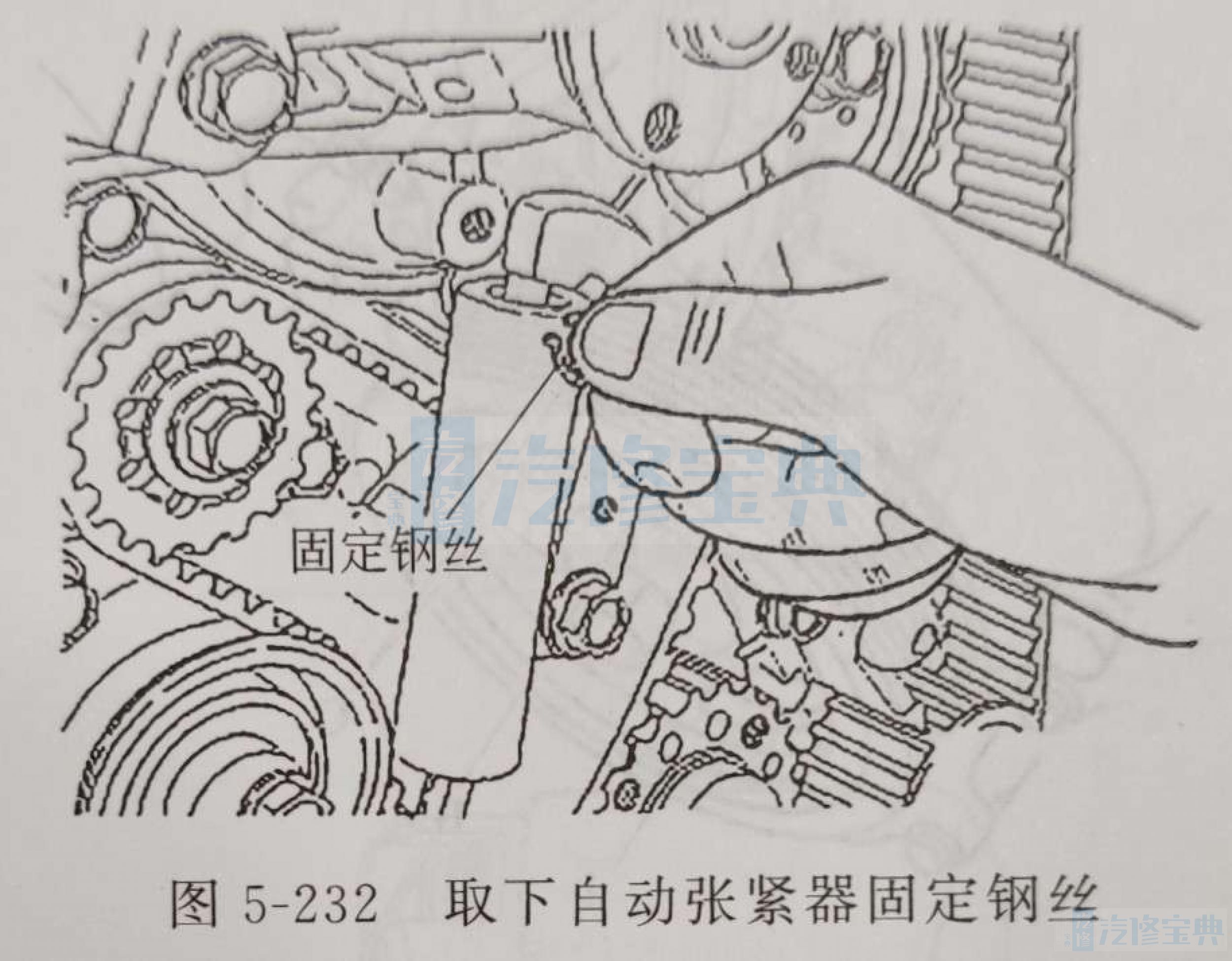
15 取下自动张紧器固定钢丝,如图5-232所示。
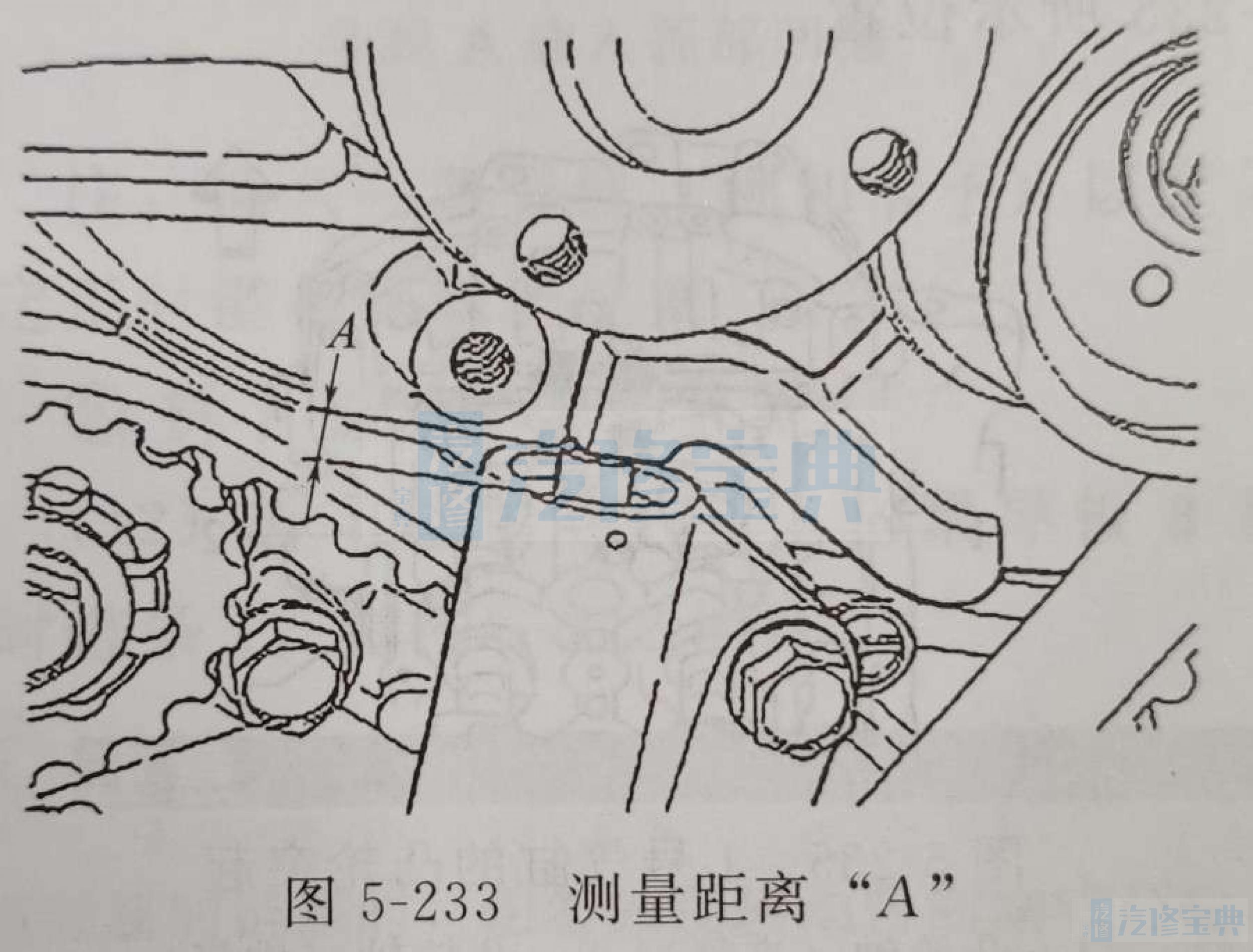
16 测量距离“A”(张紧器臂与自动张紧器本体间),如图5-233所示。标准值为3.8~4.5mm。