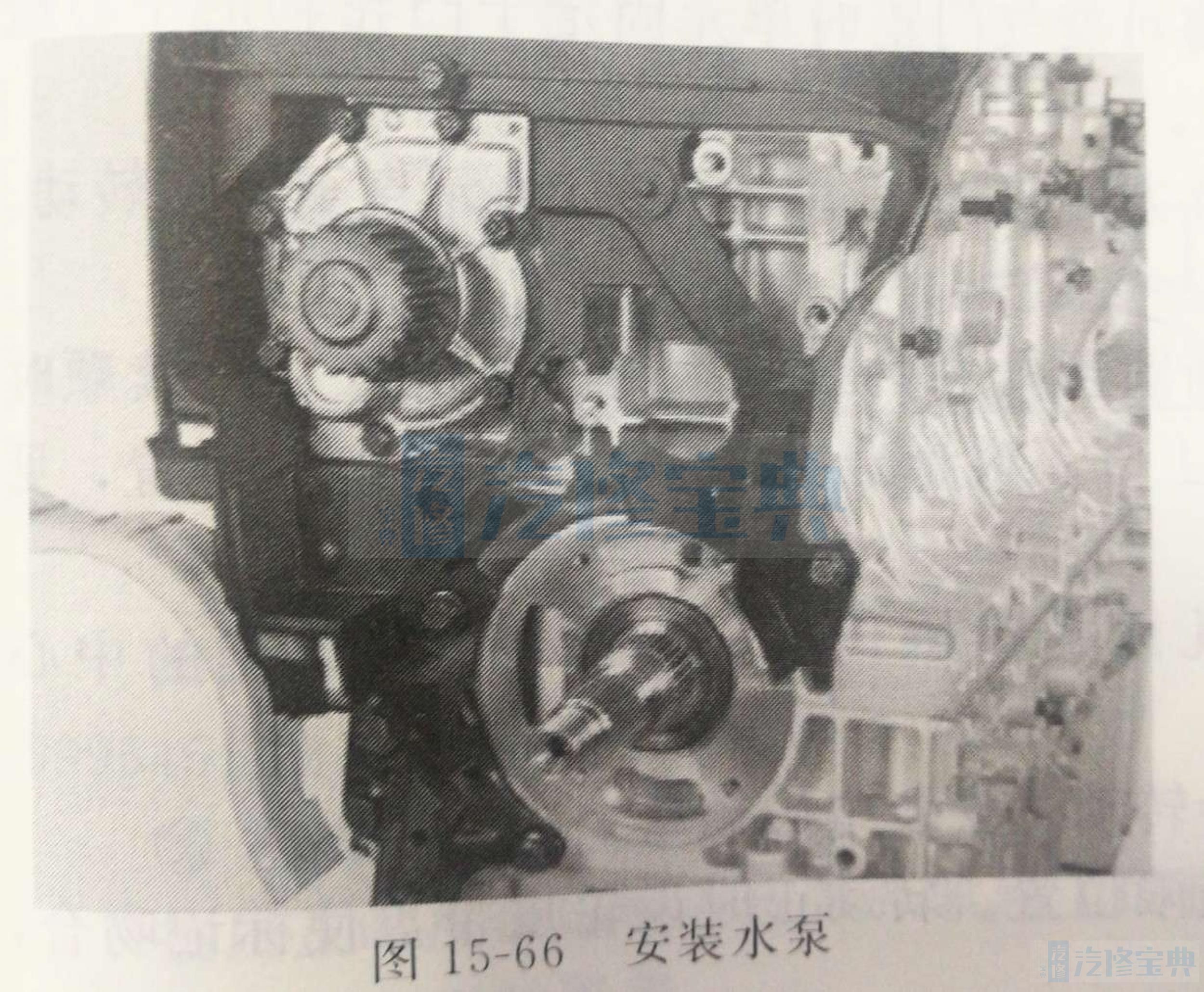
正时皮带安装: ①安装水泵。 ②安装后正时罩盖。如图15-66所示用螺栓旋入三个固定点。安装水泵时用一新的垫片。在所有的水泵螺栓上涂抹螺纹密封剂P/N11-61056。对角上紧螺栓。 ③安装机油泵,在机油泵壳上使用新垫片和新O形圈以及新螺栓,也可在旧的螺栓头下方涂上螺纹密封剂1161056。将滑动套筒9995747用螺栓旋入曲轴轴颈前部的位置。 将泵压入在滑动套筒上。安装螺栓作为导引。用橡胶锤小心地敲入机油泵。对角上紧机油泵。拆下滑动套筒9995747。 ④安装前曲轴密封,见图15-67。
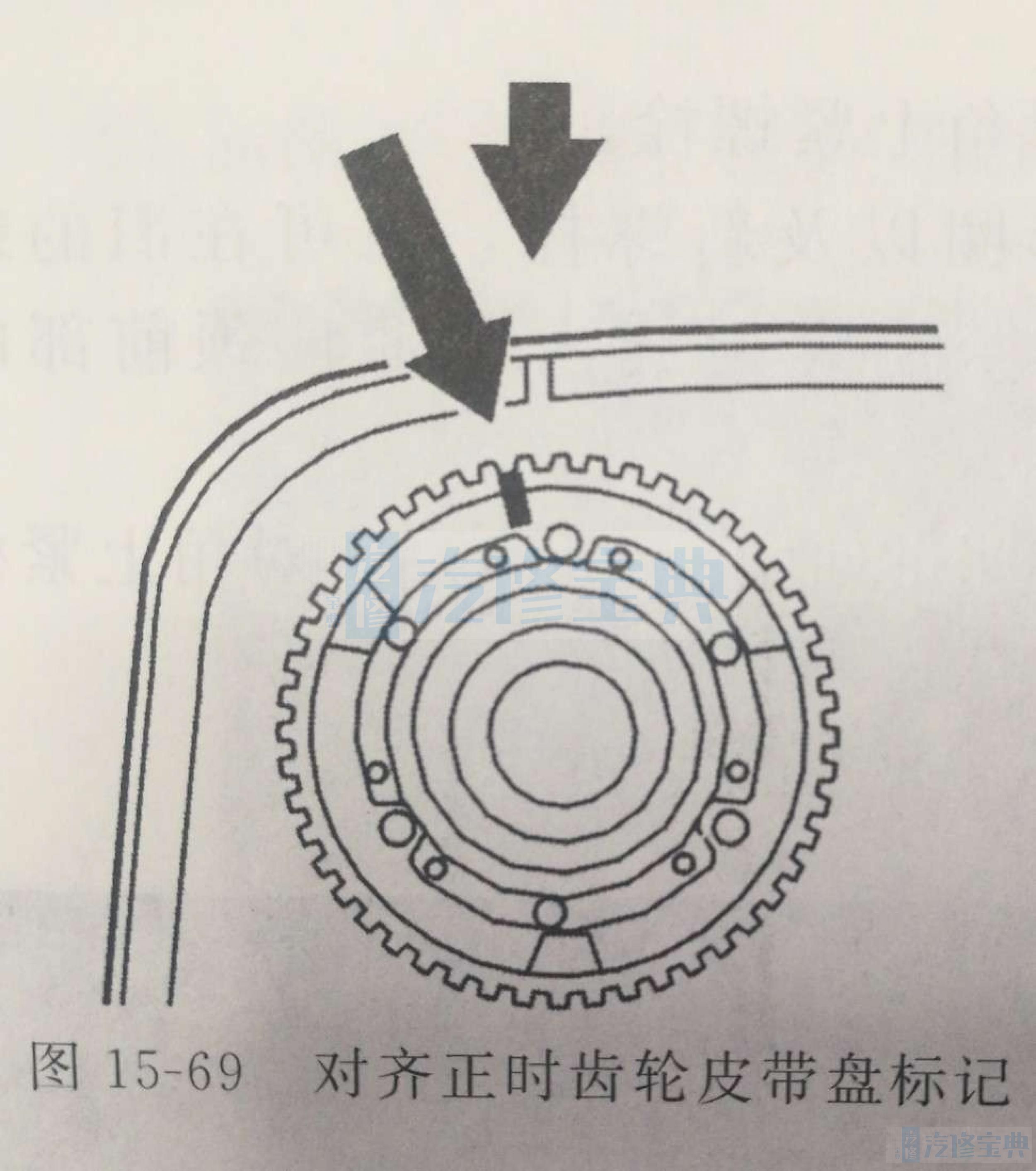
⑤安装曲轴正时齿轮皮带盘。正时齿轮皮带盘只能安装在曲轴轴颈栓槽上的一个位置。用橡胶锤小心地敲入正时齿轮皮带盘。
⑥安装惰轮皮带盘及皮带张紧轮。
⑦安装惰轮皮带盘。上紧皮带张紧轮和中心螺丝,使得张力器叉处于气缸体肋上方的中心。不要上紧机泵处的下方皮带护片、燃油输送管线。
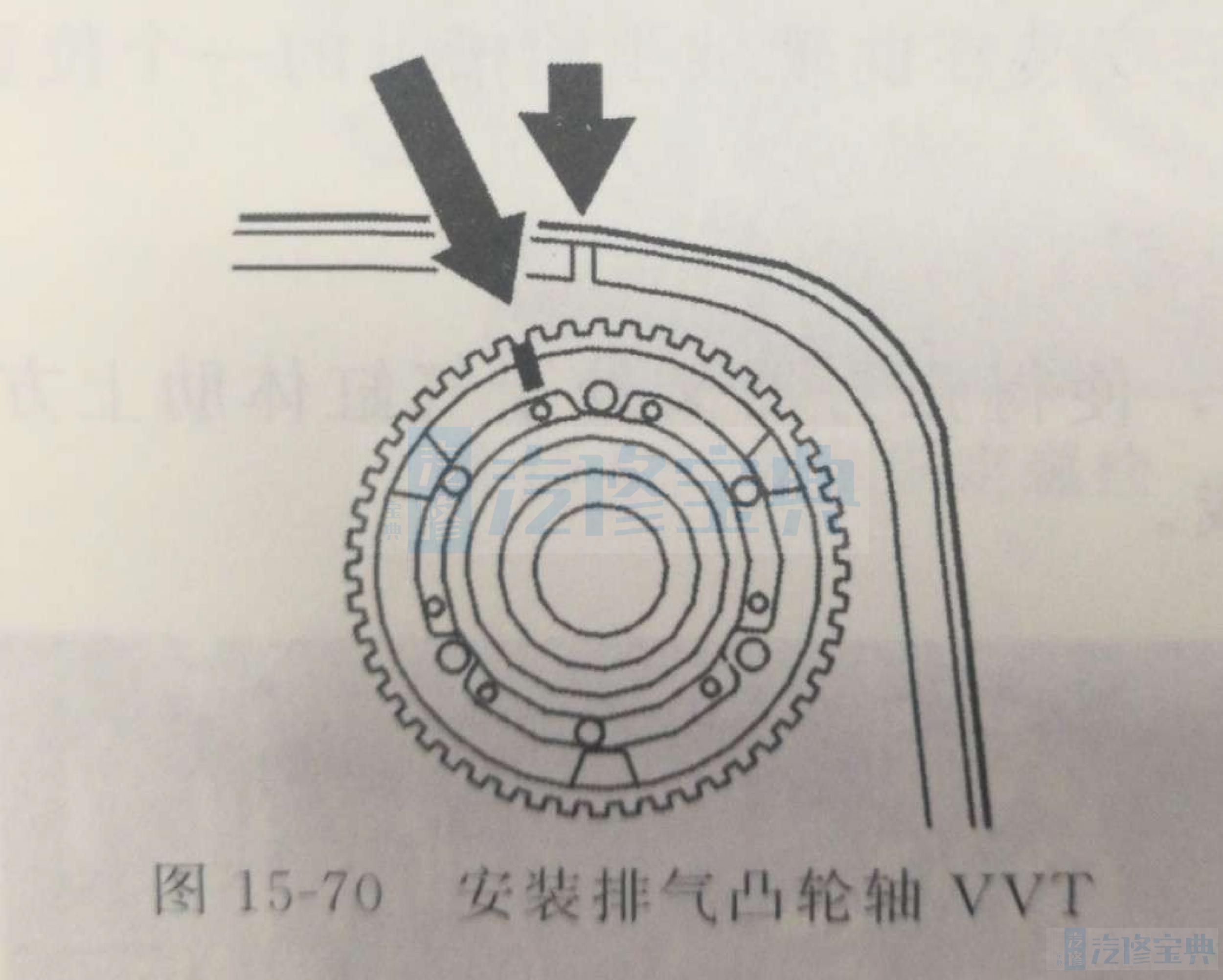
⑧安装凸轮轴的正时齿轮皮带盘,见图15-68。目的是确保VVT单元的正确定位,并利用出厂时的标记将凸轮轴正时齿轮皮带盘重设到正确的位置。这样就确保了以后进行故障追踪的条件正确。
⑨在此过程中,不要按逆时针方向转动。松开但是不要拆下将正时齿轮皮带盘固定于可变气门正时单元的螺栓。将可变气门正时单元和正时齿轮皮带盘按压在凸轮轴上。
安装将可变气门正时单元固定于凸轮轴的中心螺栓,稍稍上紧。逆时针方向转动可变气门正时单元直至不能转动。
⑩拆下中心螺栓。
定位上方正时罩盖。顺时针方向转动正时齿轮皮带盘,直至椭圆形孔内的螺栓达到极限位置。继续顺时针方向转动,直至正时齿轮皮带盘的标记在上方正时罩盖标记前面1个嵌齿的位置。
检查确定正时齿轮皮带盘仍在椭圆形孔内的极限位置。上紧可变气门正时单元的中心螺栓。
检查确定在上紧时可变气门正时单元不会转动。安装并上紧中心插塞。
上紧正时皮带张紧轮上的中心螺栓。上紧扭矩:5N·m。
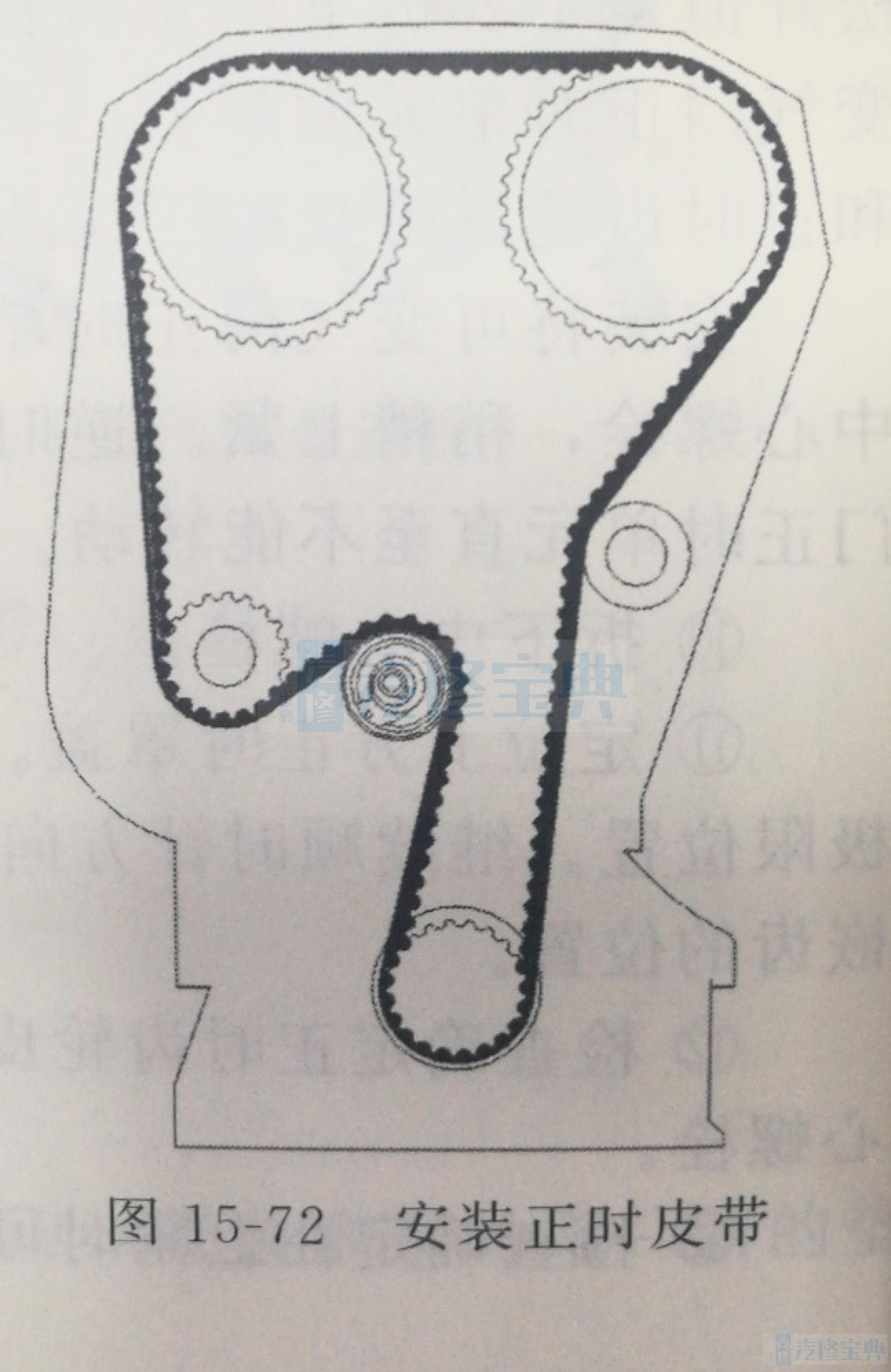
如图15-72所示安装正时皮带。按下列次序安装皮带:曲轴、惰轮皮带盘、进气凸轮轴、排气凸轮轴、冷却液泵、皮带张紧轮。注意可变气门正时单元没有回动弹簧,在安装正时皮带时该单元容易移位。检查标记是否正确。
调整正时皮带。
这一调整必须在冷发动机时进行。合适的温度大约为20℃/68°F。在较高温度下(例如发动机在运作温度或处于较高周围温度中),指针会偏向右侧。图15-73显示的是在不同温度下校正正时皮带张紧轮时的指针位置。固定住中心螺栓,并按顺时针方向转动皮带张紧轮偏心轮,直到张力器指针超过所标记的位置并到达其极限位置。
将排气凸轮轴正时齿轮皮带盘上的3个螺栓上紧。
将进气凸轮轴正时齿轮皮带盘上的3个螺栓上紧。
注意检查确定可变气门正时单元在其极限位置。将偏心轮转回,使指针达到视窗中心的标记位置。不要忘记同时固定住中心螺栓。
固定住偏心轮。上紧中心螺栓,见图15-74。
检查确定指针在正确位置。
如图15-75所示,拆下凸轮轴调整工具9995452(从凸轮轴的后缘)、曲轴正时销9995451插塞及新的密封垫圈。
检查标记及皮带张力。
按压正时皮带以检查皮带张紧轮上的指针是否移动自如。
定位上方正时罩盖。
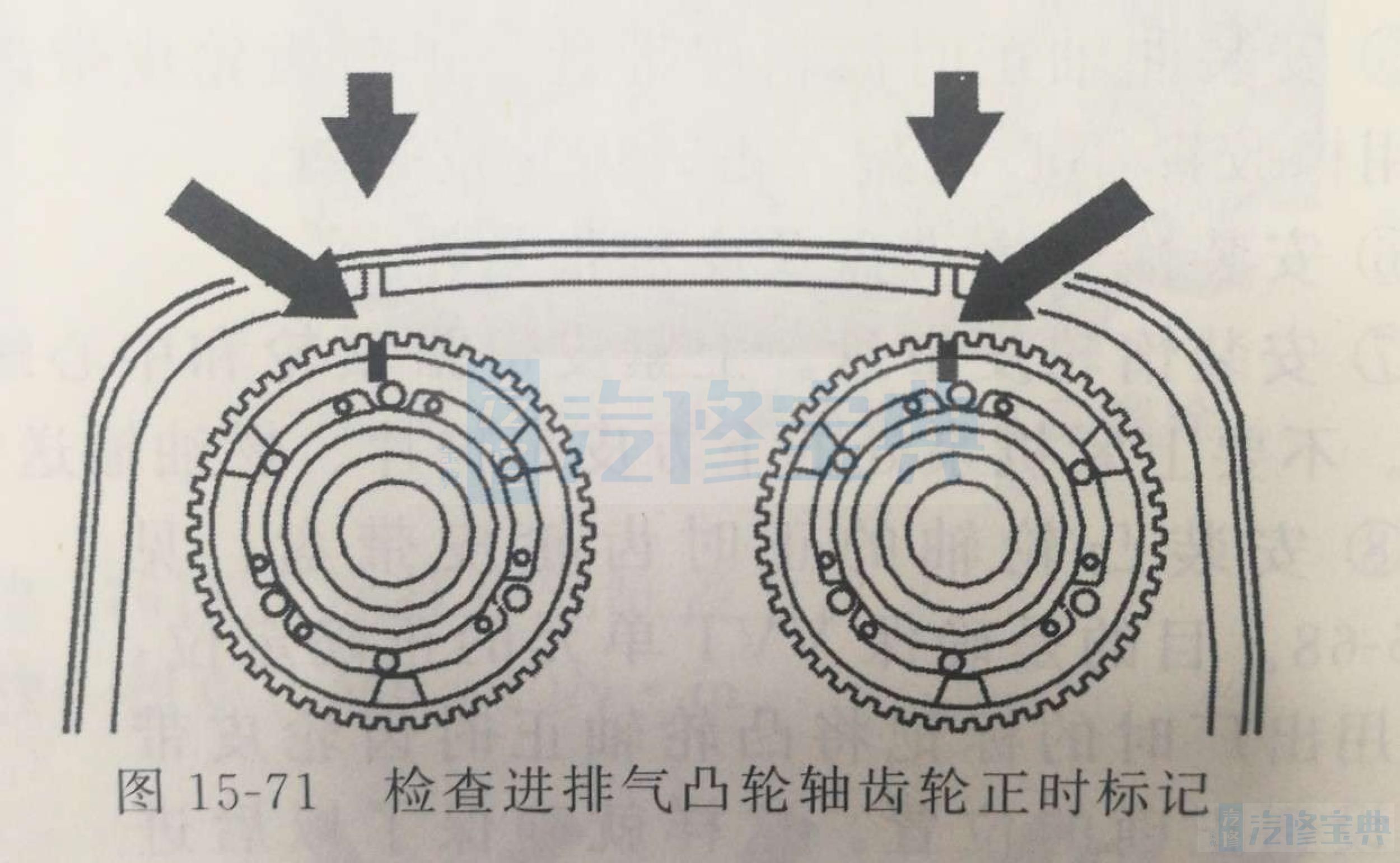
将曲轴转2圈并检查曲轴与凸轮轴皮带盘上的标记是否吻合。
检查皮带张紧轮上的指针是否在标记的区域内。
拆下上正时罩盖。
安装减震器。
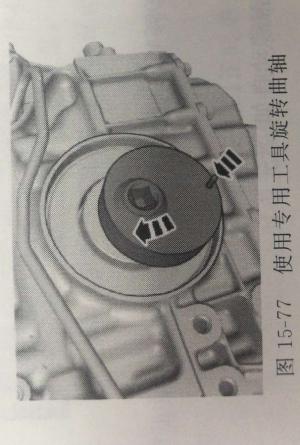
使用反向固定器9995433安装曲轴中心螺母。拆下反向固定器9995433,见图15-76。
上紧4个螺栓。使用曲轴中心螺栓安装反向固定器。
检查标记及皮带张力。
按压正时皮带以检查皮带张紧轮上的指针是否移动自如。
定位上方正时罩盖。
将曲轴转动两圈。检查曲轴及正时齿轮皮带盘上的标记是否分别和油泵及上方正时罩盖上的标记吻合。
检查皮带张紧轮上的指针是否在标记的区域内。