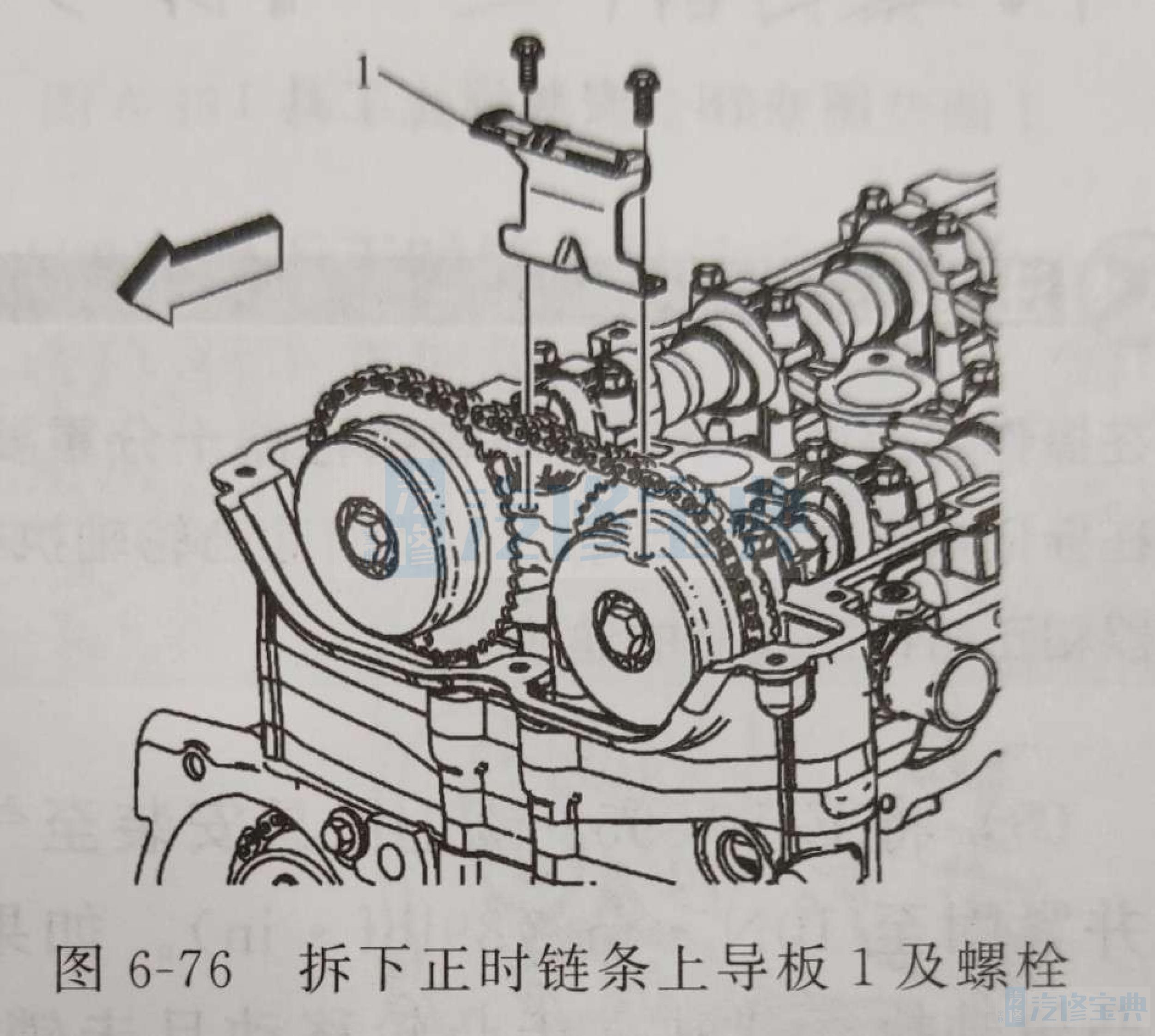
(一)凸轮轴正时链条、链轮和张紧器的拆卸(1)拆下正时链条上导板螺栓。 (2)拆下正时链条上导板1及螺栓,如图6-76所示。
(3)拆下正时链条张紧器柱塞1,如图6-77所示。
注意:
拆下正时链条之前,必须拆下正时链条张紧器以使链条张紧器卸荷。
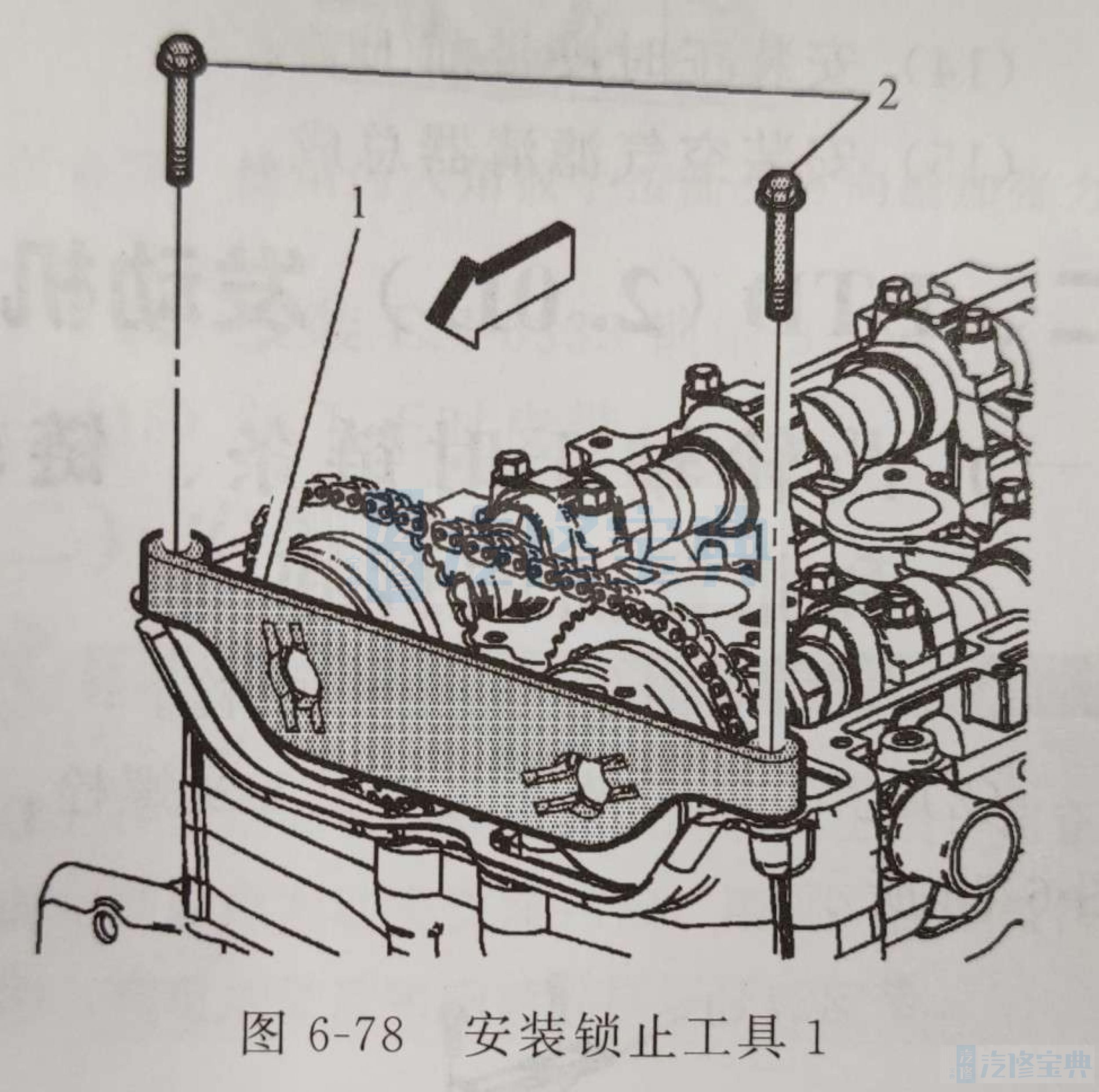
(4)旋转进气凸轮轴执行器以安装EN-48953锁止工具1,如图6-78所示。
注意:
在操作程序中,标记链条和执行器十分重要在标记执行器和链条前,必须清除凸轮轴执行器和正时链条表面的油液。
(5)将EN-48953锁止工具安装至气缸盖并紧固至10N·m(89lbf·in)。如果进气凸轮轴执行器独立于凸轮移动且未锁紧,则逆时针转动进气凸轮轴,锁止工具将固定执行器,将执行器锁紧在凸轮上。
(6)松开进气凸轮轴执行器螺栓。
(7)松开排气凸轮轴执行器螺栓。
(8)拆下EN48953锁止工具。
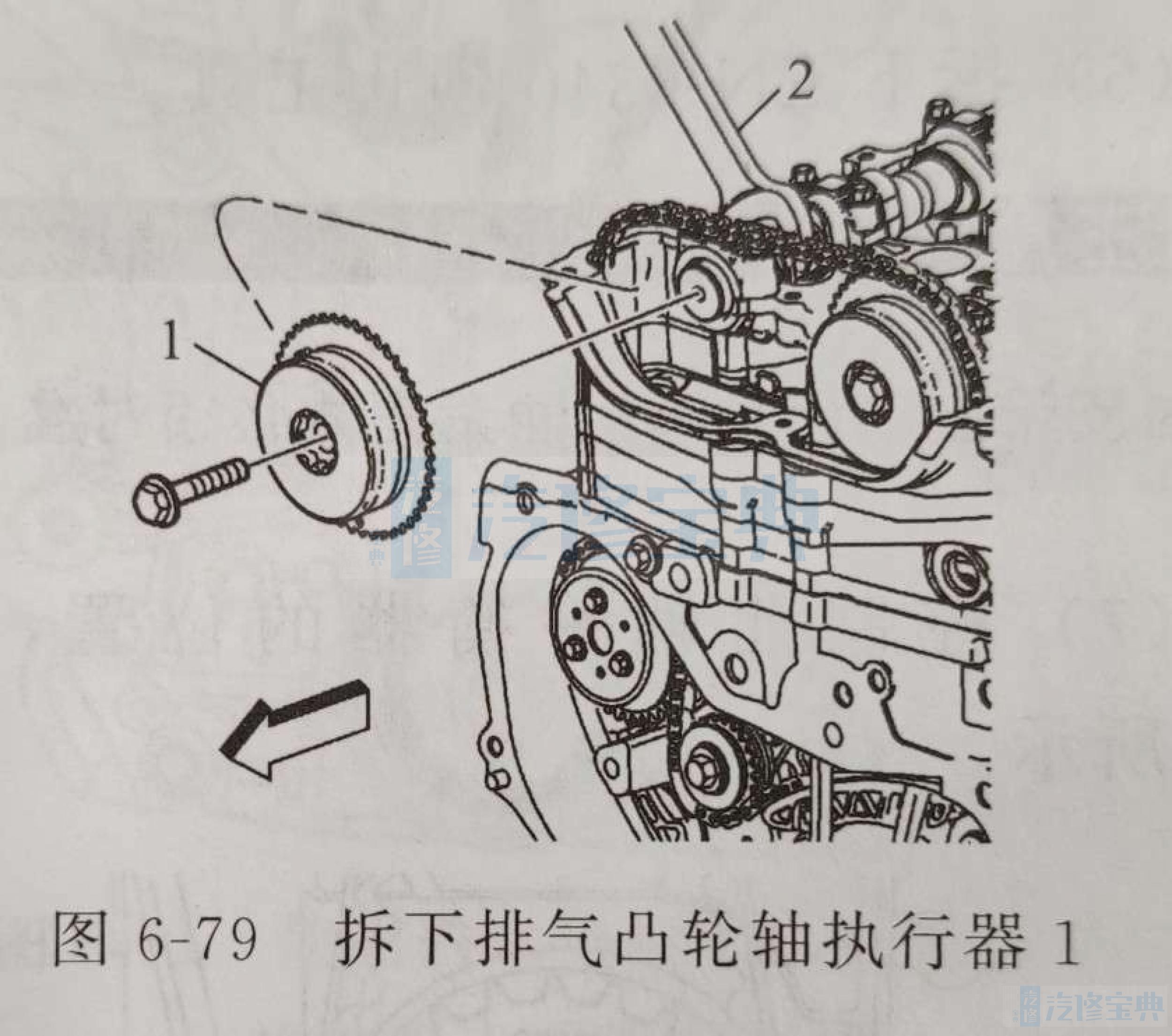
(9)将六角头定位在排气凸轮轴上并用扳手2固定,如图6-79所示。
(10)拆下排气凸轮轴螺栓和排气凸轮轴执行器1,报废螺栓,如图6-79所示。
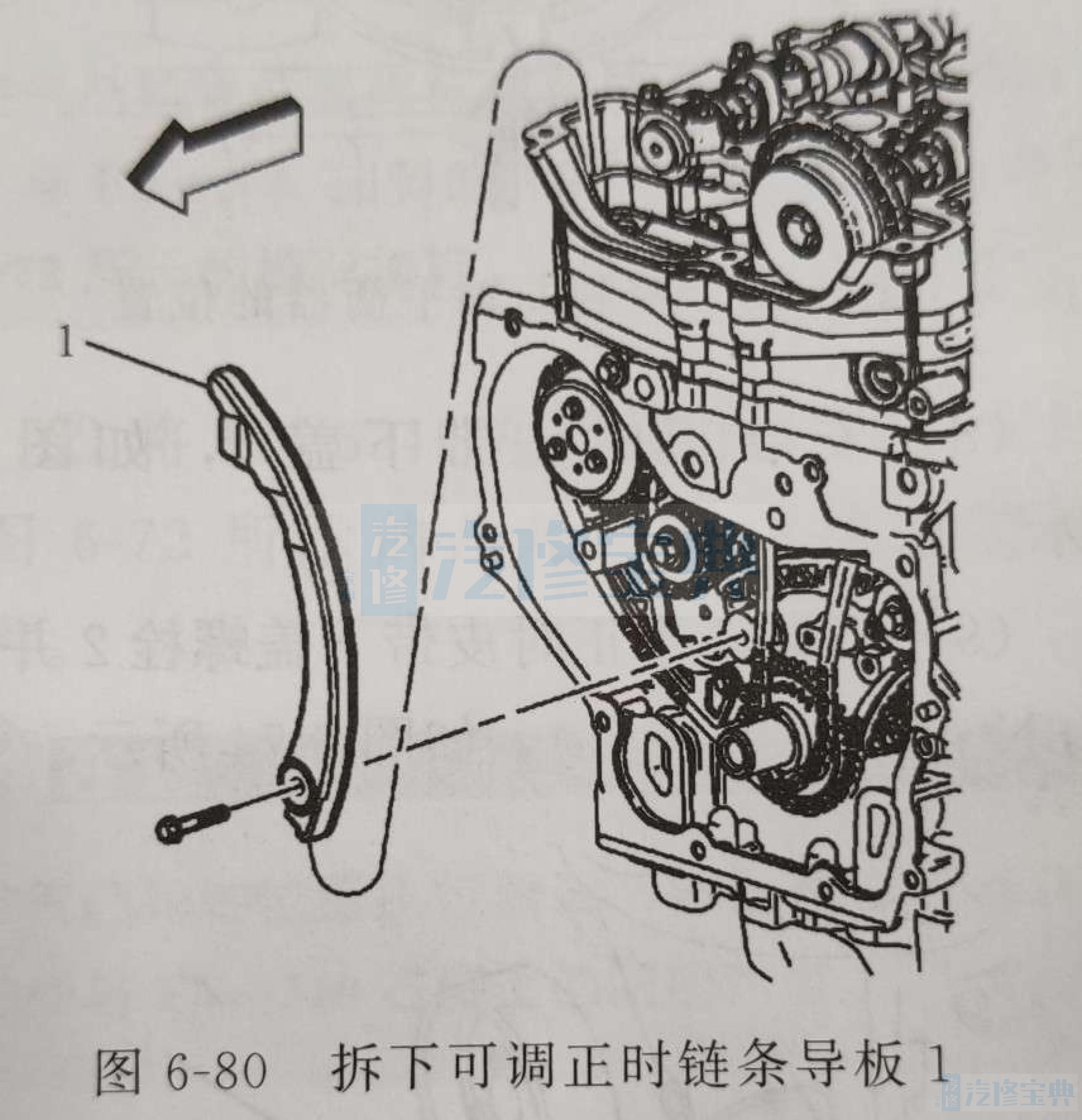
(11)拆下可调正时链条导板螺栓。
(12)拆下可调正时链条导板1,如图6-80所示。
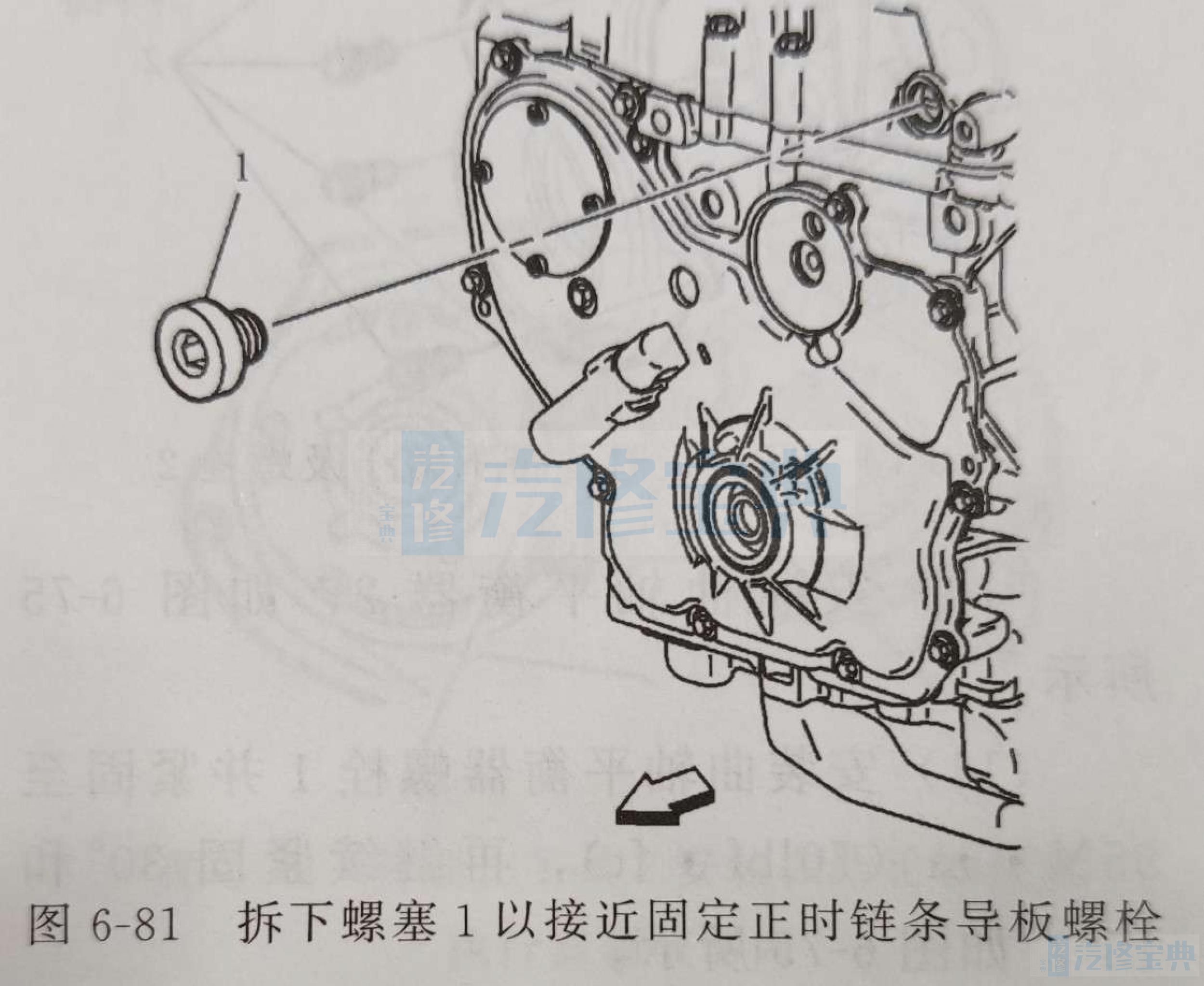
(13)拆下螺塞1以接近固定正时链条导板螺栓,如图6-81所示。
(14)拆下固定正时链条导板螺栓。
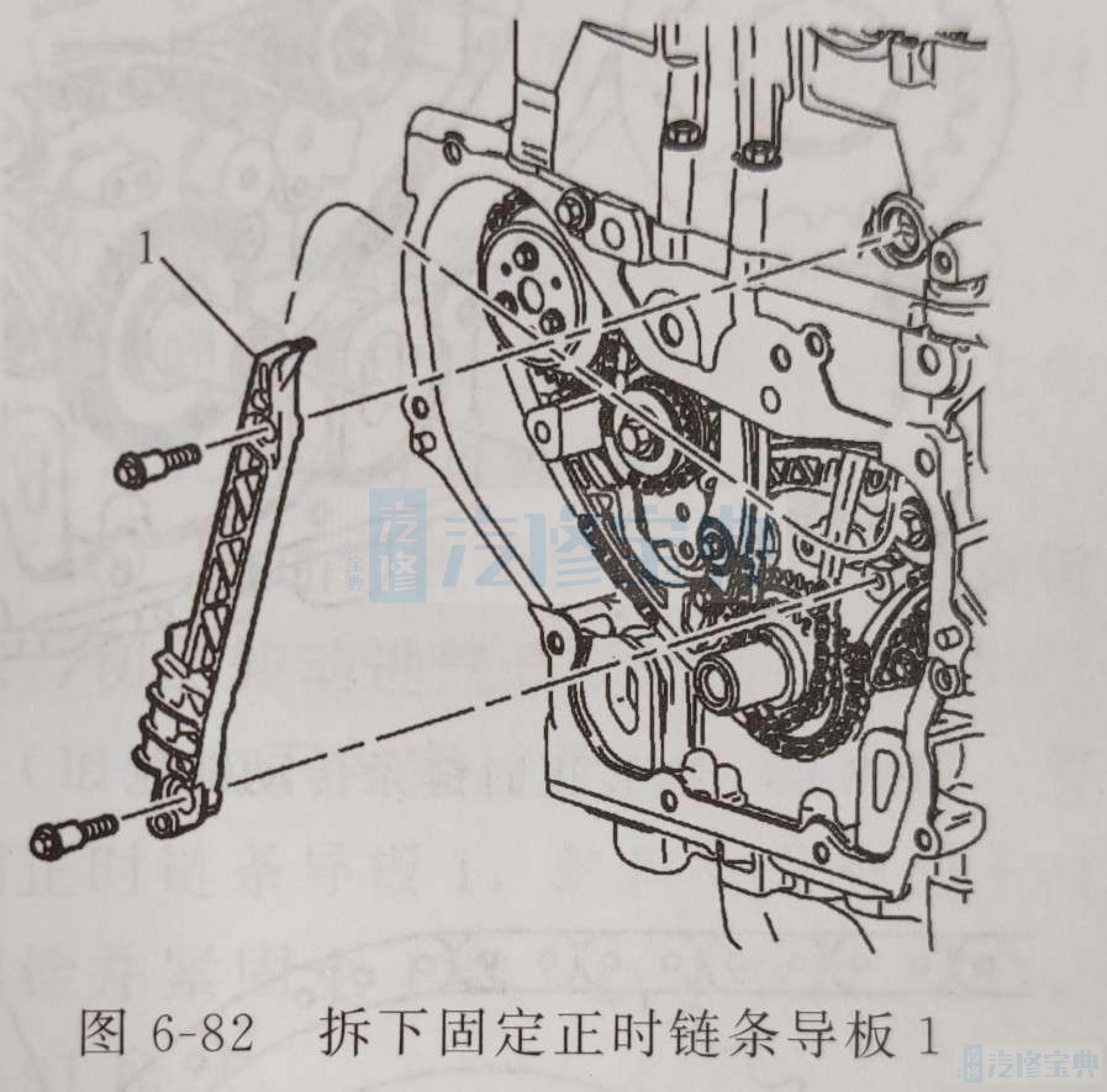
(15)拆下固定正时链条导板1,如图6-82所示。
(16)将六角头定位在进气凸轮轴上并用扳手固定。
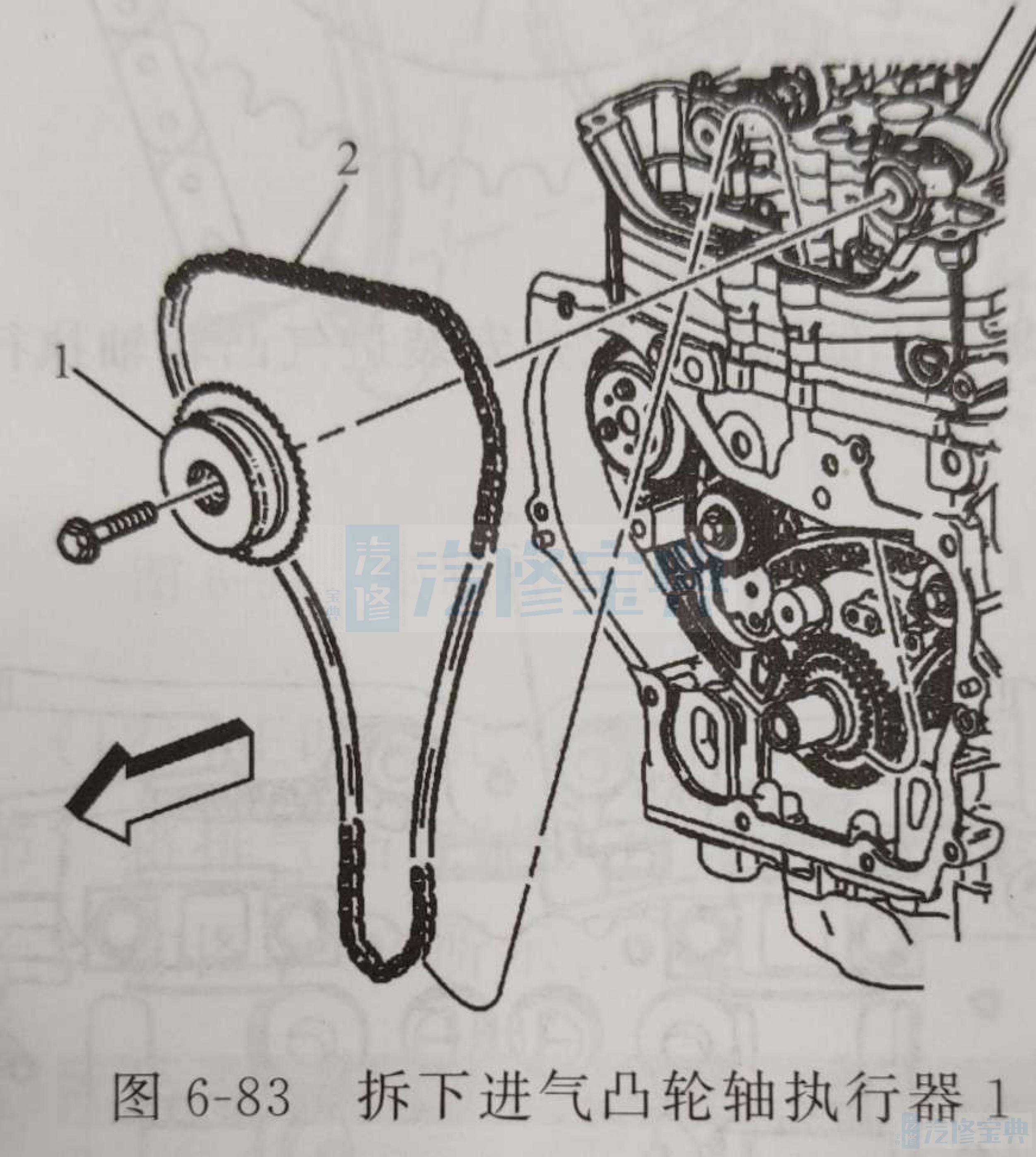
(17)通过气缸盖顶部,拆下进气凸轮轴执行器螺栓、进气凸轮轴执行器1和正时链条2,报废螺栓,如图6-83所示。
注意:
3号排气门打开。
注意:
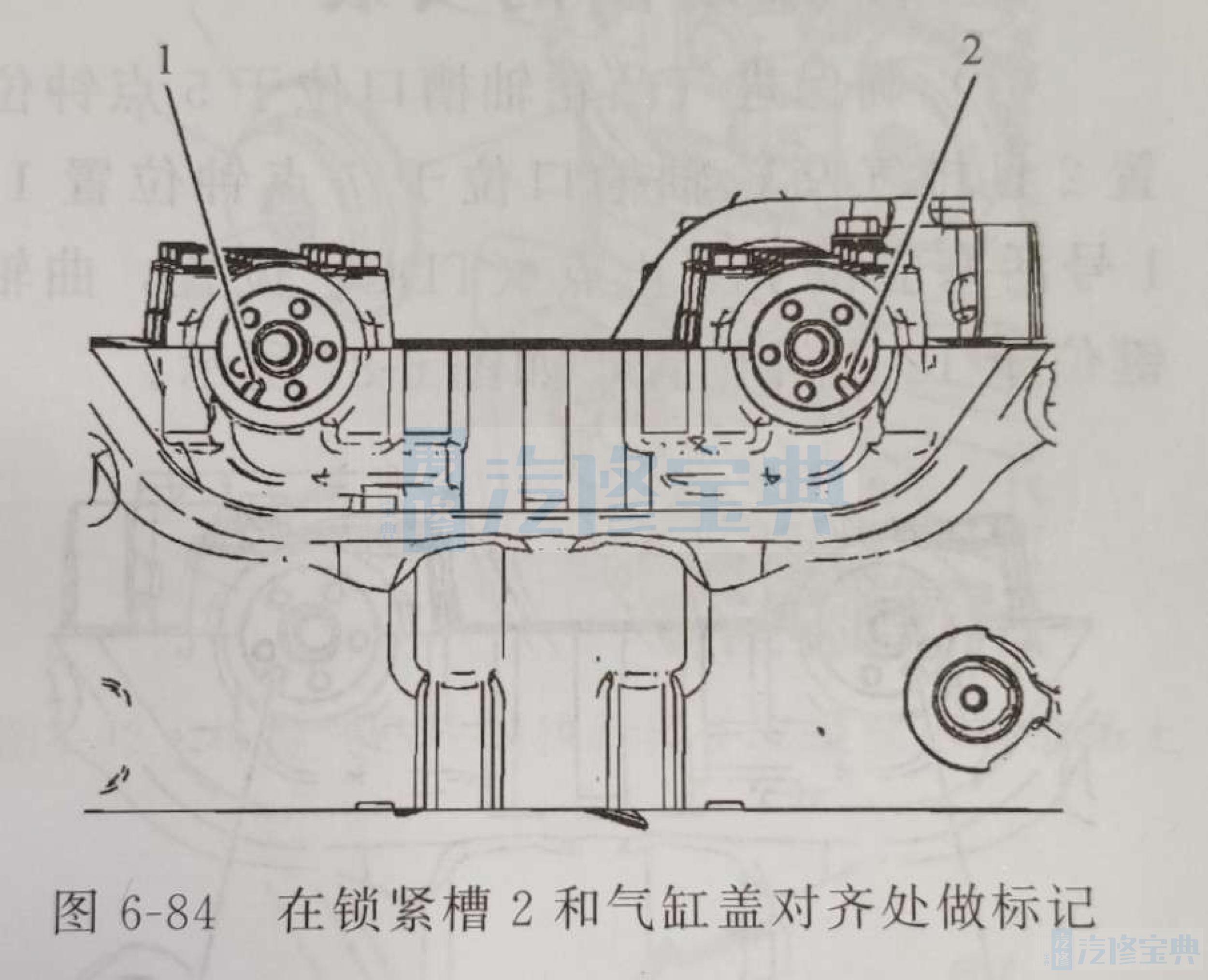
拆卸前,记录凸轮轴的位置和方向。拆卸部件前,标记气缸盖相对于锁紧槽的位置。
(18)在排气凸轮轴执行器锁紧槽1和进气凸轮轴锁紧槽2与气缸盖对齐处做标记,如图6-84所示。
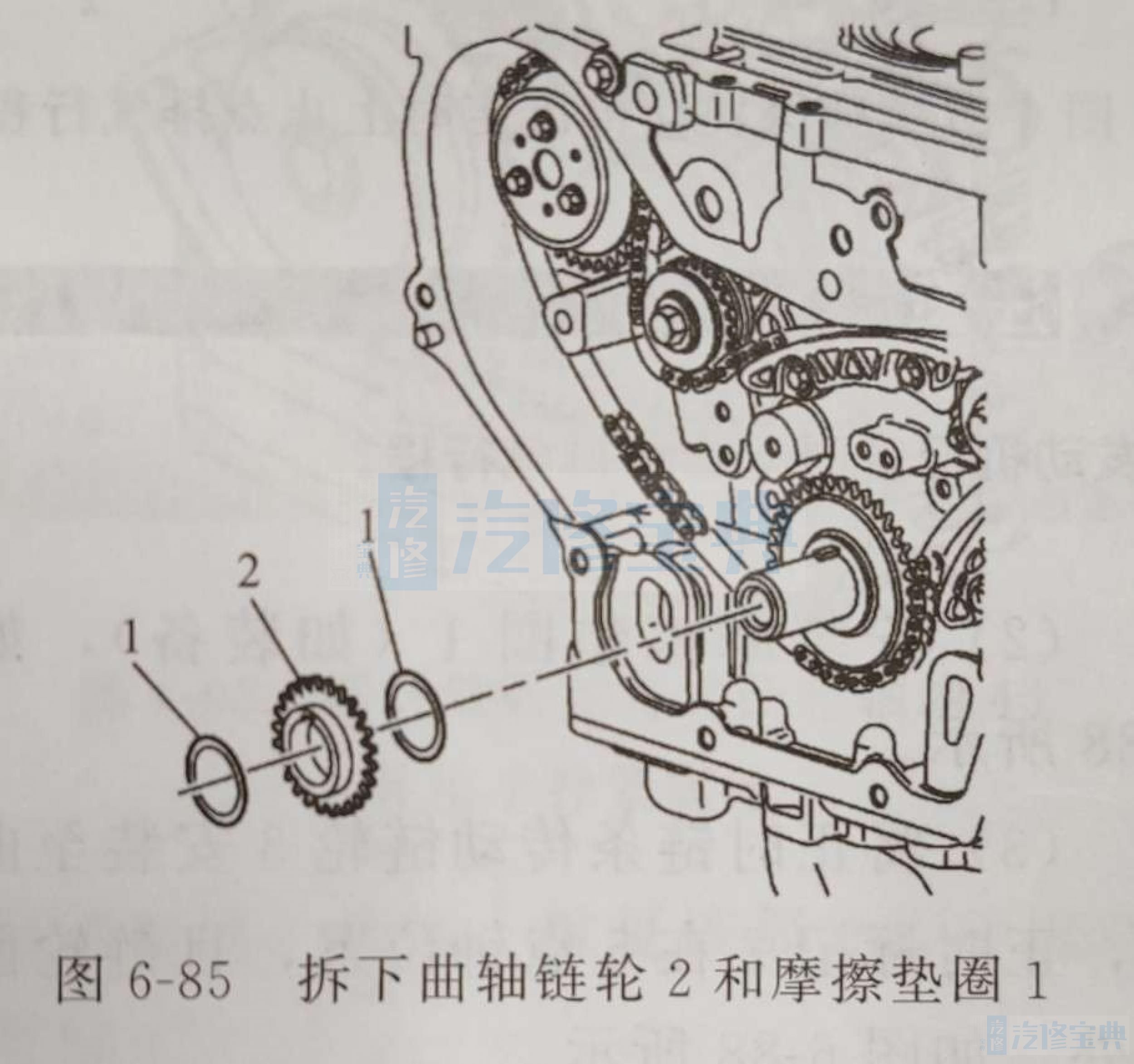
(19)拆下曲轴链轮2和摩擦垫圈1(如装备),如图6-85所示。
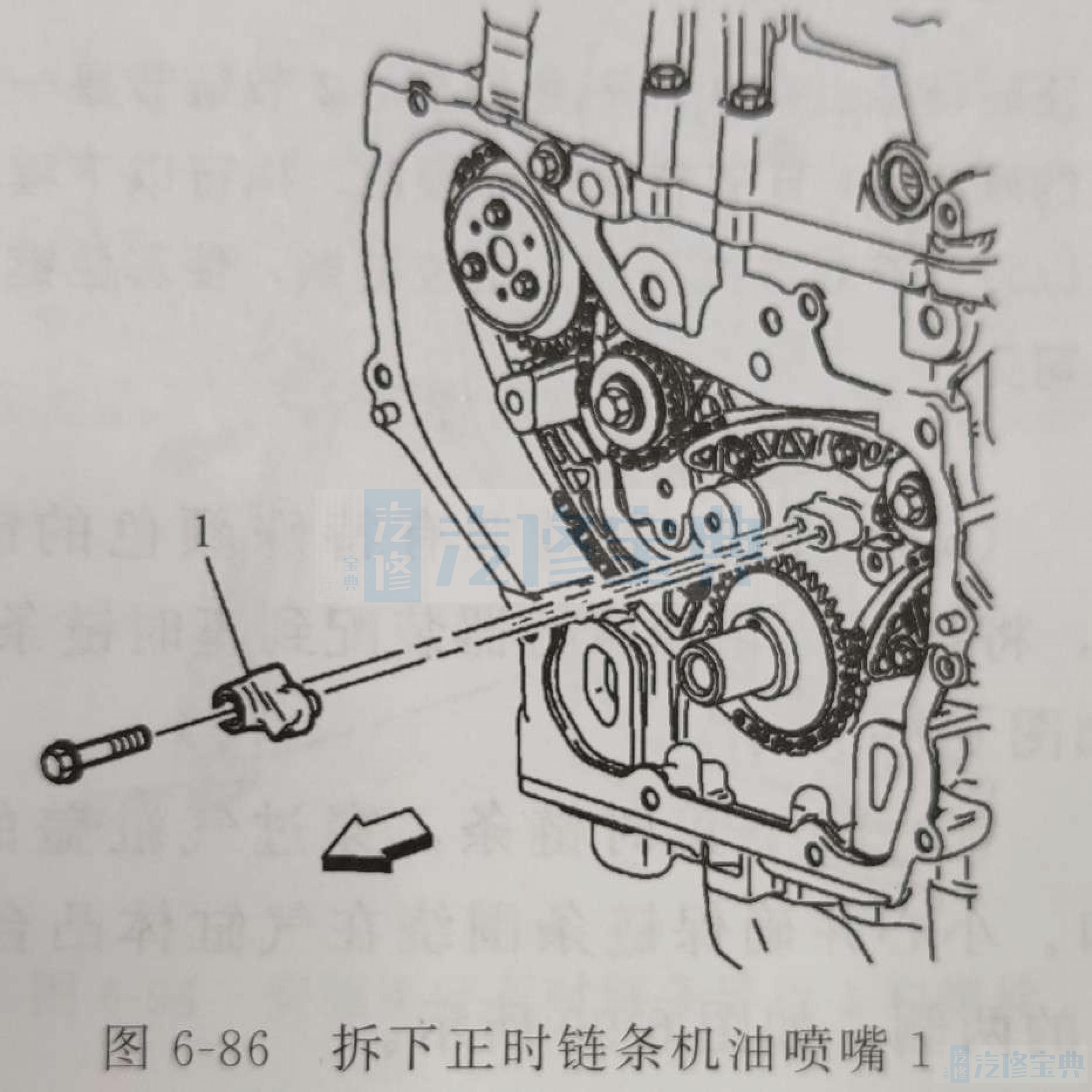
(20)拆下正时链条机油喷嘴螺栓。
(21)拆下正时链条机油喷嘴1,如图6-86所示。
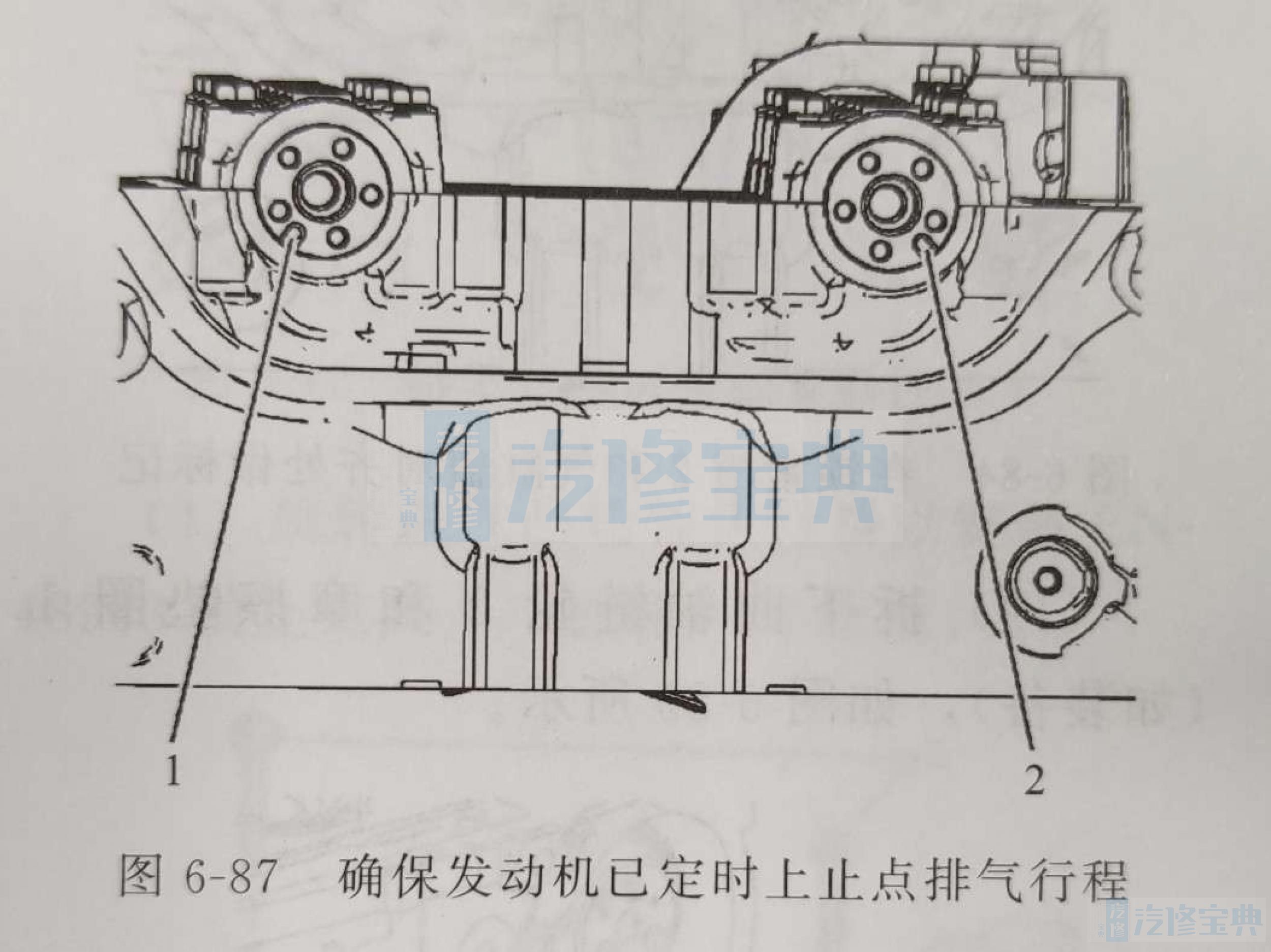
(二)凸轮轴正时链条、链轮和张紧器的安装(1)确保进气凸轮轴槽口位于5点钟位置2且排气凸轮轴槽口位于7点钟位置11号活塞应位于上止点(TDC)位置,曲轴键位于12点钟位置,如图6-87所示。
注意:
发动机已定时上止点排气行程。
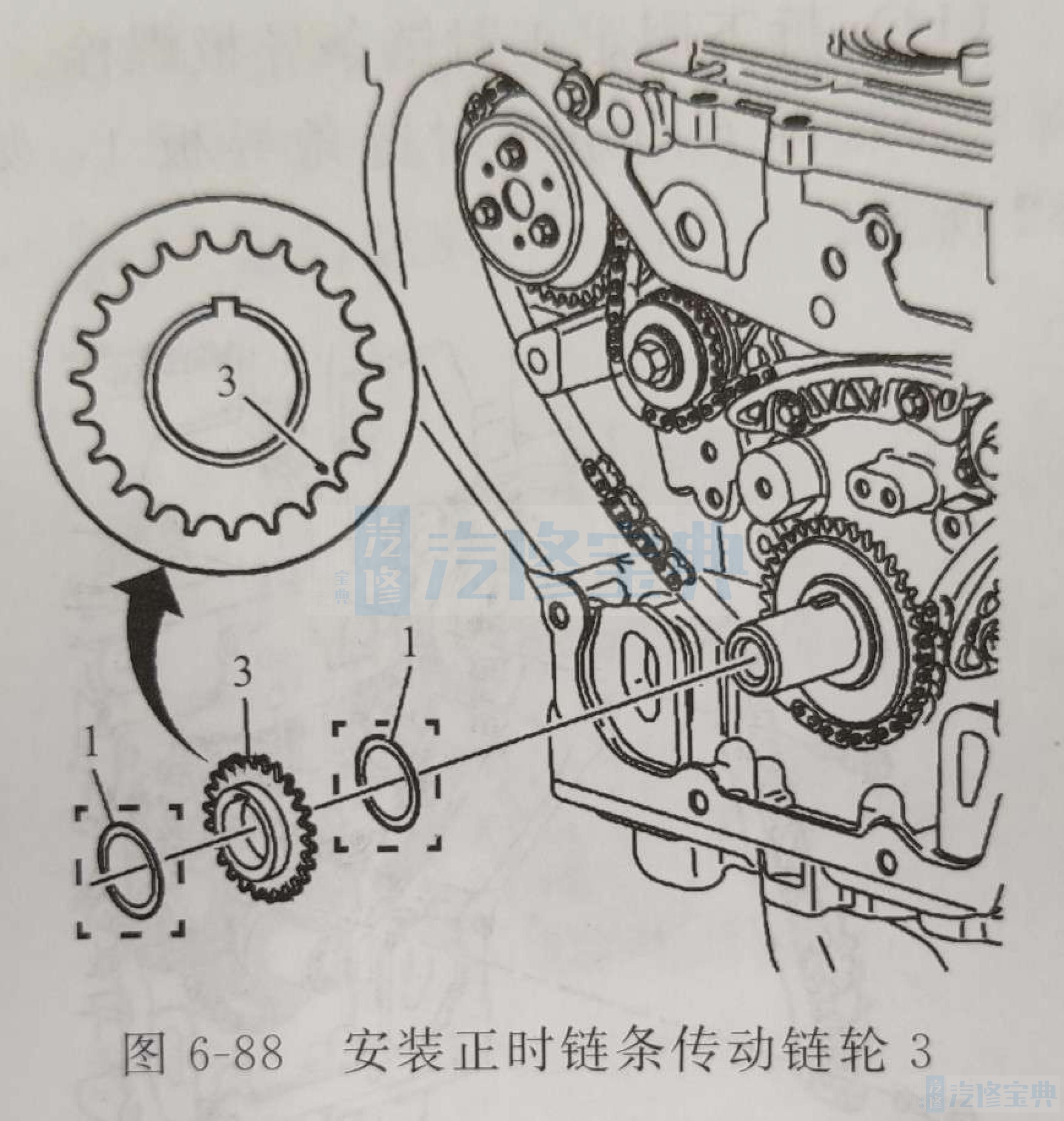
(2)安装摩擦垫圈1(如装备),如图6-88所示。
(3)将正时链条传动链轮3安装至曲轴上,正时标记2在5点钟位置,且链轮前部朝外,如图6-88所示(4)安装第二个摩擦垫圈1(如装备),如图6-88所示。
注意:
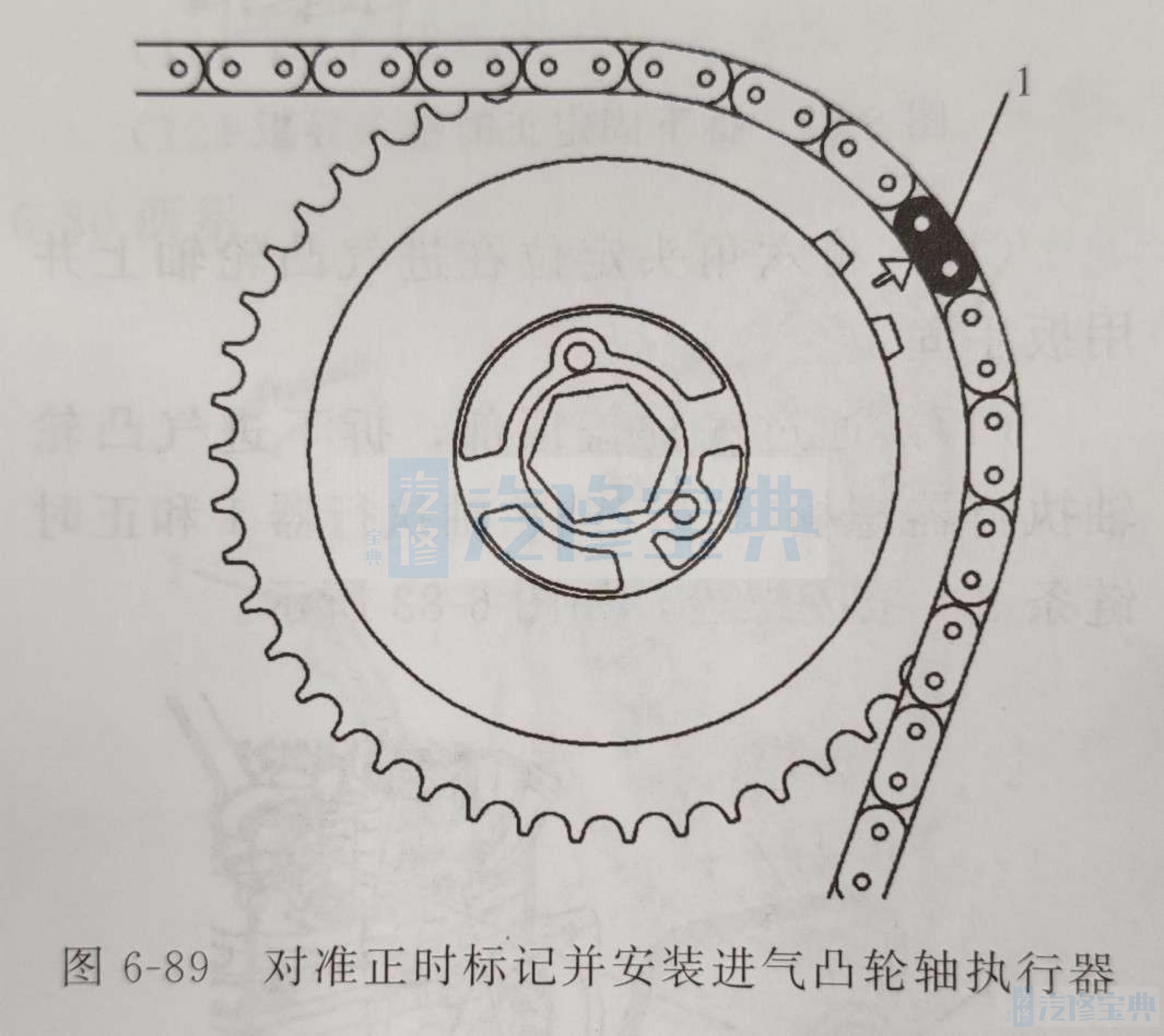
正时链条上有3节彩色链节。2节链节是一样的颜色,1节链节是特殊颜色。执行以下程序以将链节对准执行器。定位链条,使彩色链节可见。
(5)正时标记对准有特殊颜色的链节1,将进气凸轮轴执行器装配到正时链条上,如图6-89所示。
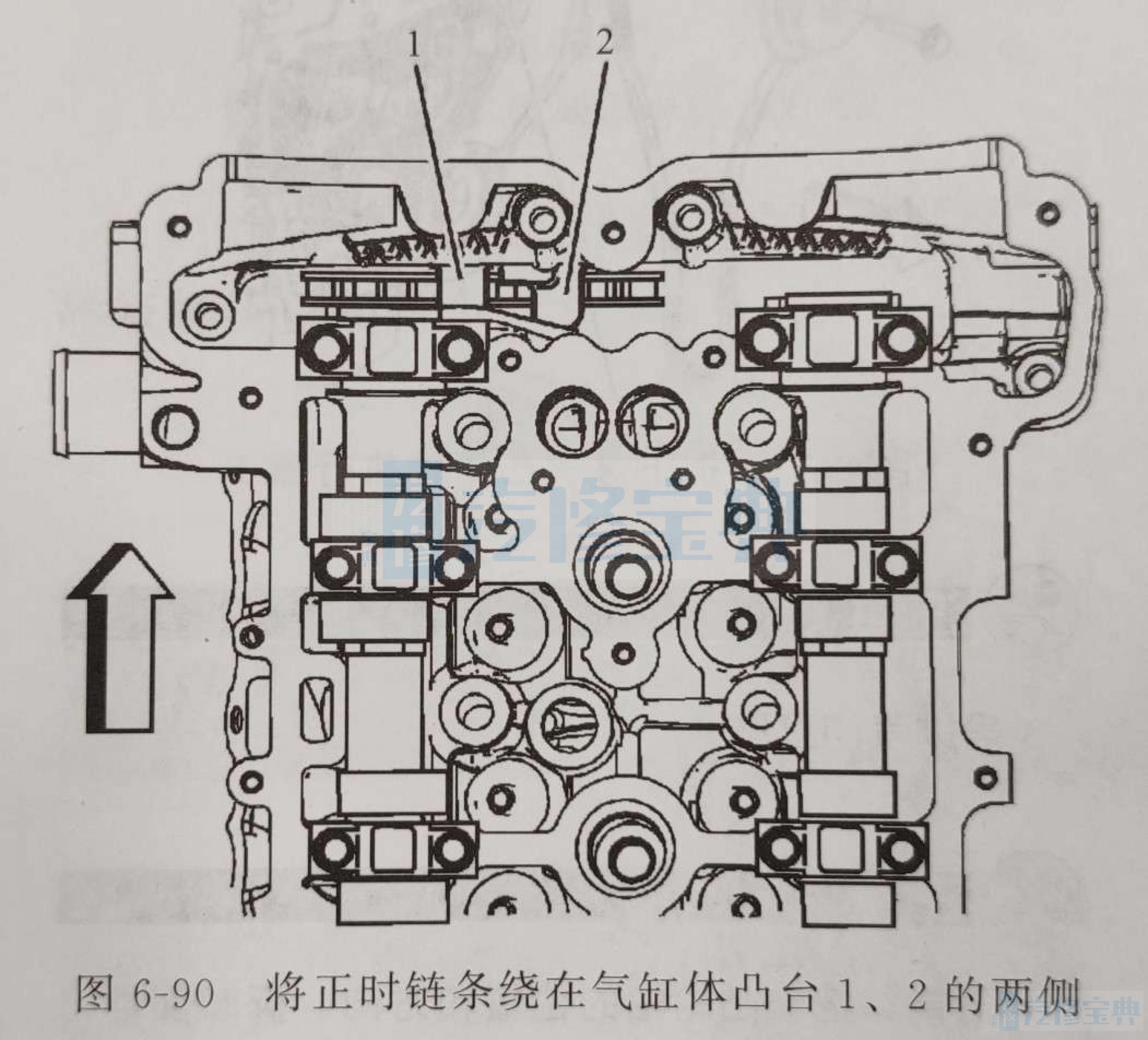
(6)降下正时链条,穿过气缸盖的开口。小心并确保链条围绕在气缸体凸台1、2的两侧,如图6-90所示。
(7)定位销对准凸轮轴槽,同时将进气凸轮轴执行器安装在进气凸轮轴上。
注意:
务必使用新的执行器螺栓。
(8)用手拧紧新的进气凸轮轴执行器螺栓。
(9)将正时链条包绕在曲轴链轮上,将第一节相同颜色的链节对准曲轴链轮上的正时标记,大约在5点钟位置。
(10)顺时针转动曲轴以消除所有链条间隙。切勿转动进气凸轮轴。
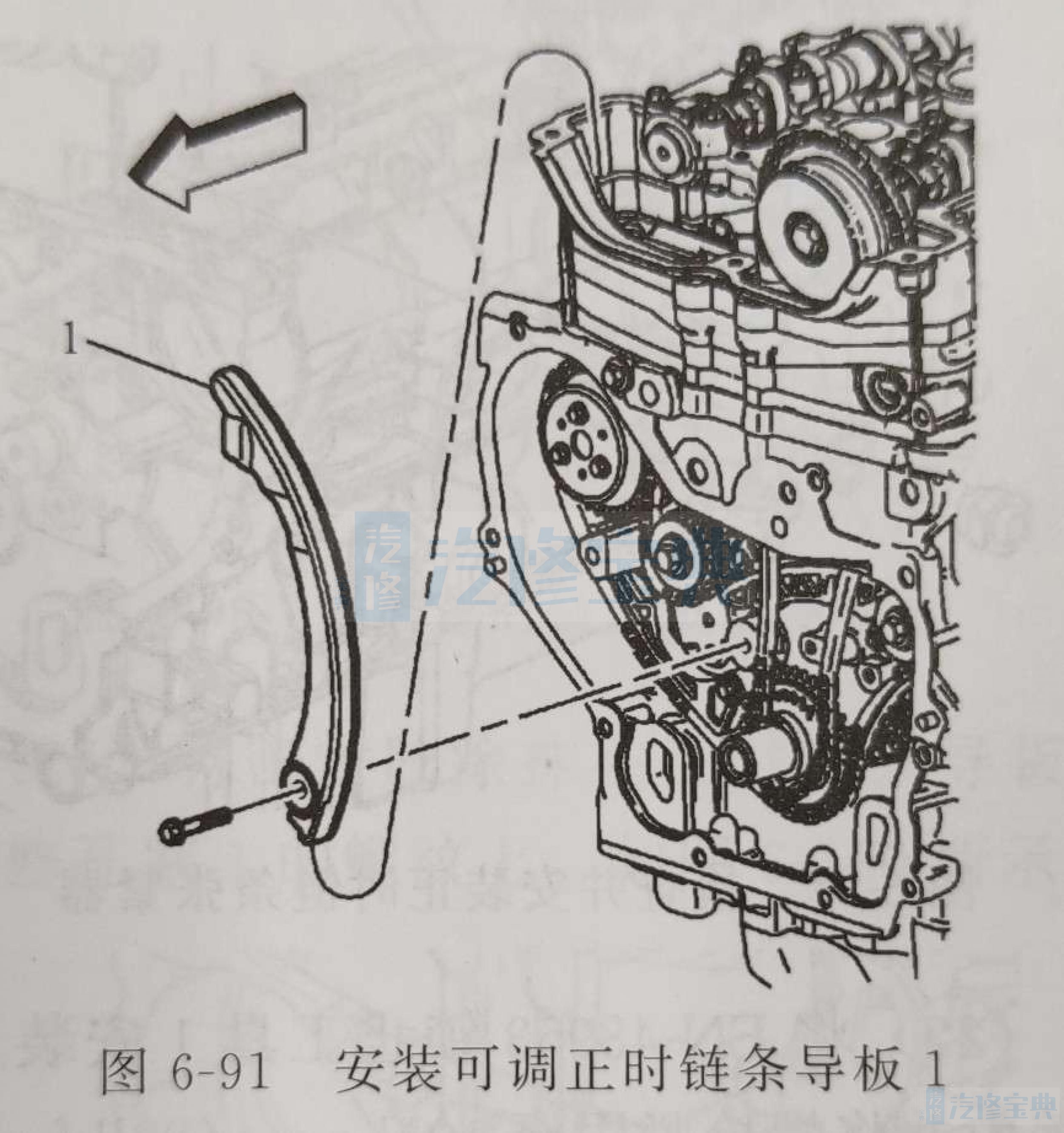
(11)向下方穿过气缸盖的开口,安装可调正时链条导板1,然后安装可调正时链条螺栓并紧固至10N·m(89lbf·in),如图6-91所示。
(12)正时标记对准第二节相同颜色的链节,将排气凸轮轴执行器1安装至正时链条上,如图6-92所示。
注意:
务必安装新的执行器螺栓。
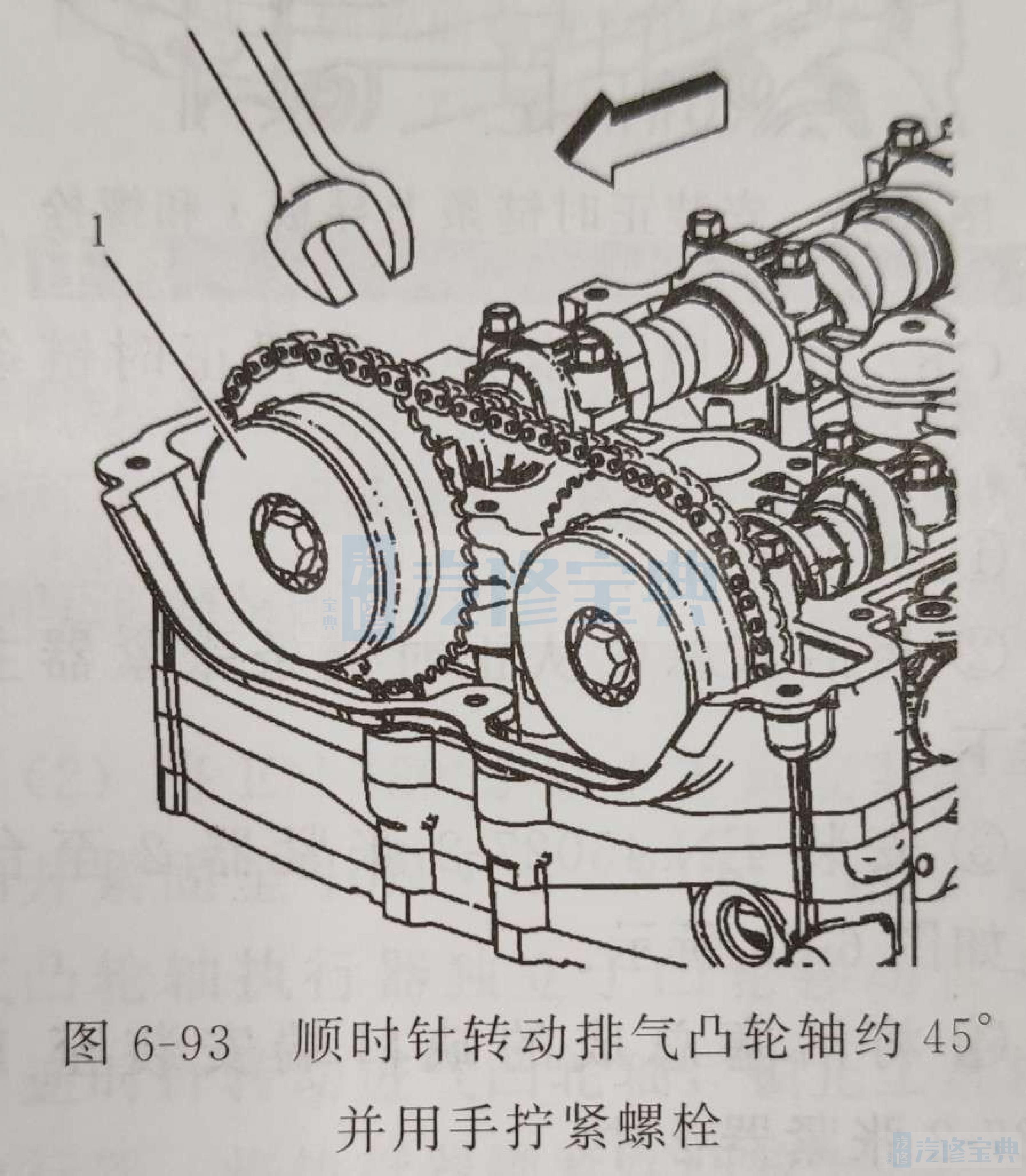
(13)用23mm的开口扳手顺时针转动排气凸轮轴约45°,直至凸轮轴执行器中的定位销进入凸轮轴槽。
(14)执行器就位于凸轮上时,用手拧紧新的排气凸轮轴执行器1上的螺栓,如图6-93所示。
(15)确认所有彩色链节与相应的正时标记仍对准。否则,重复该部分程序以对准正时标记。
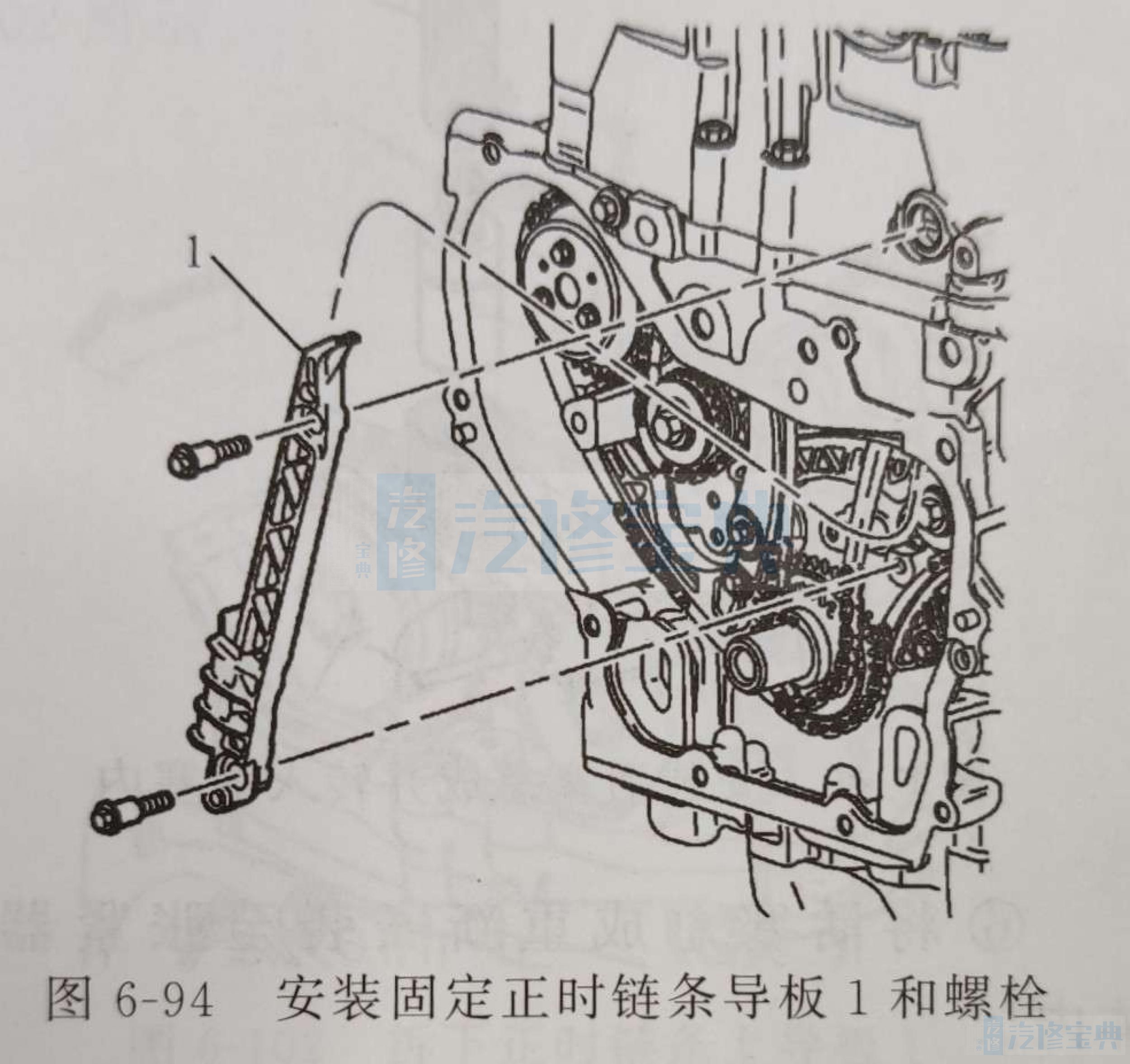
(16)安装固定正时链条导板1和螺栓,并将其紧固至12N·m(106lbf·in),如图6-94所示。
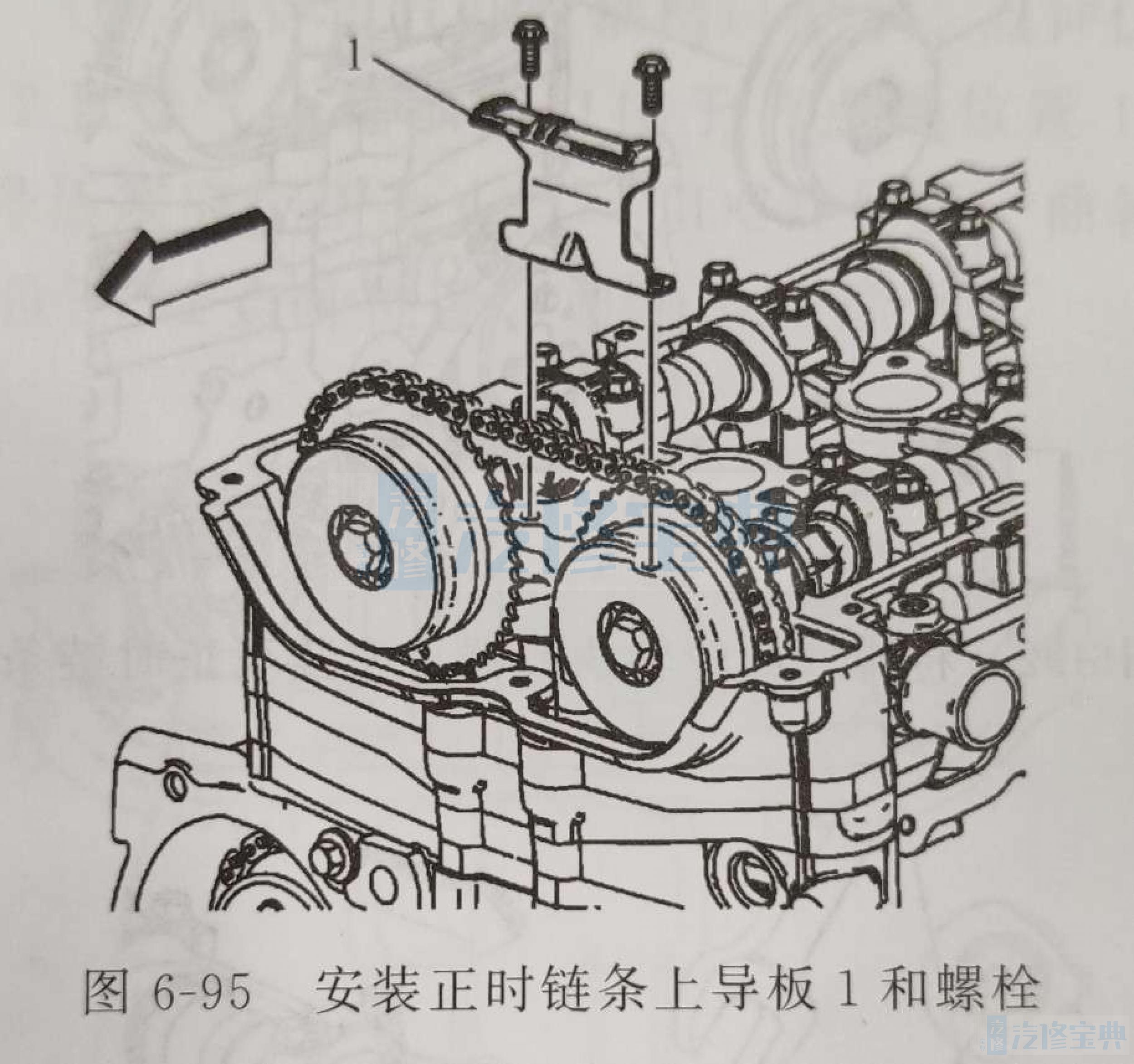
(17)安装正时链条上导板1和螺栓并将其紧固至10N·m(89bf·in),如图6-95所示。
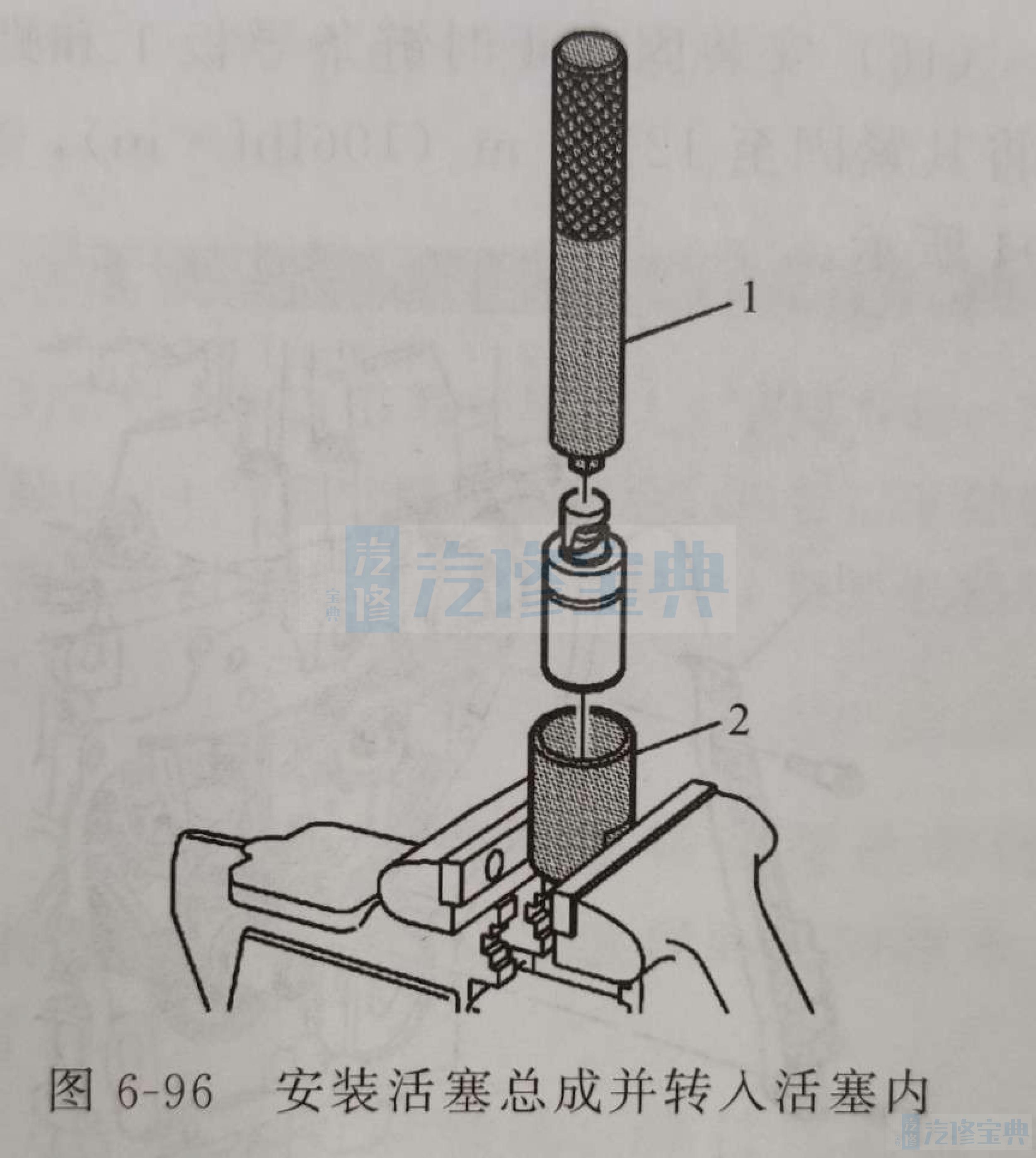
(18)执行以下步骤,重置正时链条张紧器。
①拆下卡环。
②将活塞总成从正时链条张紧器主体上拆下。
③安装EN-45027-2张紧器2至台钳中,如图6-96所示。
④将活塞总成的缺口端安装至EN45027-2张紧器2中。
⑤用EN-45027-1张紧器1将棘爪气缸转入活塞内,如图6-96所示。
⑥将活塞总成重新安装至张紧器主体内。
⑦安装卡环。
(19)检查正时链条张紧器密封件是否损坏。如有损坏,则更换密封件。
(20)检查并确保所有的污物和碎屑已从气缸盖的正时链条张紧器螺纹孔中清除。
注意:
在整个拧紧过程中,确保正时链条张紧器密封件居中,以避免机油泄漏。
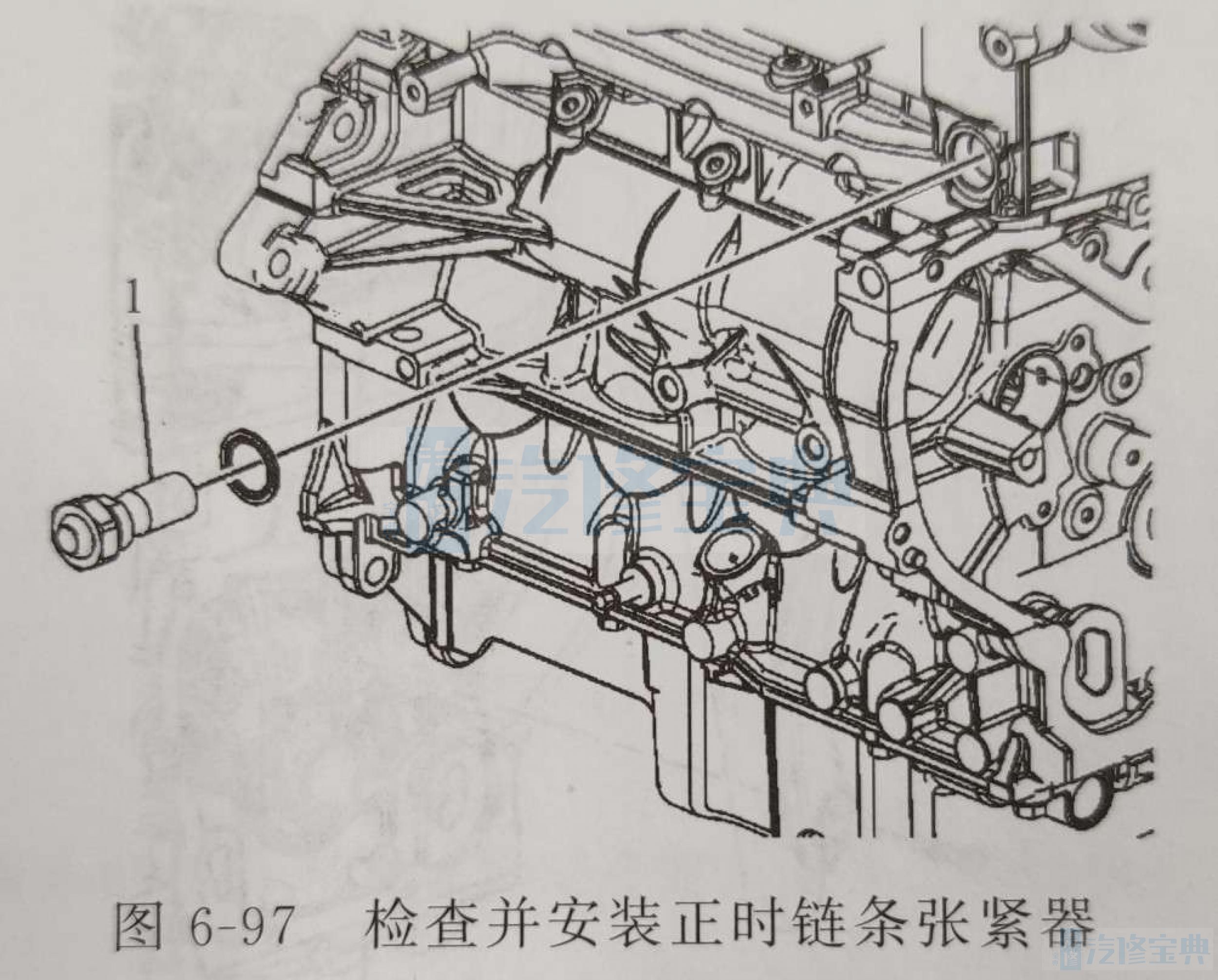
注意:
必须安装曲轴平衡器以便释放张紧器(21)安装正时链条张紧器总成1并紧固至75N·m(55lbf·ft),如图6-97所示。
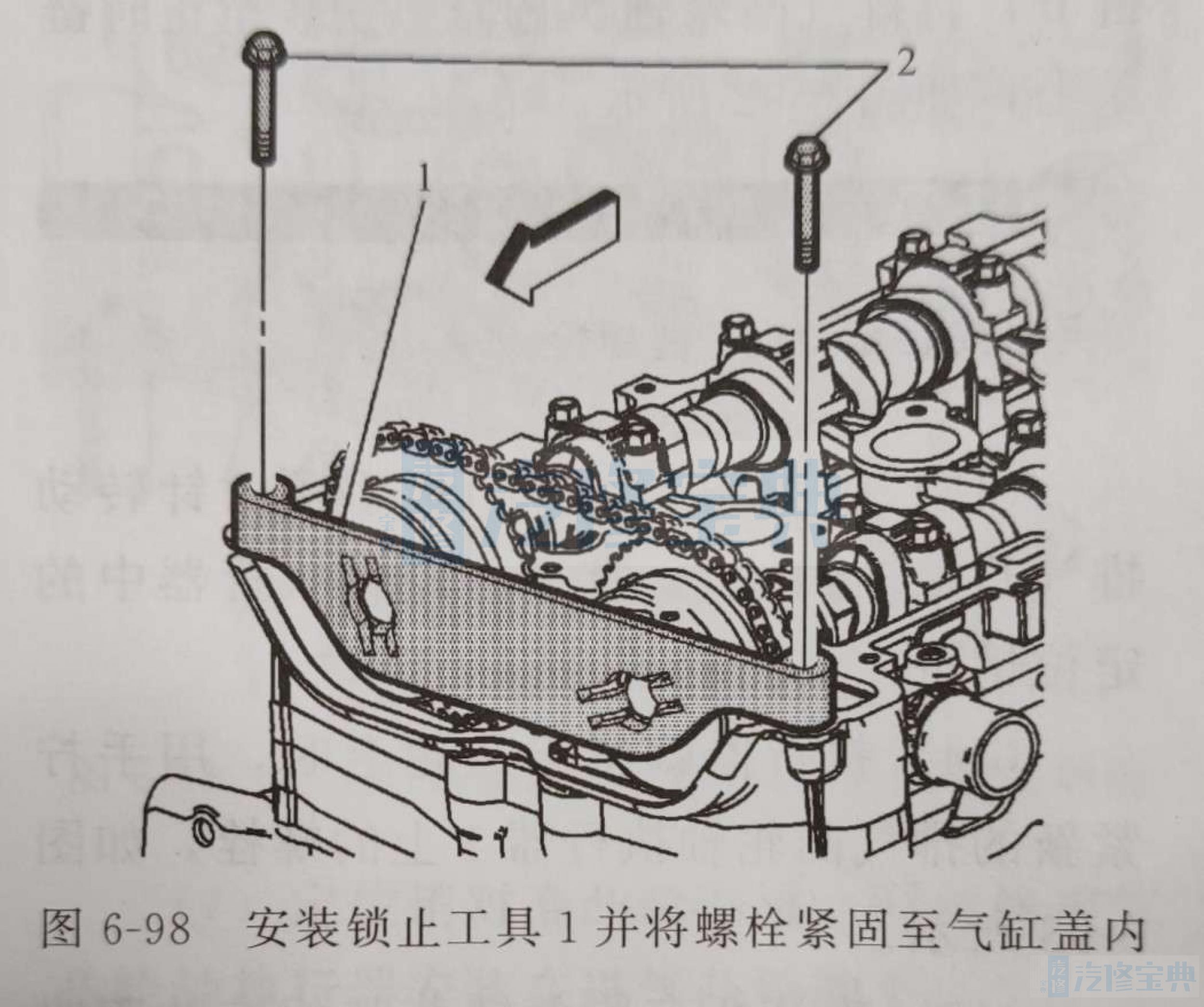
(22)将EN-48953锁止工具1安装至气缸盖内并将螺栓紧固至10N·m(89lbf·in),如图6-98所示。
(23)使用转矩扳手,将凸轮轴执行器螺栓紧固至30N·m(22lbf·ft),再使用EN-45059测量仪继续紧固100°。
(24)使用转矩扳手,将凸轮轴执行器螺栓紧固至30N·m(22lbf·ft),再使用EN-45059测量仪继续紧固100°。
(25)拆下EN-48953锁止工具。
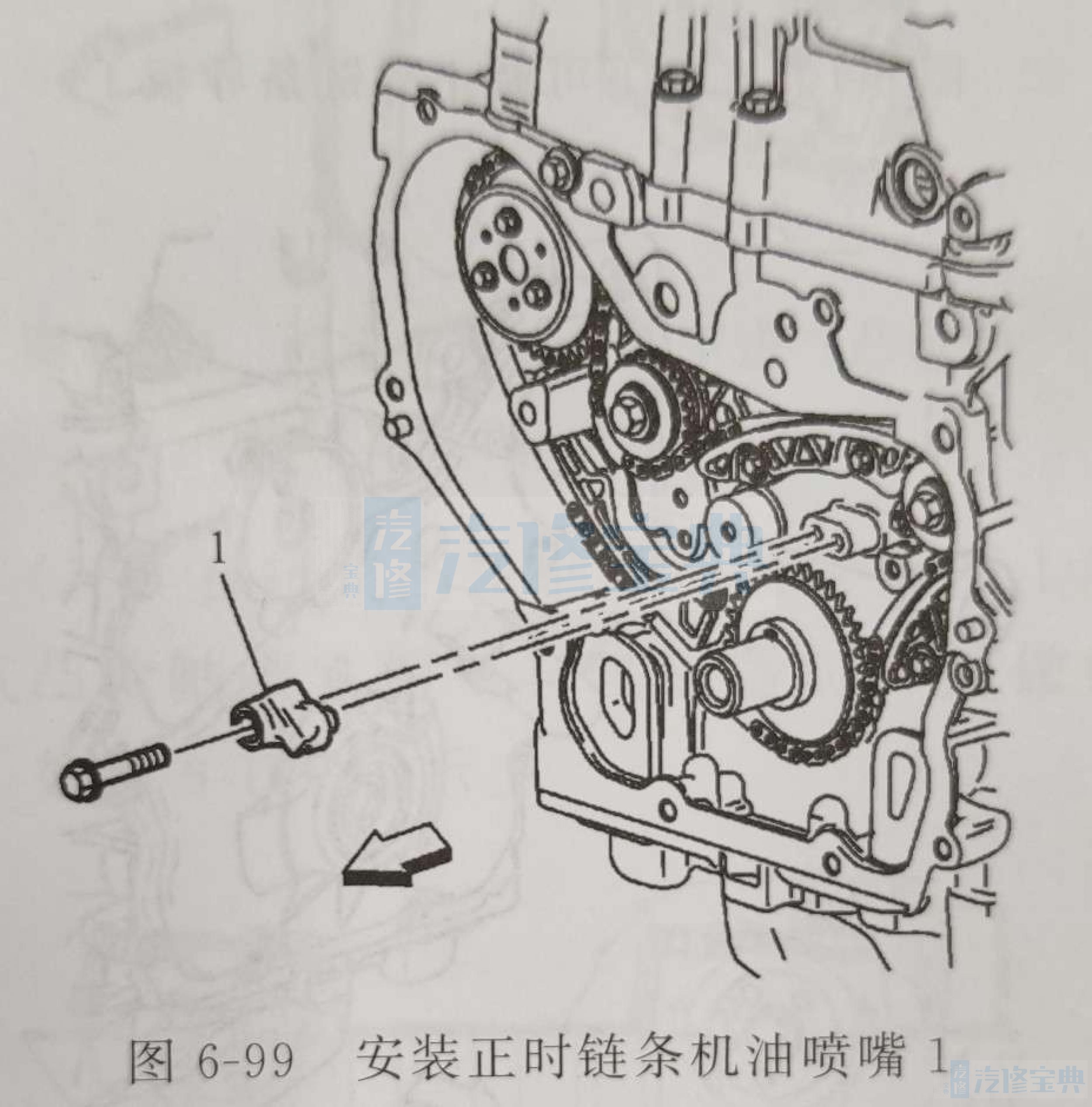
(26)安装正时链条机油喷嘴1并将螺栓紧固至10N·m(891bfin),如图6-99所示。
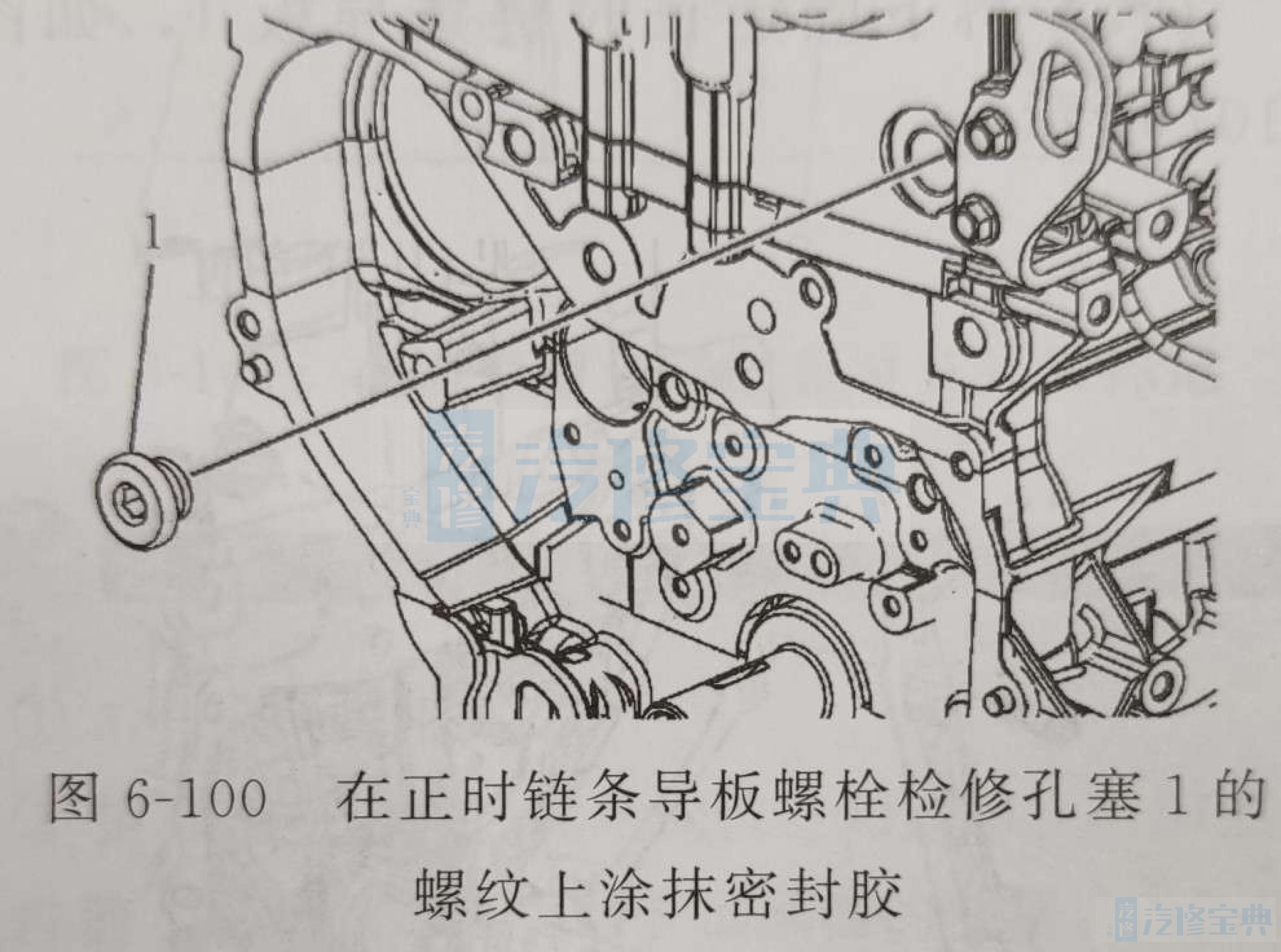
(27)将密封胶涂抹在正时链条导板螺栓检修孔塞1的螺纹上,如图6-100所示。