凸轮轴正时链条、链轮和张紧器的更换步骤如下:
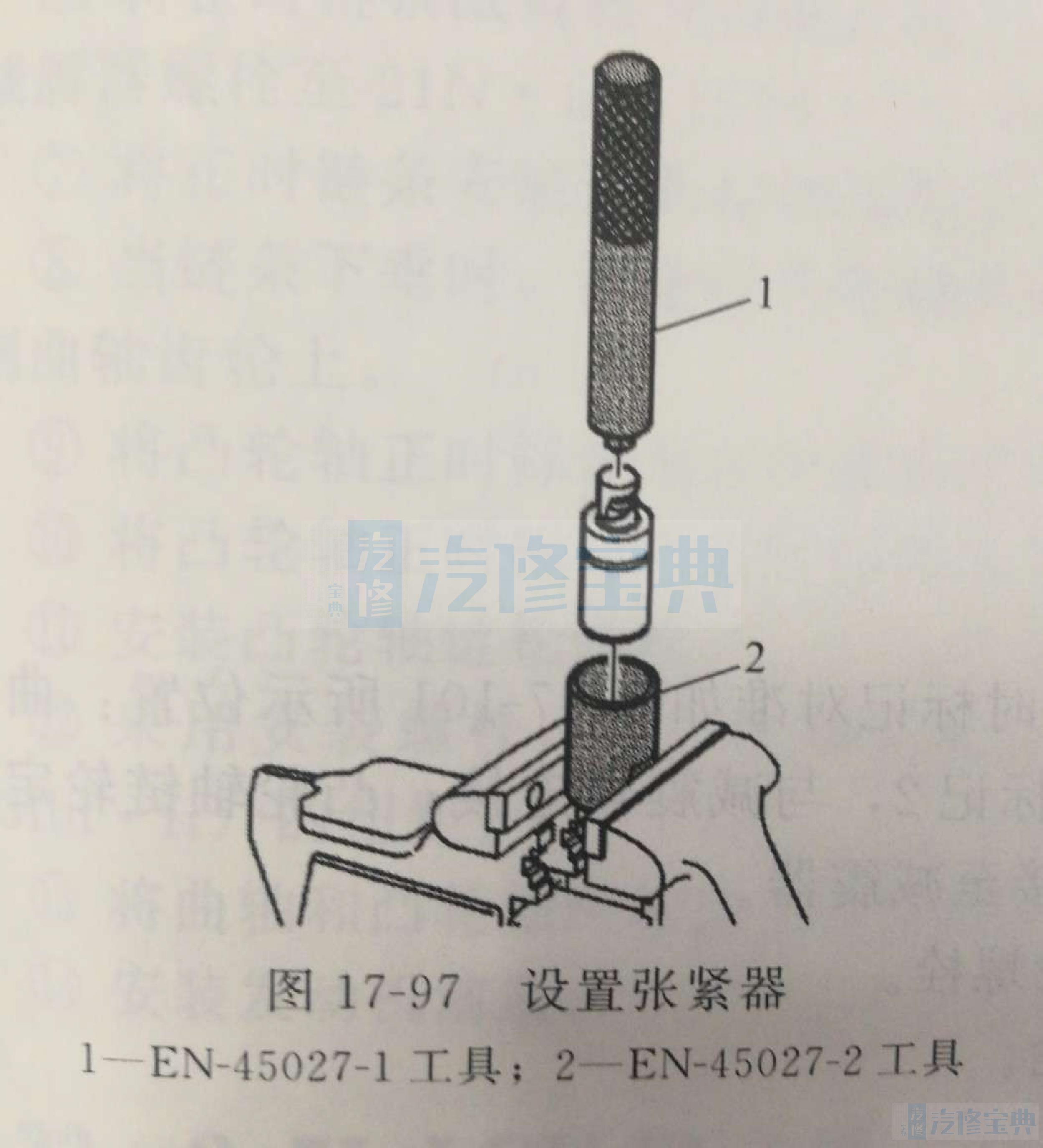
专用工具:EN-45027张紧器工具;EN-45059角度测量仪;EN-48953凸轮轴执行器锁止工具。
(1)拆卸程序①拆下凸轮轴盖。
②拆下1号气缸火花塞。
③向发动机旋转的方向顺时针转动曲轴,直到1号活塞处于排气冲程的上止点(TDC)位置。
④拆下发动机前盖。
⑤拆下正时链条上导板螺栓和导板。在拆下正时链条之前,必须拆下正时链条张紧器以释放链条的张力。如果不这样做,则正时链将倾斜并且难以拆下。
⑥拆下正时链条张紧器。
⑦在排气凸轮轴六角头上安装1把24mm扳手,以便支撑凸轮轴。
⑧拆下并废弃排气凸轮轴执行器螺栓。
⑨从凸轮轴和正时链条上拆下排气凸轮轴执行器。
⑩拆下正时链条张紧器导板螺栓和导板。
拆下固定式正时链条导板检修塞。
拆下固定式正时链条导板螺栓和导板。
在进气凸轮轴六角头上安装1把24mm扳手,以便支撑凸轮轴。
拆下并废弃进气凸轮轴执行器螺栓。
通过气缸盖顶部,拆下进气凸轮轴执行器和正时链条。
带SIDI直喷的 Ecotec 4缸发动机,下正时链条曲轴齿轮可能配备了安装在下正时链条曲轴齿轮前面的第二个间隔垫圈。外垫片/垫圈位于曲轴/平衡器皮带轮和下正时齿轮之间,在拆下皮带轮后可以保持原位。垫片/垫圈的表面上有一个圆点/标记,可能会被误认为是下正时标记。如果适用,则必须拆下垫圈,以便查看下曲轴齿轮上的正确正时标记。
拆下外摩擦垫圈(如装备)。
确保曲轴齿轮正时标记处于5点钟位置且曲轴键处于12点钟位置。
拆下曲轴链轮。
拆下内摩擦垫圈。
(2)安装程序
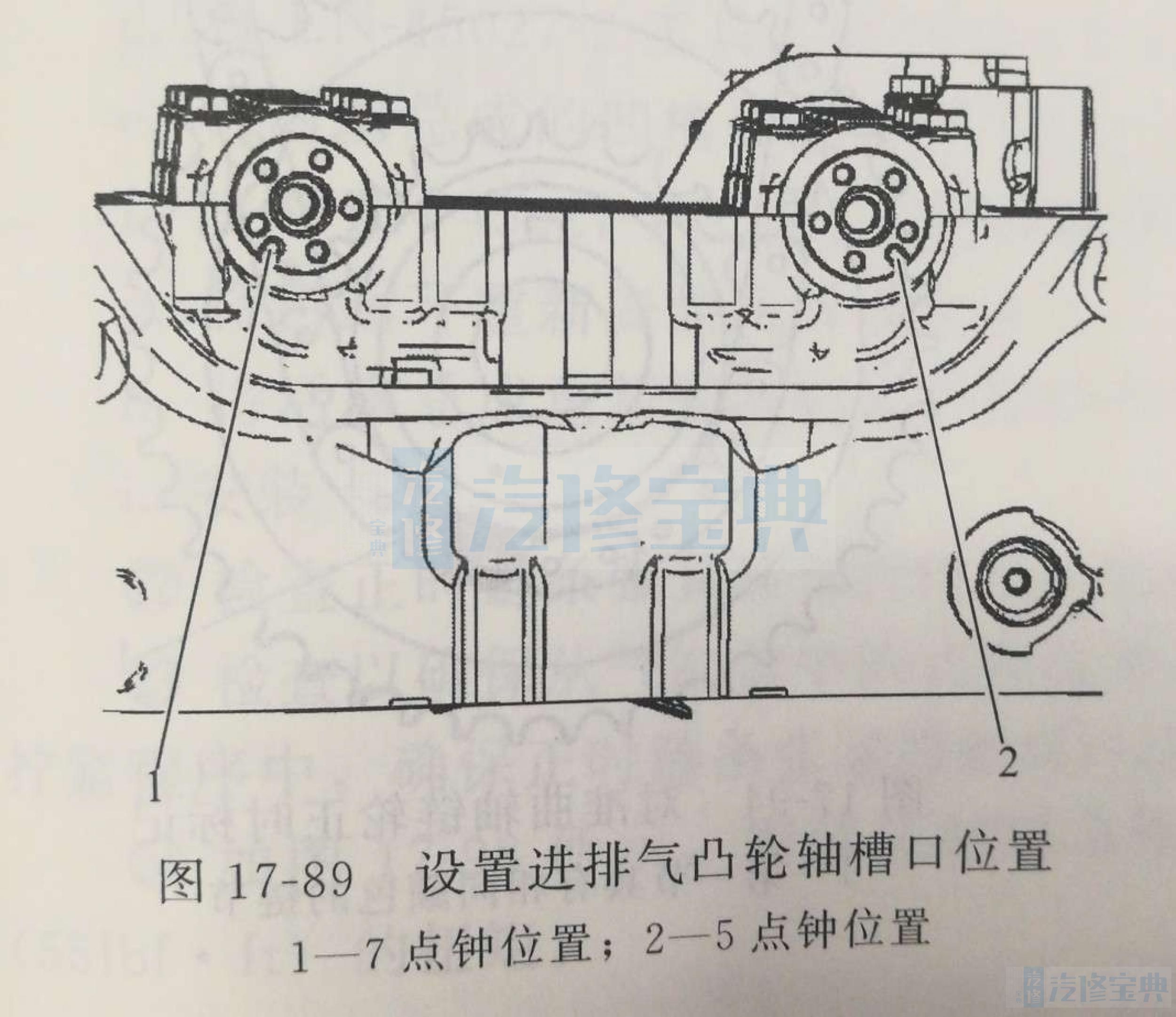
①确保进气凸轮轴槽口处于5点钟位置2且排气凸轮轴槽口处于7点钟位置1,见图17-89。1号活塞应处于上止点(TDC)位置,曲轴键处于12点钟位置。如果配备了LE5、LE9、LAT、LNF、LDK、LHU、LTD、LBN或2010 LAF发动机,则应确保进气凸轮轴槽口处于5点钟位置且排气凸轮轴槽口处于7点钟位置。
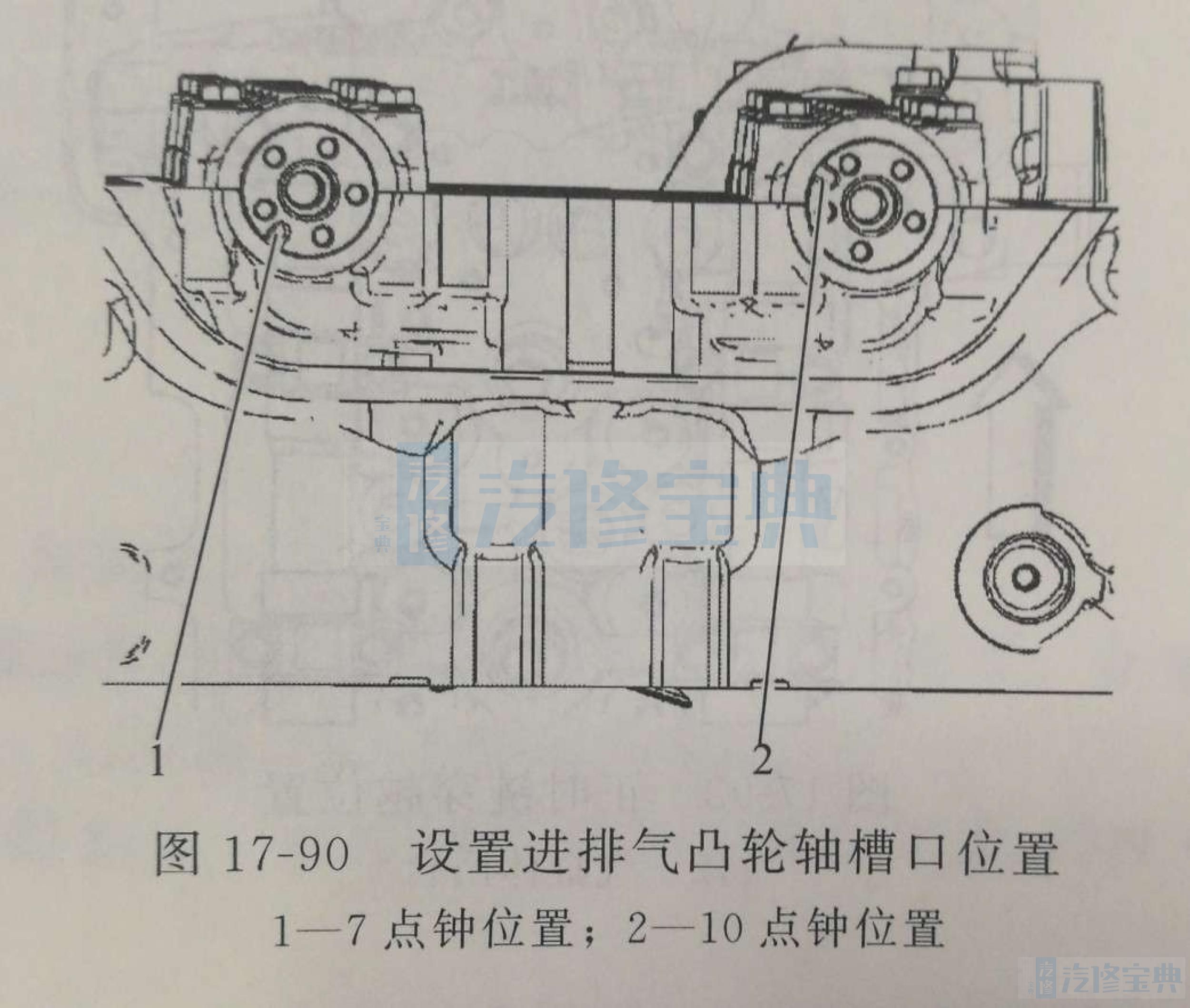
②确保进气凸轮轴槽口处于10点钟位置2且排气凸轮轴槽口处于7点钟位置1。1号活塞应处于上止点(TDC)位置,曲轴键处于12点钟位置。如果配备了LAP、LE8、LEA、LUK,或2011 LAF及更新的发动机,则应确保进气凸轮轴槽口处于10点钟位置且排气凸轮轴槽口处于7点钟位置。
注意:带SIDI直喷的 Ecotec 4缸发动机,下正时链条曲轴齿轮可能配备了安装在下正时链条曲轴齿轮前面的第二个间隔垫圈;外垫片/垫圈位于曲轴/平衡器皮带轮和下正时齿轮之间,在拆下皮带轮后可以保持原位;垫片/垫圈的表面上有一个圆点/标记,可能会被误认为是下正时标记;如果适用,则必须拆下垫圈,以便查看下曲轴齿轮上的正确正时标记。
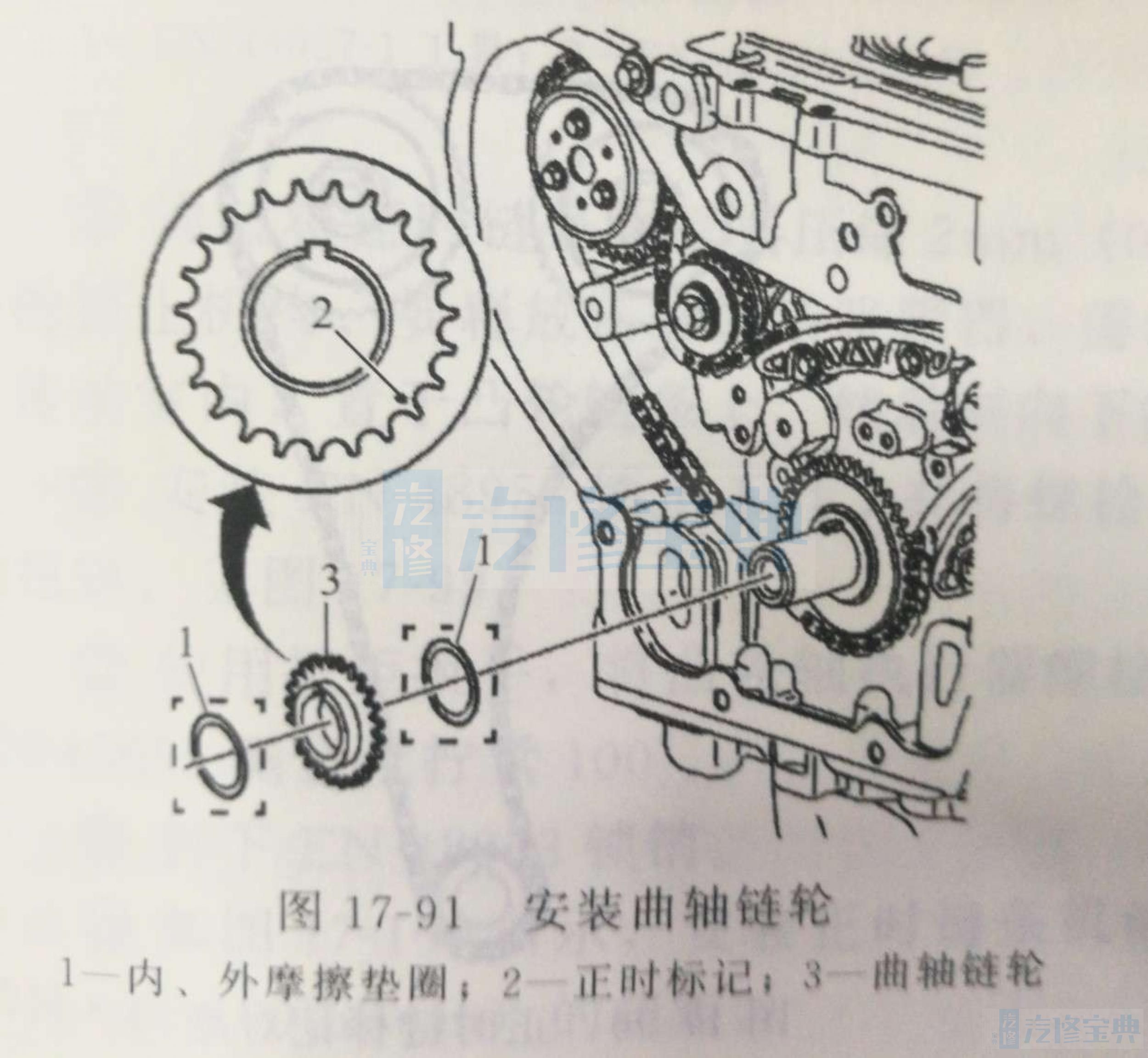
③安装内摩擦垫圈1(图17-91)。
④安装曲轴链轮,使正时标记2处于5点钟位置且朝外。
⑤安装外摩擦垫圈1(如装备)。
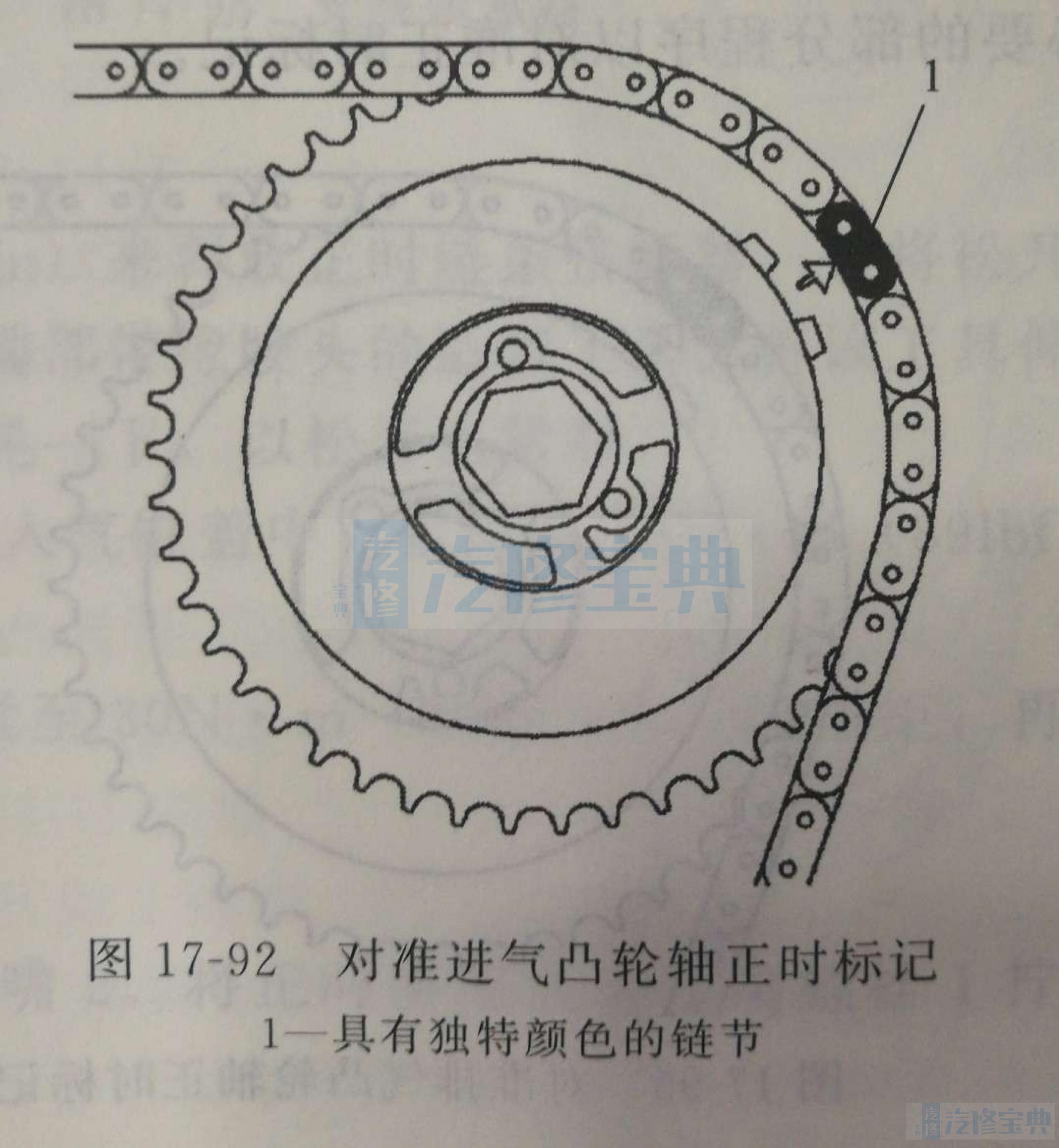
⑥将进气凸轮轴执行器装配到正时链条中,使正时标记对准具有独特颜色的链节1,见图17-92。正时链条上有3节彩色链节,2节链节具有相同的颜色,1节链节具有独特的颜色。使用下面的程序将链节对准执行器:定位链条,使彩色链节可见。务必使用新的执行器螺栓。
⑦通过气缸盖中的开口降低正时链条。注意:确保链条围绕在气缸体凸台1、2的两侧,见图17-93。
⑧将进气凸轮轴执行器安装到进气凸轮轴上,同时将定位销对准凸轮轴槽。
⑨用手拧紧新的进气凸轮轴执行器螺栓。
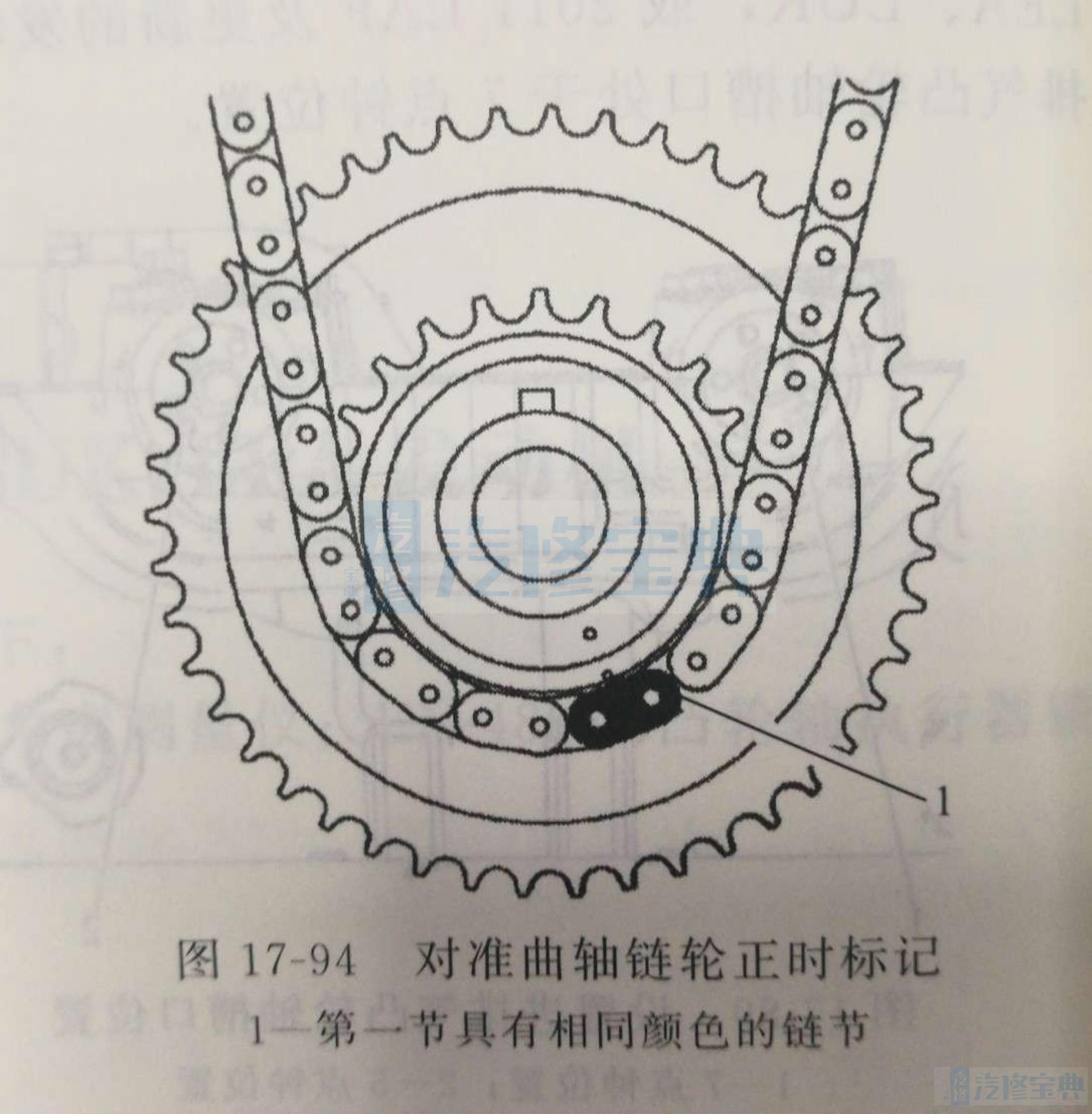
⑩将正时链条包绕在曲轴链轮上,将第一节具有相同颜色的链节1对准曲轴链轮上的正时标记,大约在5点钟位置,见图17-94。
如果适用,则安装摩擦垫圈。
顺时针转动曲轴以消除所有链条松弛。切勿转动进气凸轮轴。
通过气缸盖中的开口向下安装可调式正时链条导板,然后安装可调式正时链条螺栓。将可调式正时链条导板螺栓拧紧至10N·m(89lbf·in)的扭矩。
将排气凸轮轴执行器安装至正时链条中,使正时标记对准第二节具有相同颜色的链节。务必安装新的执行器螺栓。
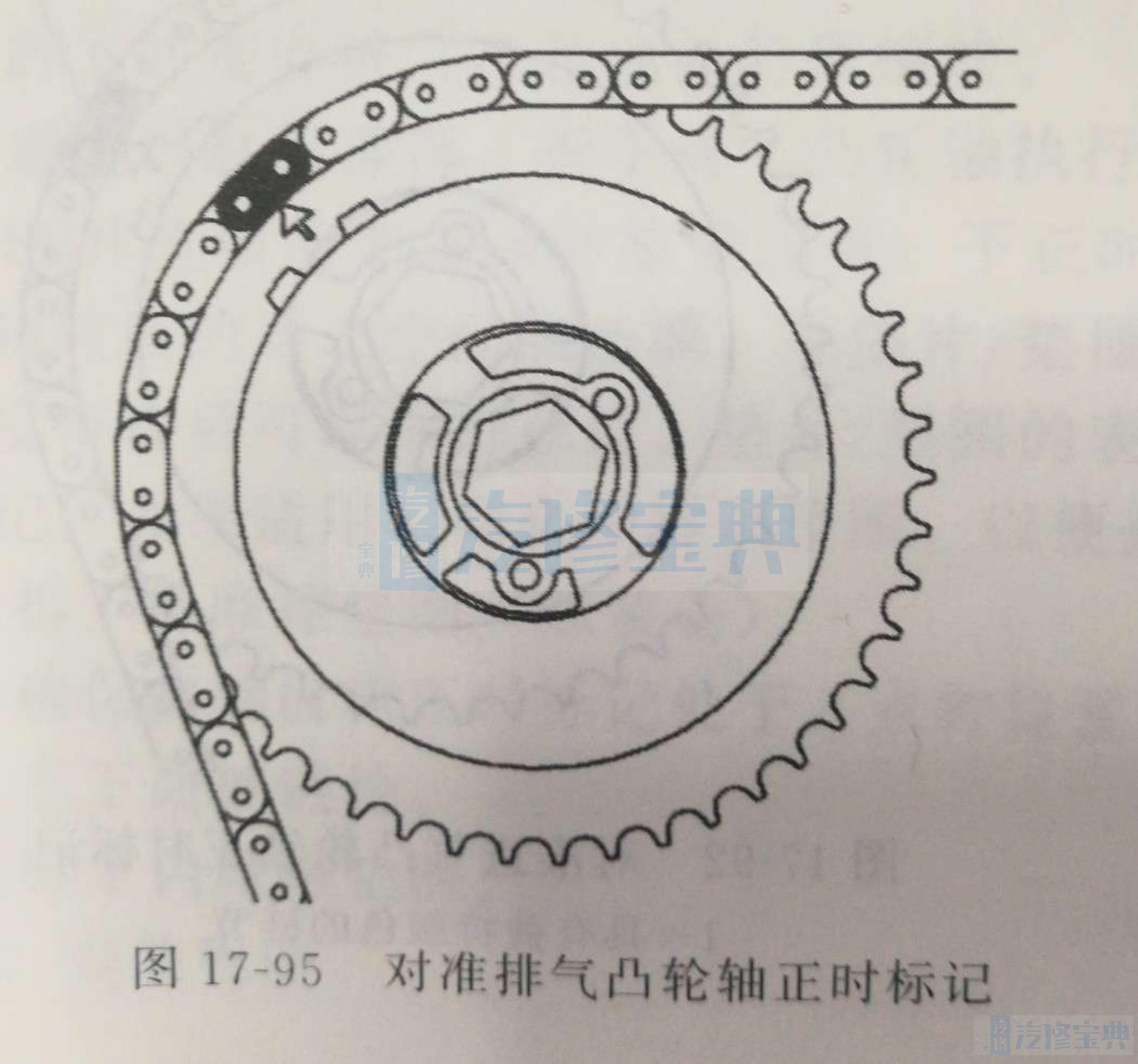
将排气凸轮轴执行器安装到排气凸轮轴上,使定位销对准凸轮轴槽(图17-95)。
使用24mm开口扳手,将排气凸轮轴转动约45°,直至凸轮轴执行器中的定位销进入凸轮轴槽中。
当执行器坐落到凸轮上时,用手拧紧新的排气凸轮轴执行器螺栓。
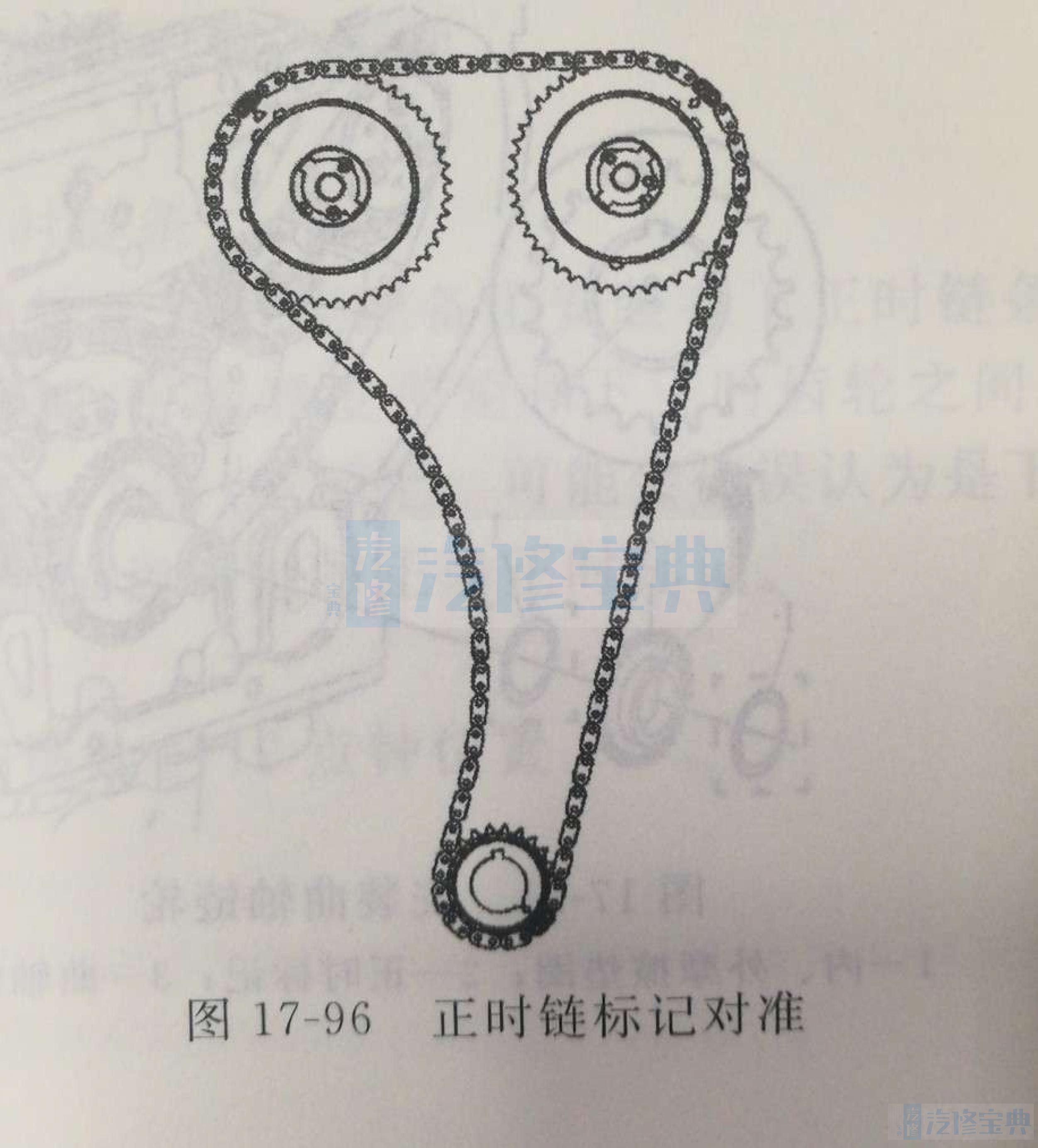
确认所有彩色链节与相应的正时标记仍对准,见图17-96。如果它们没有对准,则重复必要的部分程序以对准正时标记。
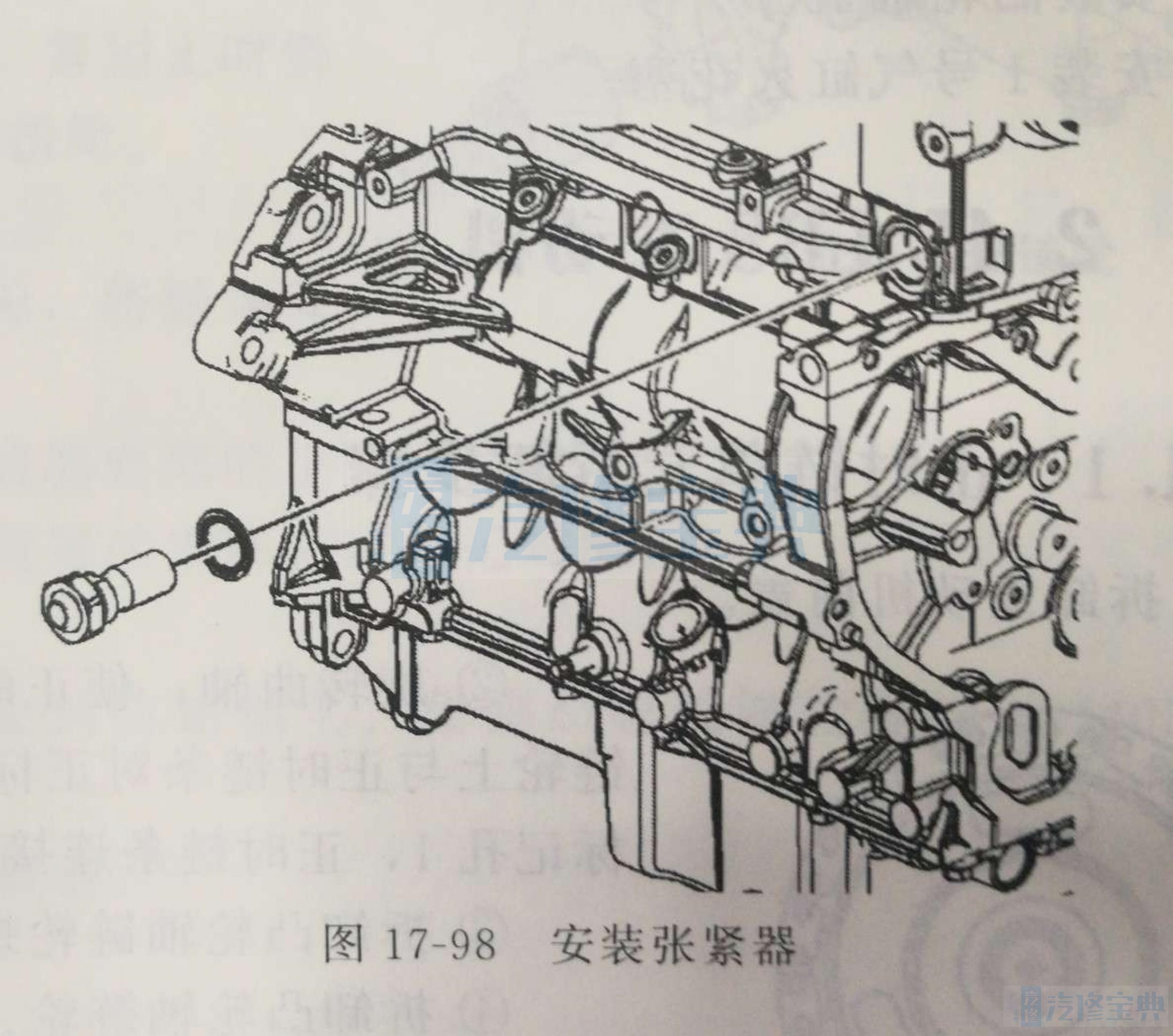
通过将正时链条张紧器压缩2mm(0.079in)来释放正时链条张紧器,这将松开棘轮中的锁止机构。要释放正时链条张紧器,需使用端部带橡胶头的适当工具。将该工具伸进凸轮传动室内,置于凸轮链条上。然后斜向下猛地晃一下,以松开张紧器。
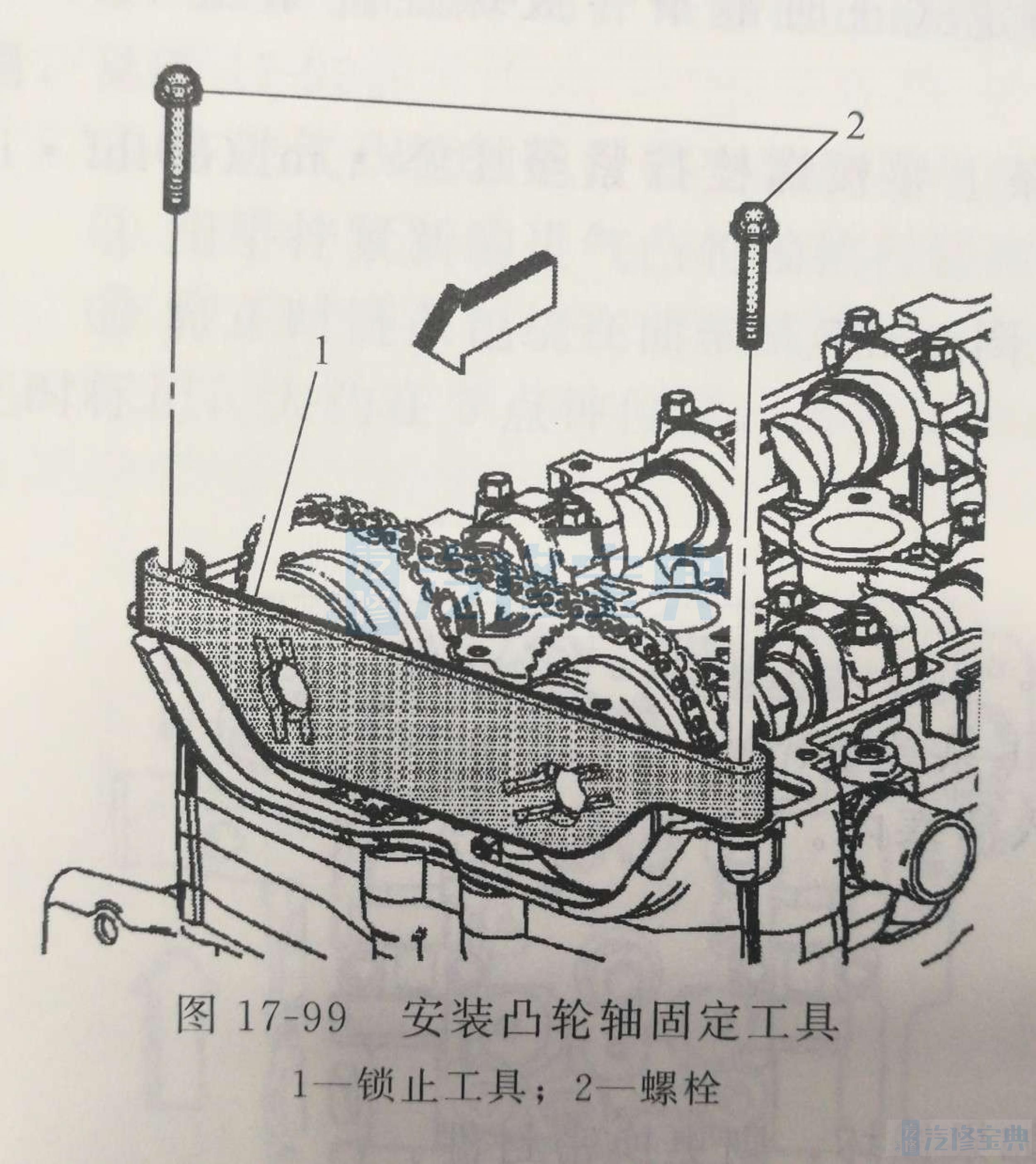
安装EN-48953锁止工具1并将螺栓2拧入气缸盖中,紧固至10N·m(89lbf·in)的扭矩,见图17-99。
使用扭矩扳手,将凸轮轴执行器螺栓拧紧至30N·m(22lbf·ft)的扭矩,再使用EN-45059测量仪拧紧100°。
拆下EN-48953锁销。
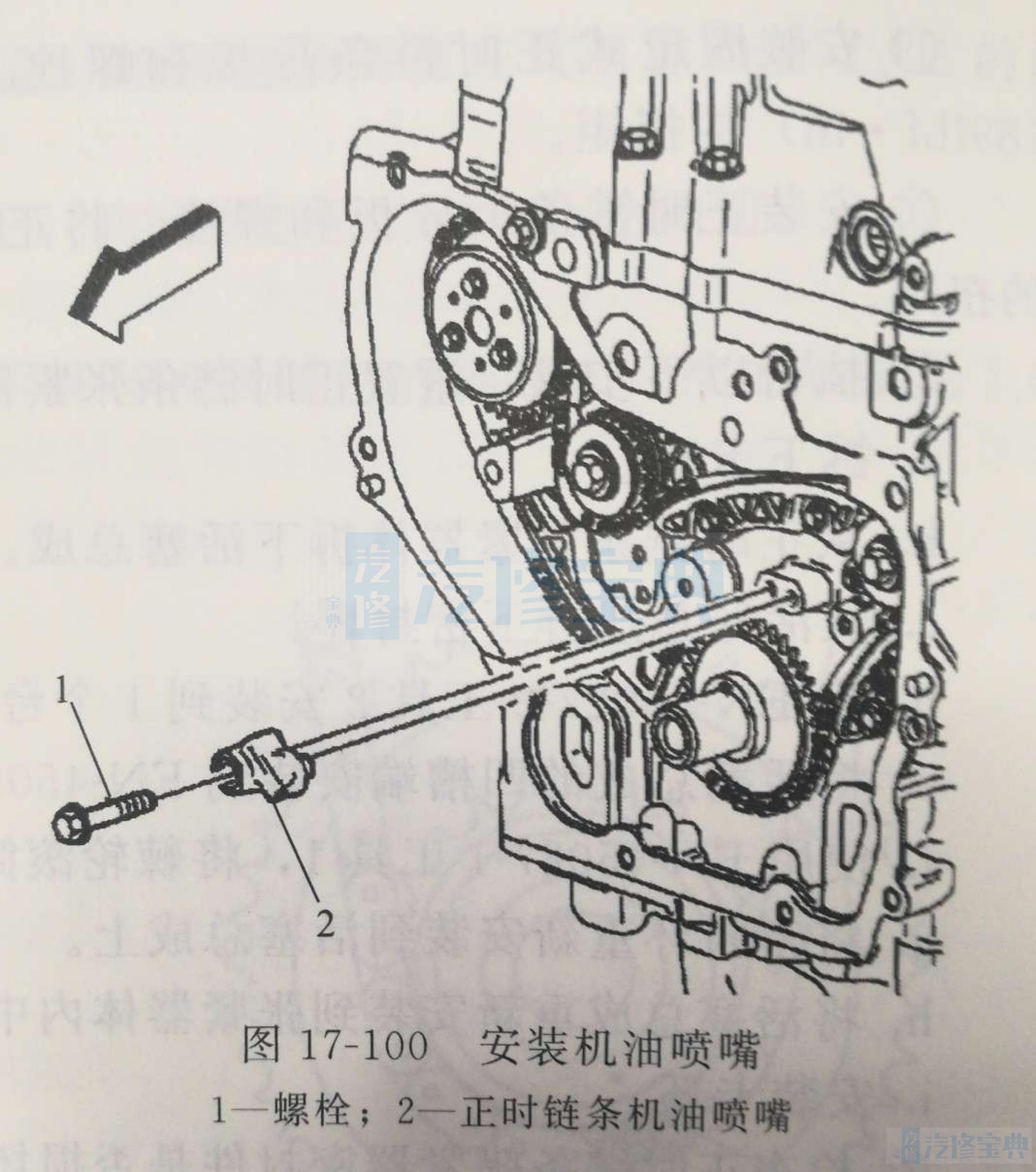
如图17-100所示,安装正时链条机油喷嘴2。将正时链条机油喷嘴螺栓1拧紧至10N·m(89lbf·in)的扭矩。
给正时链条导板螺栓检修孔塞的螺纹涂上密封胶。
安装正时链条导板螺栓检修孔塞。将检修孔塞拧紧至75N·m(55lbf·ft)的扭矩。
安装发动机前盖。
安装凸轮轴盖。
安装1号气缸火花塞。