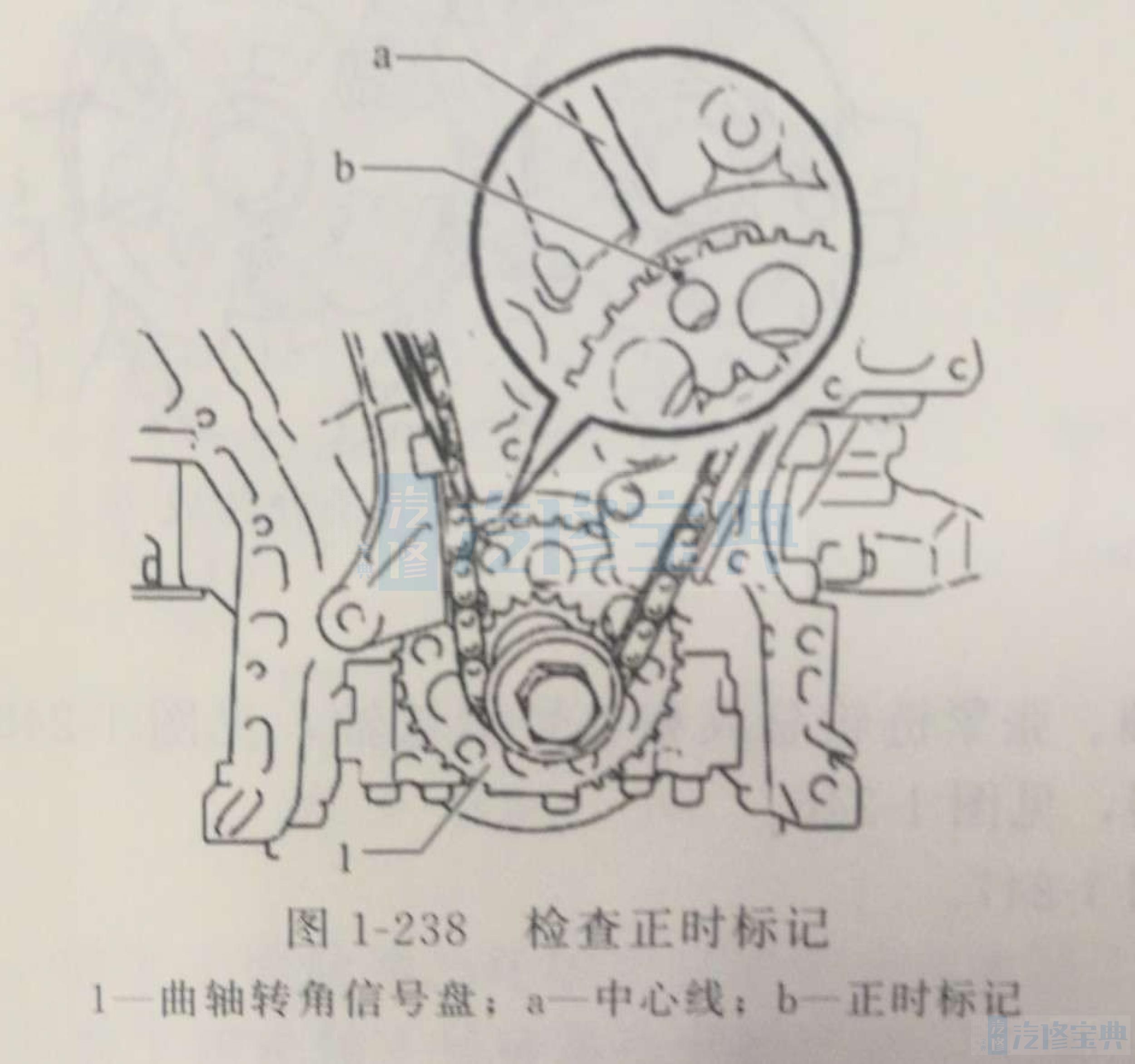
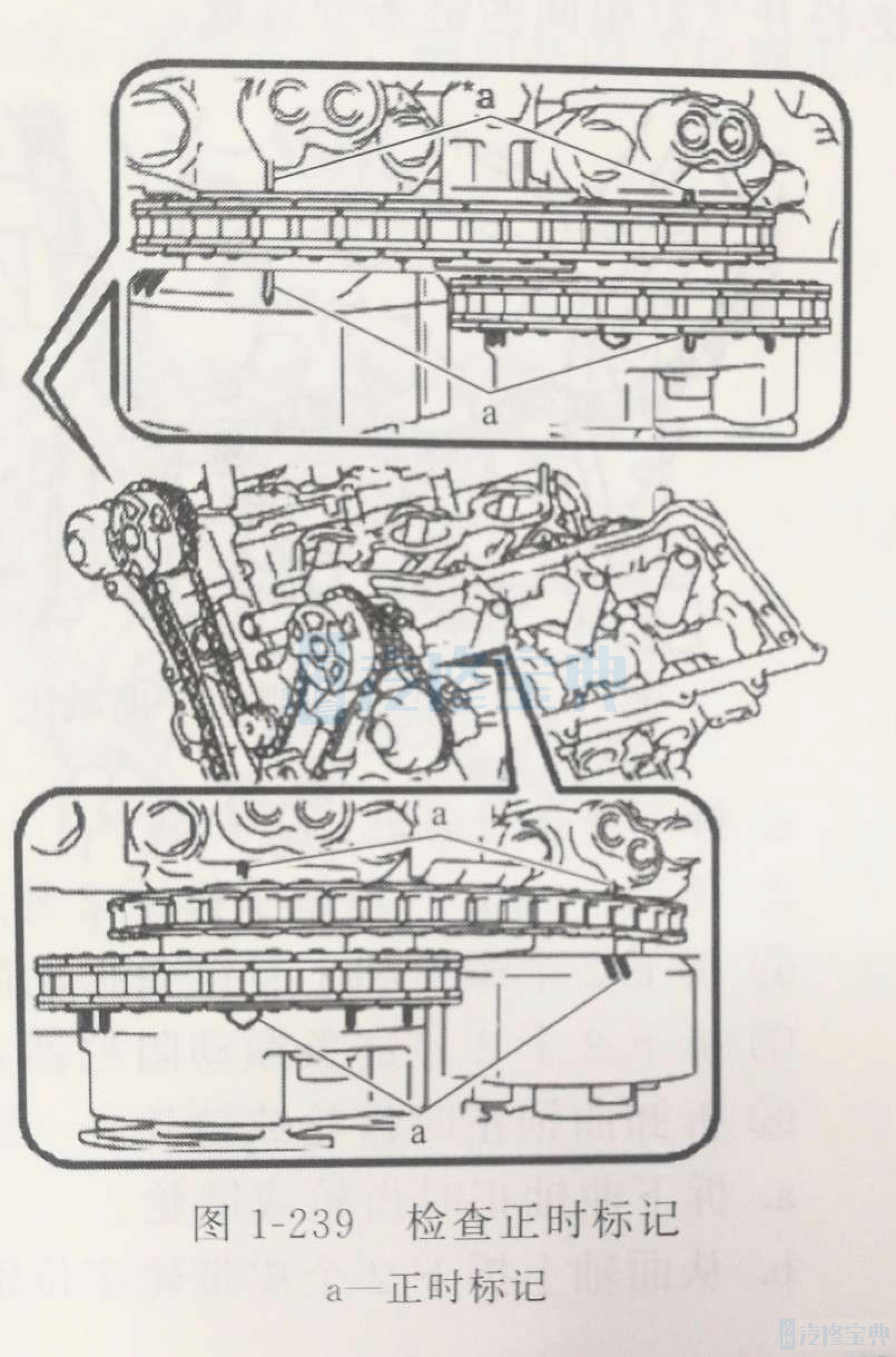
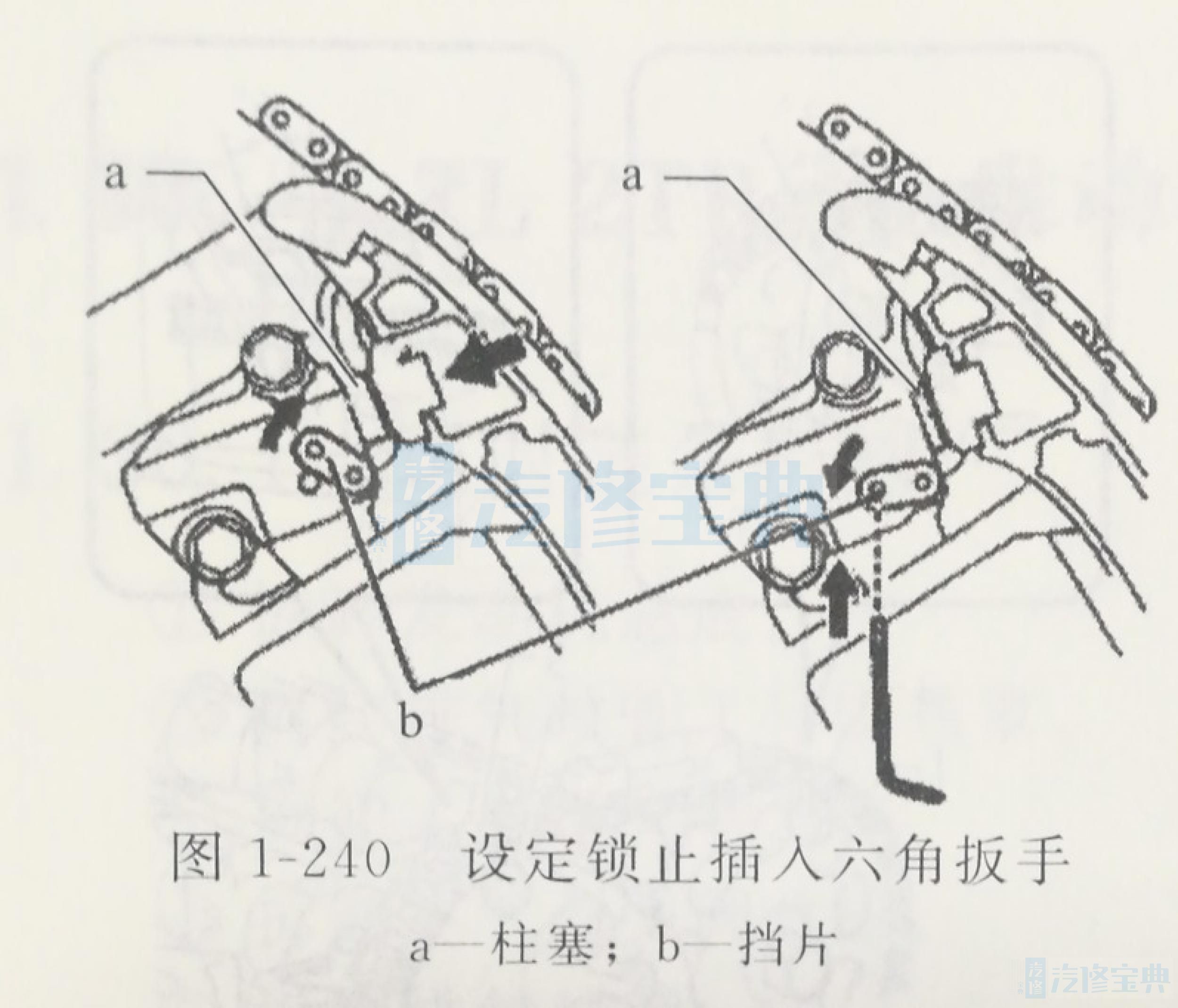
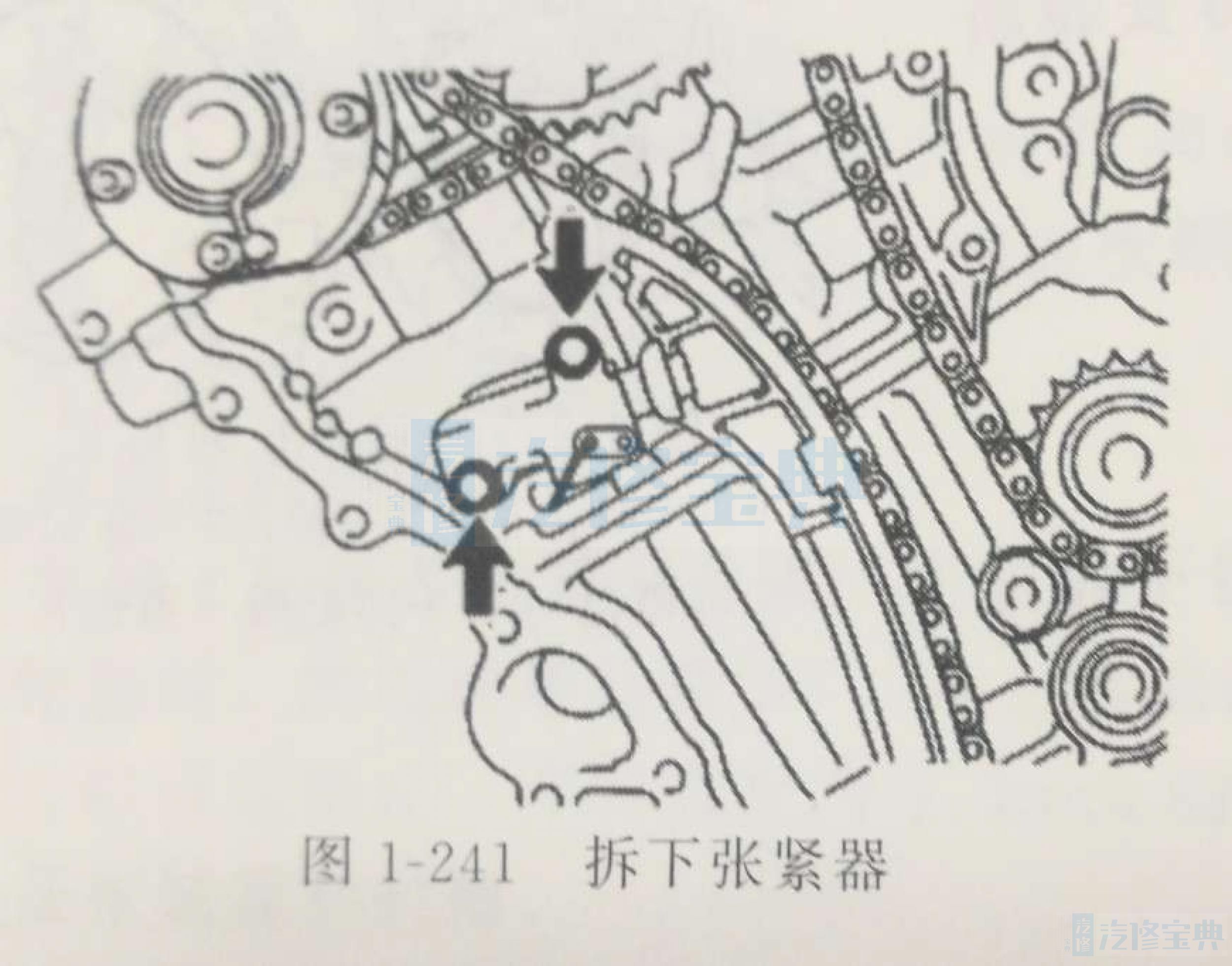
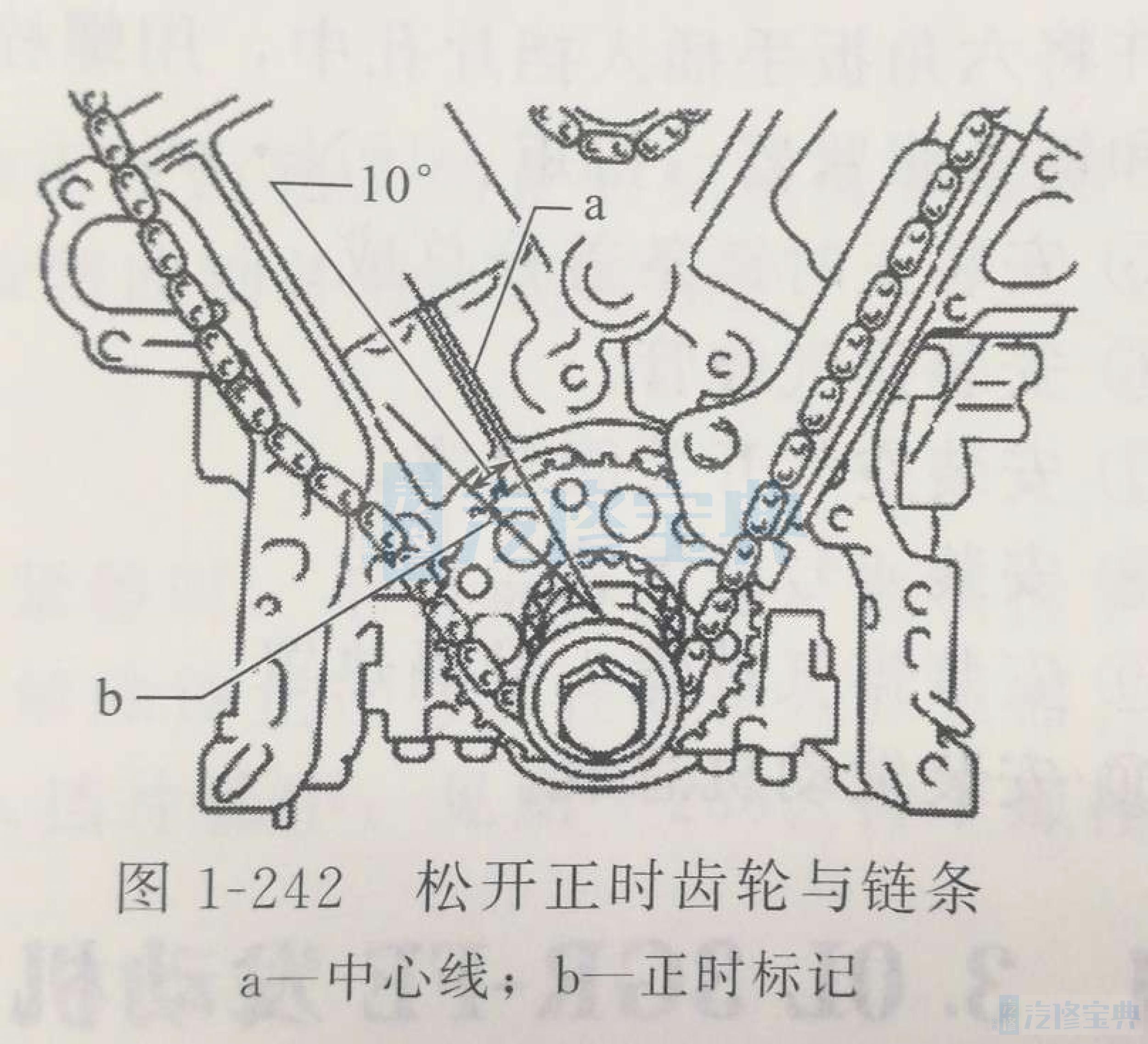
正时链单元拆解①将1号气缸设定至“TDC/压缩”位置。 a.暂时安装皮带轮固定螺栓。 b.顺时针旋转曲轴,将曲轴转角信号盘上的正时标记对准右侧缸体孔径中心线,见图1-238。 c.如图1-239所示,检查并确认凸轮轴正时齿轮的正时标记对准凸轮轴轴承盖的正时标记。如果标记没有对准,则顺时针转动曲轴1圈(360°),并按如上所述对准正时标记。 ②拆卸1号链条张紧器总成。 a.向上移动挡片以解除锁止,并将柱塞推入张紧器。 b.向下移动挡片以设定锁止,并将六角扳手插入挡片孔,见图1-240。 c.拆下2个螺栓和1号链条张紧器总成,见图1-241。 ③拆卸链条张紧器导板。 ④拆卸链条分总成。 a.如图1-242所示,逆时针转动曲轴10°以松开曲轴正时齿轮或链轮的链条。
b.拆下皮带轮固定螺栓。
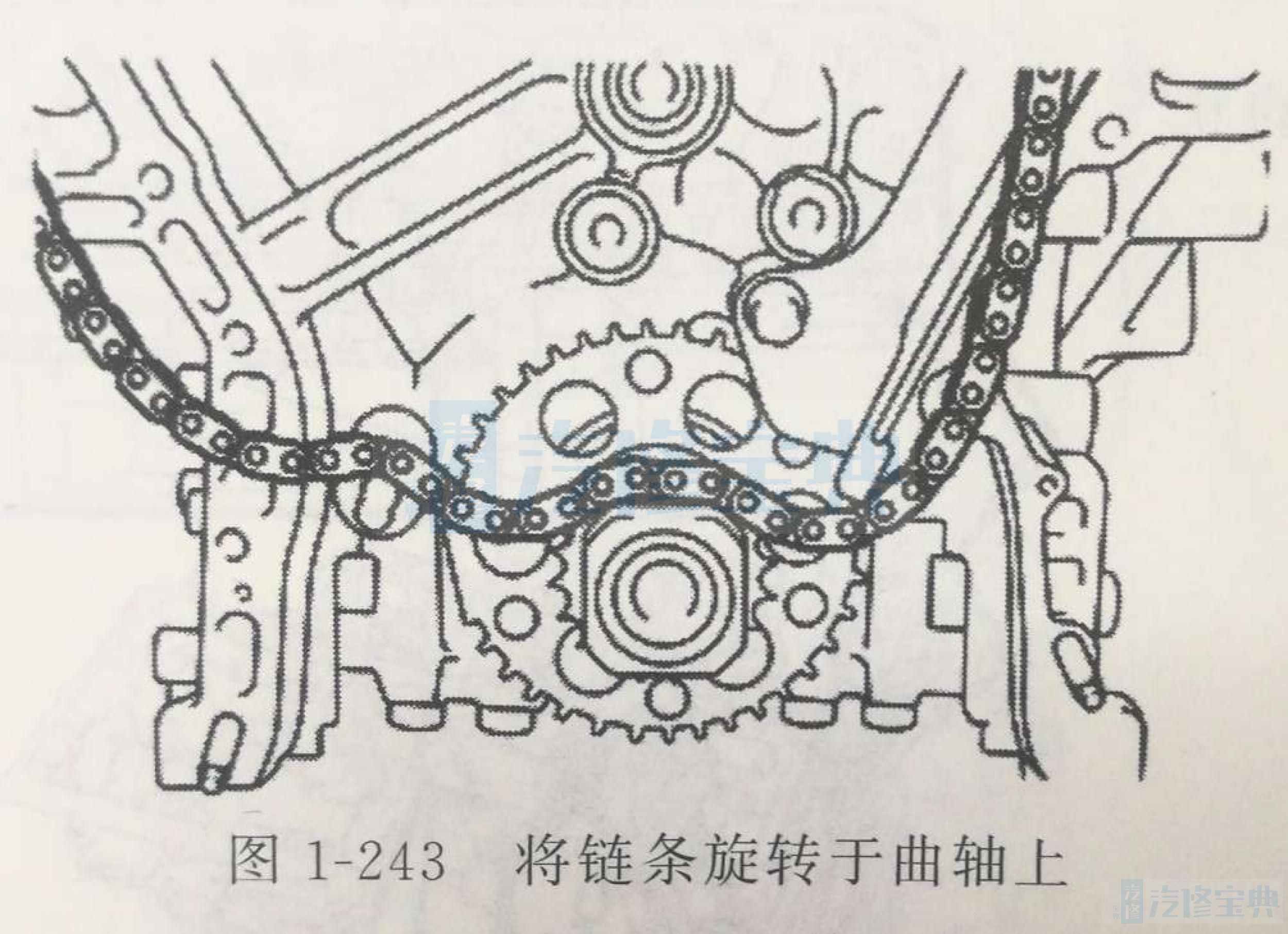
c.从曲轴正时齿轮或链轮上拆下链条分总成,并将其放在曲轴上,见图1-243。
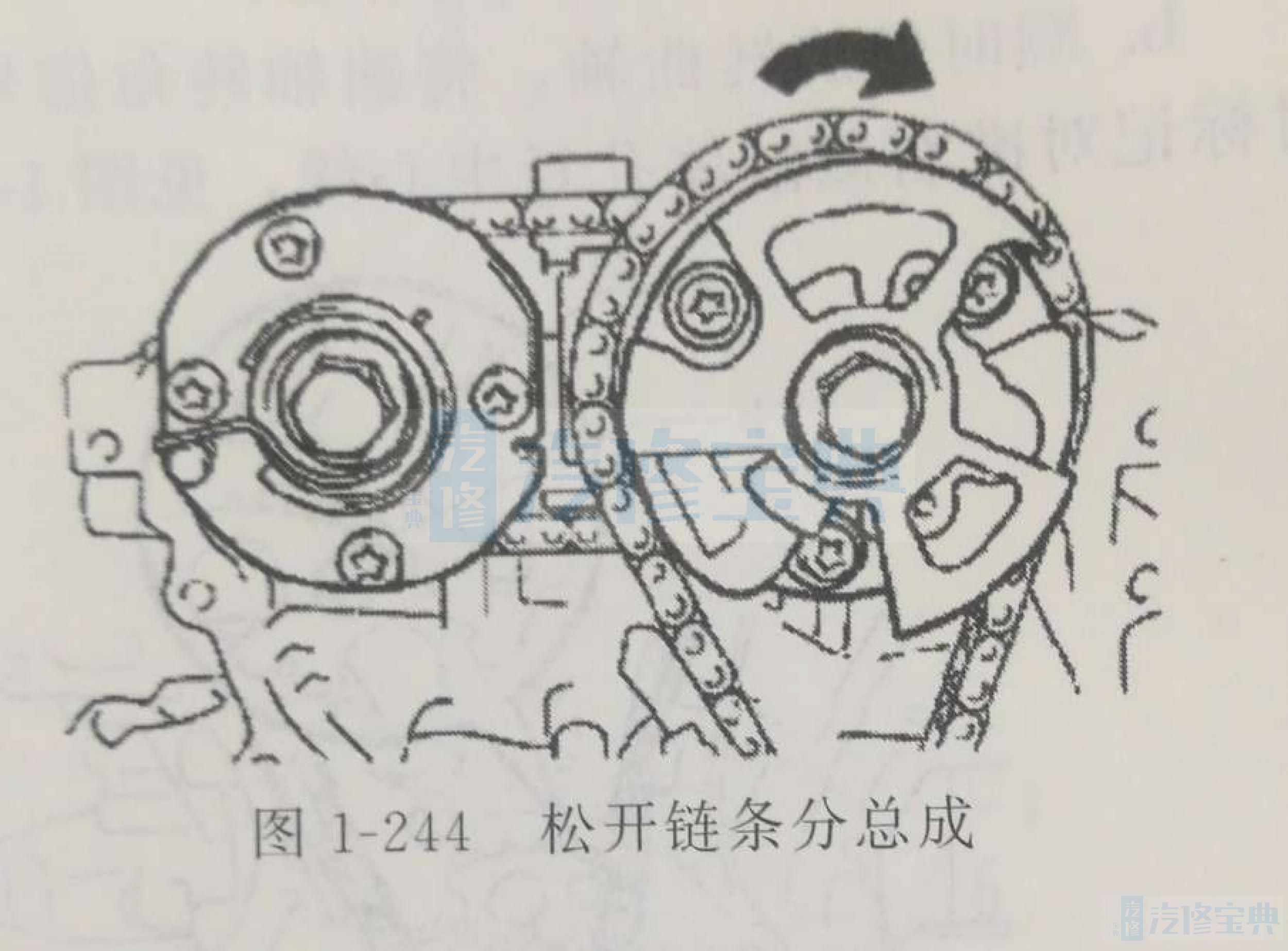
d.顺时针转动B1上的凸轮轴正时齿轮总成约60°,使其位于如图1-244所示位置。务必松开气缸组间的链条分总成。
e.拆下链条分总成。
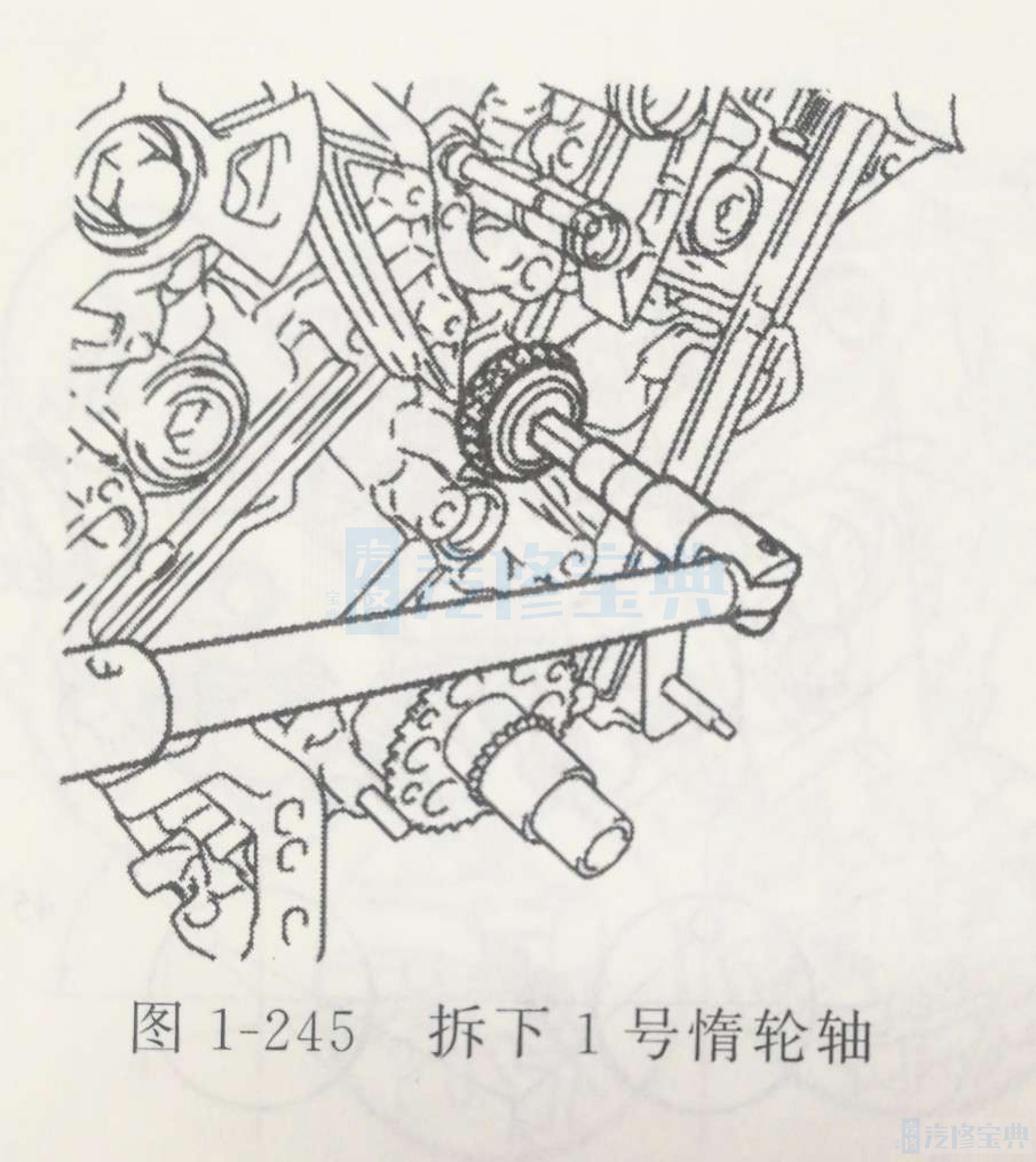
⑤使用10mm六角扳手拆下2号惰轮轴、张紧链轮总成和1号惰轮轴,见图1-245。
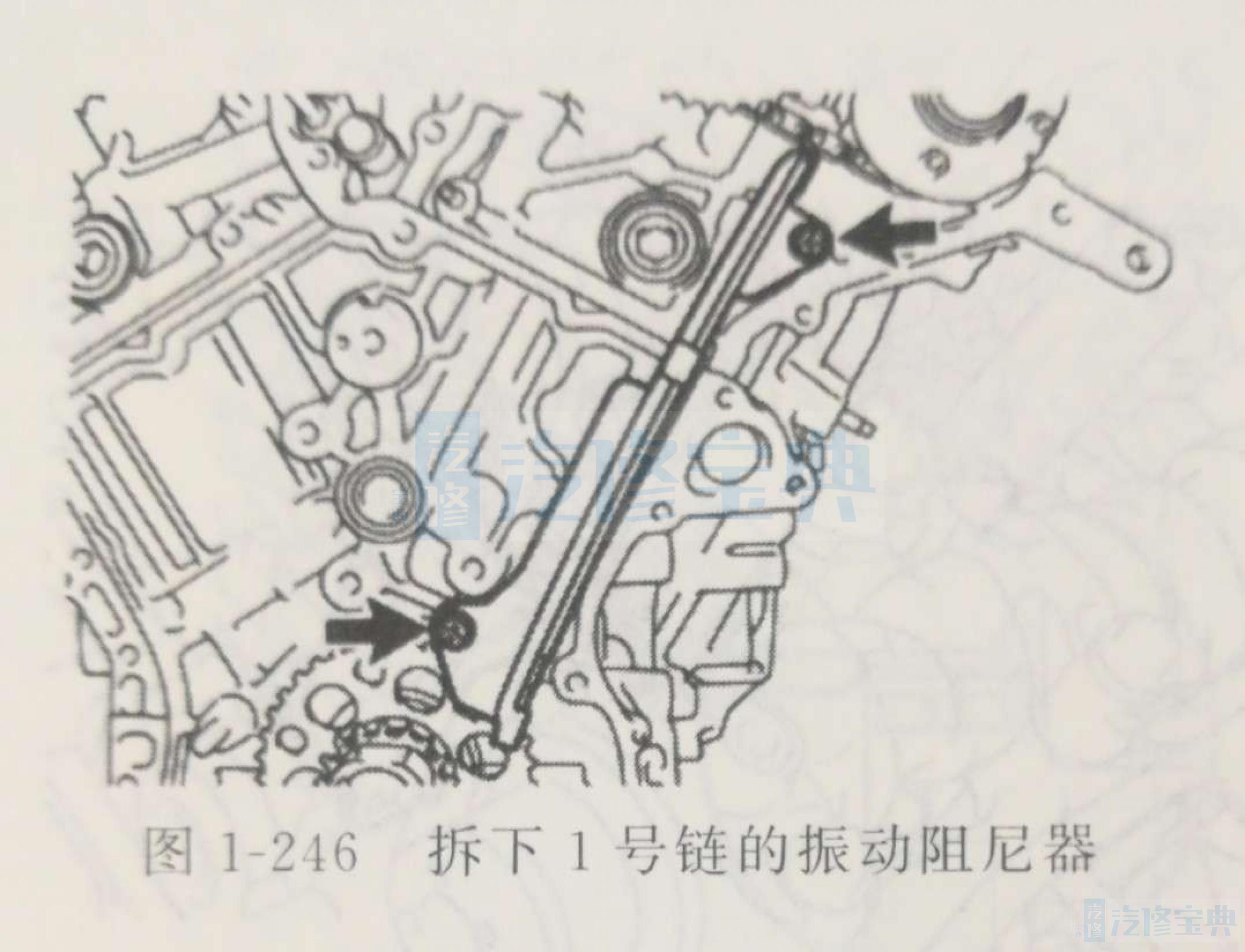
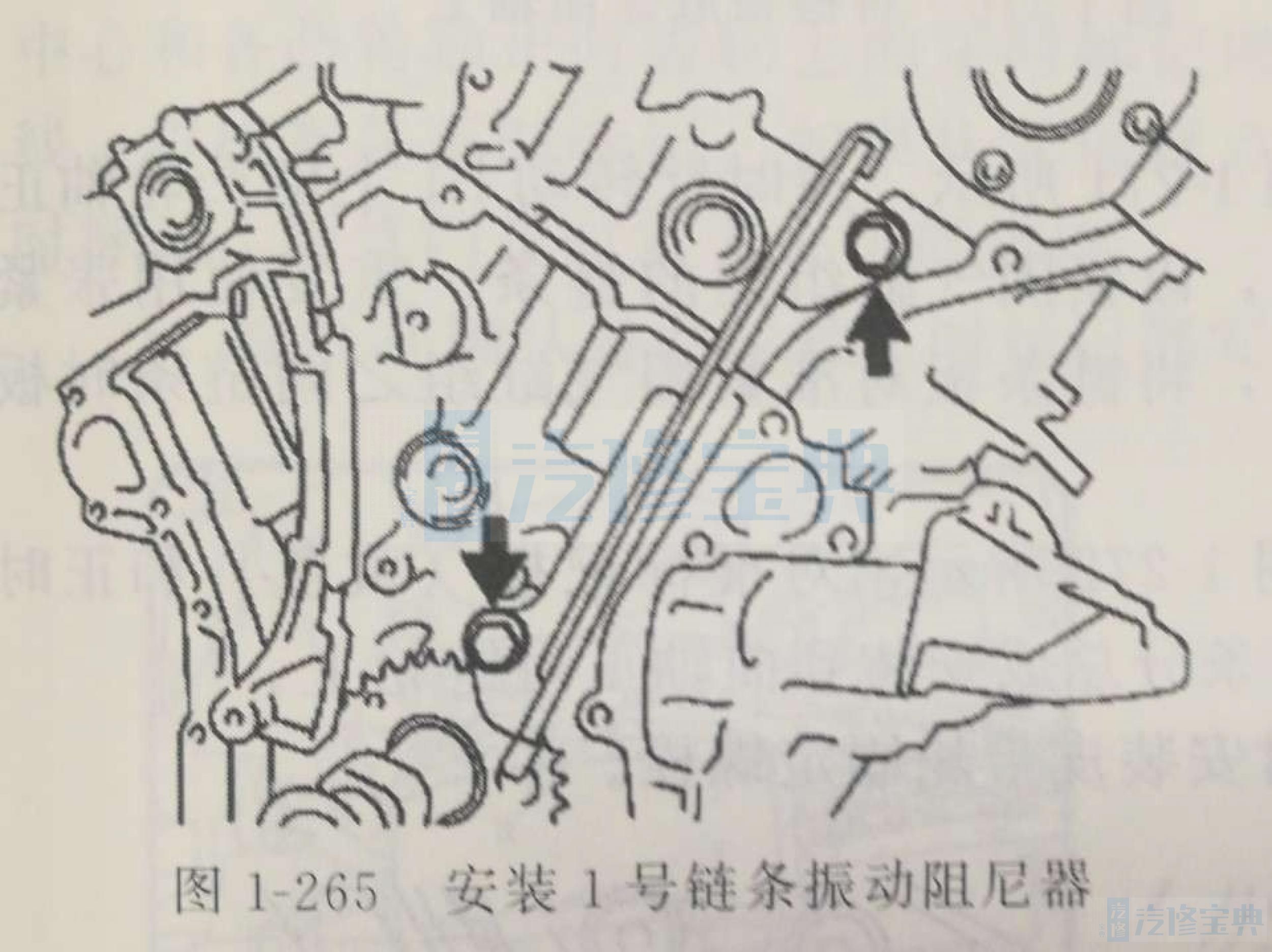
⑥拆下2个螺栓和1号链条振动阻尼器,见图1-246。
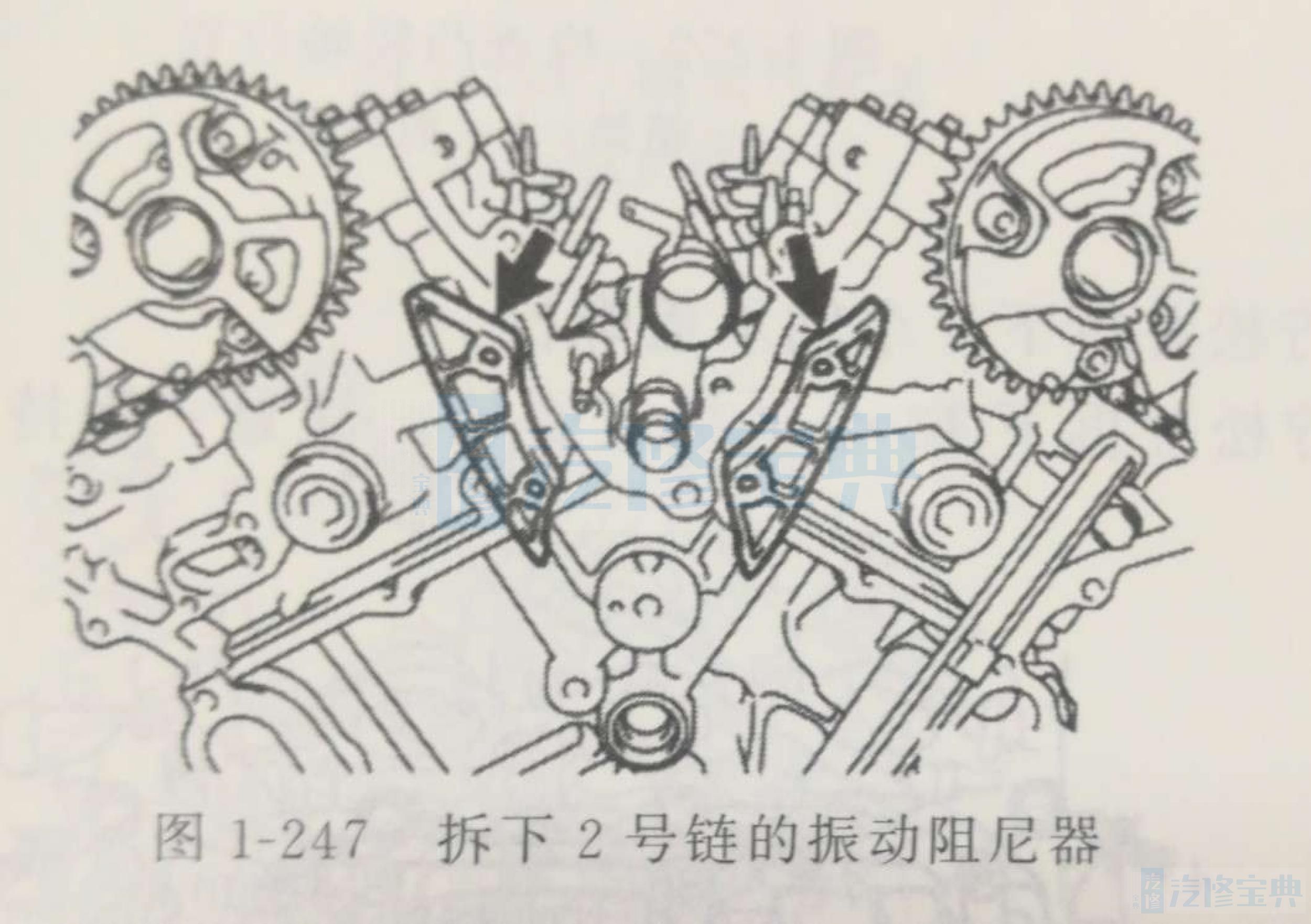
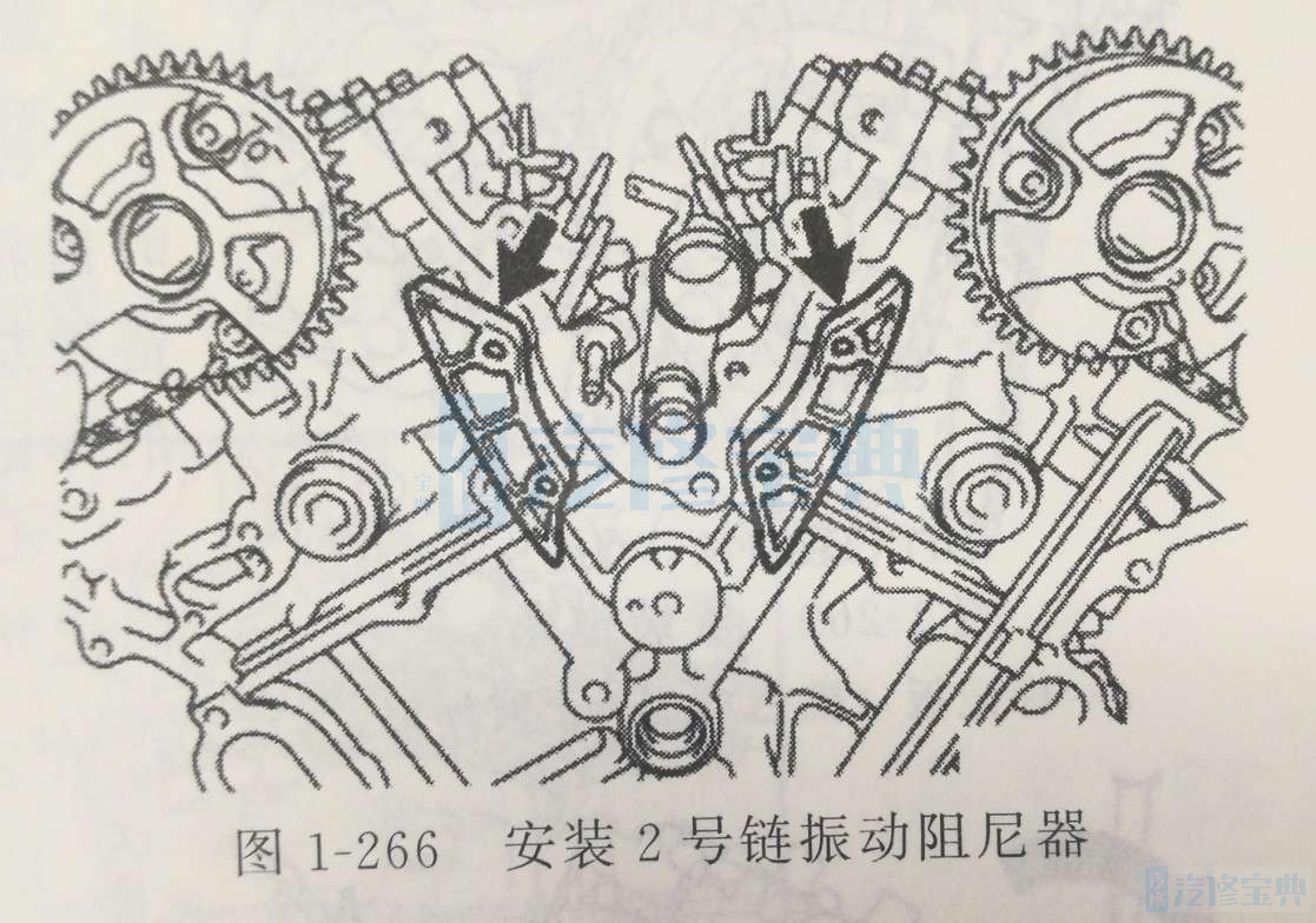
⑦拆下2个2号链条振动阻尼器,见图1-247。
⑧拆卸曲轴正时齿轮或链轮。
a.拆下曲轴正时齿轮或链轮。
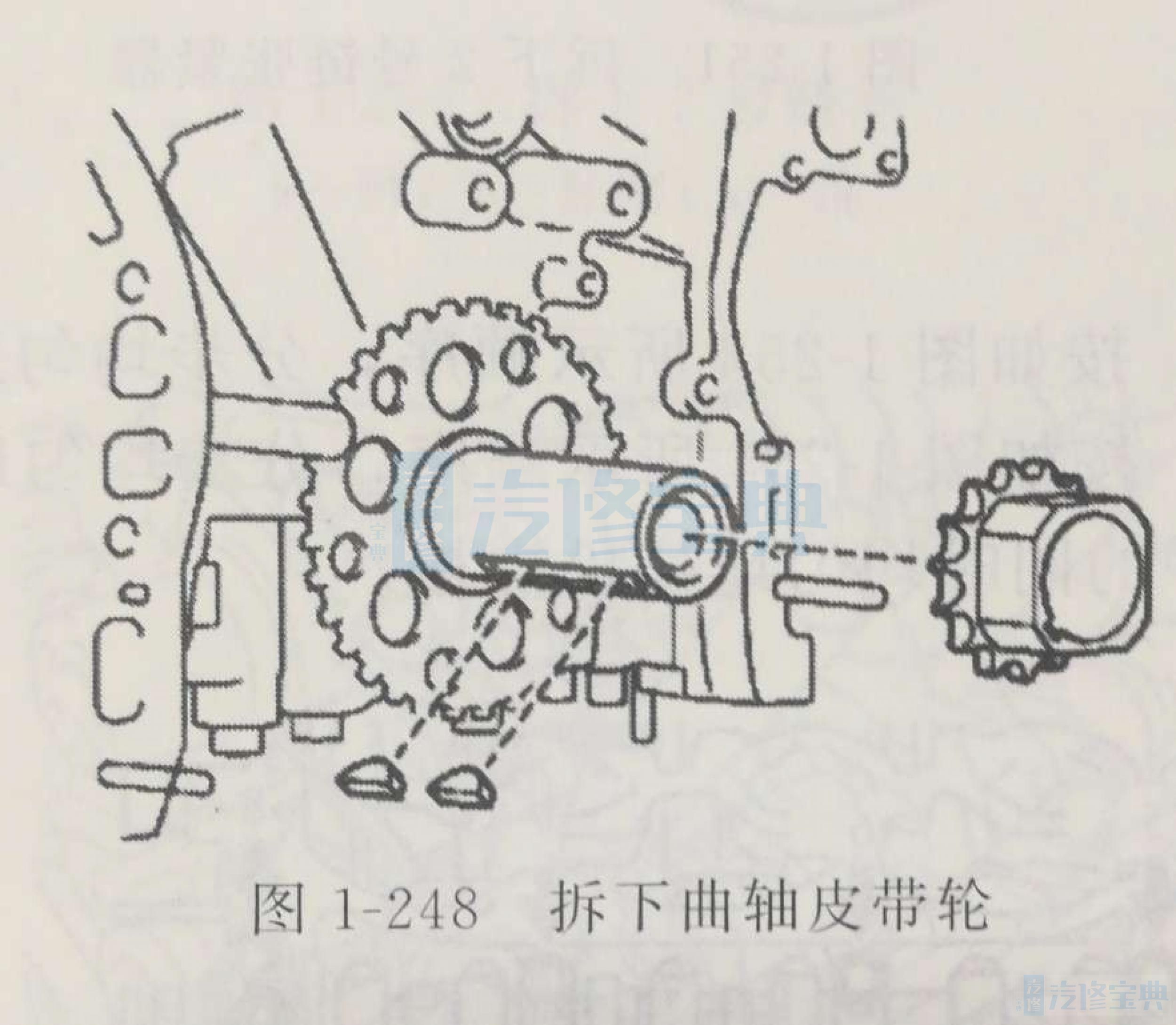
b.从曲轴上拆下2个皮带轮定位键,见图1-248。
⑨拆卸凸轮轴正时齿轮和2号链条(B1)。
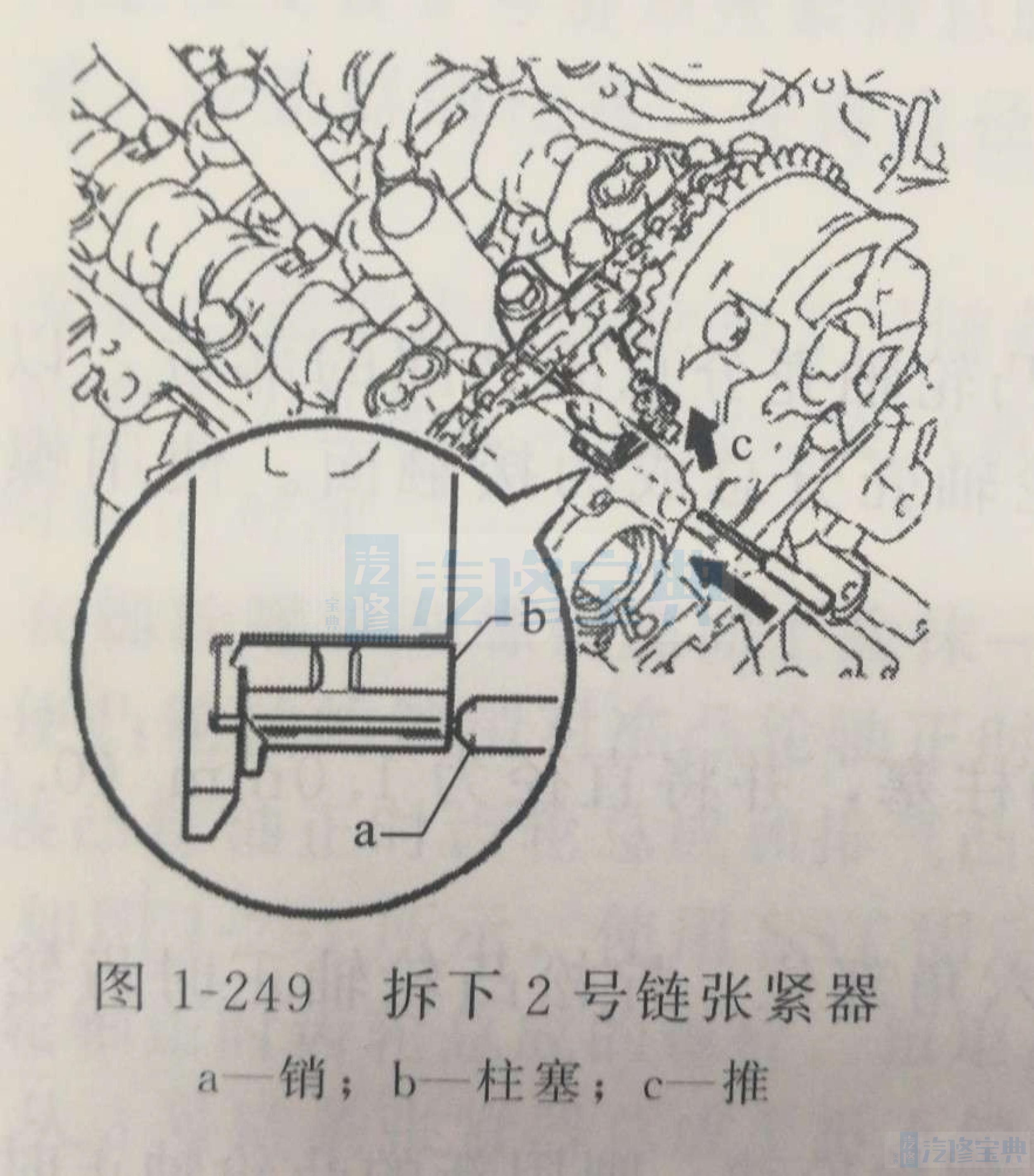
a.如图1-249所示,推入2号链条张紧器总成的柱塞,并将直径为1.0mm(0.0394in)的销插入孔中以将柱塞固定到位。
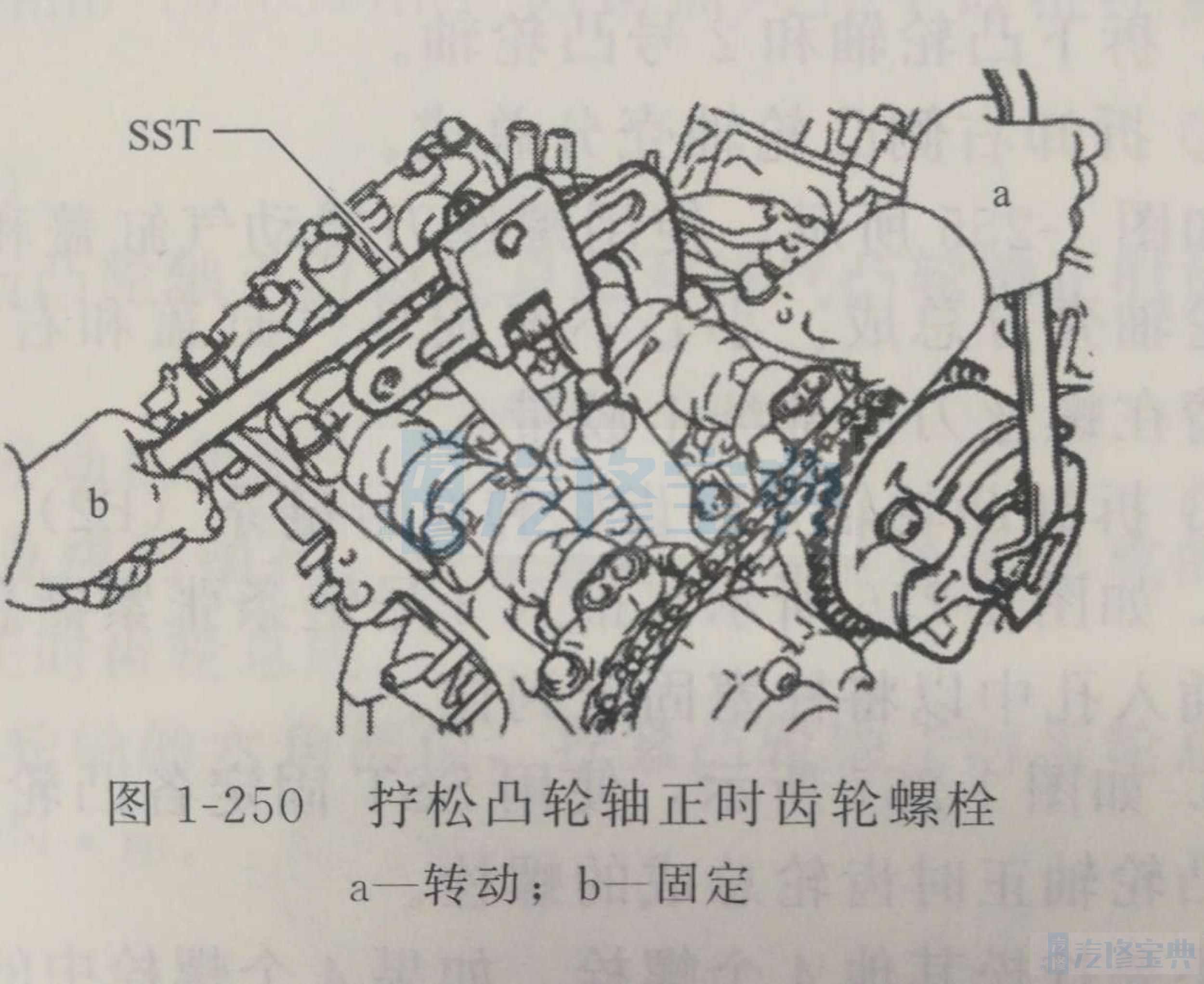
b.使用SST固定各凸轮轴的六角部位,拧松凸轮轴正时齿轮总成和排气凸轮轴正时齿轮总成的螺栓,见图1-250。
注意:不要拧松其他4个螺栓;如果4个螺栓中的任一螺栓松动,则用新的凸轮轴正时齿轮总成和/或排气凸轮轴正时齿轮总成更换。
c.将2个螺栓和凸轮轴正时齿轮总成连同2号链条一起拆下。
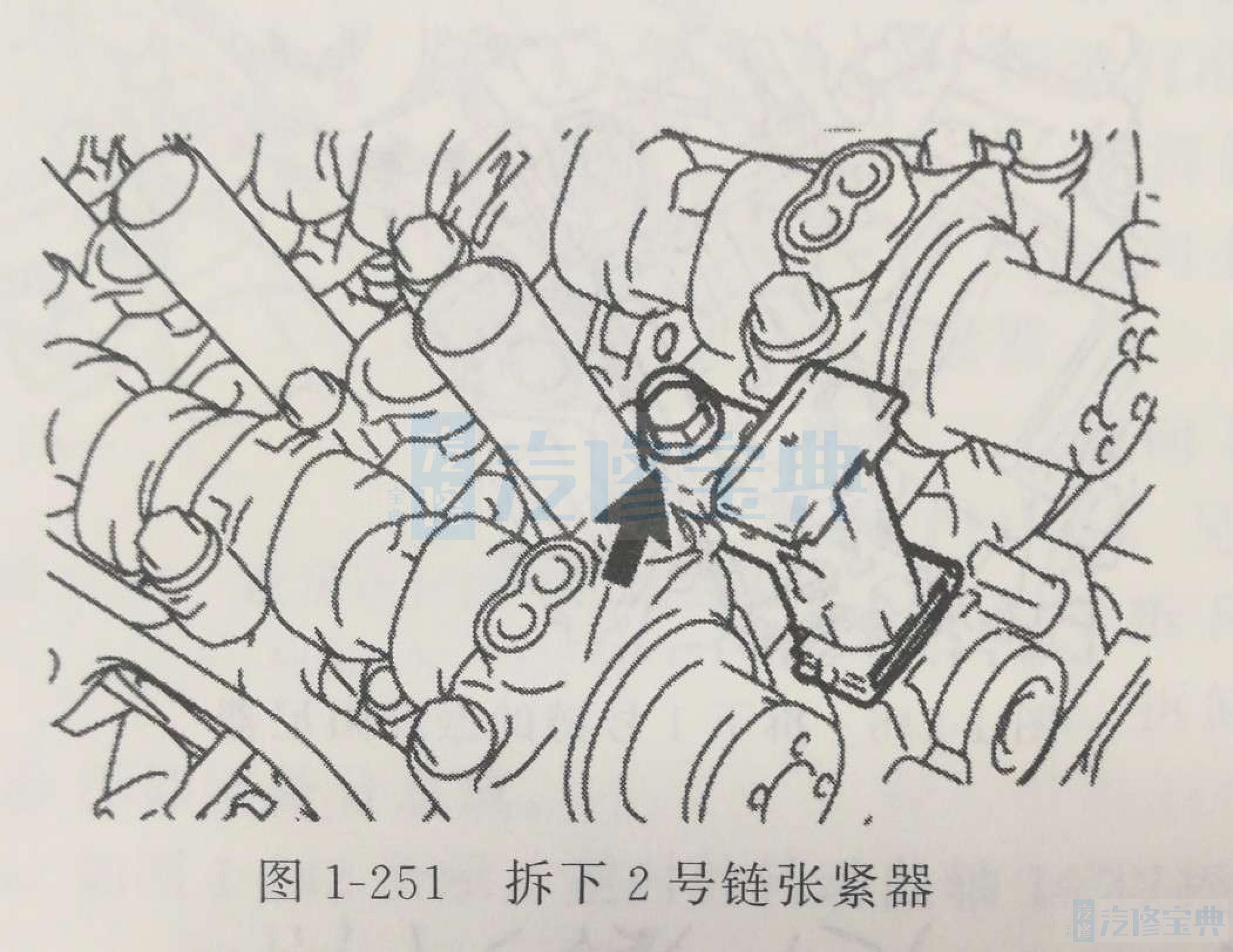
⑩拆下螺栓和2号链条张紧器总成,见图1-251。
拆卸凸轮轴轴承盖(B1)。
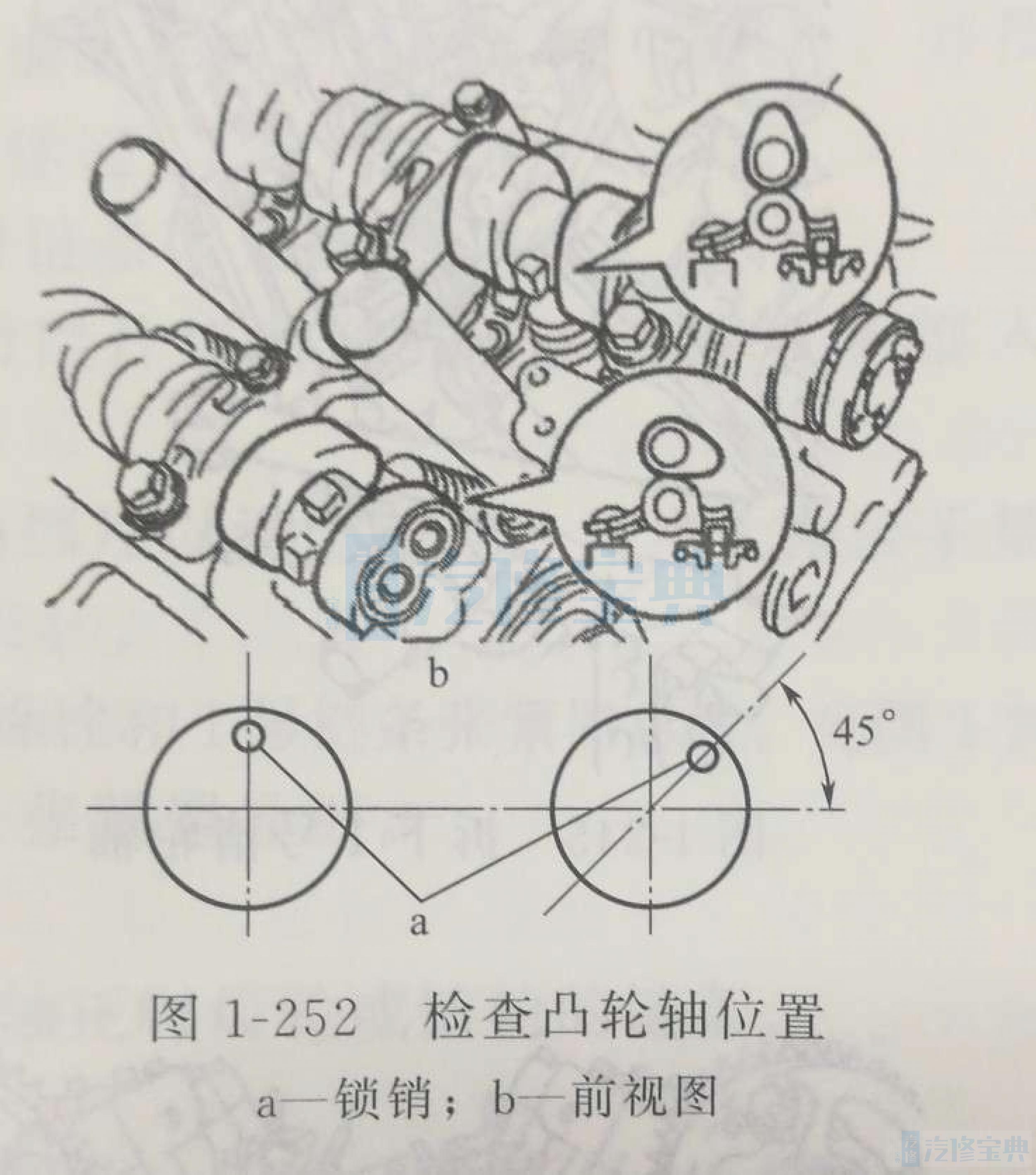
a.检查并确认凸轮轴位于如图1-252所示部位。
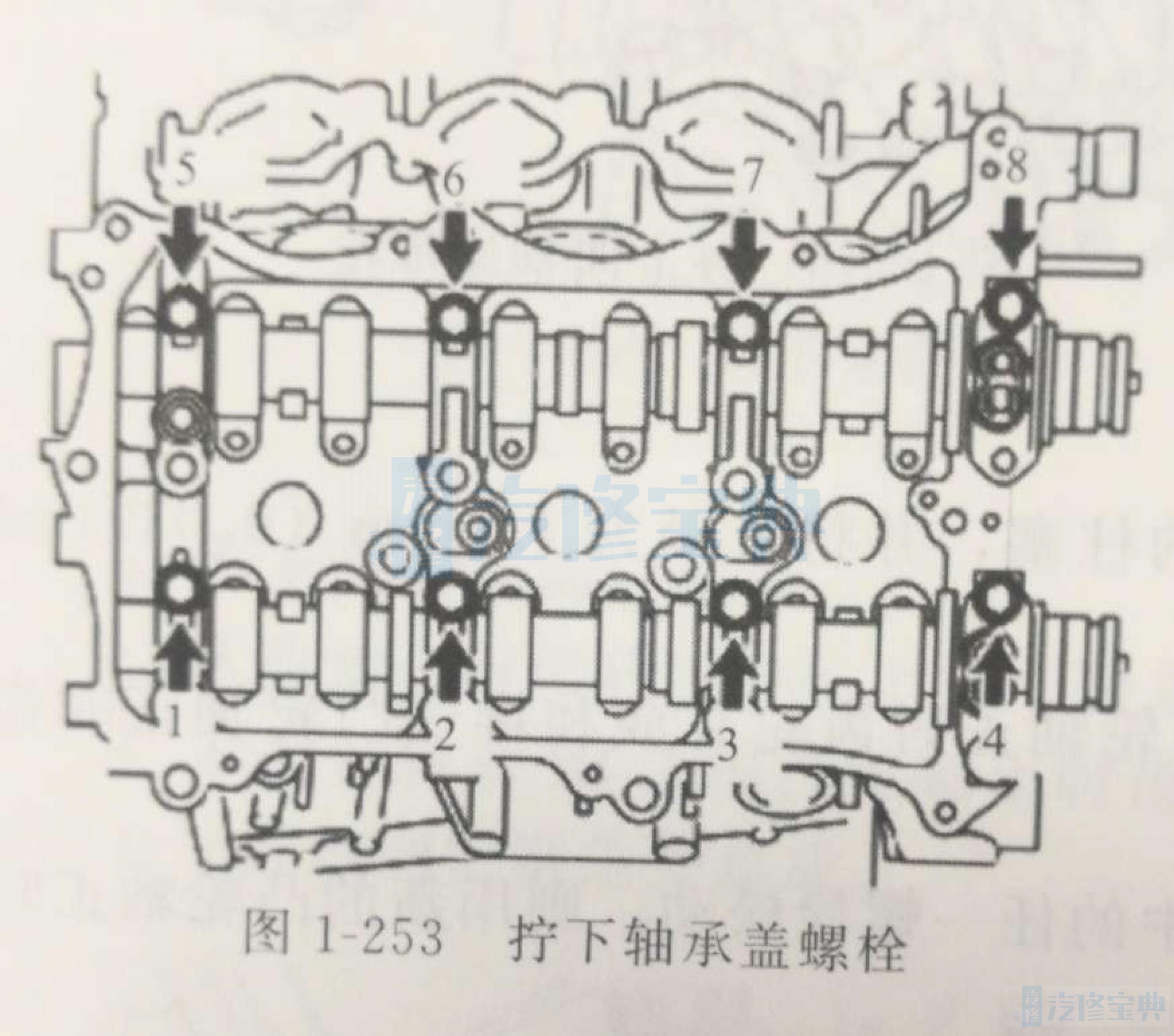
b.按如图1-253所示顺序,分步均匀地拧松并拆下8个轴承盖螺栓。
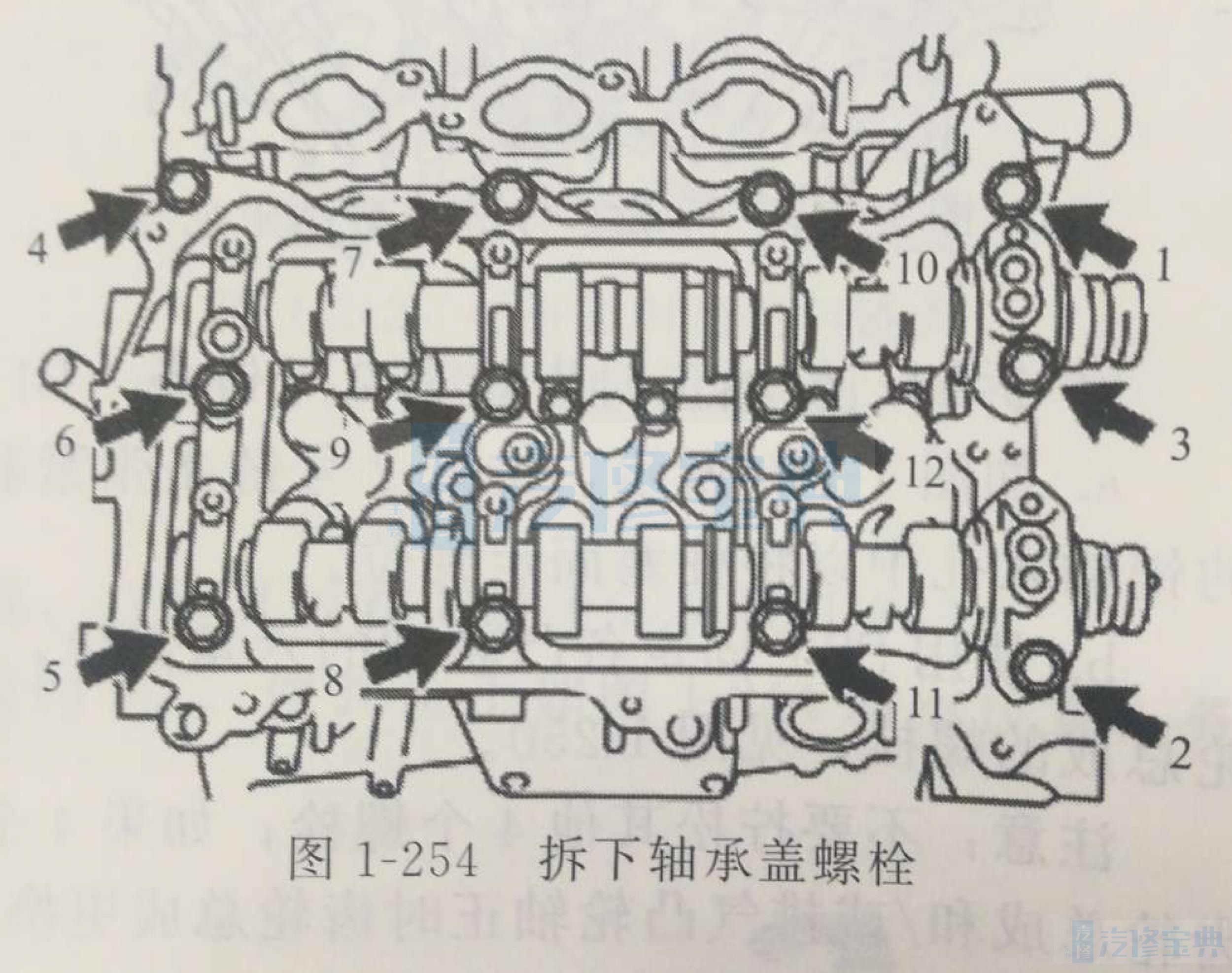
c.按如图1-254所示顺序,分步均匀地拧松并拆下12个轴承盖螺栓。注意:保持凸轮轴水平的同时均匀地拧松螺栓。
d.拆下5个凸轮轴轴示盖。
e.拆下凸轮轴和2号凸轮轴。
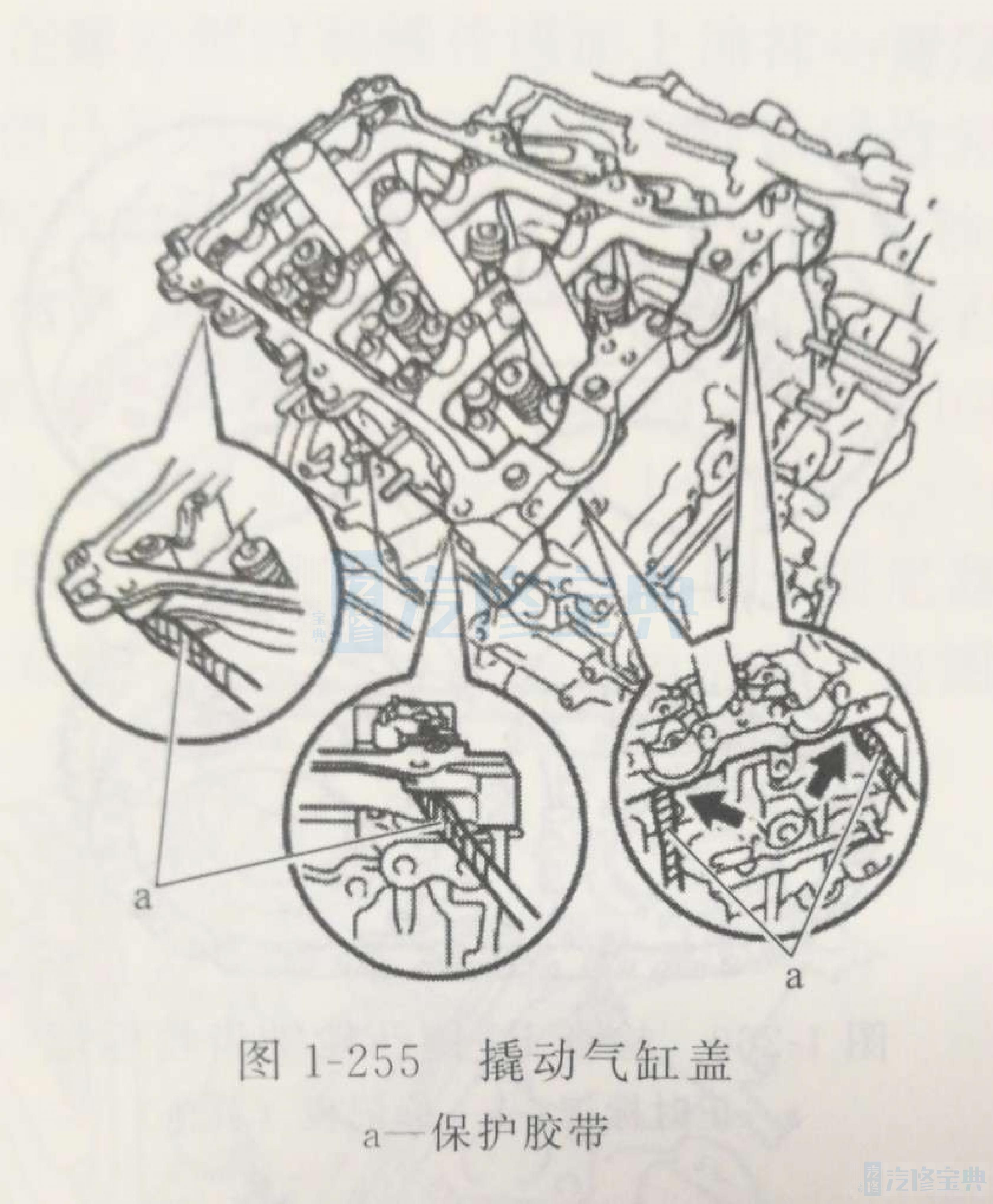
拆卸右侧凸轮轴壳分总成。
如图1-255所示,使用螺丝刀撬动气缸盖和右侧凸轮轴壳分总成之间的部位,以拆下右侧凸轮轴壳分总成。小心不要损坏气缸盖和右侧凸轮轴壳分总成的接触面。使用螺丝刀之前,请在螺丝刀头部缠上胶带。
拆卸凸轮轴正时齿轮和2号链条(B2)。
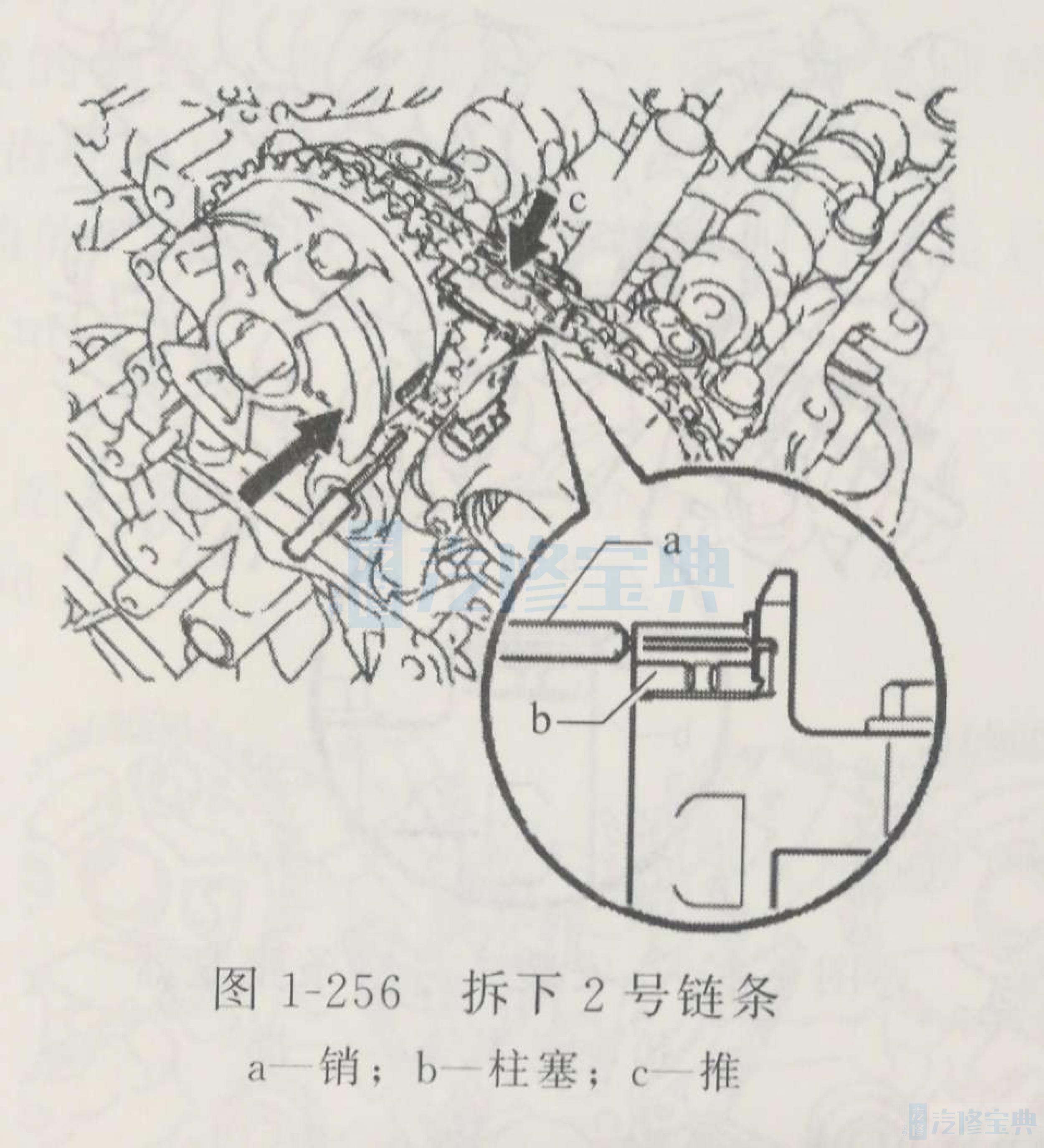
a.如图1-256所示,推入3号链条张紧器总成的柱塞,并将直径为1.0mm(0.0394in)的销插入孔中以将柱塞固定到位。
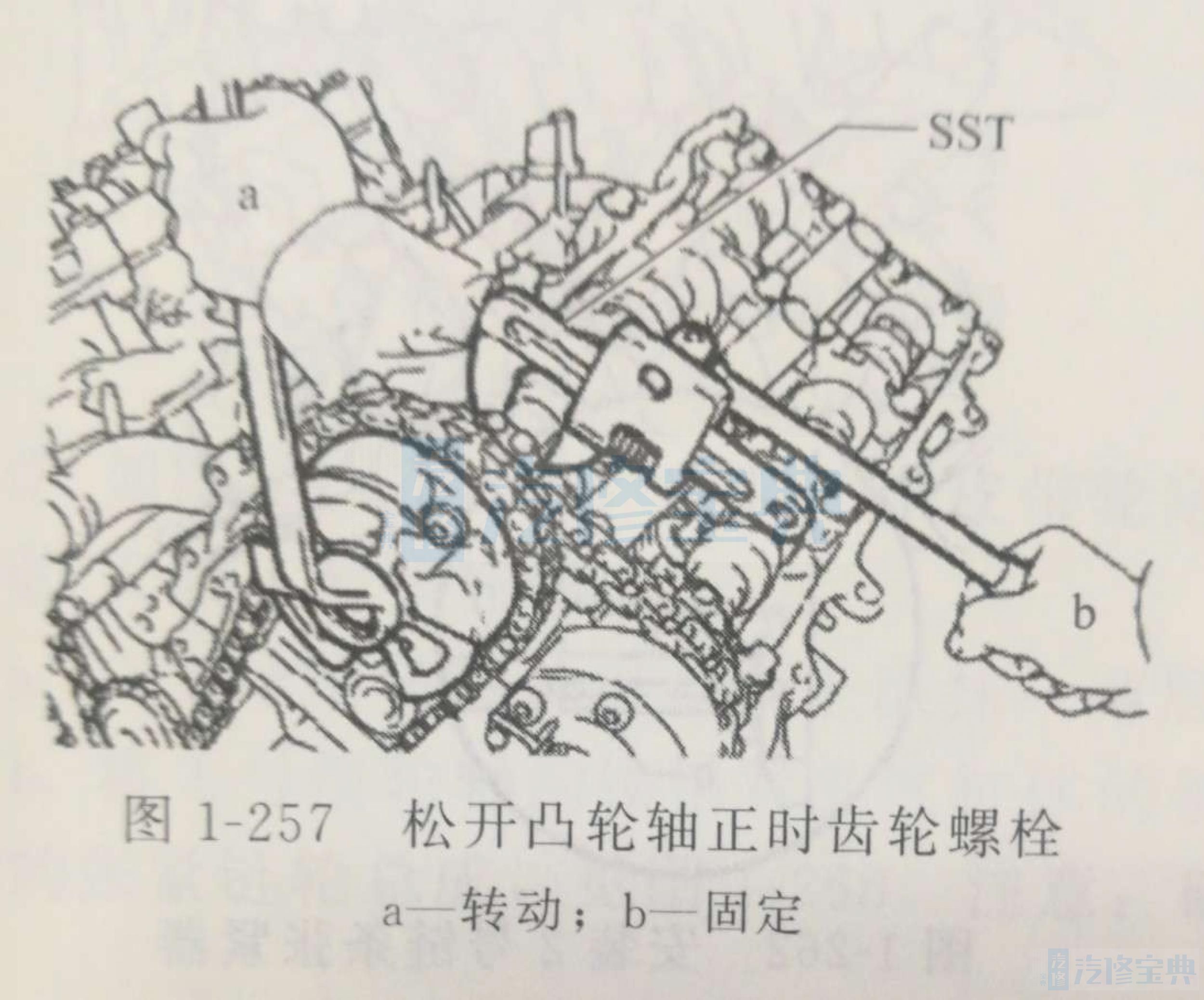
b.如图1-257所示,使用SST固定各凸轮轴的六角部位,拧松凸轮轴正时齿轮总成和排气凸轮轴正时齿轮总成的螺栓。
不要拧松其他4个螺栓。如果4个螺栓中的任一螺栓松动,则用新的凸轮轴正时齿轮总成和/或排气凸轮轴正时齿轮总成更换。
c.将2个螺栓和凸轮轴正时齿轮连同2号链条一起拆下。
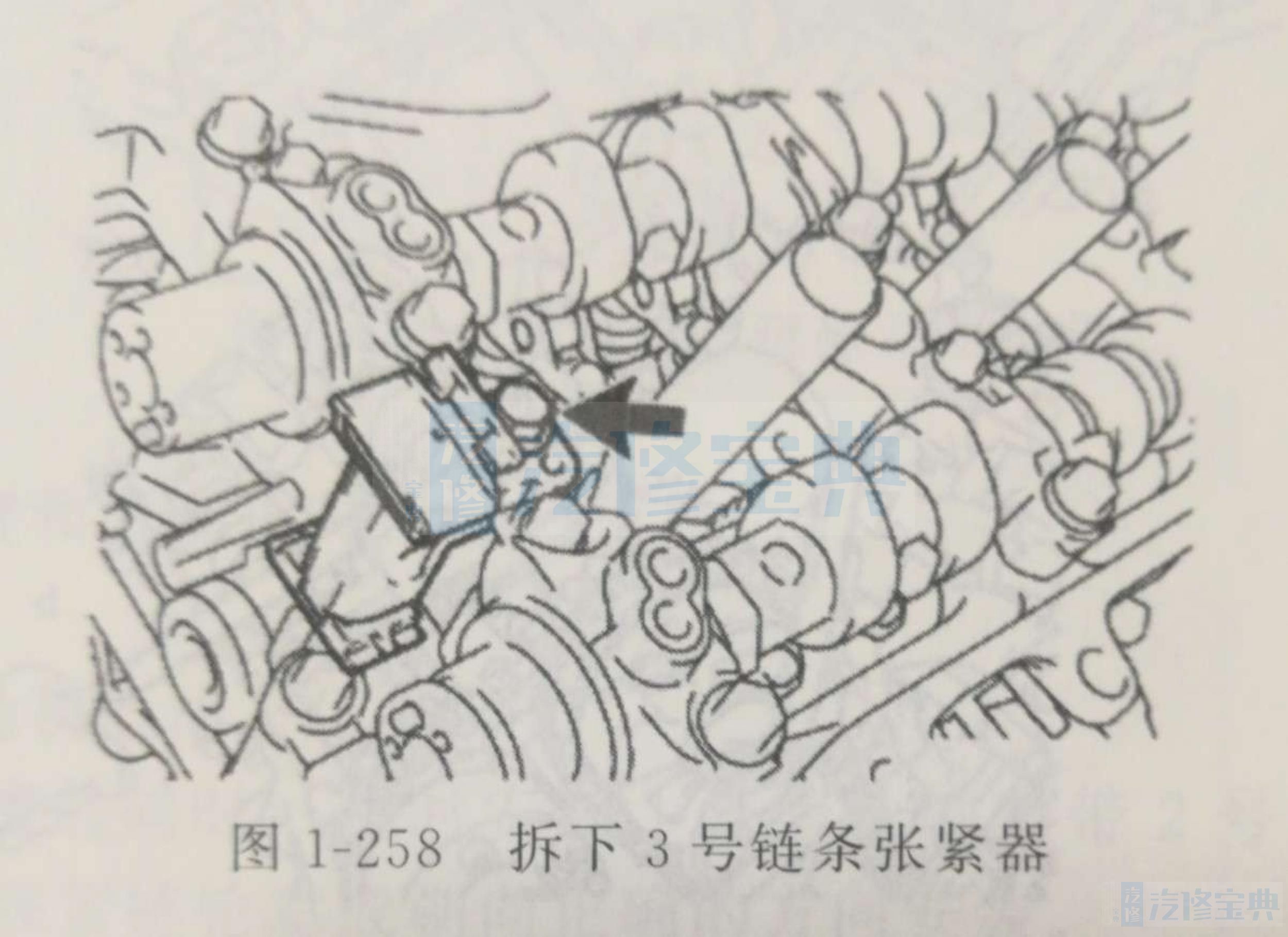
拆卸3号链条张紧器总成,见图1-258。
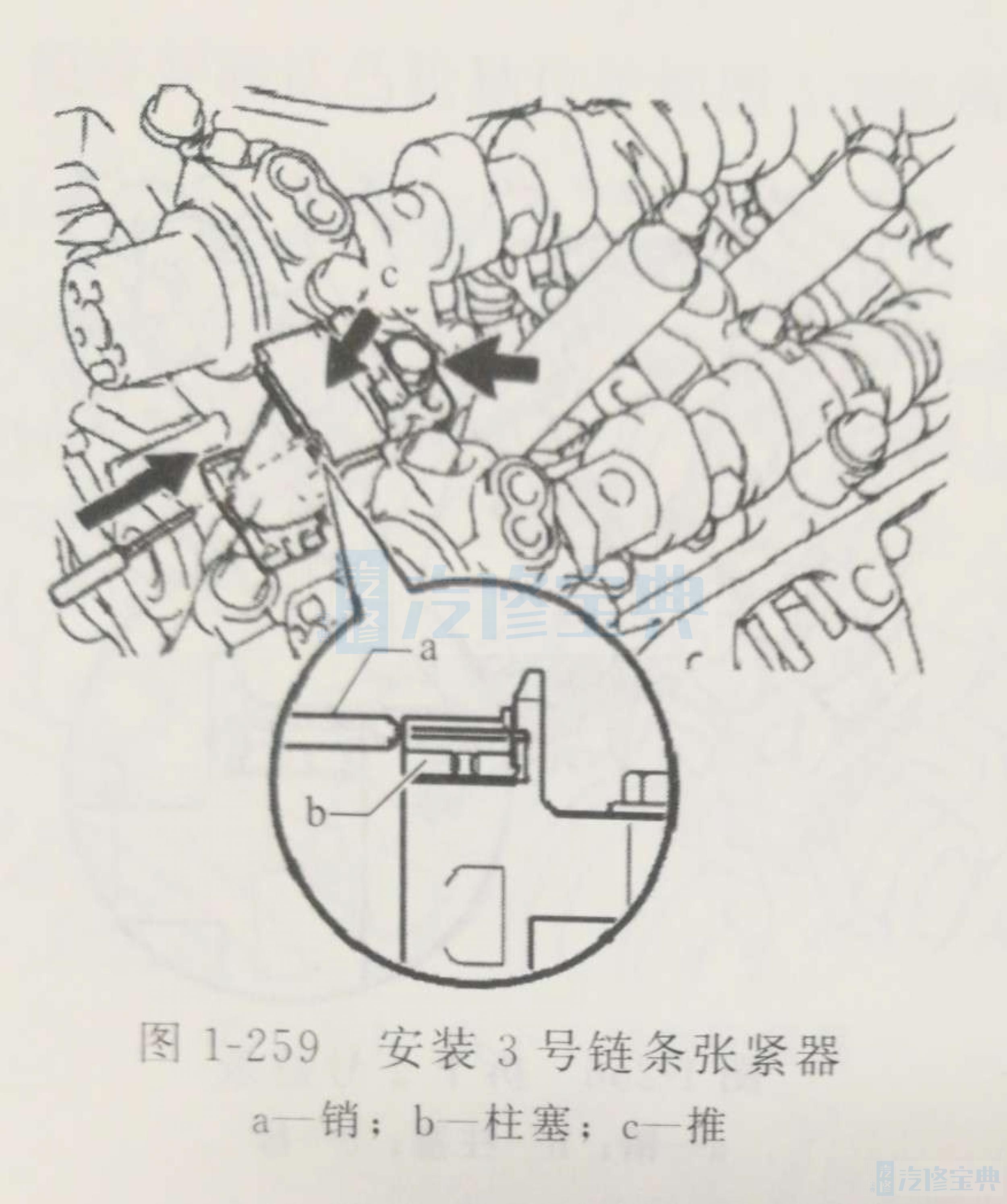
正时链单元安装①安装3号链条张紧器总成。
a.用螺栓安装3号链条张紧器总成,见图1-259。扭矩:21N·m。
b.推入张紧器的柱塞,并将直径为1.0mm(0.0394in)的销插入孔中以将柱塞固定到位。
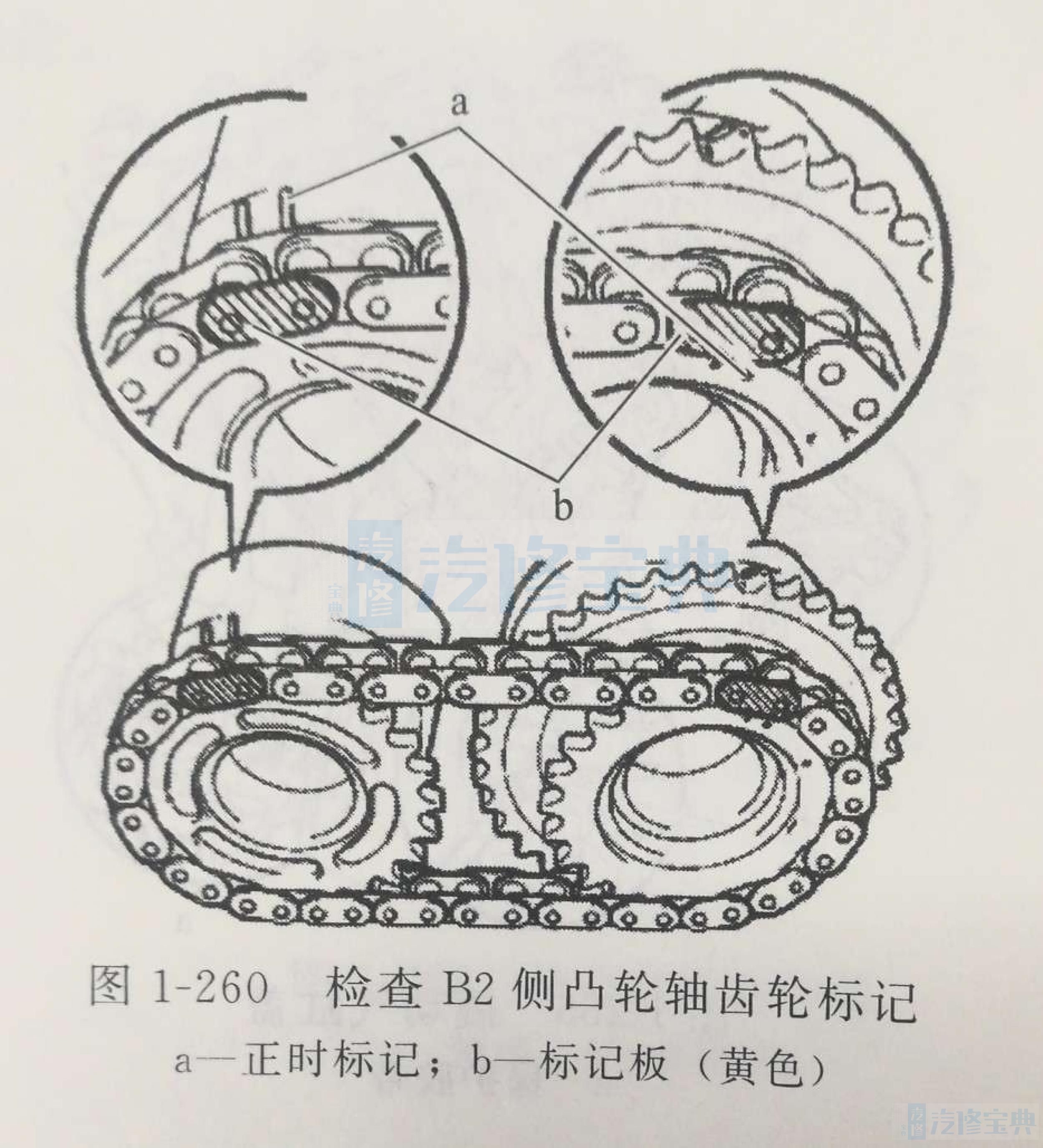
②安装凸轮轴正时齿轮和2号链条(B2)。
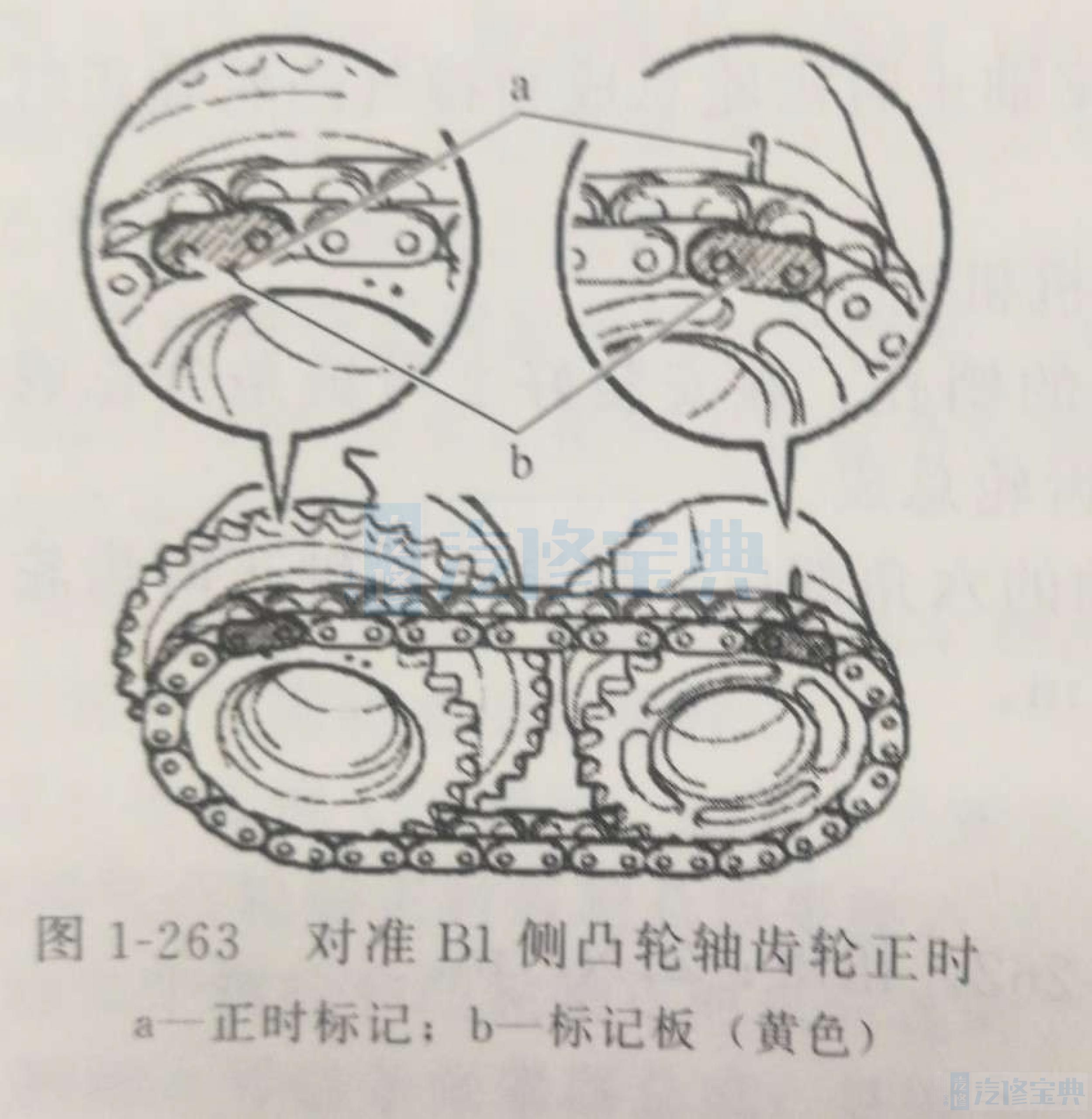
a.如图1-260所示,使标记板(黄色)与凸轮轴正时齿轮总成和排气凸轮轴正时齿轮总成的正时标记对准。
b.在螺栓螺纹和螺栓座面上涂抹一薄层发动机机油。
c.使凸轮轴的锁销对准凸轮轴正时齿轮总成的销孔。在安装好2号链条分总成的情况下,安装凸轮轴正时齿轮总成和排气凸轮轴正时齿轮总成。
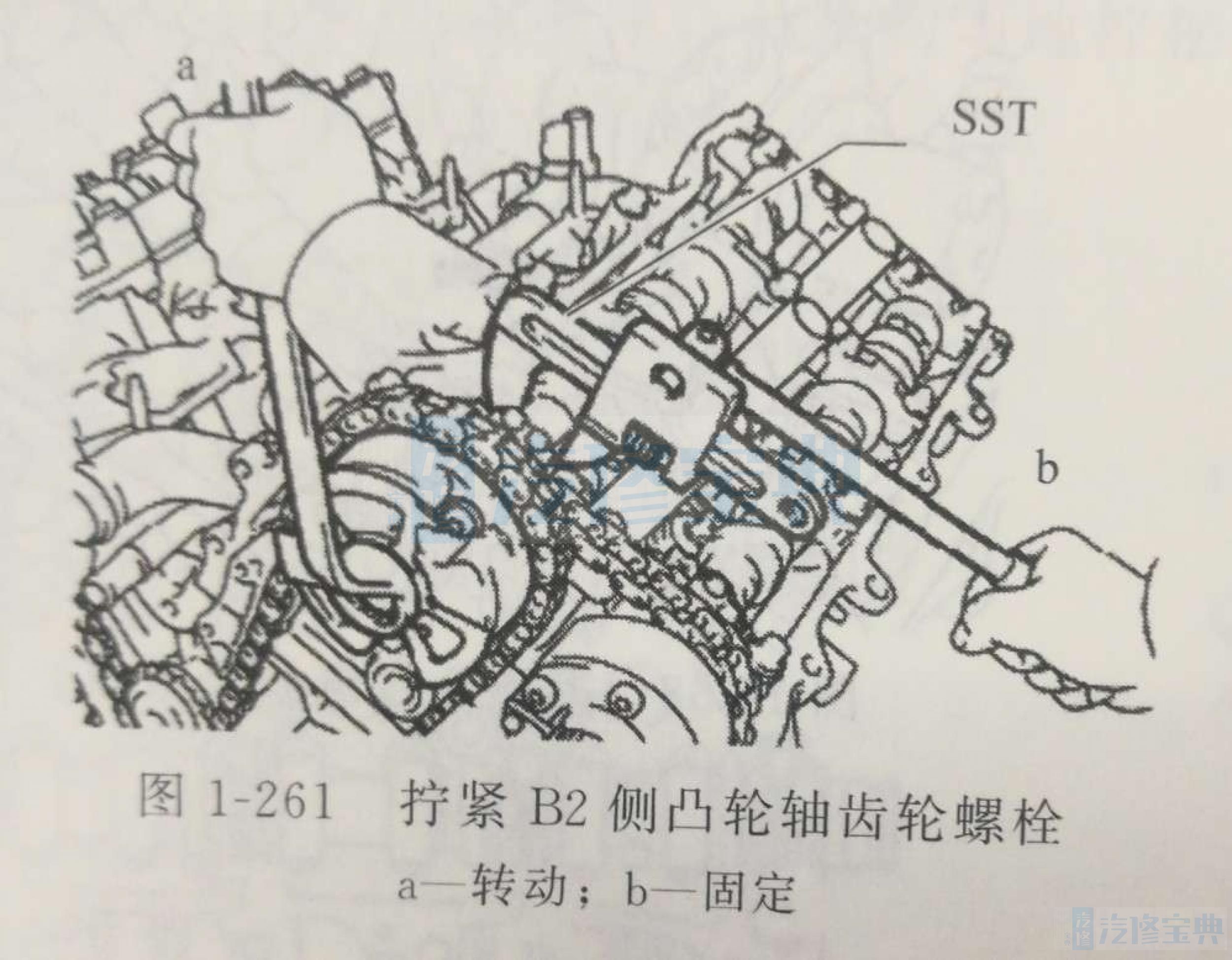
d.如图1-261所示,使用SST固定各凸轮轴的六角部位,拧紧凸轮轴正时齿轮总成和排气凸轮轴正时齿轮总成的螺栓。扭矩:100N·m。
e.从3号链条张紧器总成上拆下销。
③安装2号链条张紧器总成。
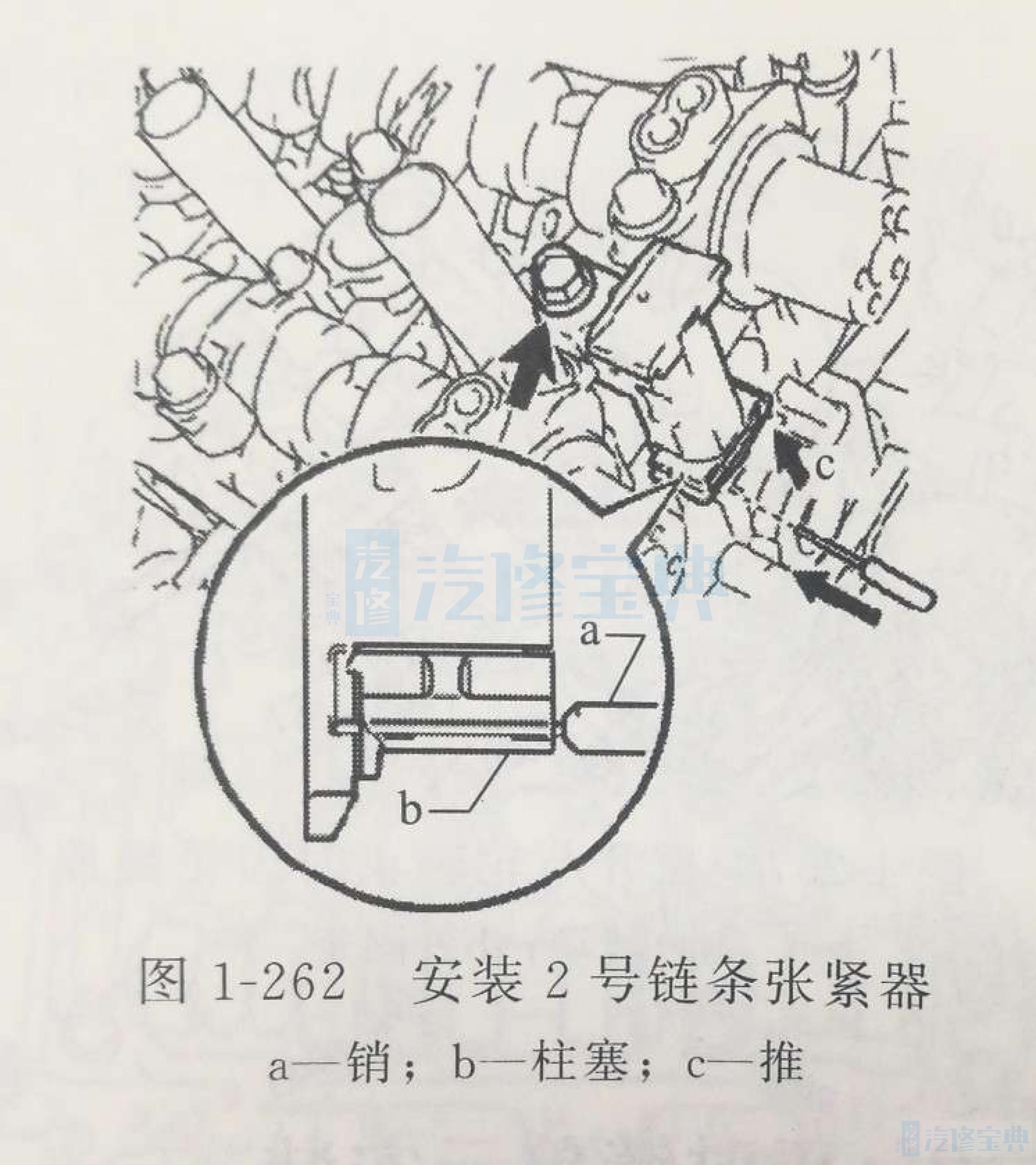
a.用螺栓安装2号链条张紧器总成,见图1-262。扭矩:21N·m。
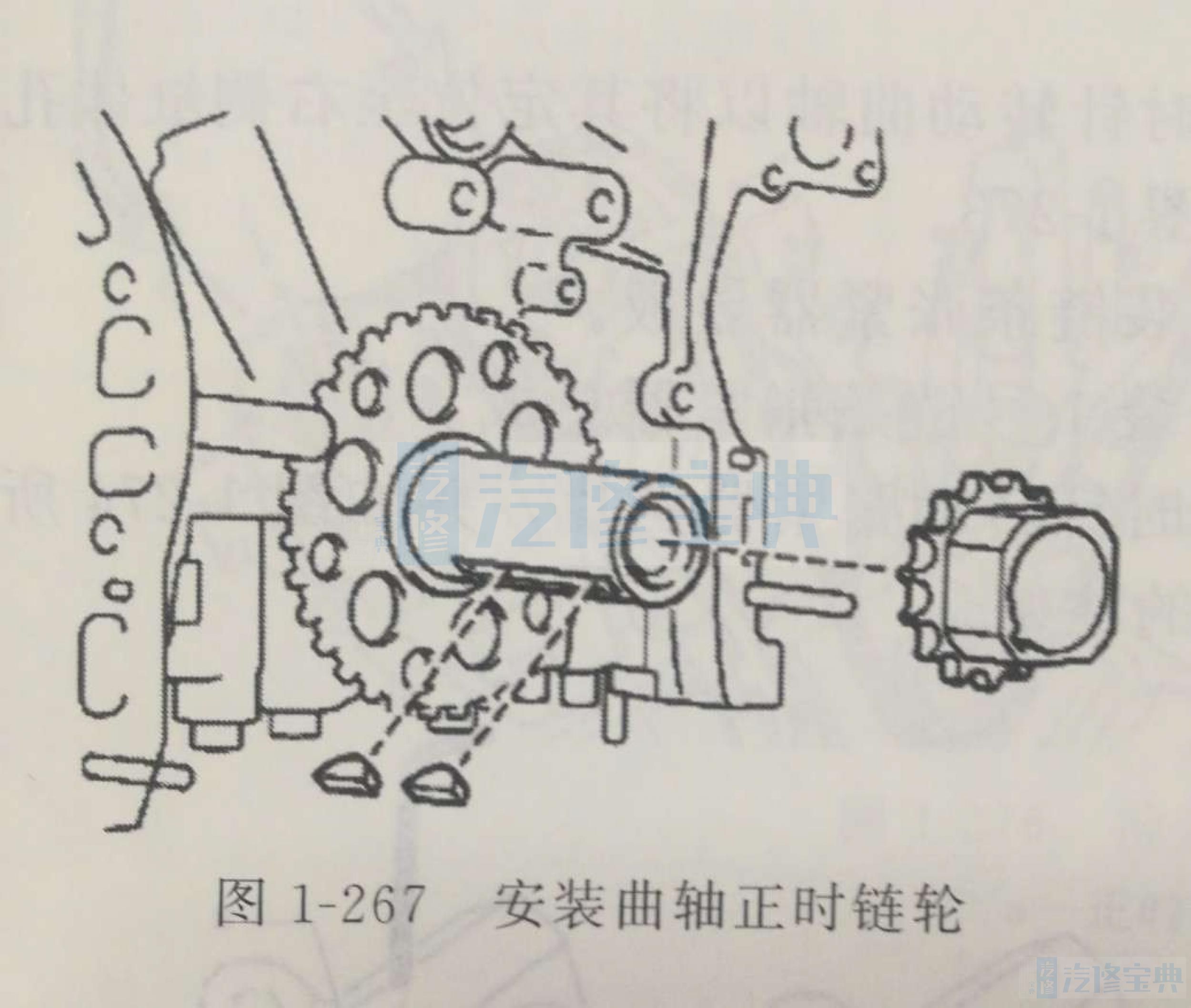
⑦如图1-267所示,安装2个皮带轮定位键和曲轴正时齿轮或链轮。
⑧安装1号惰轮轴。
a.在1号惰轮轴的滑动面上涂抹一薄层发动机机油。
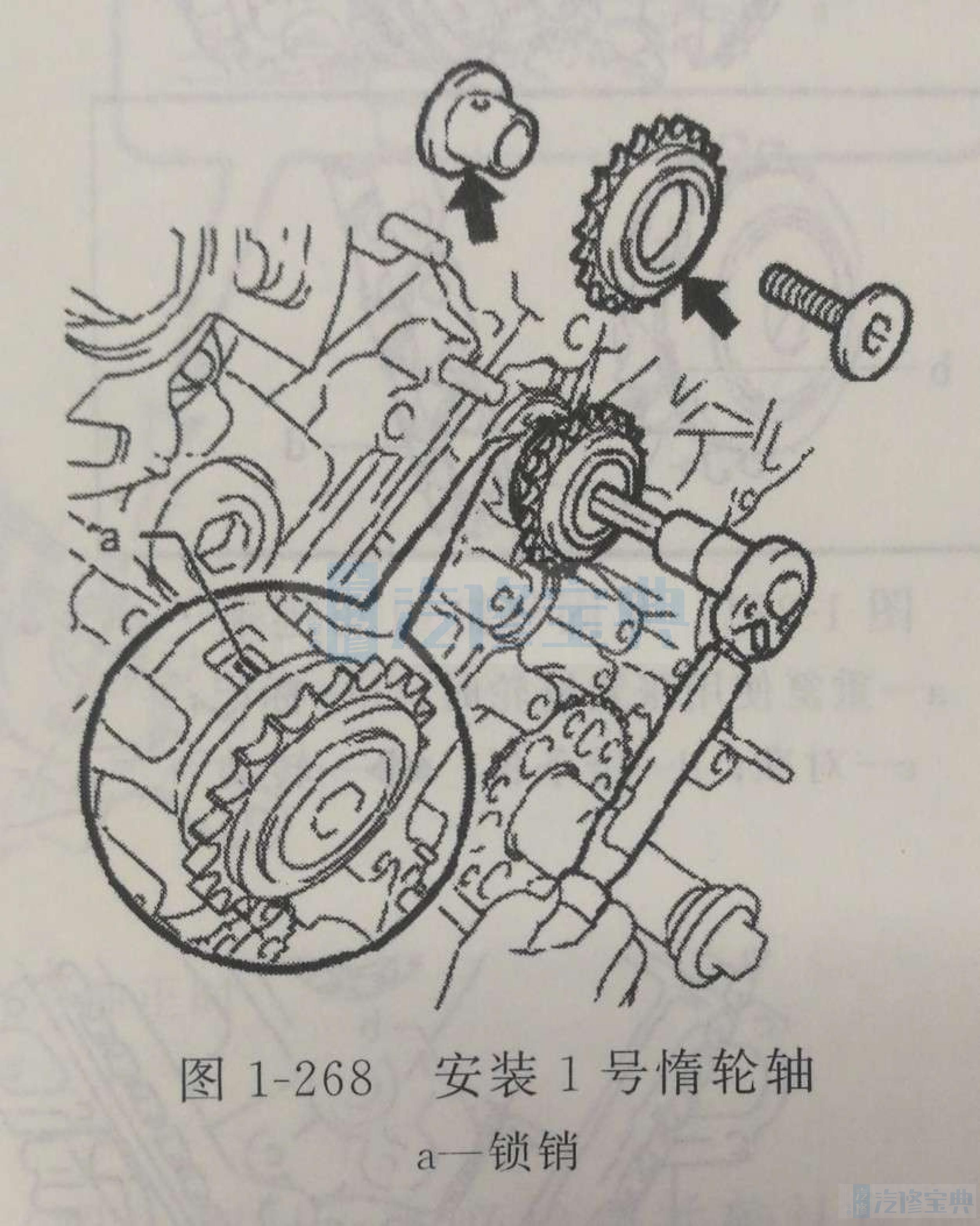
b.将1号惰轮轴的锁销对准气缸体的锁销槽的同时,暂时安装1号惰轮轴和带2号惰轮轴的张紧链轮总成,见图1-268。注意:确保张紧链轮总成朝向正确的方向安装。
c.使用10mm六角扳手紧固2号惰轮轴。扭矩:60N·m。
⑨安装链条分总成。
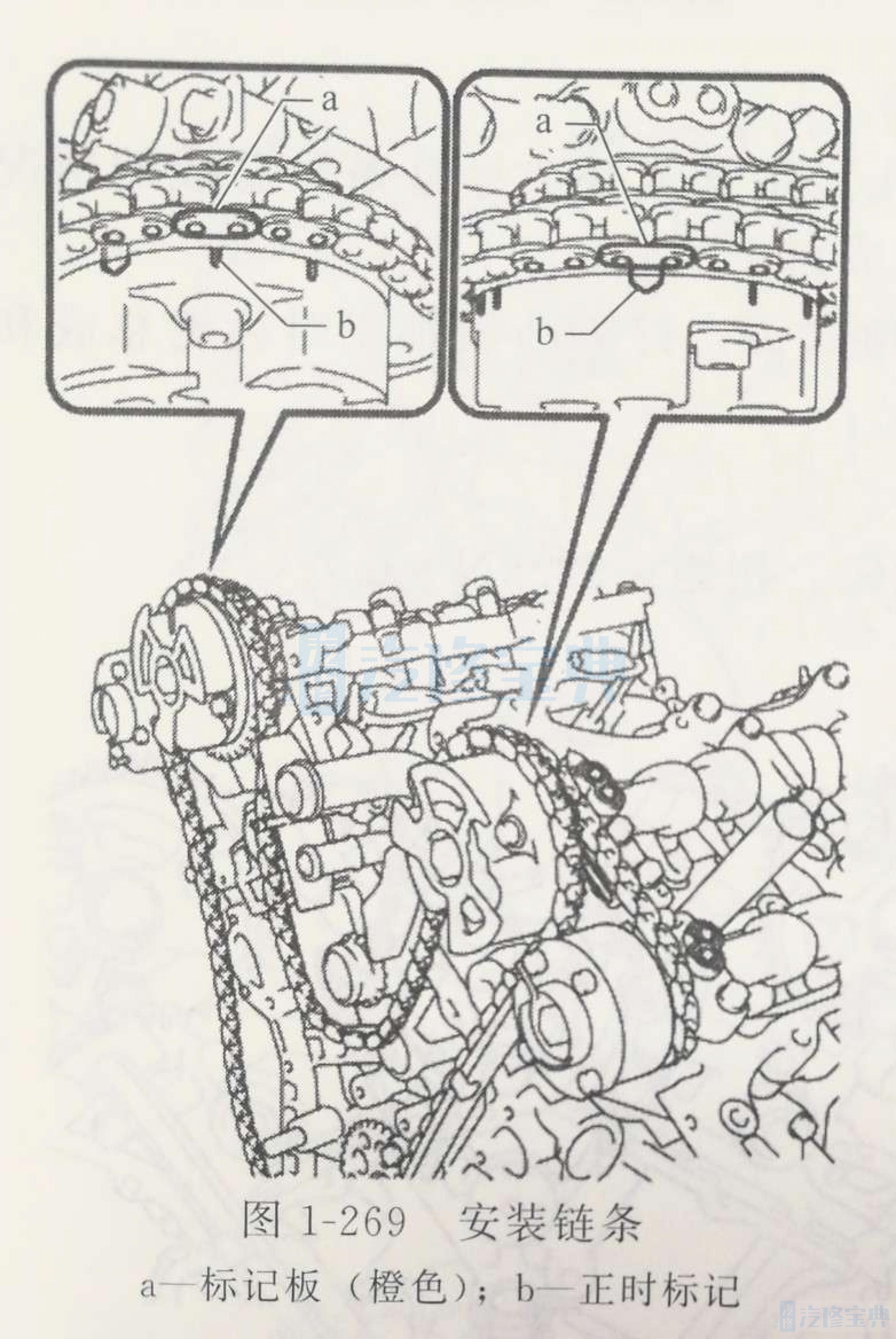
a.如图1-269所示,对准标记板(橙色)和正时标记并安装链条分总成。
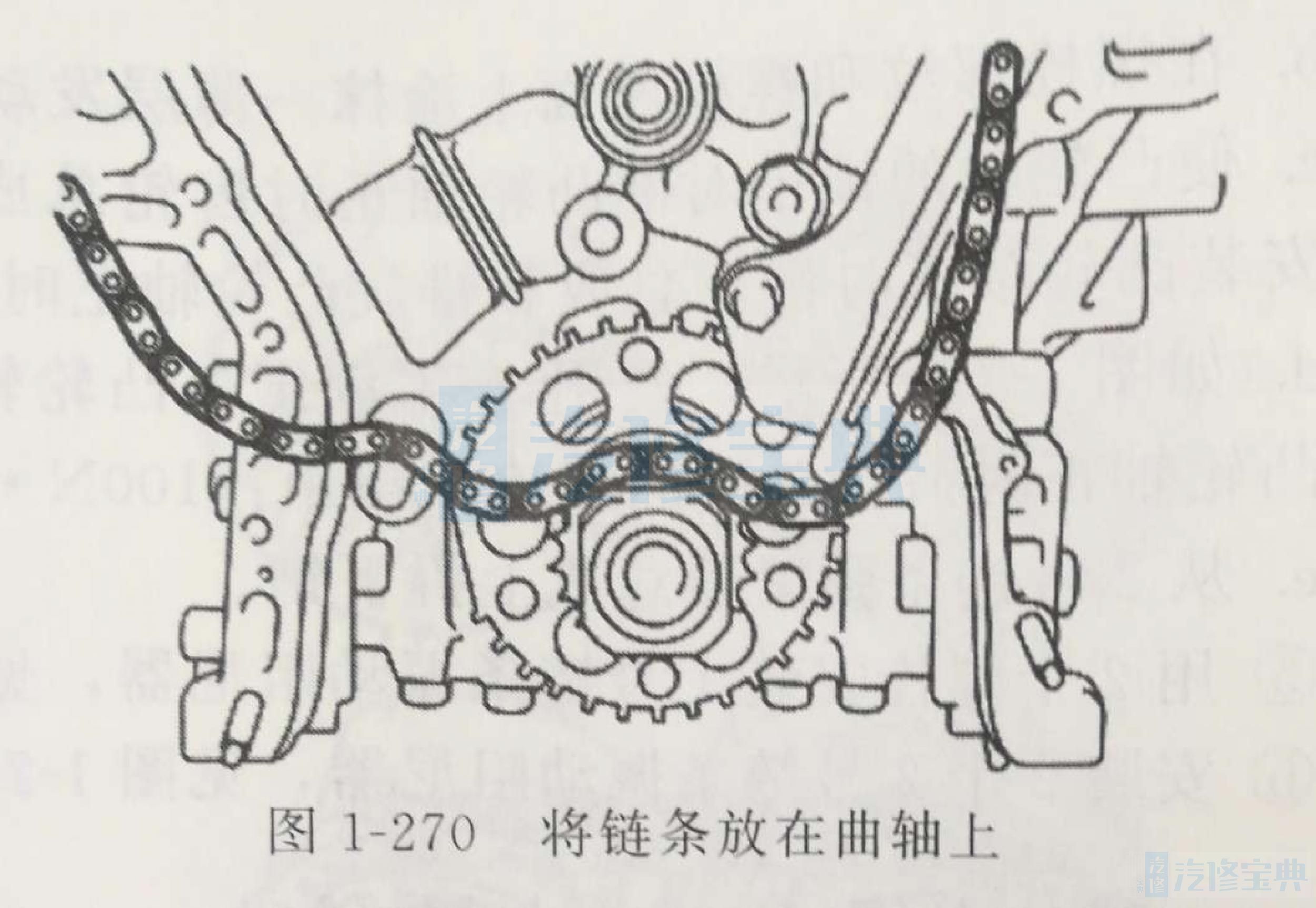
b.不要将链条穿过曲轴,只需将其暂时放在曲轴上,见图1-270。
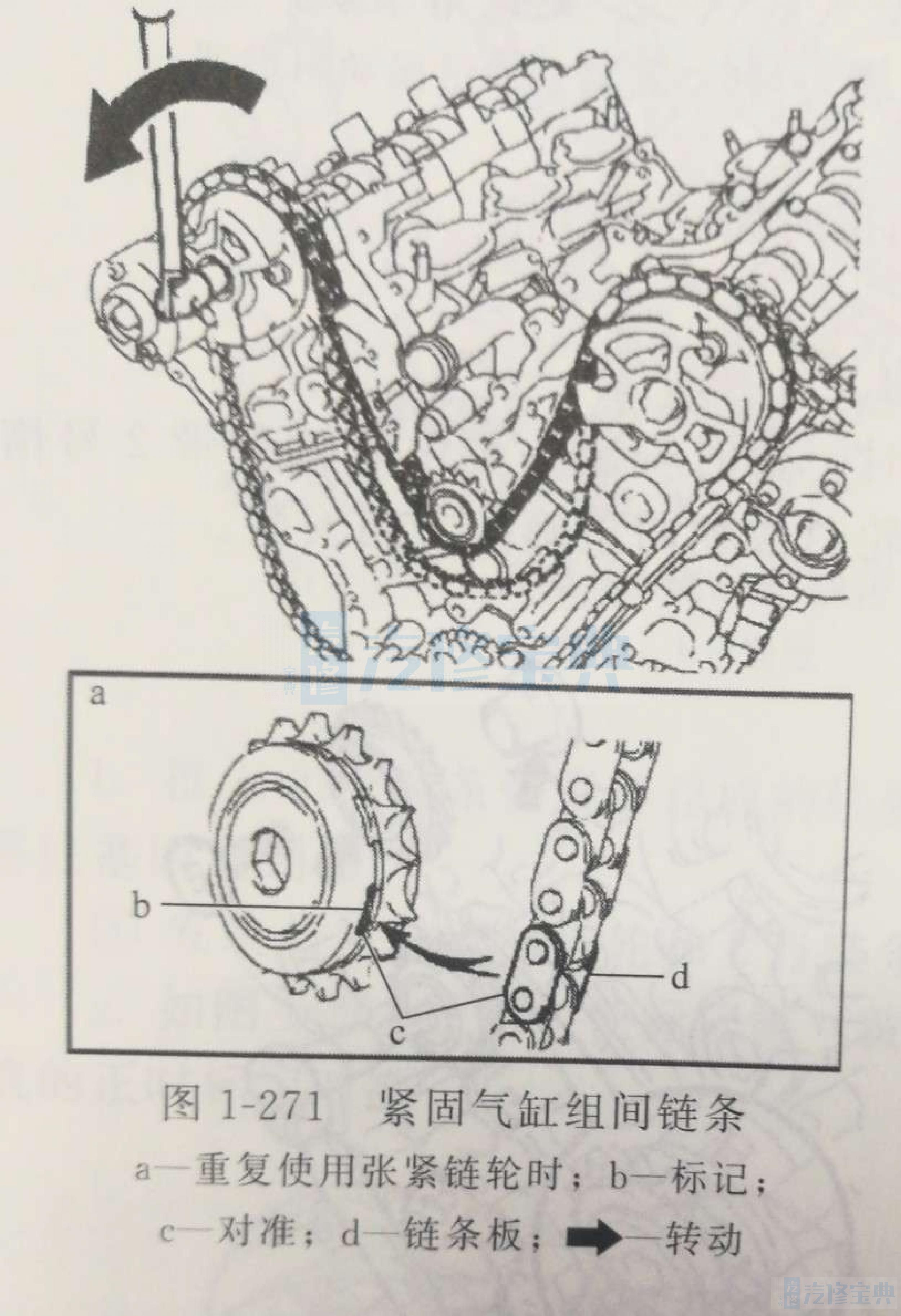
c.如图1-271所示,逆时针转动B1上的凸轮轴正时齿轮总成,以紧固气缸组间的链条。重复使用张紧链轮总成时,将链条板对准紧固气缸组之间链条时板的标记。
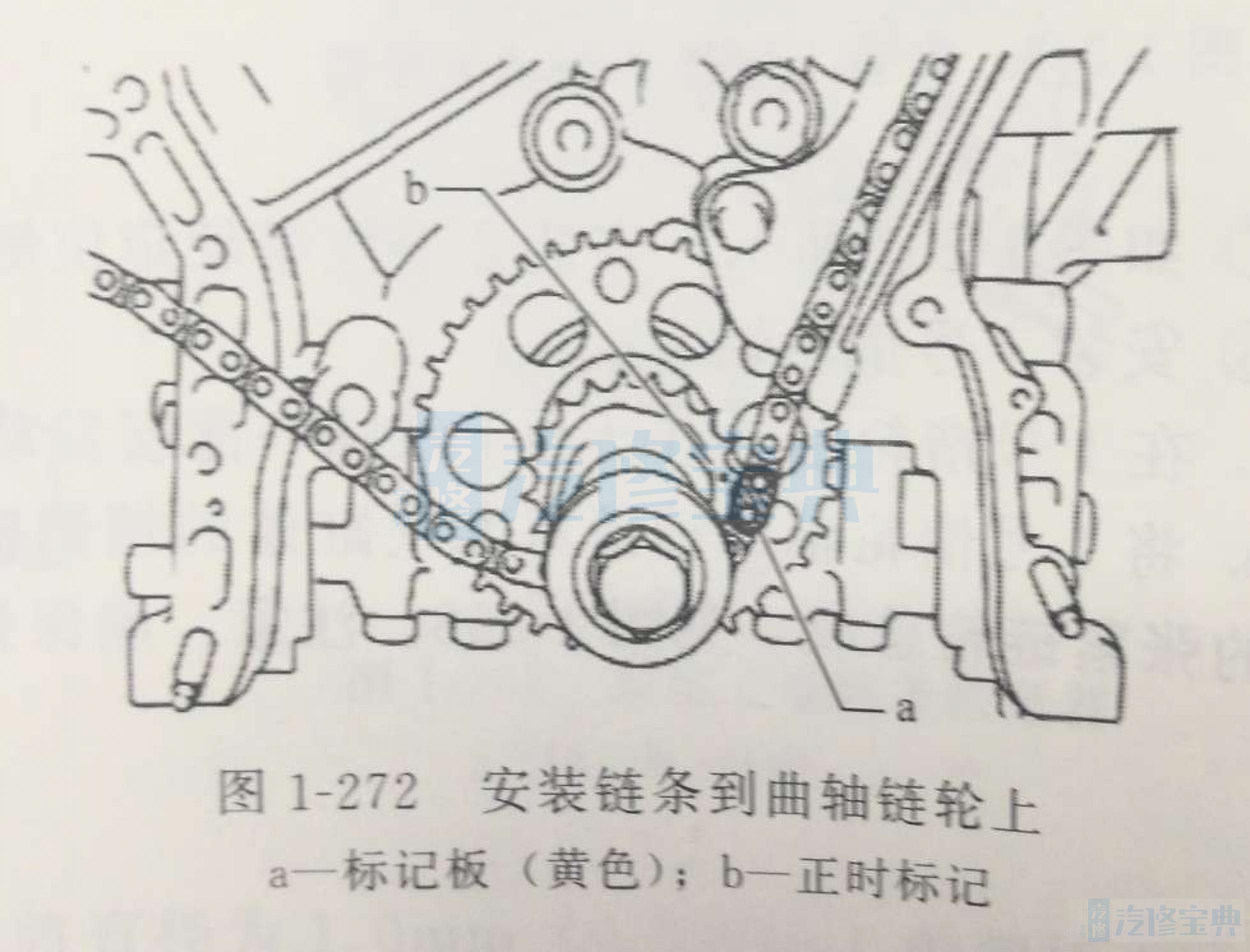
d.如图1-272所示,对准标记板(黄色)和正时标记并将链条分总成安装到曲轴正时链轮上。
e.暂时安装皮带轮固定螺栓。
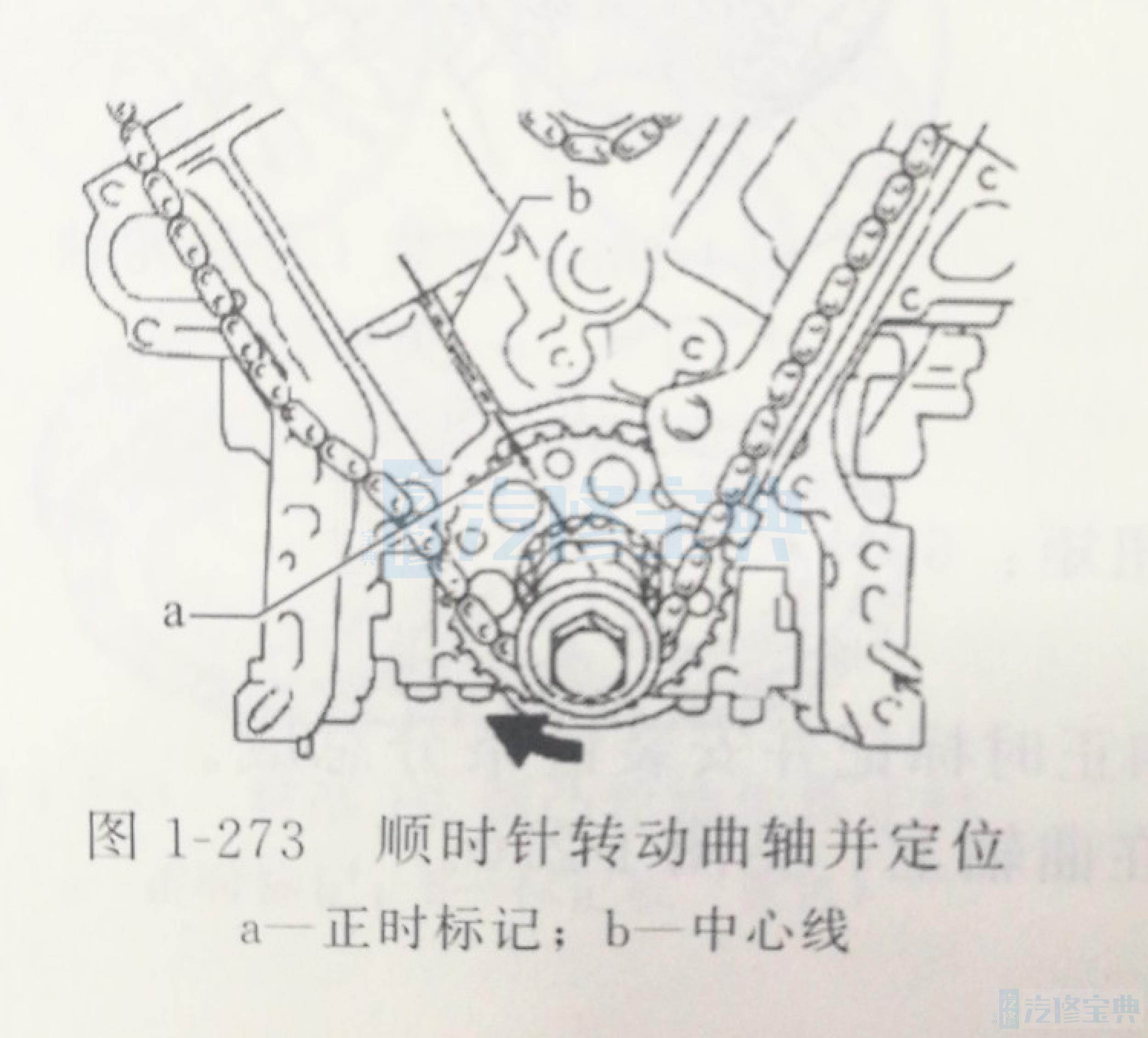
f.顺时针转动曲轴以将其定位至右侧缸体孔径中心线,见图1-273。
安装链条张紧器导板。
安装1号链条张紧器总成。
a.顺时针转动张紧器挡片,并如图1-274所示推入张紧器的柱塞。
b.逆时针转动张紧器挡片,并将直径为1.27mm(0.05in)的销插入挡片和张紧器的孔中,以将挡片固定到位。
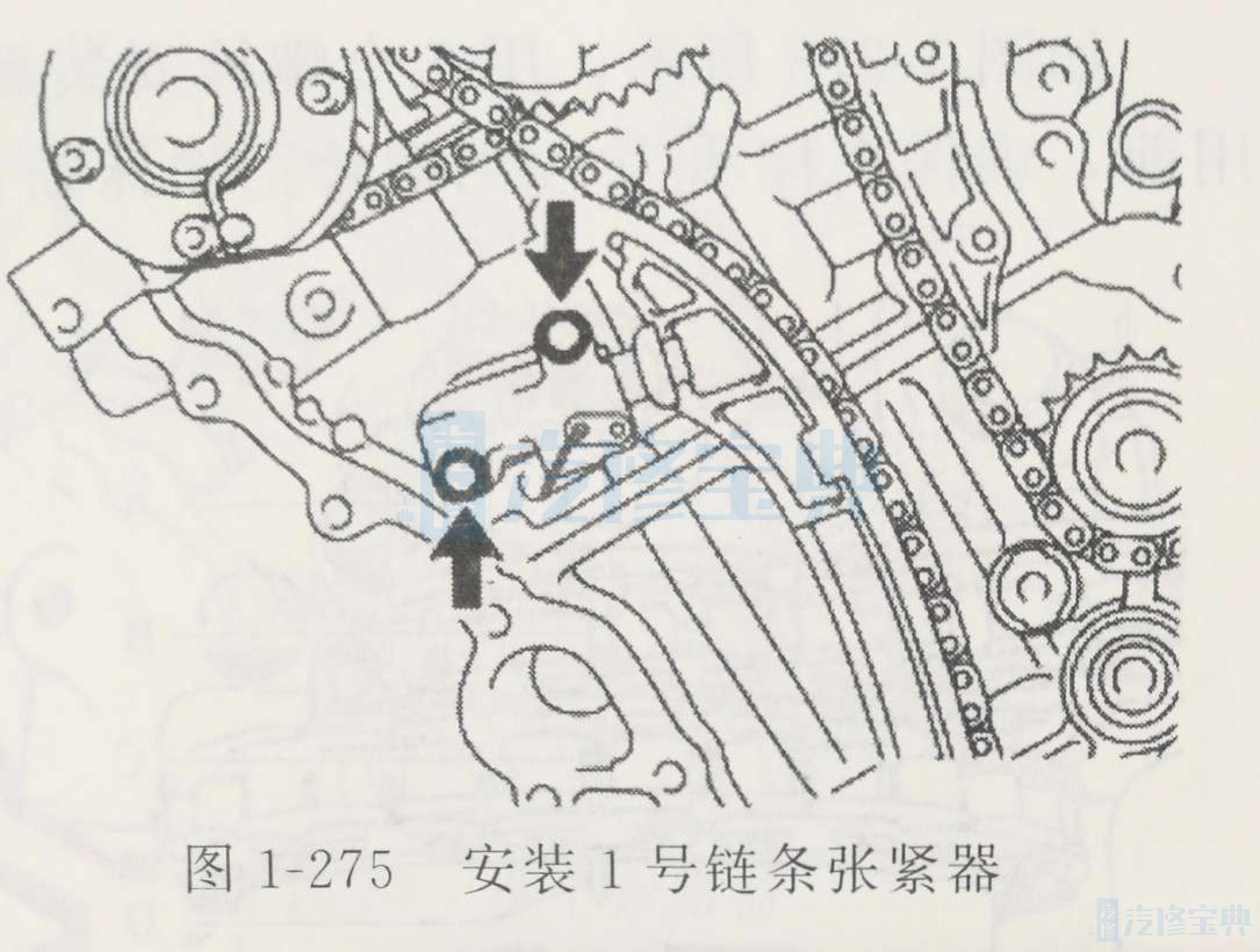
c.用2个螺栓安装1号链条张紧器总成,见图1-275。扭矩:10N·m。
d.从1号链条张紧器总成上拆下六角扳手。
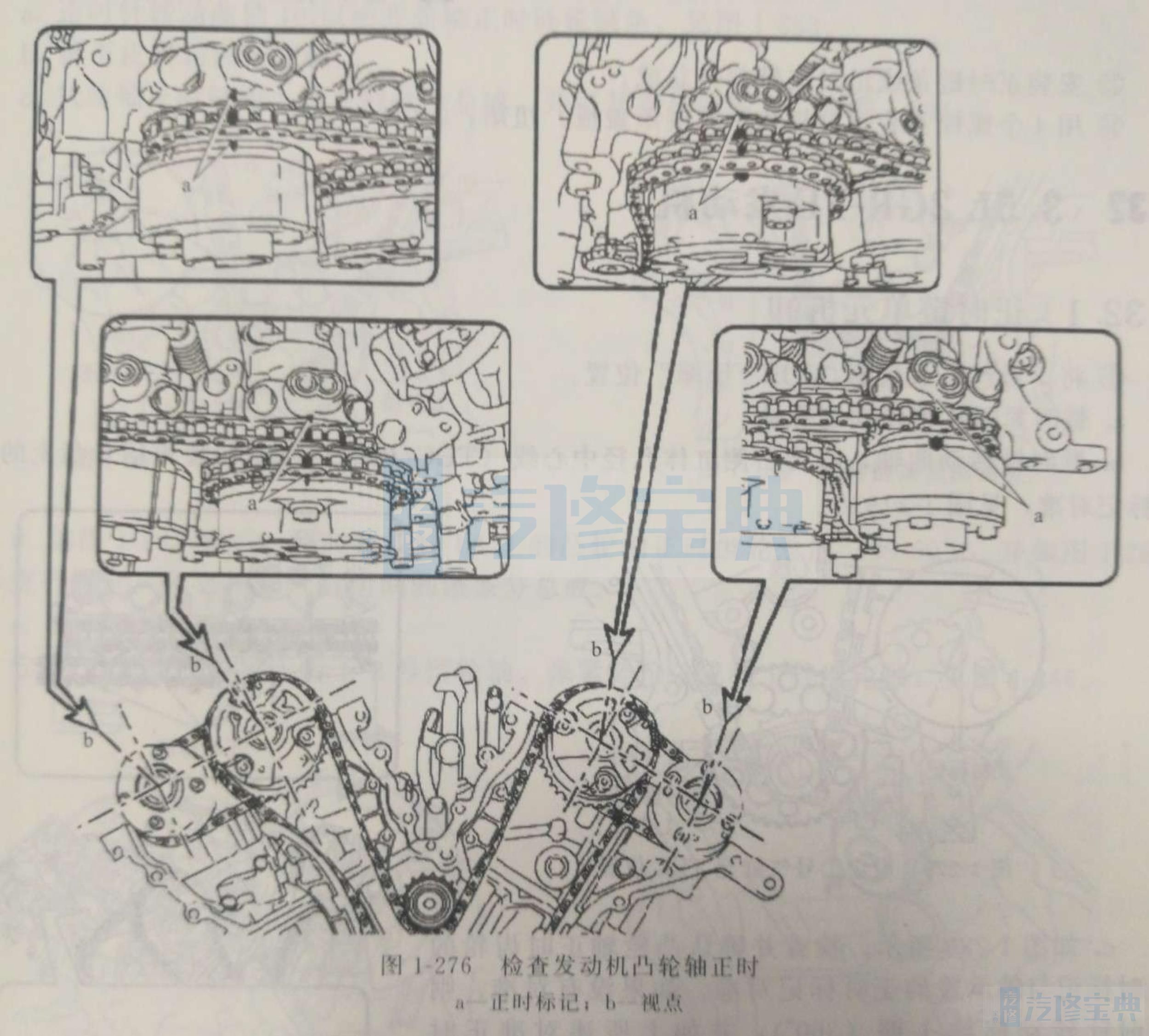
检查气门正时。
a.检查凸轮轴正时标记。使视点与凸轮轴的中心和各凸轮轴正时齿轮上的正时标记成一条直线,以检查各正时标记。如果从其他视点检查正时标记,则气门正时看上去可能错位。
b.检查并确认各凸轮轴正时标记都安装到如图1-276所示位置。
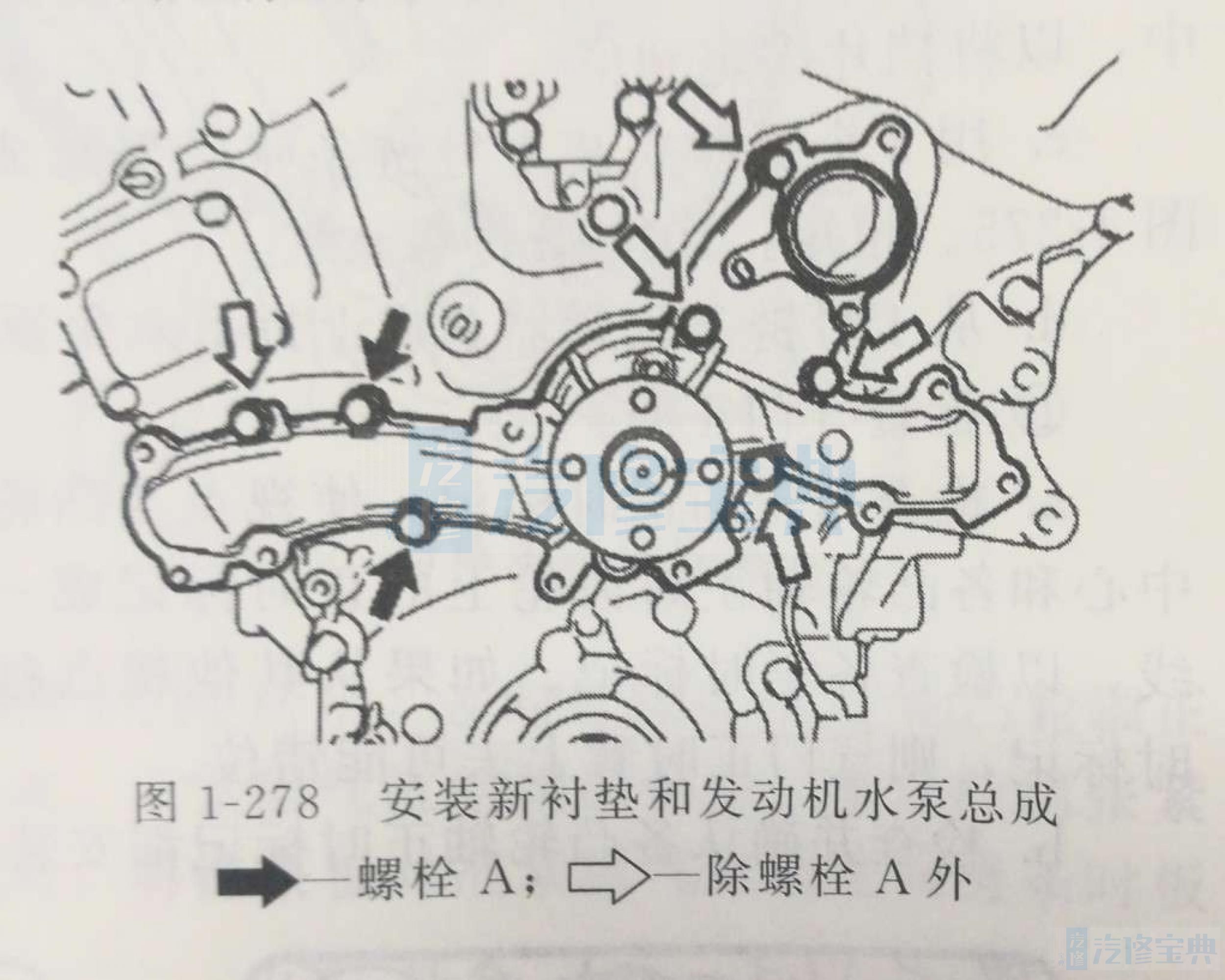
安装正时链条或正时皮带盖分总成。
用4个螺栓安装新衬垫和正时链条盖板。扭矩:9.0N·m。