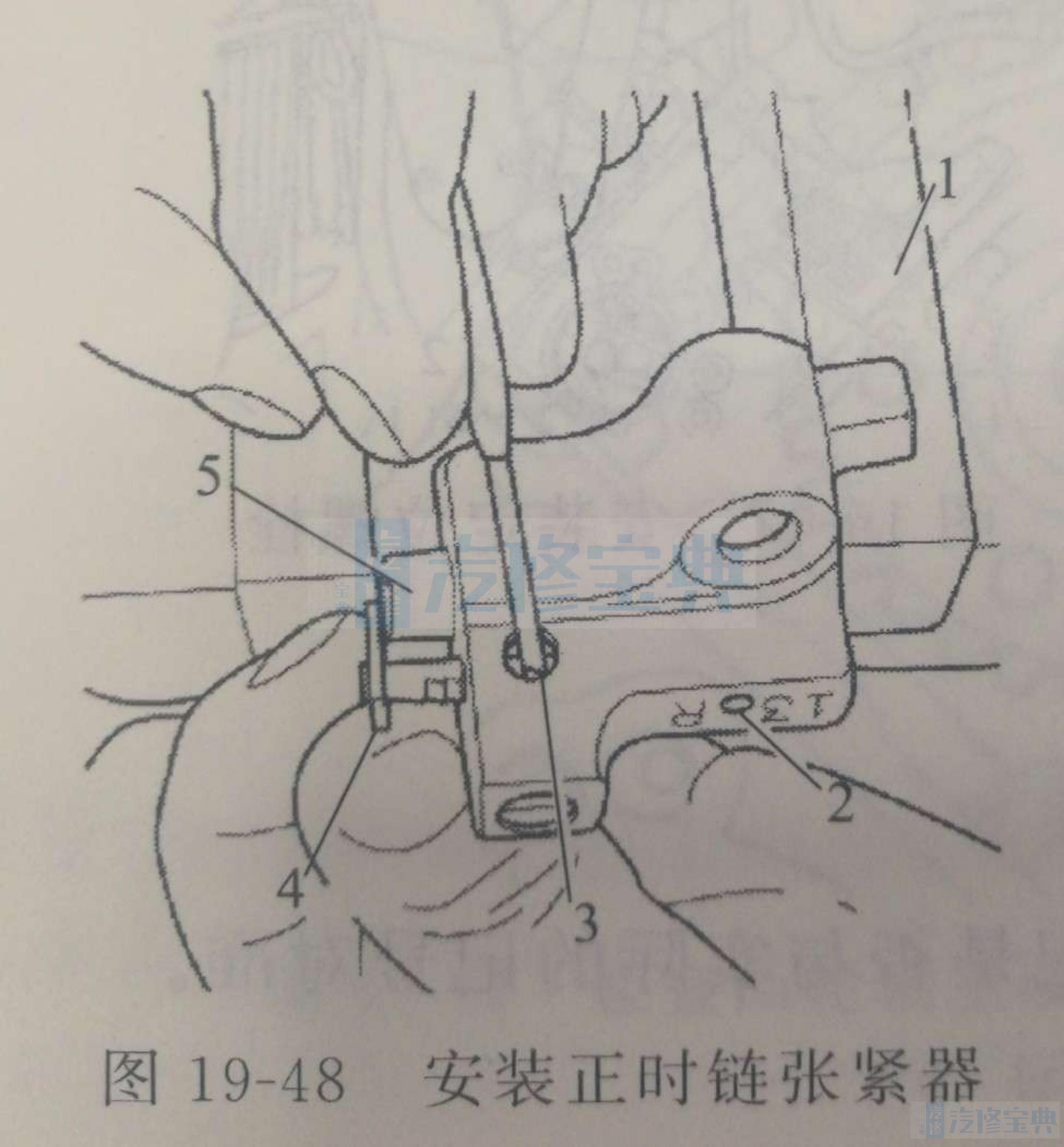
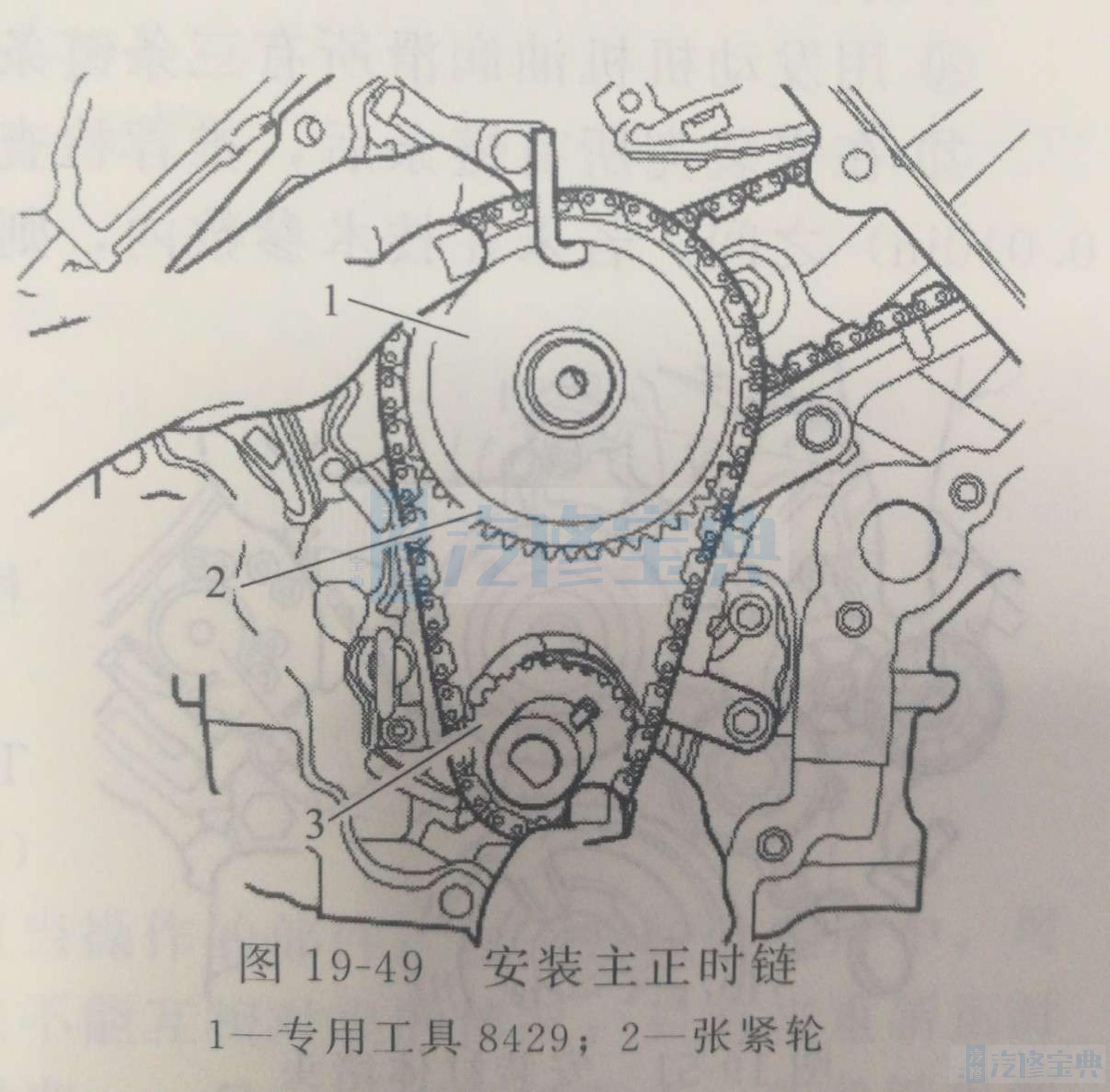
⑦将两个副链条安装到张紧轮2上。调整副链条上的两个链板,使其能够通过惰轮链轮上的两个低位开口(4点和8点位置)看到。当安装好副正时链条时,使用专用工具8429(件1)支撑安装链条,如图19-49所示。
⑧将主链条的双链板与惰轮链轮上的12点位置的正时标记对齐。将主链条的单链板与曲轴链轮上的6点位置的正时标志对准。
⑨用清洁的发动机机油润滑凸轮轴轴颈。注意:在张紧器完全定位前,张紧器应与平衡轴主动齿轮正时。
⑩安装链条、曲轴链轮和张紧器总成。在将两条副链条穿过缸体及缸盖开口后,将链条用弹性带或类似物进行固定。这样将使链条保持足够的张紧度,以便于安装。将前张紧轮上的正时标记对准平衡轴主动齿轮上的正时标记,然后将张紧轮完全定位。在安装惰轮螺栓之前用机油对垫圈进行润滑,将惰轮总成的定位螺栓紧固至34N·m(251bt·ft)的扭矩。注意:安装链轮时,有必要轻微转动凸轮轴。
将左凸轮轴链轮“L”点对准链条上的链板。
将右凸轮轴链轮“R”点对准链条上的链板。注意:清除凸轮轴链轮螺栓上多余的机油,否则将会造成螺栓扭矩过大而失效。
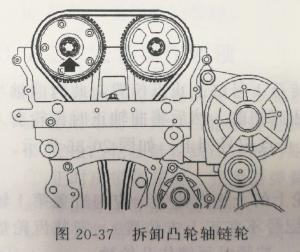
卸下专用工具8429,然后将两个链轮安装到凸轮轴上。清除螺栓上多余的机油,然后安装链轮螺栓,但此时请勿紧固。
检验所有的板链接是否对准所有链轮上的标记,以及凸轮轴链轮上的“V6”标记是否位于12点的位置。
注意:确保左副链张紧器和缸体之间的隔板安装正确。
安装两个副链条张紧器。紧固螺栓至28N·m(250lbf·in)的扭矩。
注意:左、右副链条张紧器为非通用型。
取下张紧器上的所有锁销。
从每个张紧器上拔出锁销后,不要手动张开张紧器棘轮。因为这样会使链条过度张紧,会产生噪声和/或过高的正时链负荷。
使用带有适配器销8346的专用工具6958扳手,将左凸轮轴链轮紧固至122N·m(90lbf·ft)的扭矩。
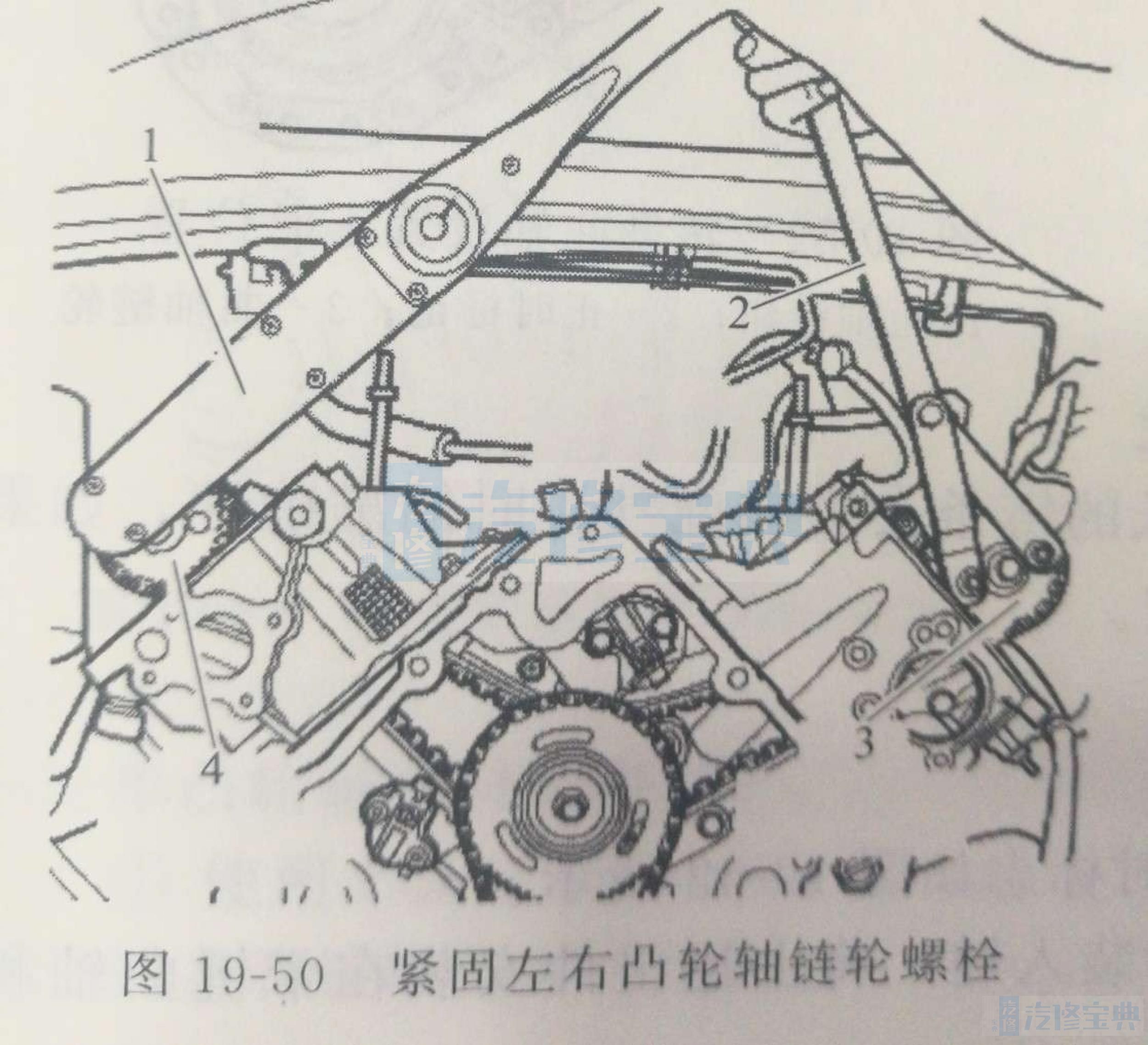
使用带有转接器销8346(件2)的专用工具6958扳手,按照122N·m(90lbf·ft)的扭矩拧紧右凸轮轴链轮,如图19-50所示。
将发动机旋转两周。检验正时标记是否在如下位置:
主链条张紧轮上的点位于12点处。
主链条曲轴链轮上的点位于6点处。
副链条凸轮轴链轮上的“V6”标记位于12点处。
平衡轴主动齿轮的点应对准张紧轮齿轮上的点。
用发动机机油润滑所有三条链条。
在安装完所有链条后,推荐检查惰轮及游隙。游隙应位于0.10~0.25mm(0.004~0.010in)之间。若未在技术参数内,则应更换惰轮。