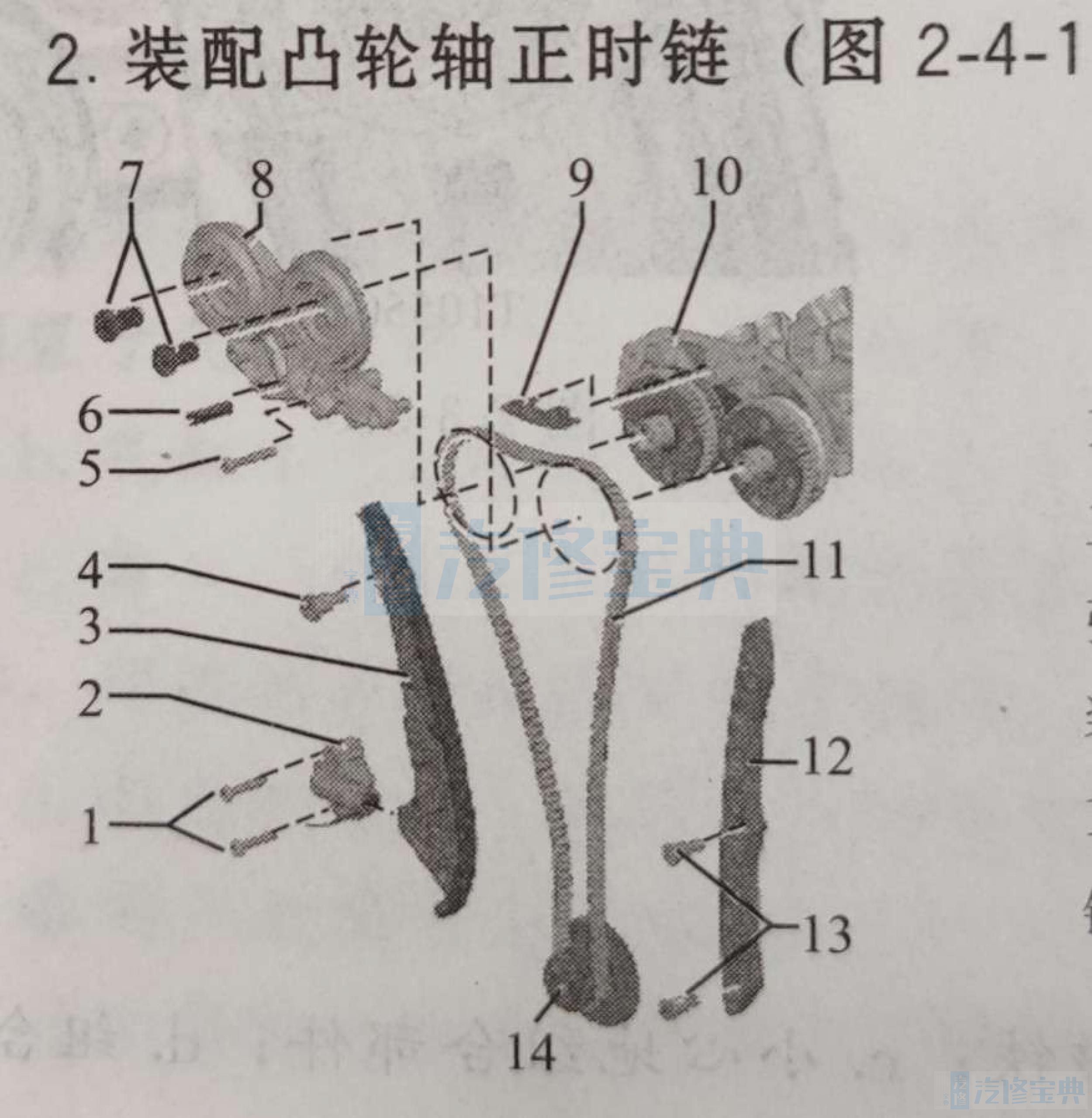
1.适用车型奥迪A3、一汽奥迪A3、一汽奥迪A4L、奥迪A5、一汽奥迪A6L、奥迪A7、一汽奥迪Q3、一汽奥迪Q5、奥迪Q7、奥迪TT、奥迪A8L。 2.装配凸轮轴正时链(图2-4-1)
图2-4-1。
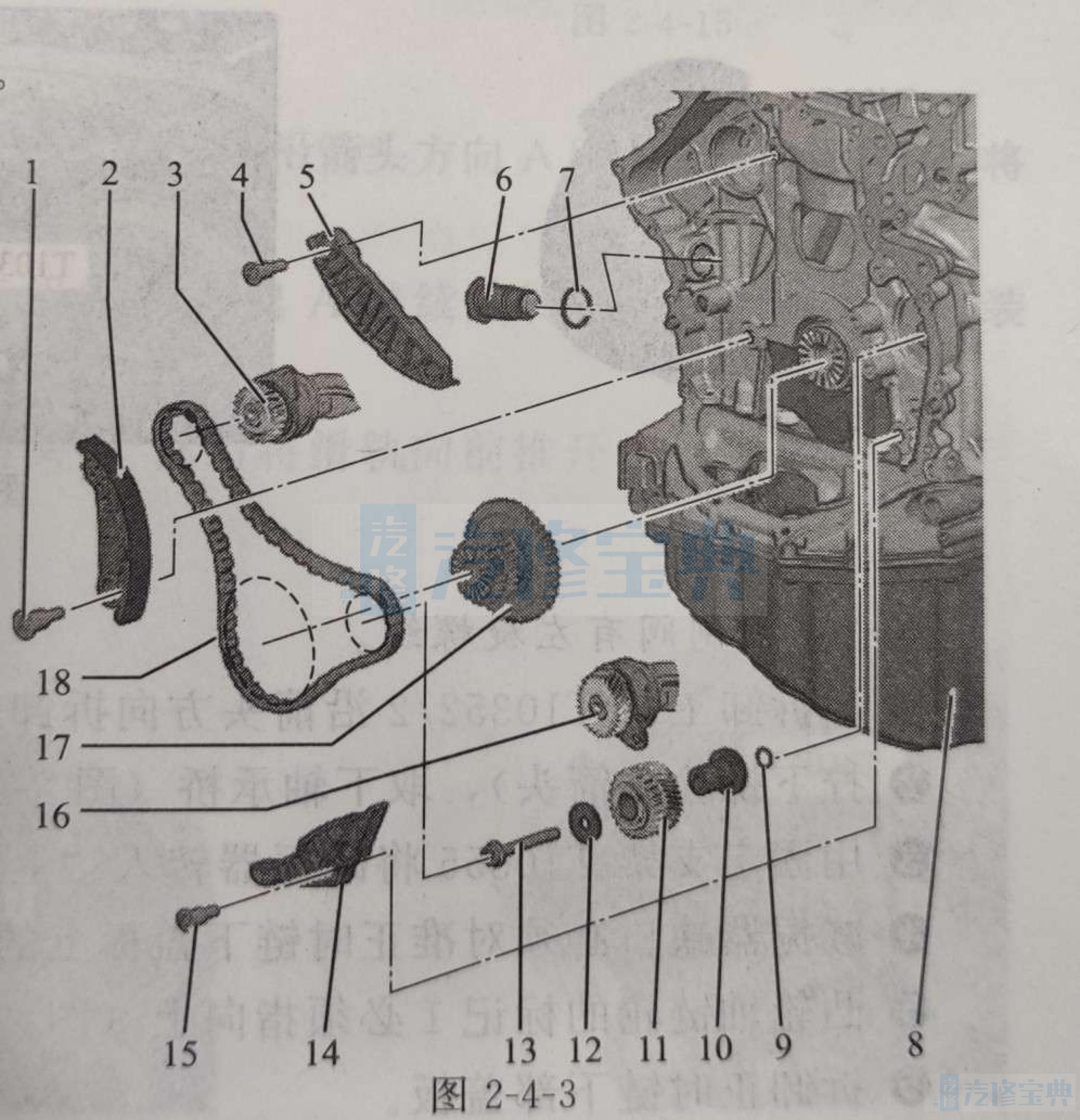
1—螺栓(更换,4N·m+90°)。
2—链条张紧器(处于弹簧张紧状态。拆卸前用插入定位工具T40267固定)。
3—正时链张紧轨。
4,13一导向销(20N·m)。
5—螺栓(更换)。
6张紧套(根据结构情况,不是在每个轴承桥上都安装)。
7一控制阀(左旋螺纹,35N·m,用装配工具T10352/2进行拆卸)。
8—轴承桥。
9—凸轮轴正时链的滑轨。
10—凸轮轴外壳。
11—凸轮轴正时链(拆卸前,用颜色标记转动方向)。
12-凸轮轴正时链的滑轨。
14一二级链轮曲轴。
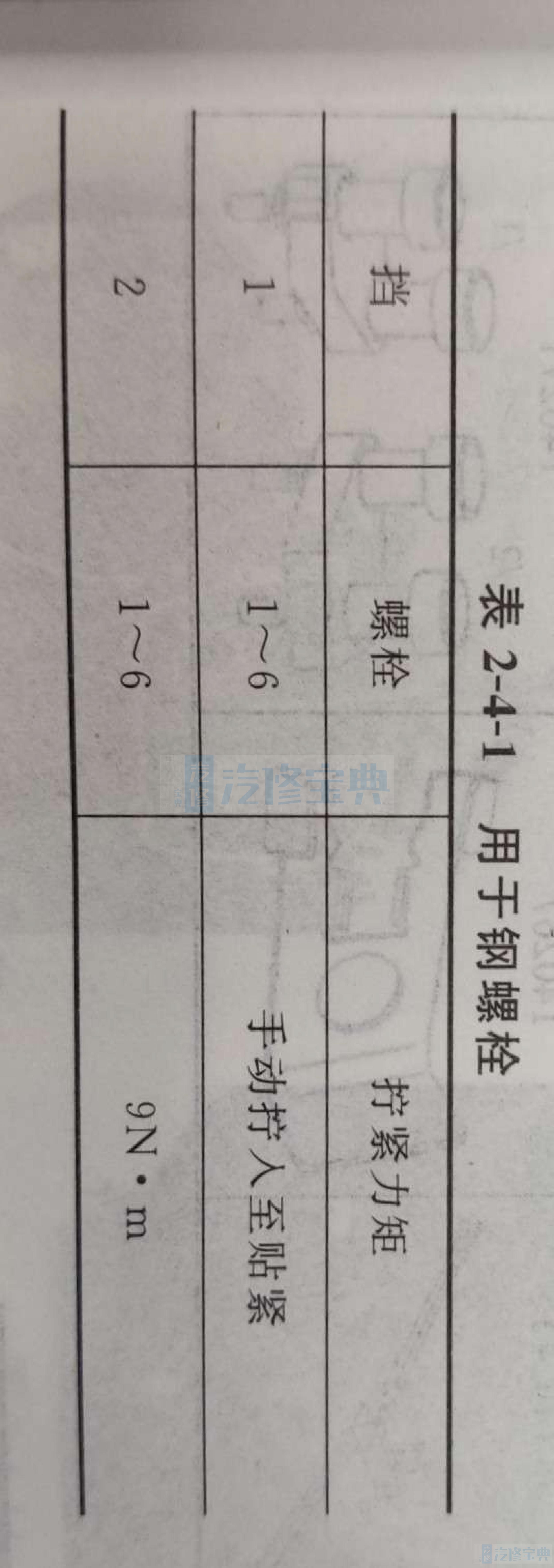
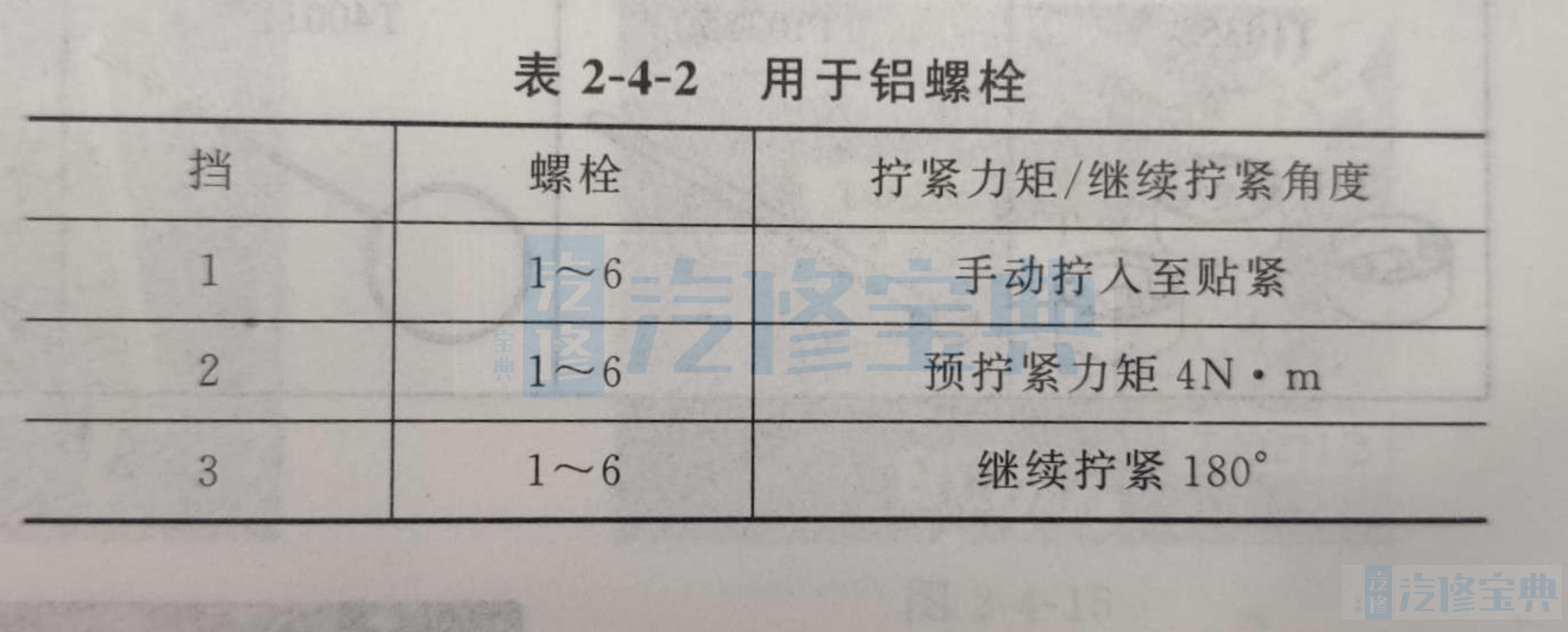
轴承桥的拧紧力矩和拧紧顺序见表2-4-1和表2-4-2。
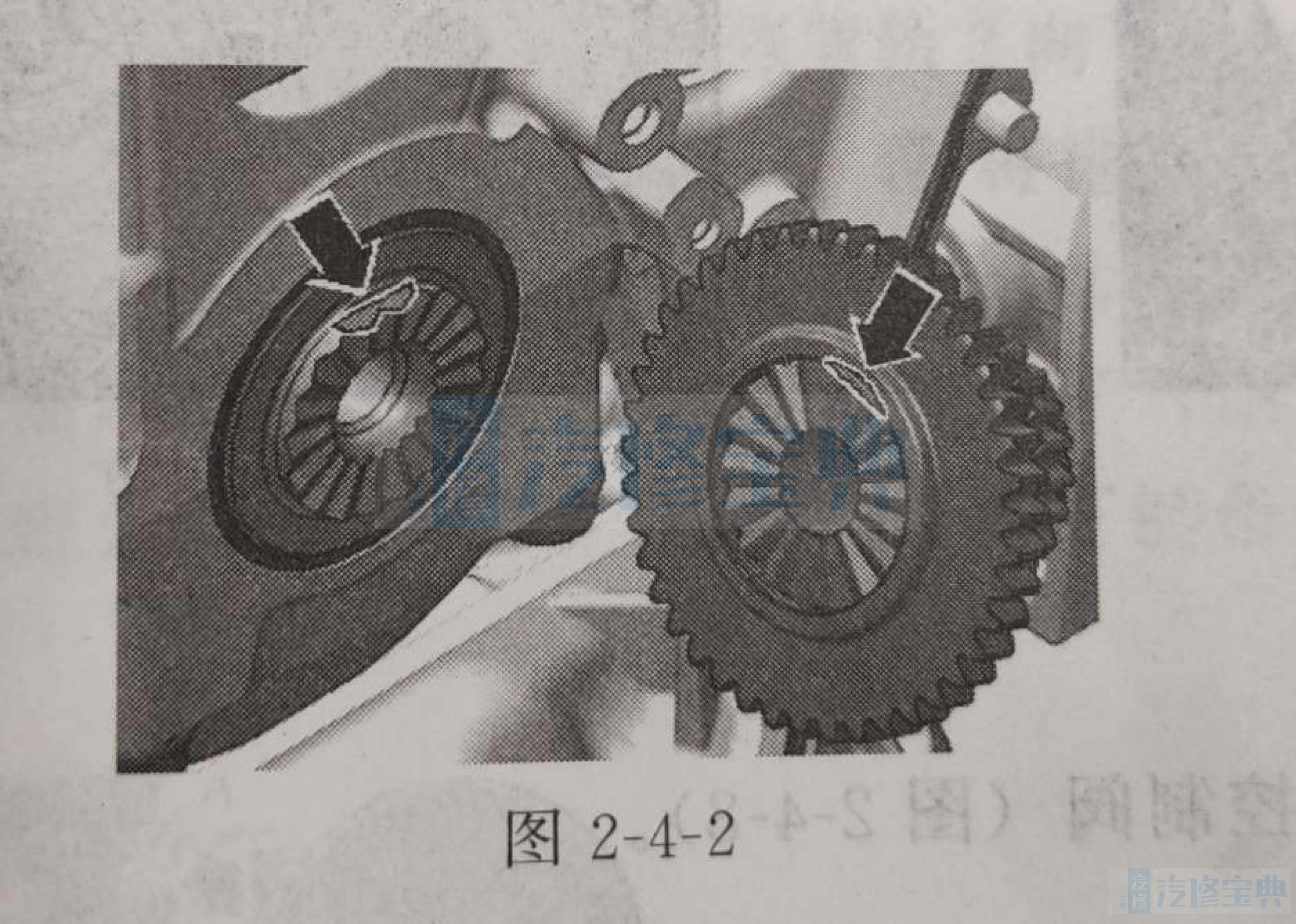
三级链轮的安装位置,两面(图2-4-2中箭头)必须相对。
3.安装平衡轴驱动链(图2-4-3)
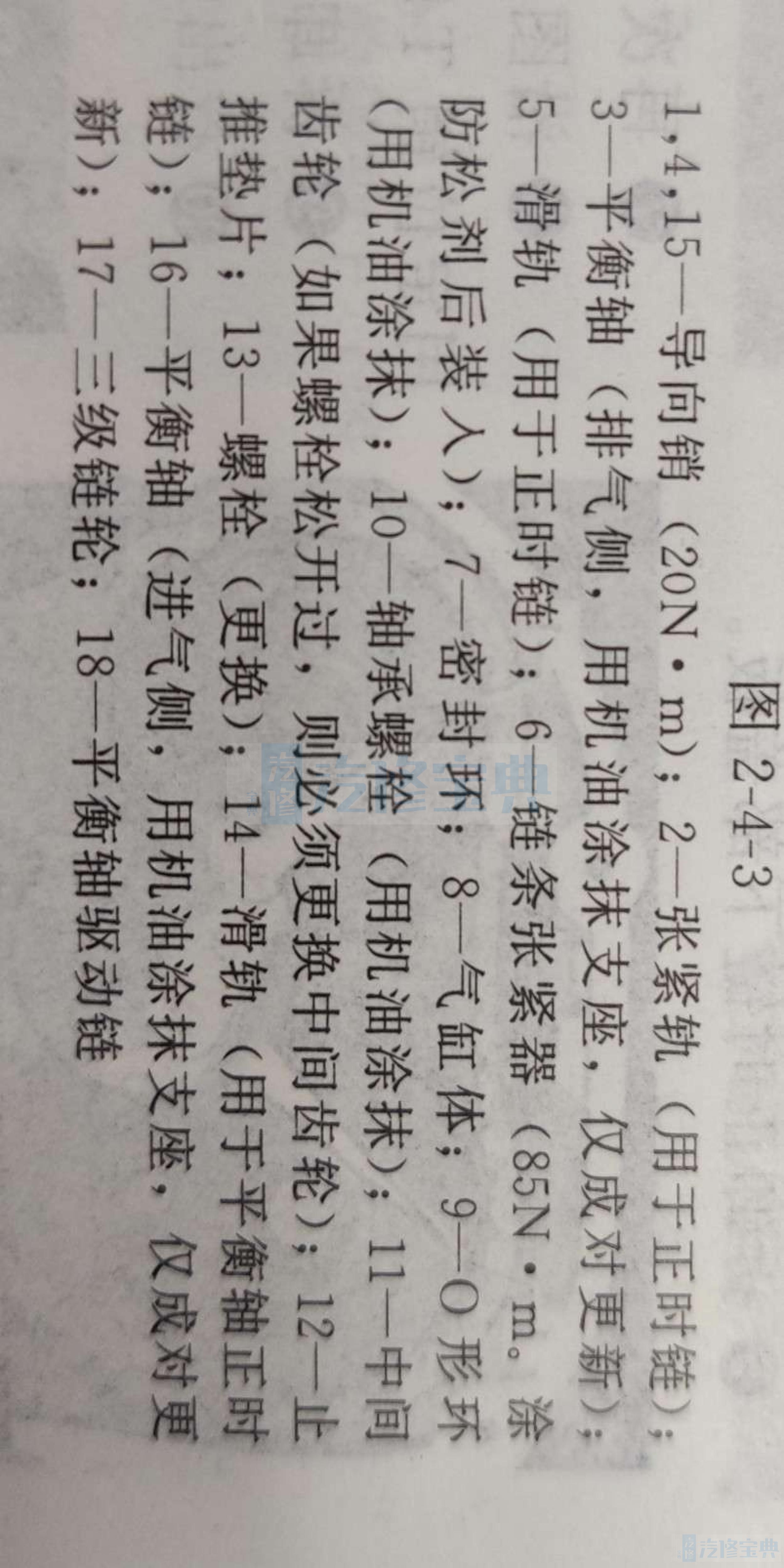
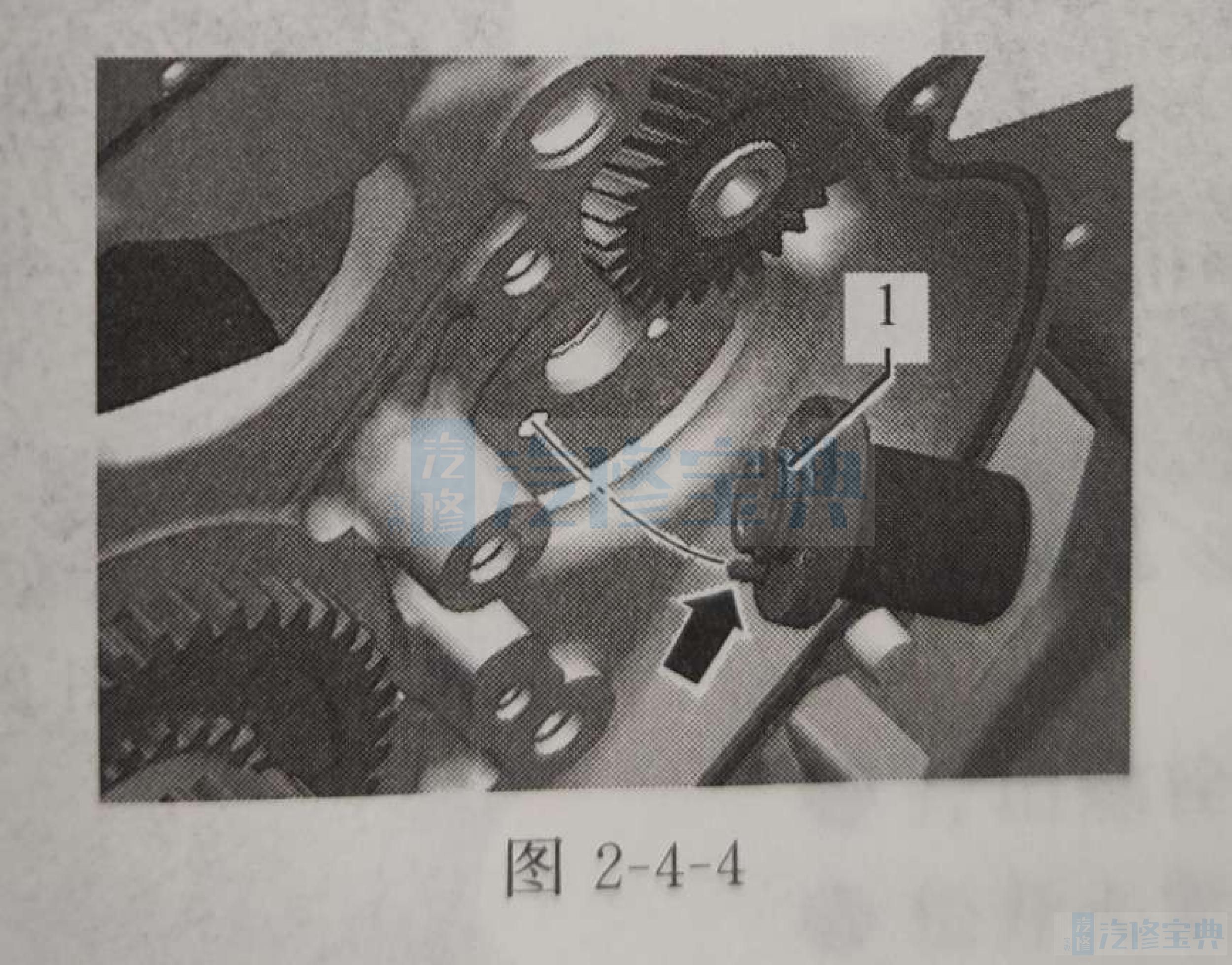
轴承螺栓安装:更换并用机油润滑O形环1(图2-4-4),轴承螺栓的配合销(图2-4-5中箭头)卡入气缸体孔中,用机油润滑轴承螺栓。
当心:
a.务必更换中间齿轮,否则无法调整齿隙,会导致发动机损坏。
b.新的中间齿轮带一层油漆减摩覆层,在短时运行后会被磨去,这样齿隙便会自动调整。用新的螺栓按如下方式拧紧。
①用扭矩扳手以10N·m的力矩预紧。
②旋转中间齿轮。中间齿轮不允许有间隙存在,否则松开并再次拧紧。
③用扭矩扳手以25N·m的力矩拧紧。
④用刚性扳手将螺栓继续转动90°。
4.拆卸和安装凸轮轴正时链(1)所需要的专用工具和维修设备拆卸工具(T10352)、固定支架(T10355)、定位销(T40011)、装配杆(T40243)、插入定位工具(T40267)、凸轮轴固定装置(T40271)如图2-4-6所示。装配工具T40266如图2-4-7所示(2)拆卸步骤
当心:控制阀有左旋螺纹。
1用拆卸工具T10352/2沿箭头方向拆卸左侧和右侧控制阀(图2-4-8)。
2拧下螺栓(箭头),取下轴承桥(图2-4-9)。
3用固定支架T10355将减振器转人“上止点”位置。
4减振器缺口必须对准正时链下盖板上的标记(图2-4-10中箭头)。
5凸轮轴链轮的标记1必须指向上(图2-4-10)。
6拆卸正时链下部盖板。
7再次检查“上止点”位置。
8沿图2-4-11中箭头方向按压机油泵的链条张紧器张紧卡箍,并用定位销T40011卡住。
9拆卸机油泵链条张紧器1(图2-4-11)。
10拧出螺栓(图2-4-12中箭头)。
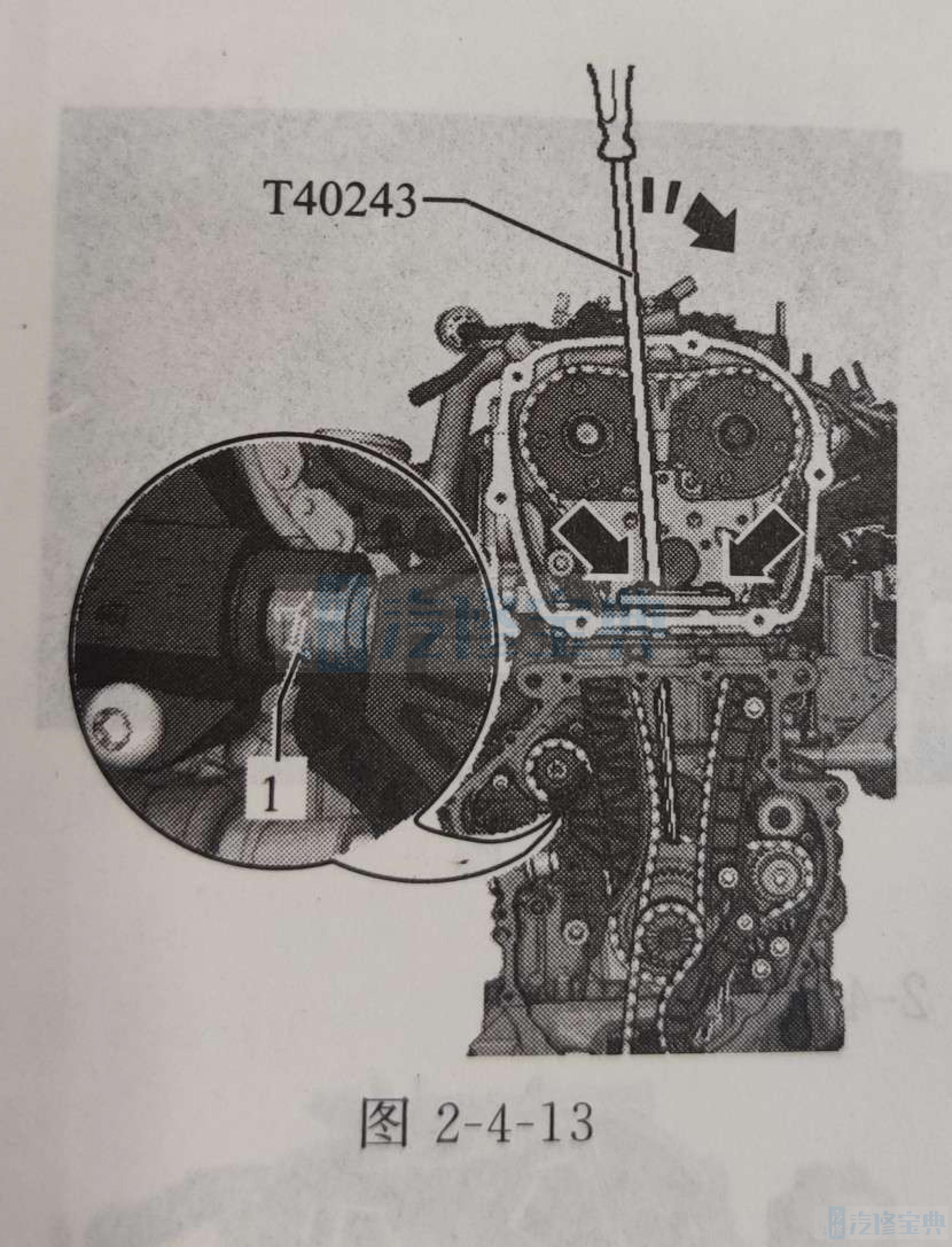
11拧入装配杆T40243(图2-4-13)。
12压紧并固定链条张紧器的卡环。
13沿图2-4-13中箭头方向缓慢地按压并固定装配杆T40243。
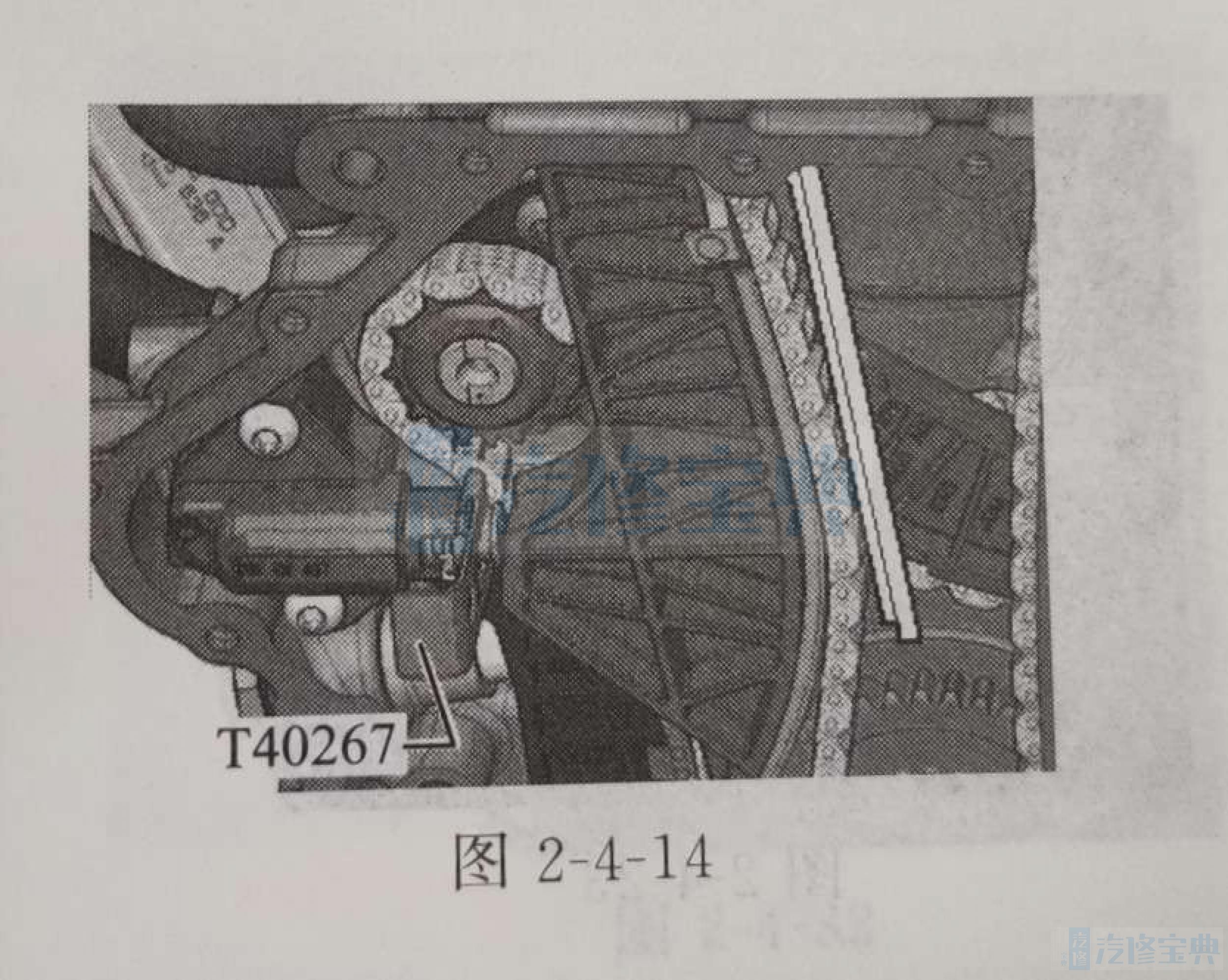
14用插入定位工具T40267固定链条张紧器(图2-4-14)。
15拆卸装配杆T40243。
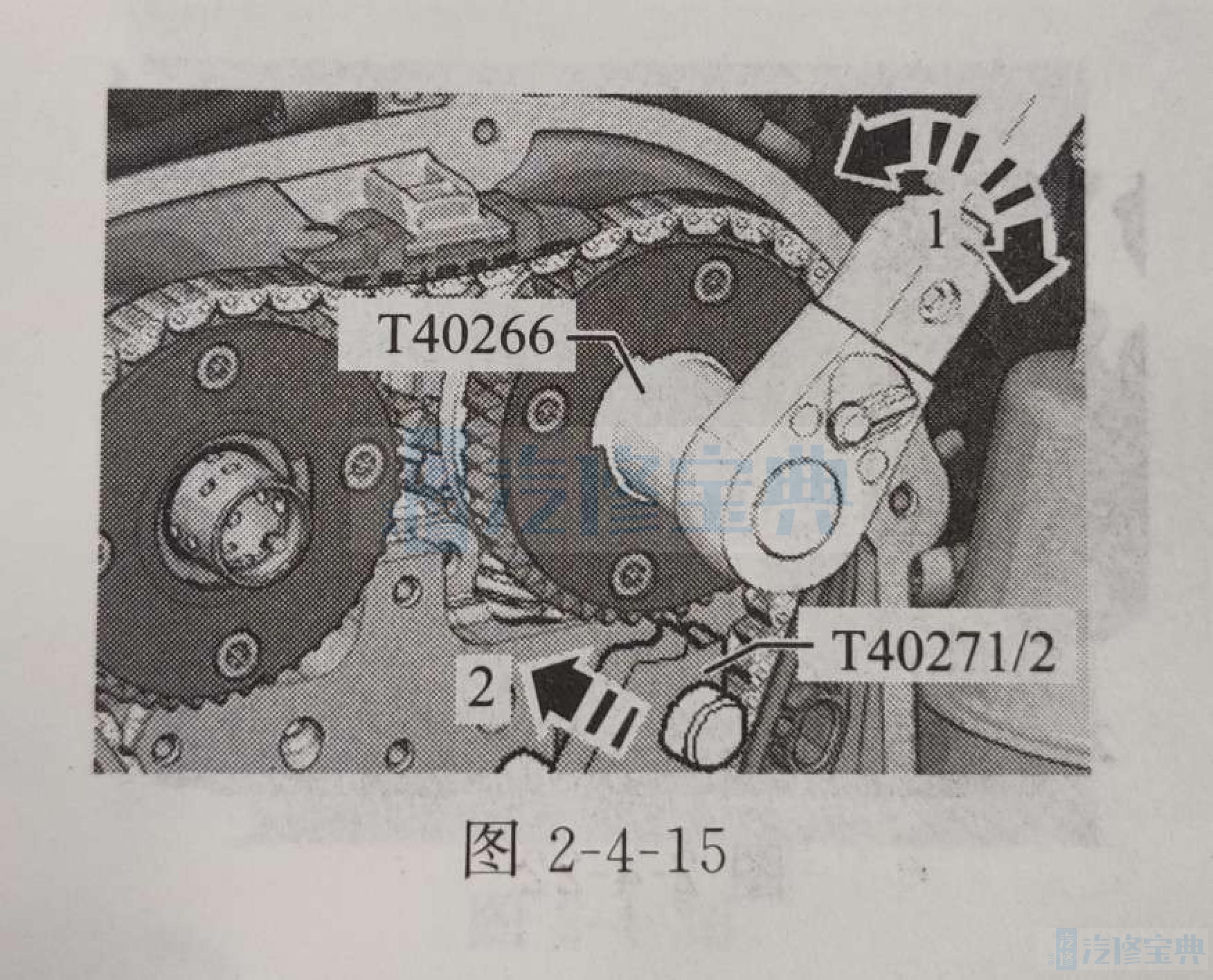
16将凸轮轴固定装置T40271/2拧到气缸盖上并沿箭头方向2推入链轮的啮合齿中,必要时用装配工具T40266沿箭头方向1转动进气凸轮轴(图2-4-15)。
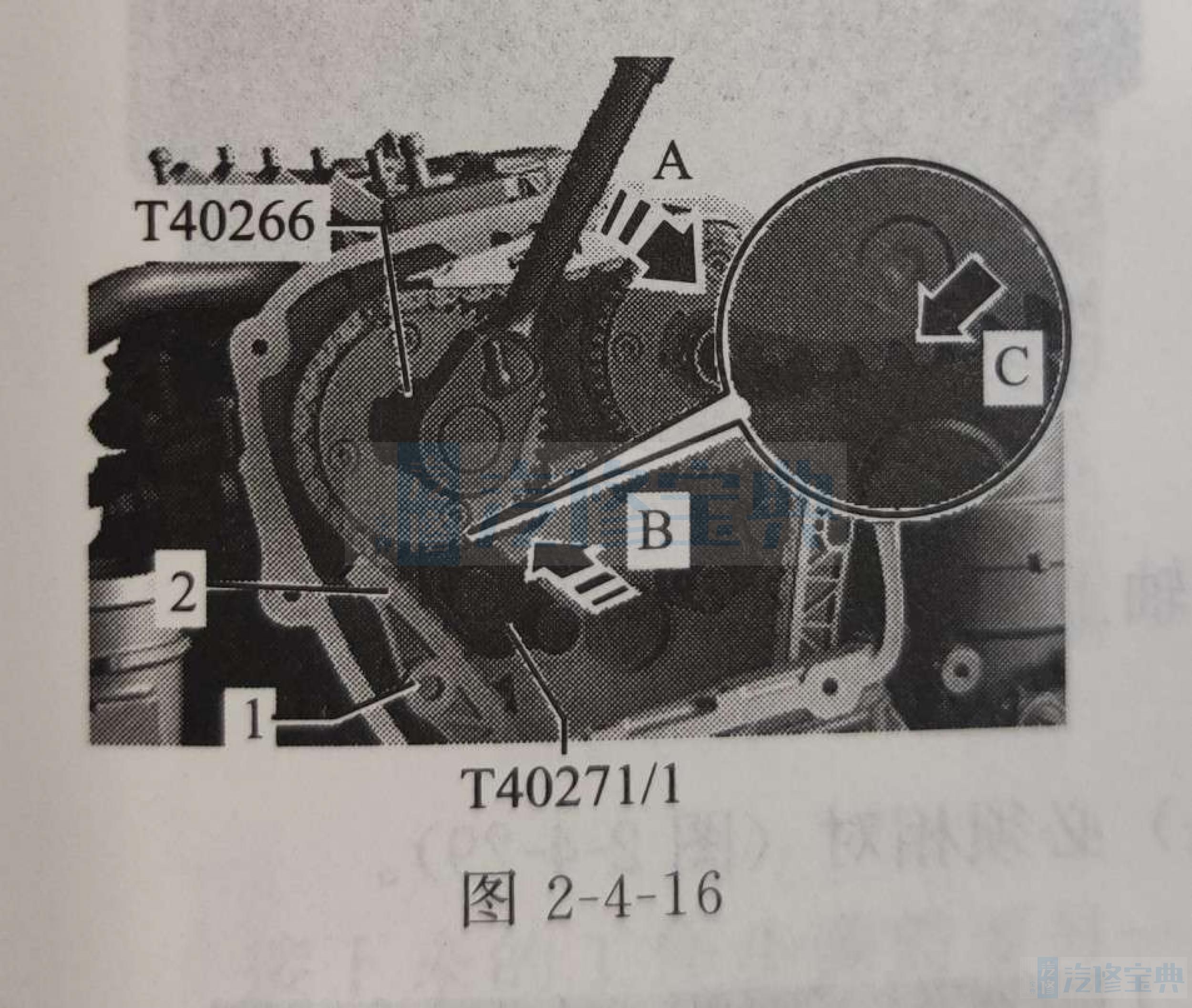
17将凸轮轴固定装置T40271/1拧到气缸盖上(图2-4-16)。
接下来的工作步骤需要另一位机械师协助。
18将排气凸轮轴用装配工具T40266沿箭头方向A固定。拧出螺栓1,将张紧轨2向下推(图2-4-16)。
19将排气凸轮轴顺时针沿箭头方向A继续旋转,直到凸轮轴固定装置T40271/1能够沿箭头方向B推入链轮啮合齿C。
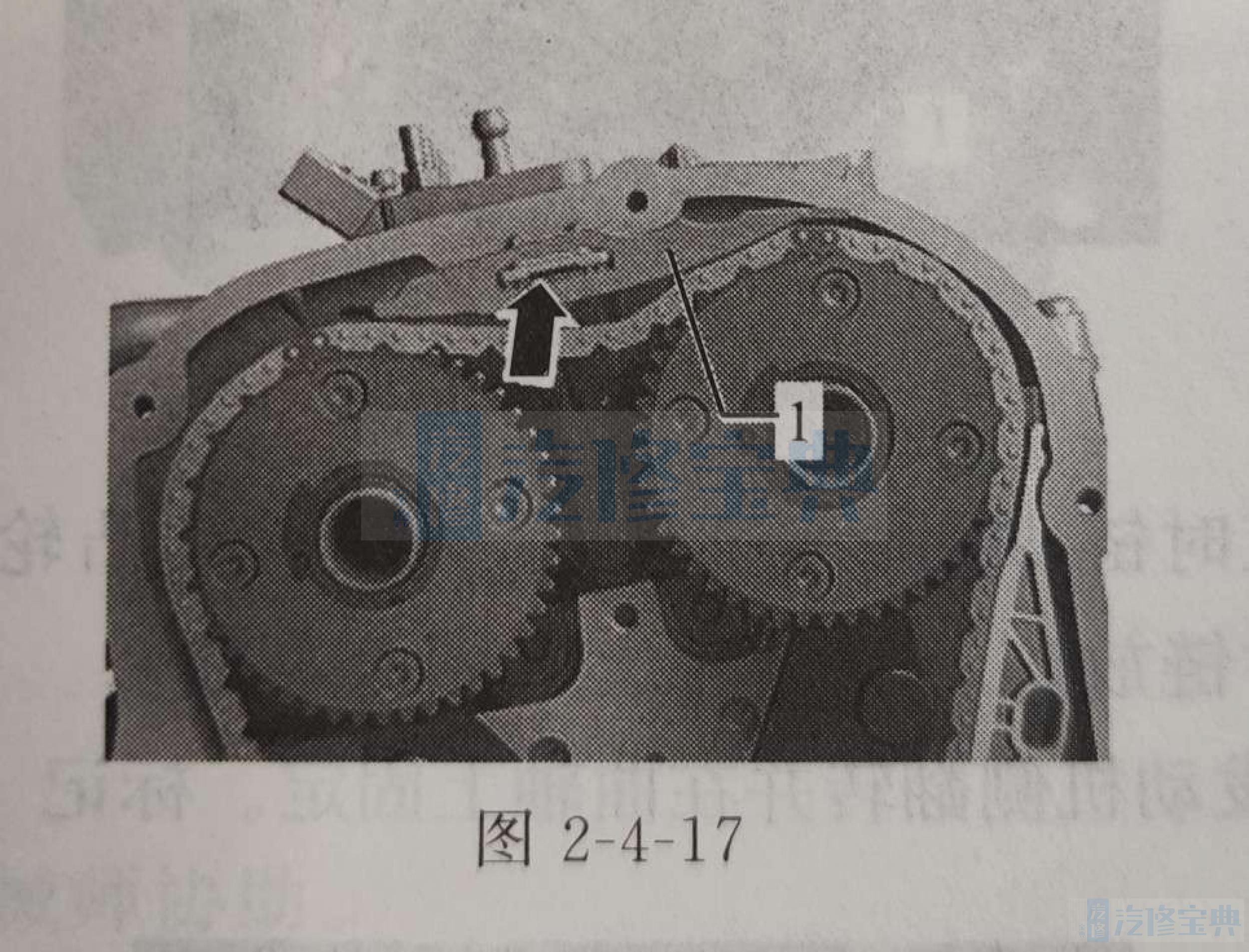
20拆卸滑轨1,为此用螺丝刀打开卡子(图2-4-17中箭头),然后将滑轨向前推开。
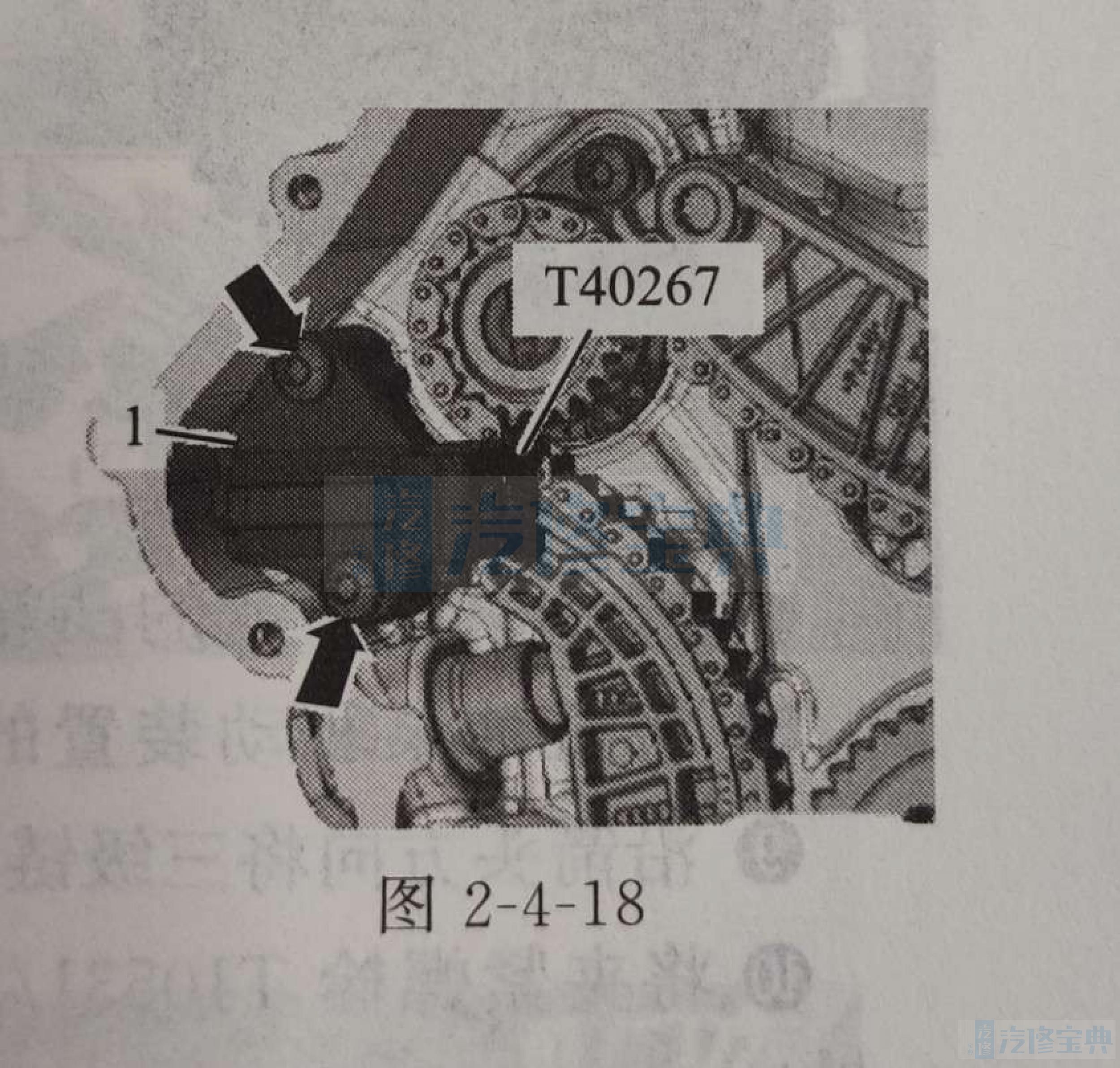
21拧下螺栓(图2-4-18中箭头),拆下链条张紧器1。
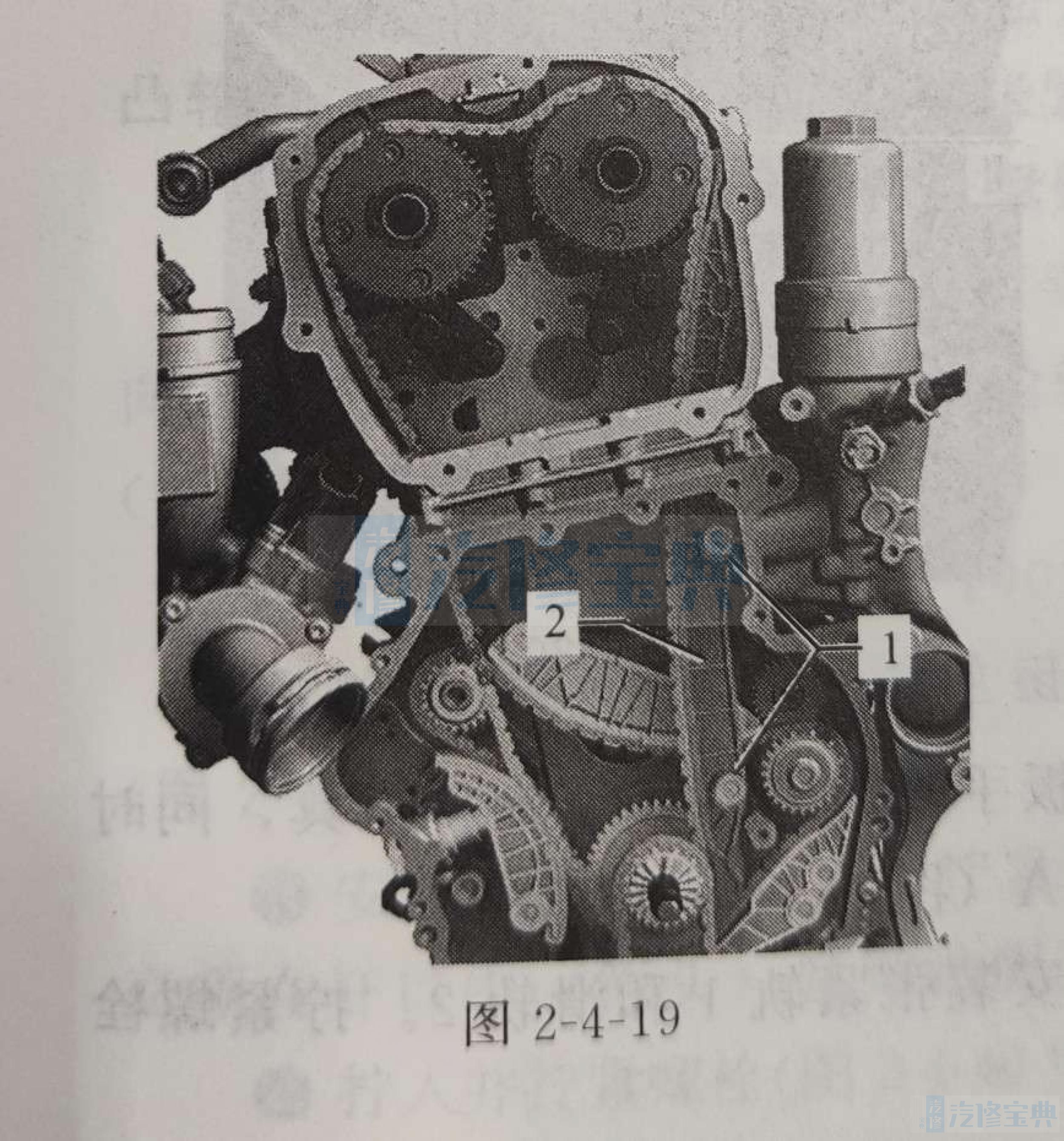
22拧出螺栓1,拆下滑轨2(图2-4-19)。
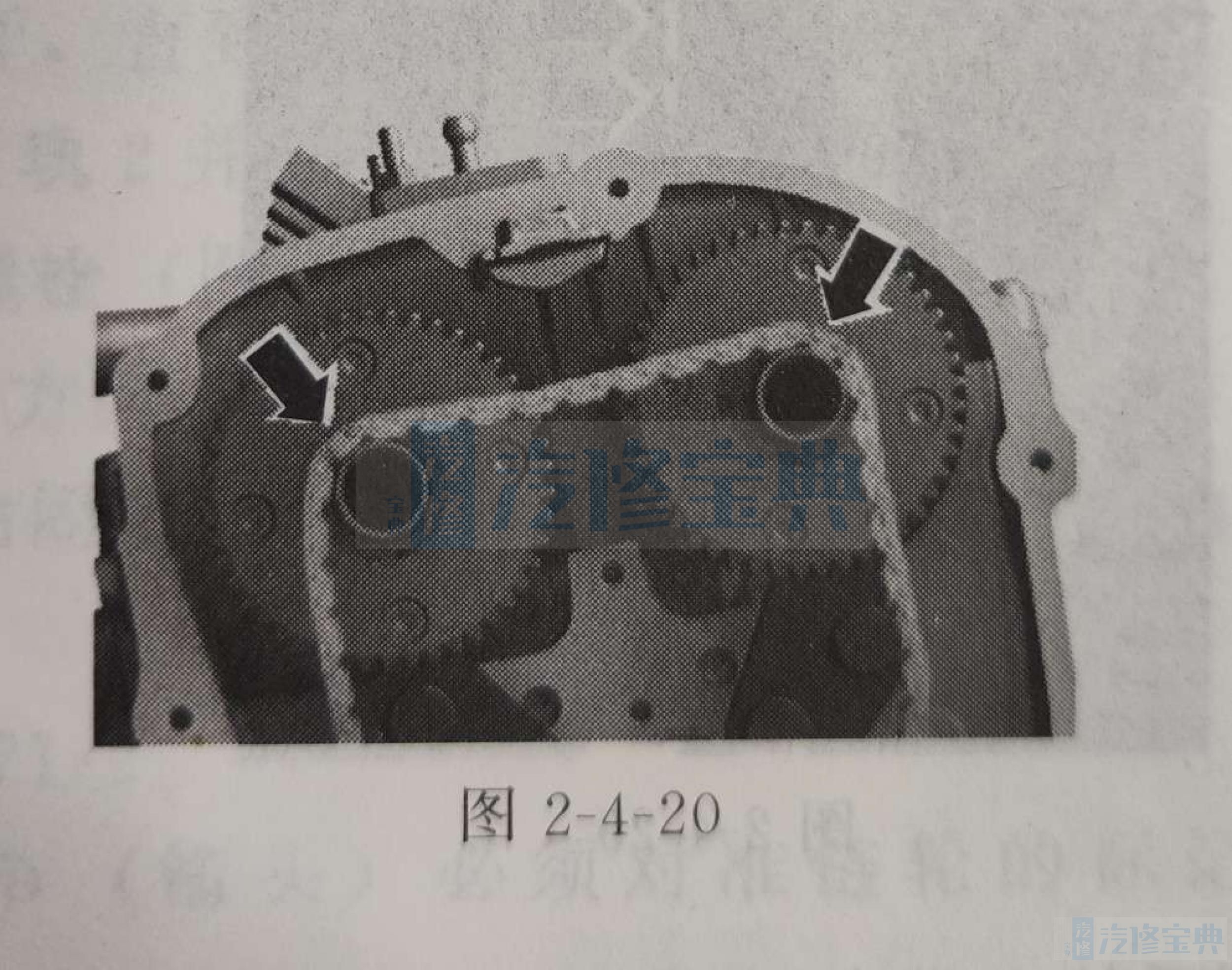
23将凸轮轴正时链从凸轮轴齿轮上取下并挂到凸轮轴的销轴上(图2-4-20中箭头)。
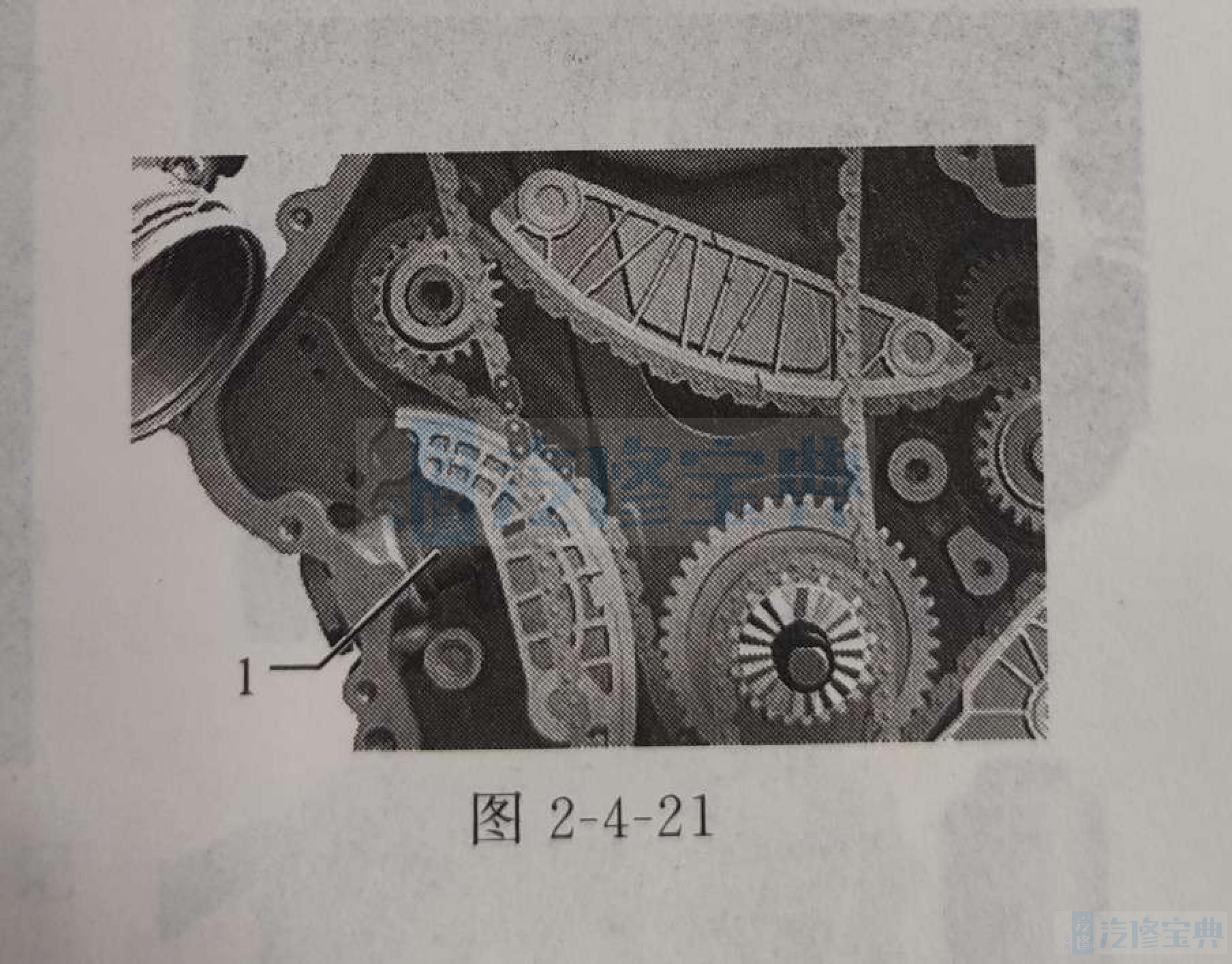
24拆卸平衡轴正时链的链条张紧器1(图2-4-21)。
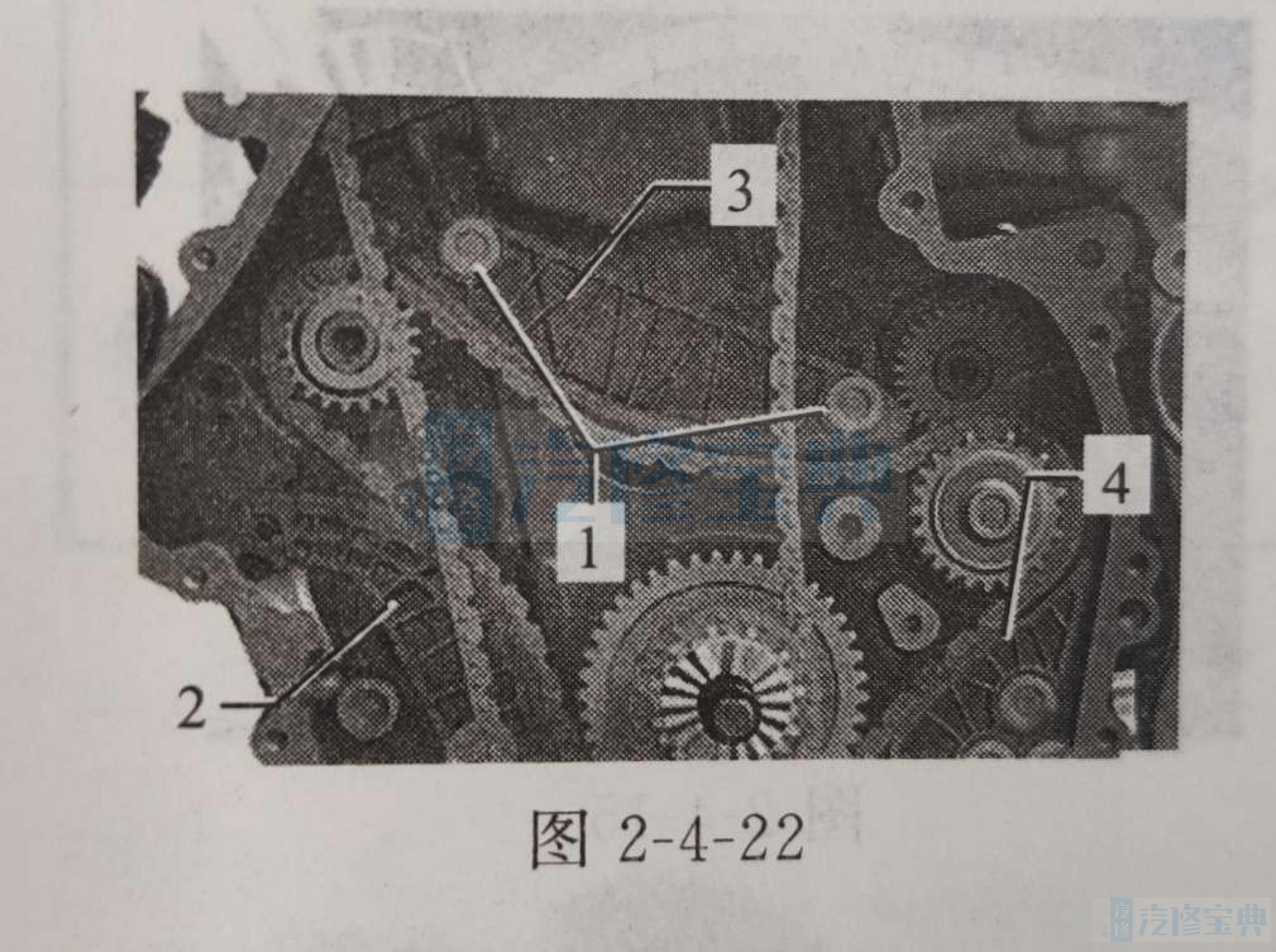
25拧出螺栓1。拆卸张紧轨2、滑轨3和4(图2-4-22)。
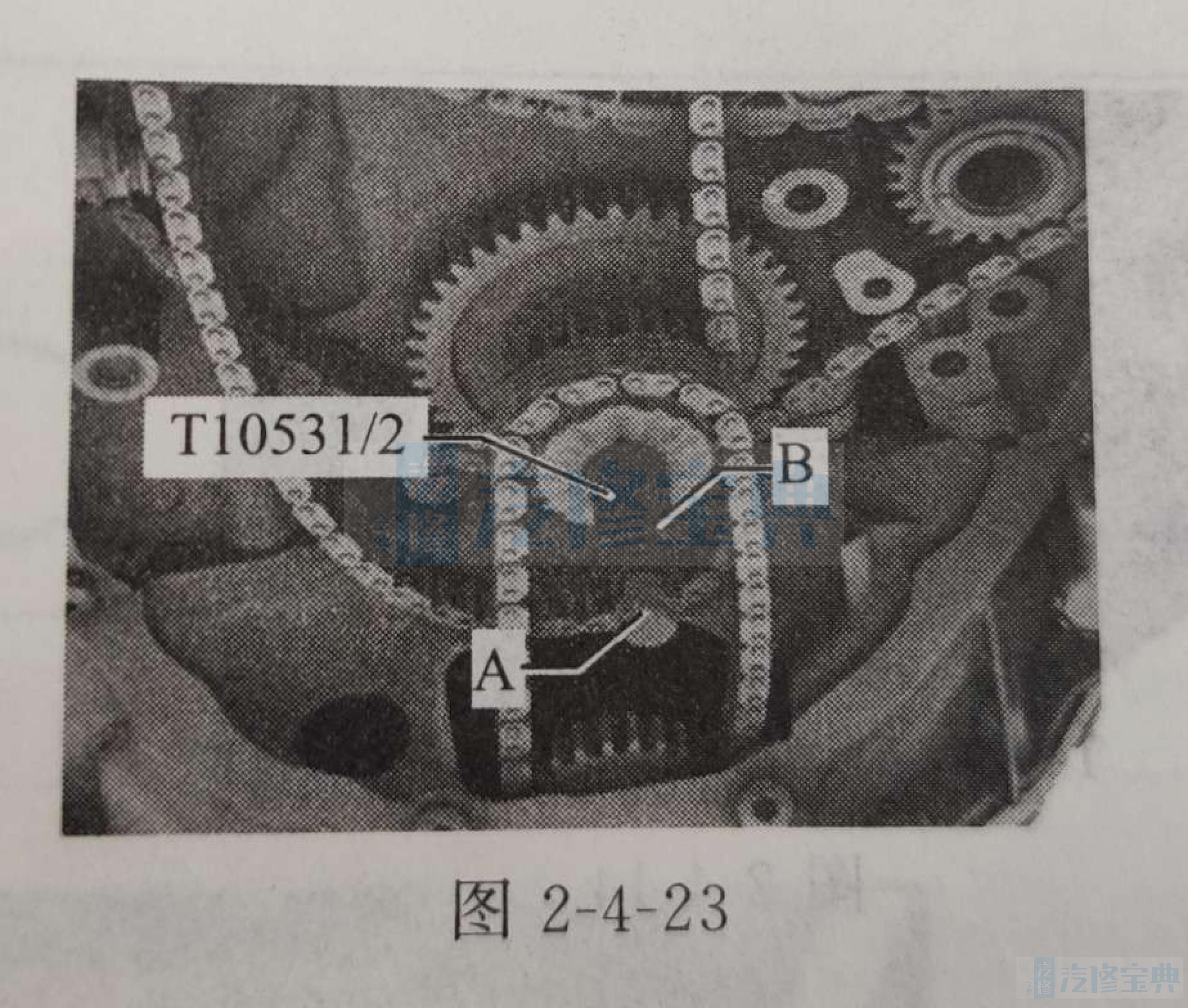
26松开夹紧螺栓A,拧出夹紧螺栓B(图2-4-23)。
27取出三级链轮,同时卸下机油泵驱动装置的正时链。
28取下凸轮轴正时链和平衡轴驱动链。
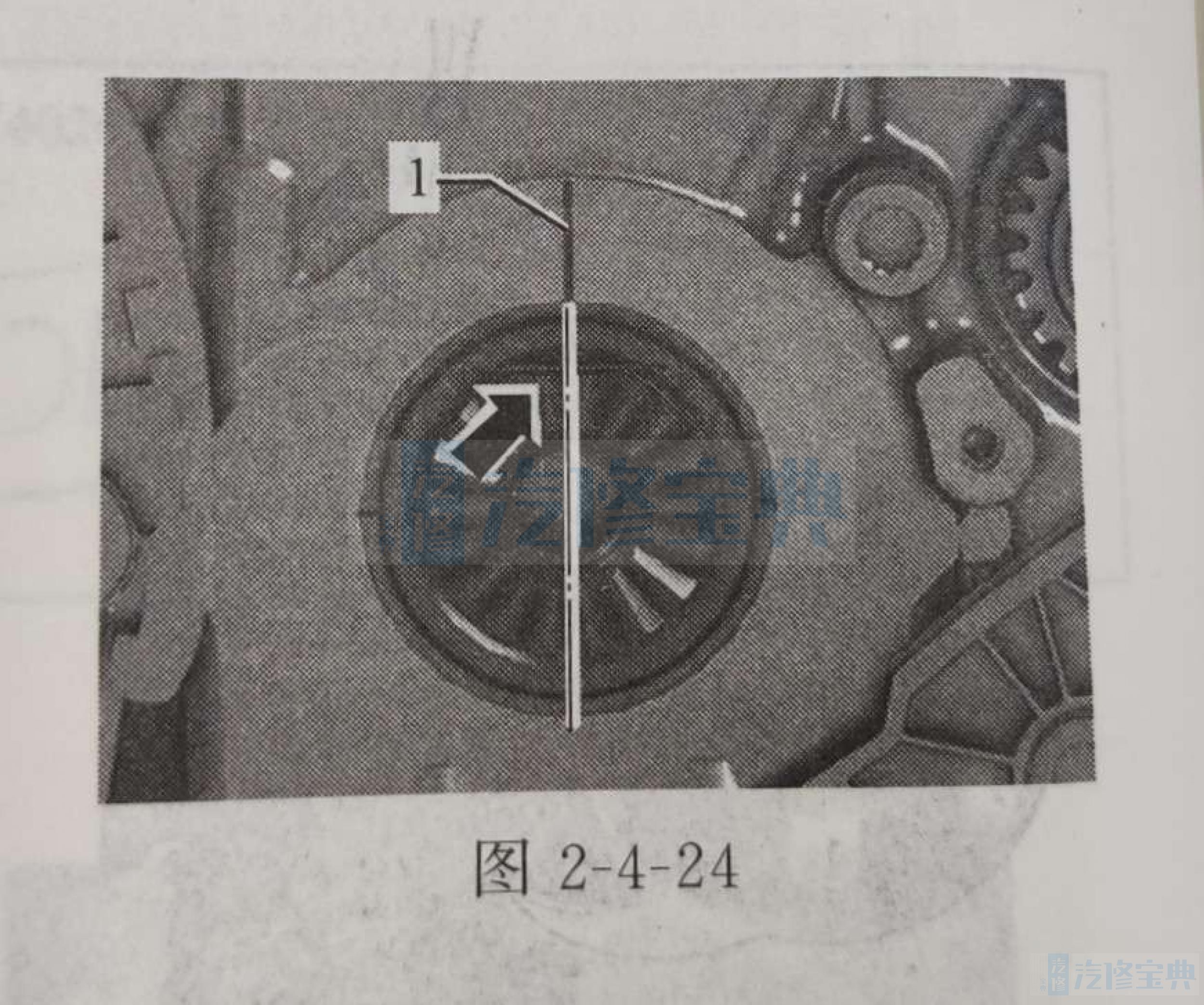
(3)安装步骤1检查曲轴的“上止点”1,曲轴的平端(图2-4-24中箭头)必须水平。
2用防水销钉将标记标注到气缸1上。
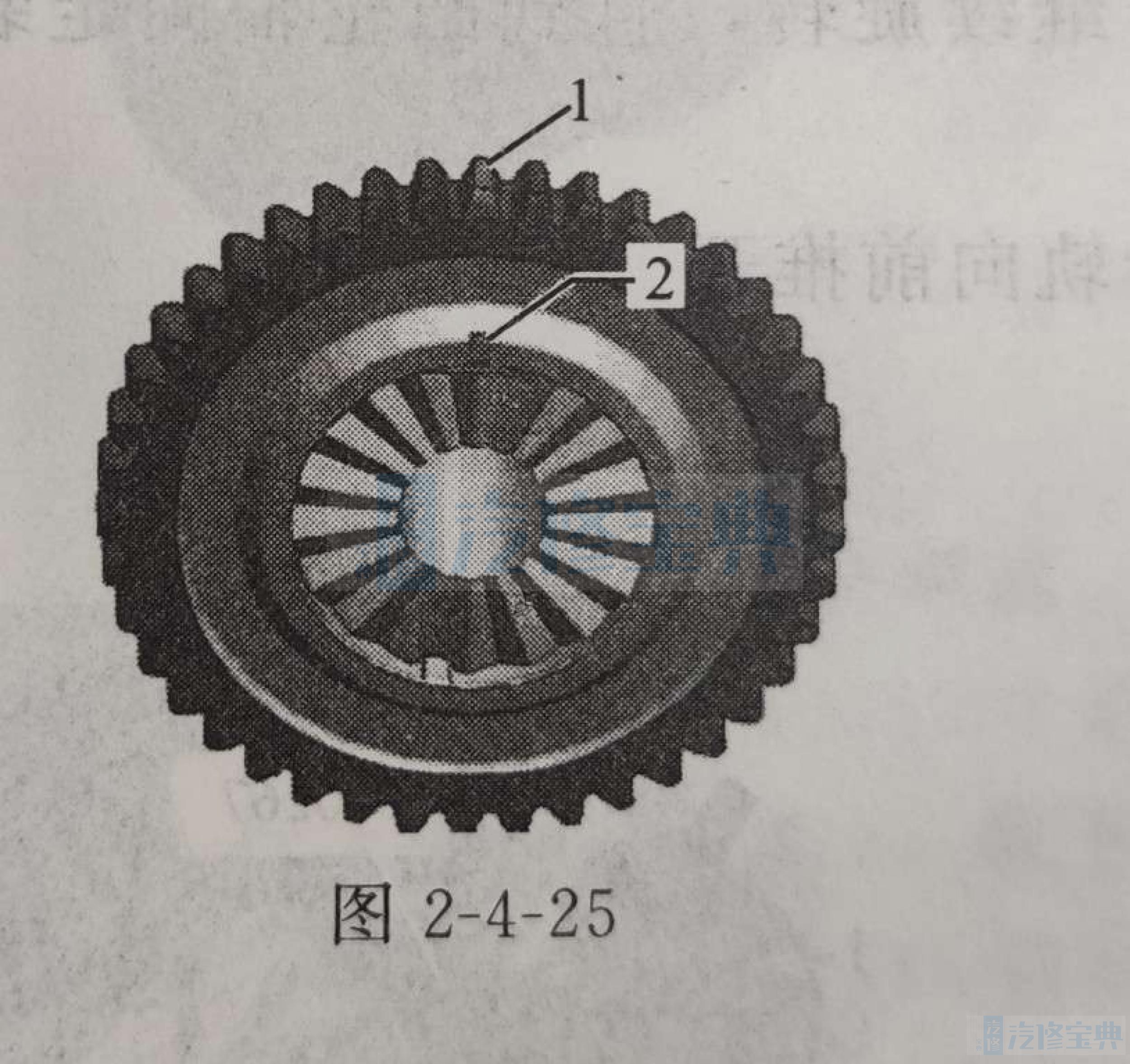
3用防水记号笔在三级链轮的齿1上做标记2(图2-4-25)。
4将中间齿轮和平衡轴转至标记(箭头),螺栓1不得松开(图2-4-26)。
提示;链条的彩色链节必须定位在链轮的标记上。无需理会可能存在的附加彩色链节的位置。
5放上平衡轴驱动链,将彩色链节(箭头)定位到链轮的标记上(图2-4-27)。
6安装滑轨1并拧紧螺栓(箭头)(图2-4-28)
7将带彩色链节的凸轮轴正时链(图2-4-20中箭头)挂到凸轮轴销轴上。
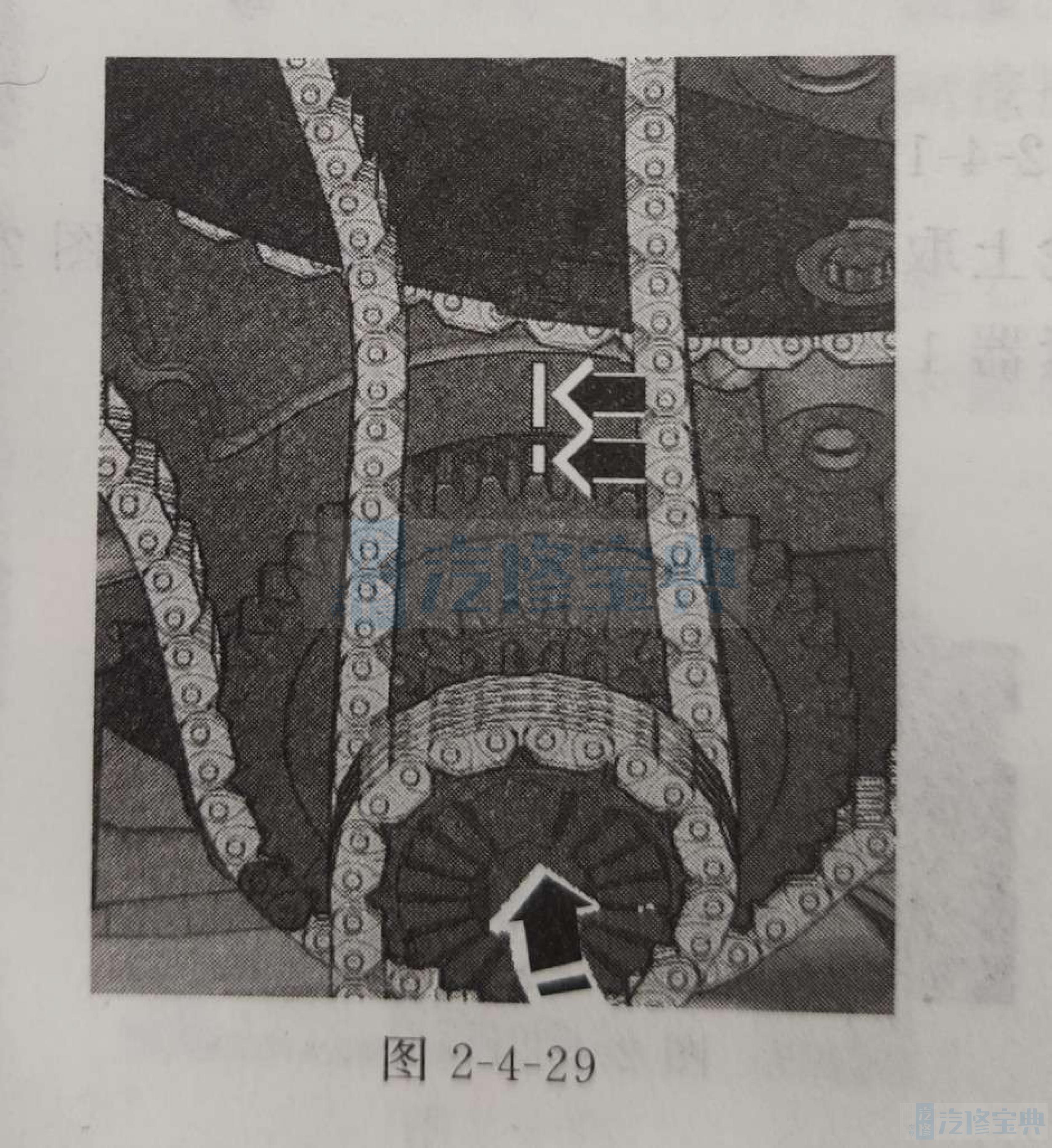
8将机油泵驱动装置的正时链放到三级链轮上(图2-4-29)。
9沿箭头方向将三级链轮向发动机侧翻转并在曲轴上固定。标记(箭头)必须相对(图2-4-29)。
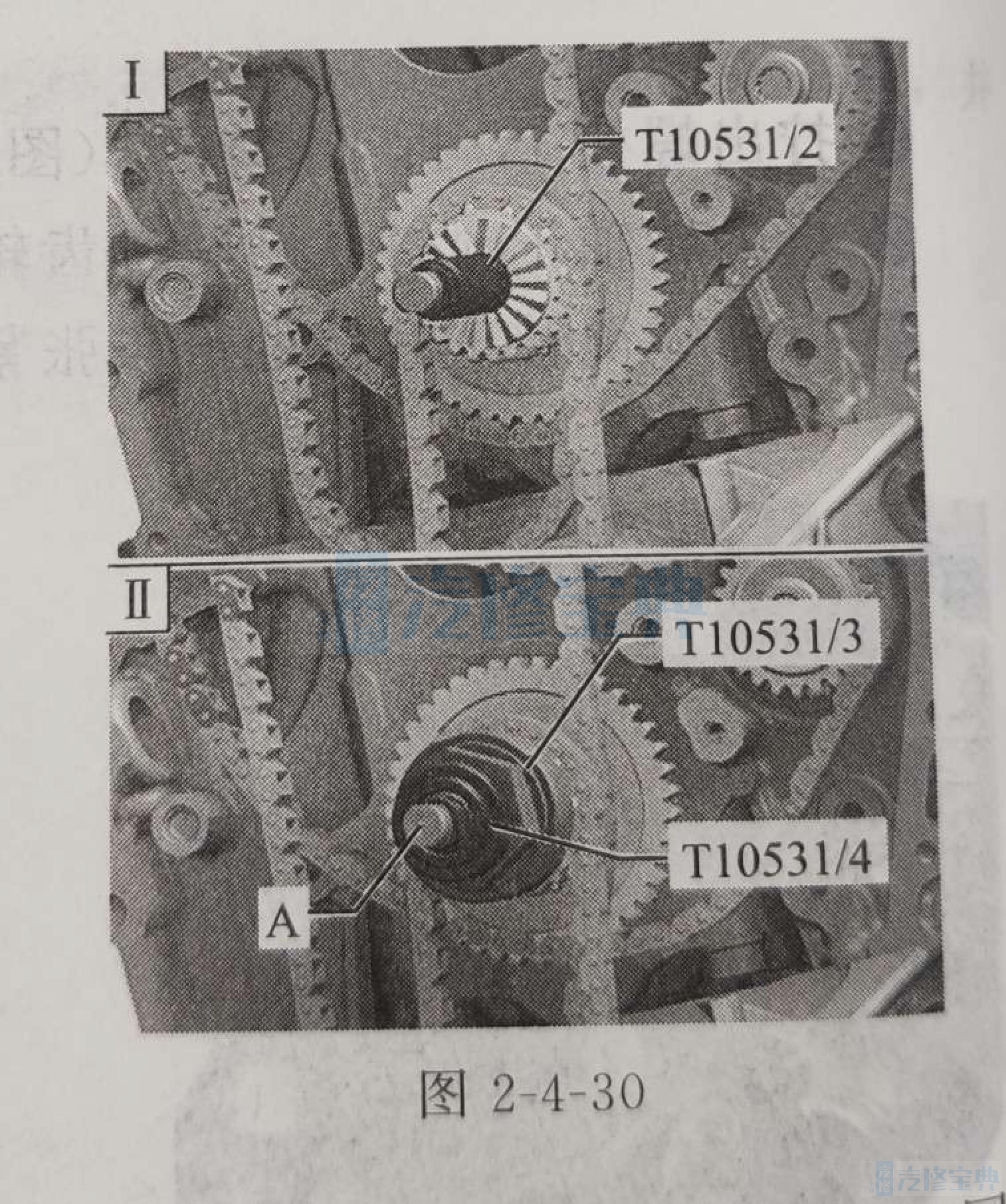
10将夹紧螺栓T10531/2拧入曲轴并用手拧紧(图2-4-30)。
11装上旋转工具T10531/3。用手拧上带肩螺母T10531/4。用开口扳手略微来回移动旋转工具,同时再拧紧带肩螺母,直到链轮牢固地装到曲轴啮合齿上,再拧紧夹紧螺栓A(图2-4-30中Ⅱ)。
12将平衡轴驱动链的彩色链节(箭头)定位在三级链轮的标记上。安装张紧轨1和滑轨2。拧紧螺栓3(图2-4-31)。
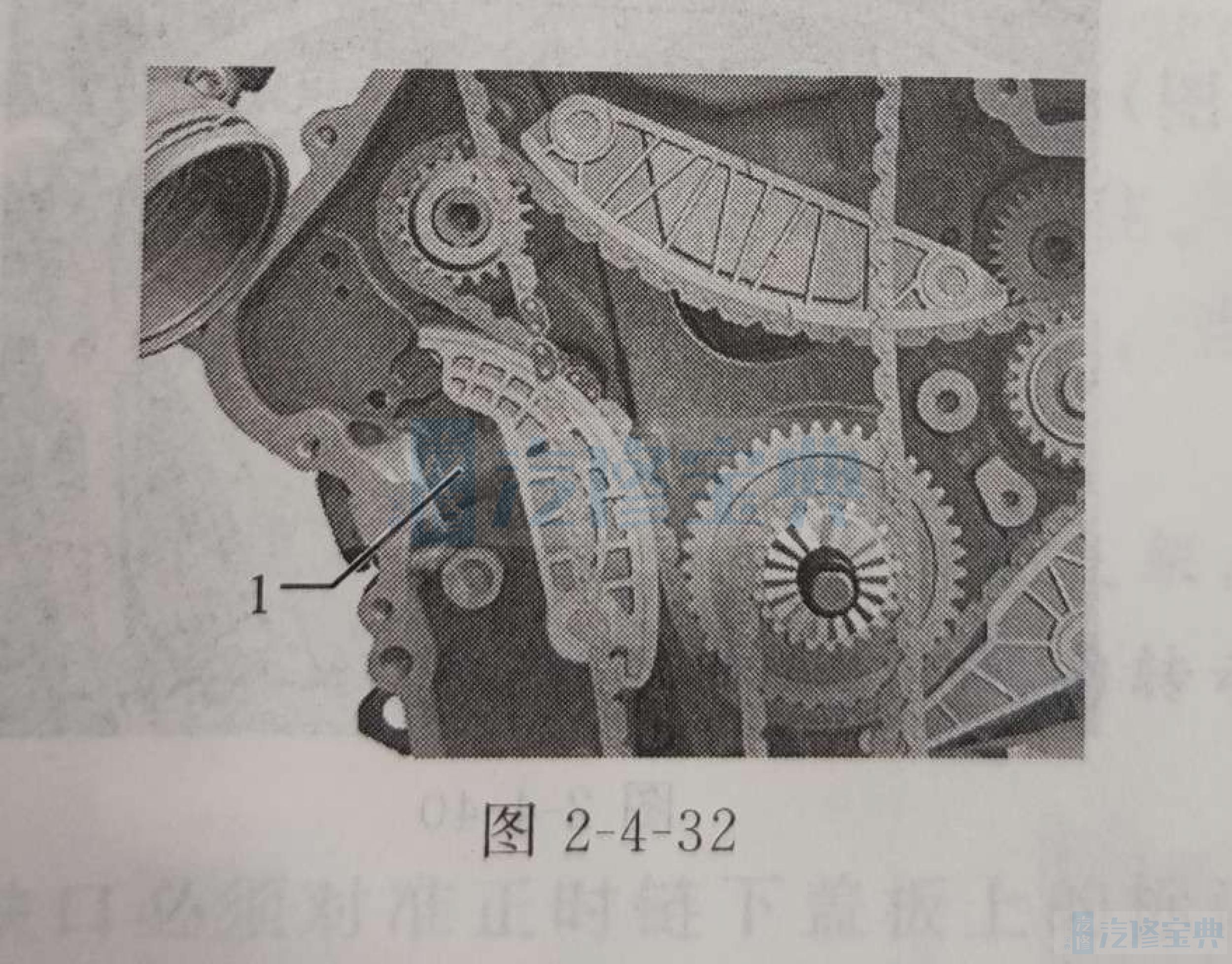
13安装链条张紧器1(图2-4-32)。
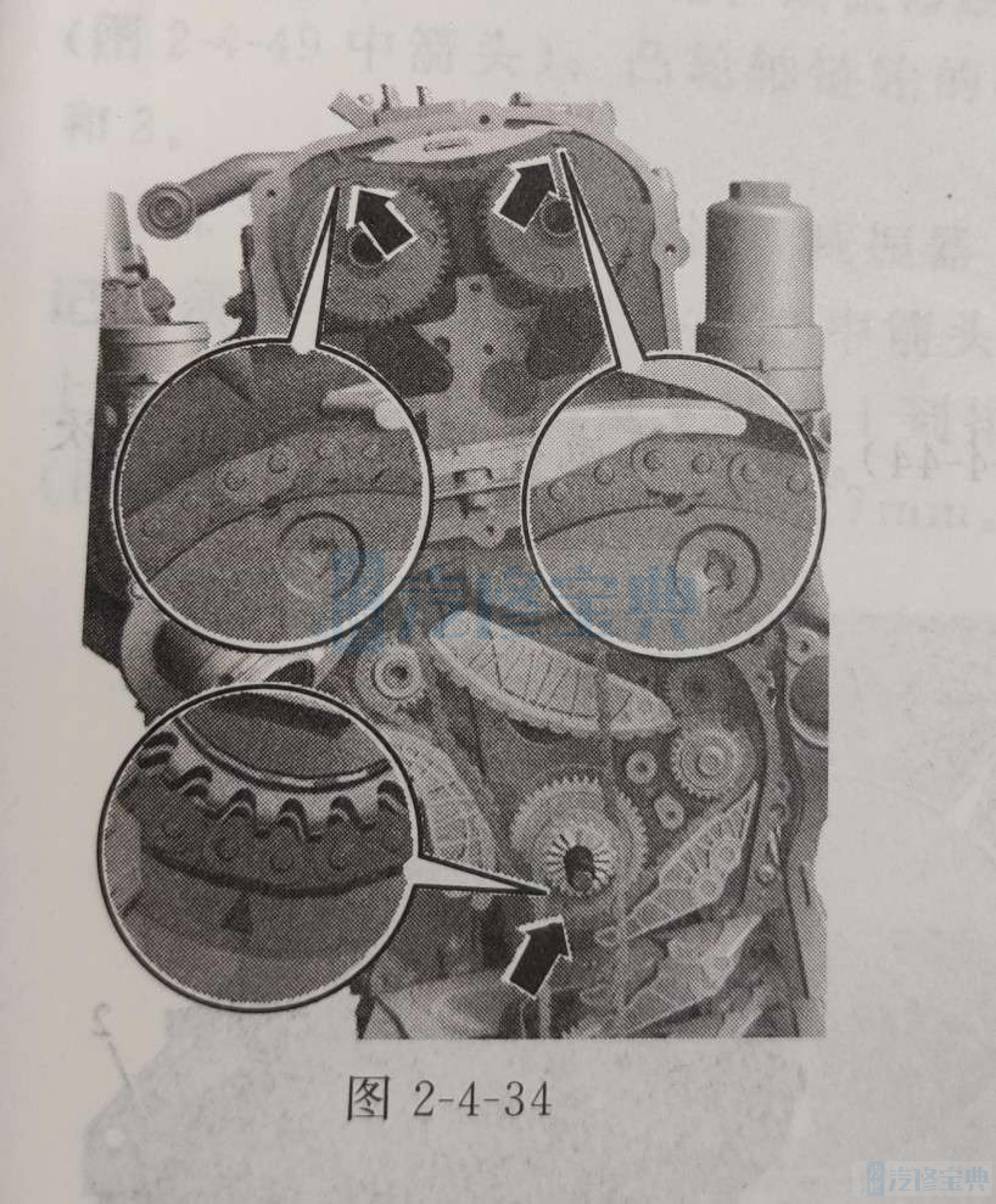
14再次检查调整情况,彩色链节(箭头)必须对准链轮的标记(图2-4-33)15将凸轮轴正时链放到进气凸轮轴上,排气凸轮轴放到曲轴上。将彩色链节(箭头)定位到链轮的标记上(图2-4-34)。
16安装滑轨2并拧紧螺栓1(图2-4-35)。
17安装上部滑轨1(图2-4-17)。
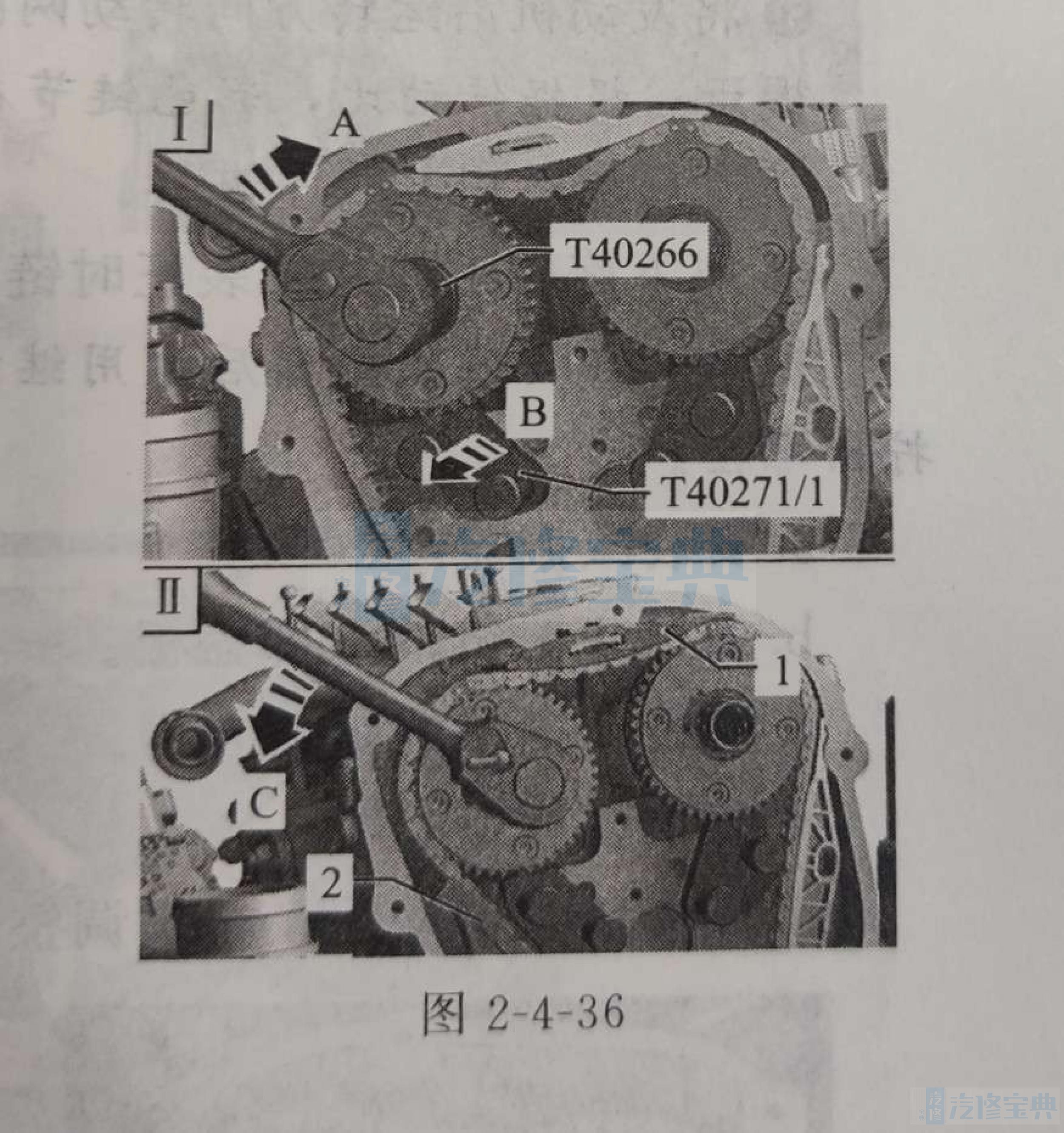
接下来的工作步骤需要另一位机械师协助18将排气凸轮轴用装配工具T40266沿箭头方向A略微转动,并将凸轮轴固定装置T40271/1从链轮的啮合齿中推出(图2-4-36中箭头方向B)。
19将凸轮轴沿箭头方向C松开,直到正时链紧贴到滑轨1上。将凸轮轴固定在这个位置,拧上张紧轨2并拧紧螺栓(图2-4-36)。
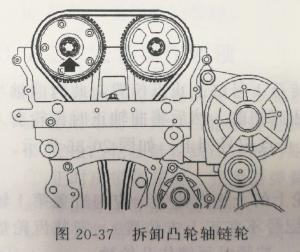
20安装链条张紧器1并拧紧螺栓(图2-4-18中箭头)21用装配工具T40266沿箭头方向1转动进气凸轮轴,沿箭头方向2从链轮的啮合齿中推出凸轮轴固定装置T40271/2并松开凸轮轴(图2-4-37)。
22拆卸凸轮轴固定装置T40271/2。
23检查调整情况,彩色链节(箭头)必须对准链轮的标记(图2-4-38)。
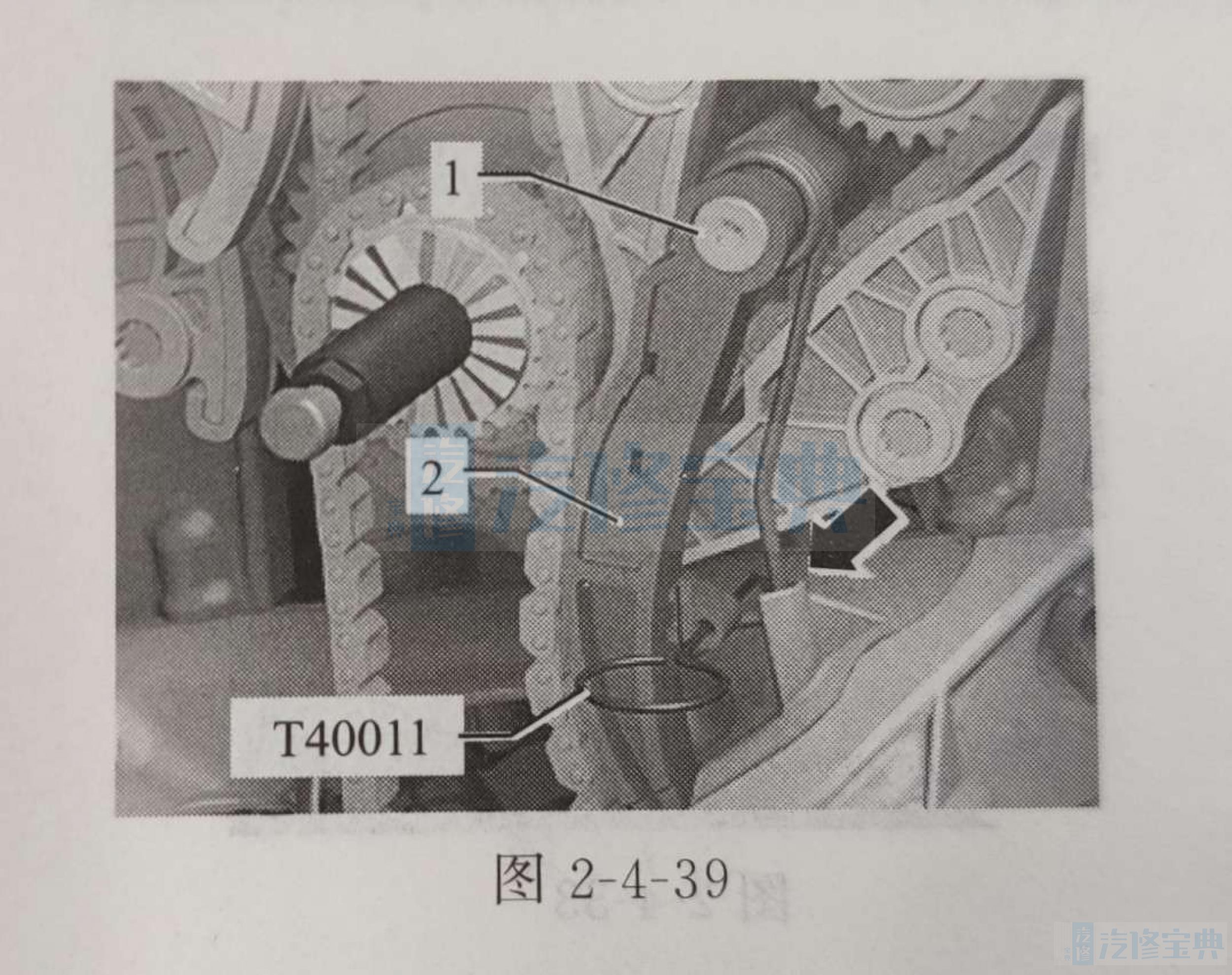
24安装链条张紧器2并拧紧螺栓1。拆下定位销T40011,钢丝夹必须在开口中(箭头)紧贴油底壳上部件(图2-4-39)。
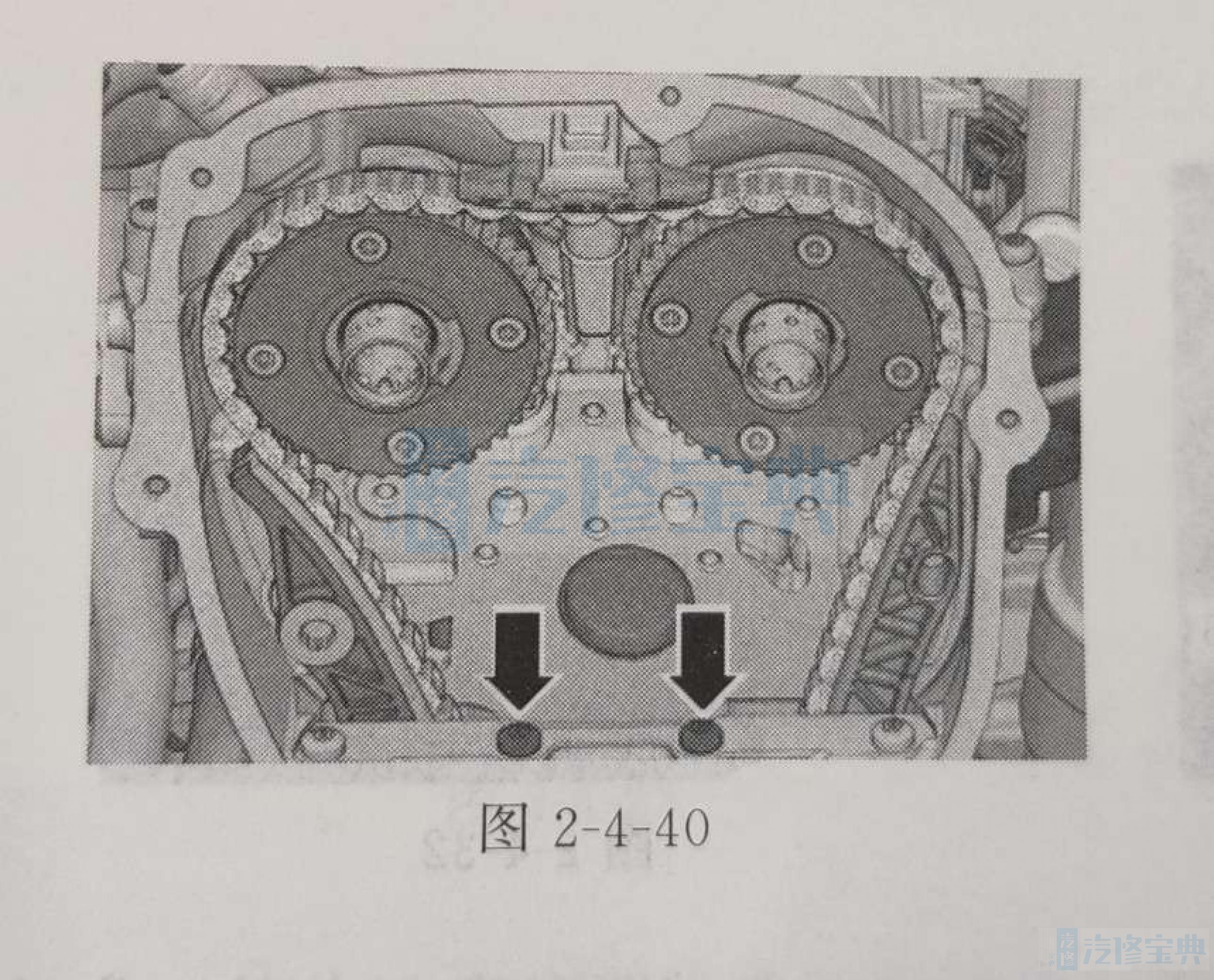
25拧入并拧紧螺栓(图2-4-40中箭头)。拧紧力矩:第一遍为40N·m,第二遍为旋转90°。
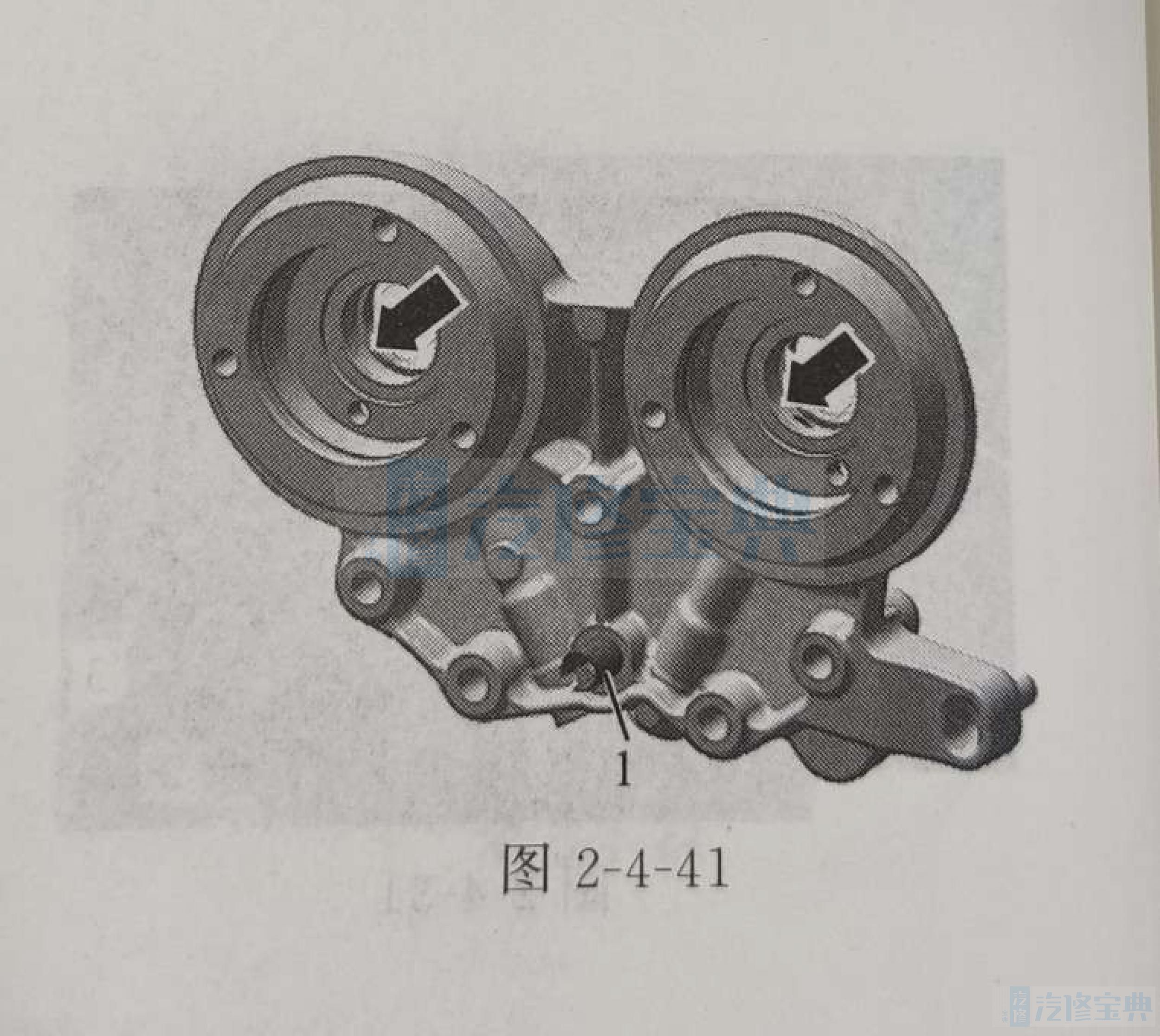
26用机油润滑开孔(图2-4-41中箭头)。
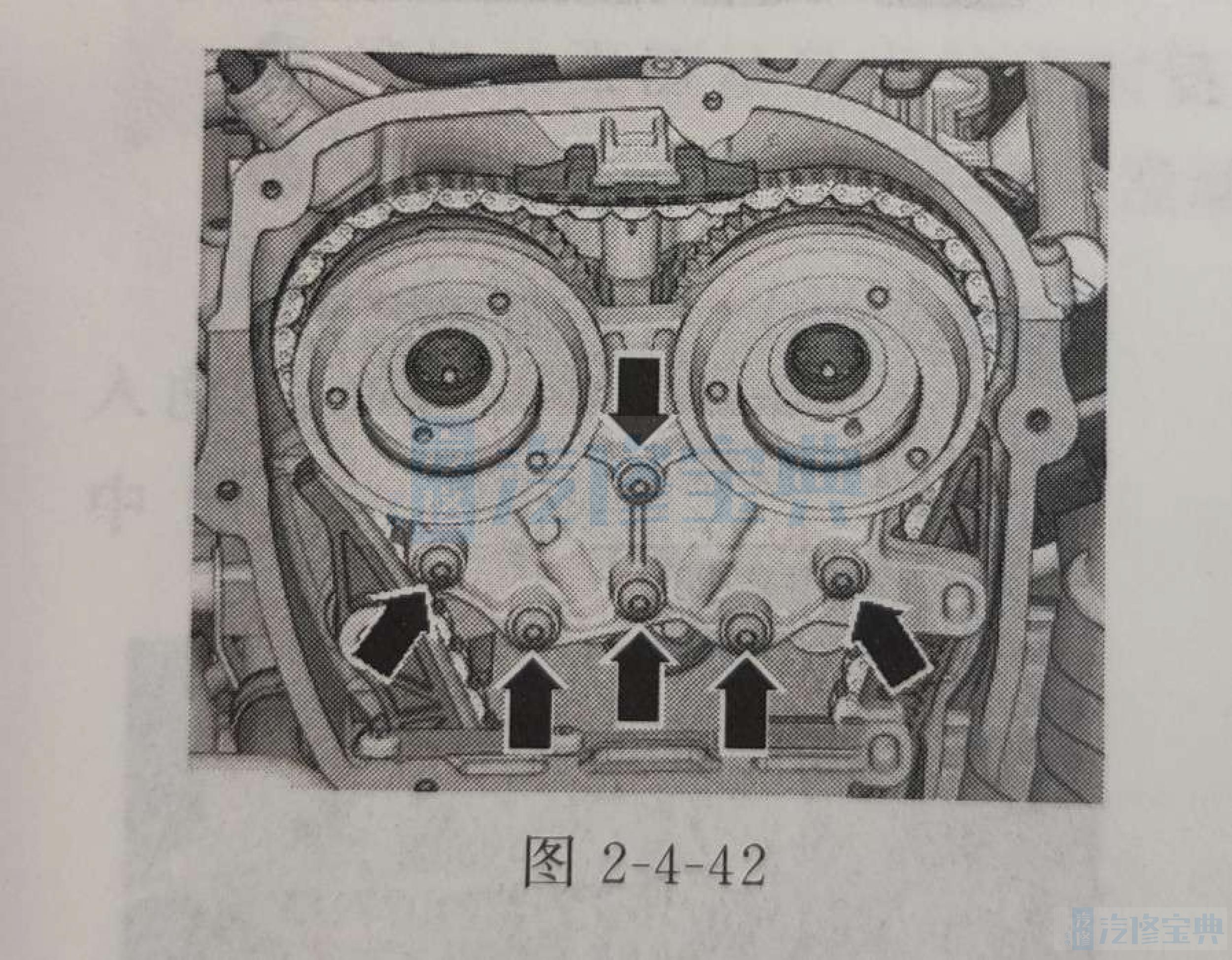
提示:不是每个轴承桥上都装有夹紧套27套上轴承桥并用手拧紧螺栓(箭头)(图2-4-42)。
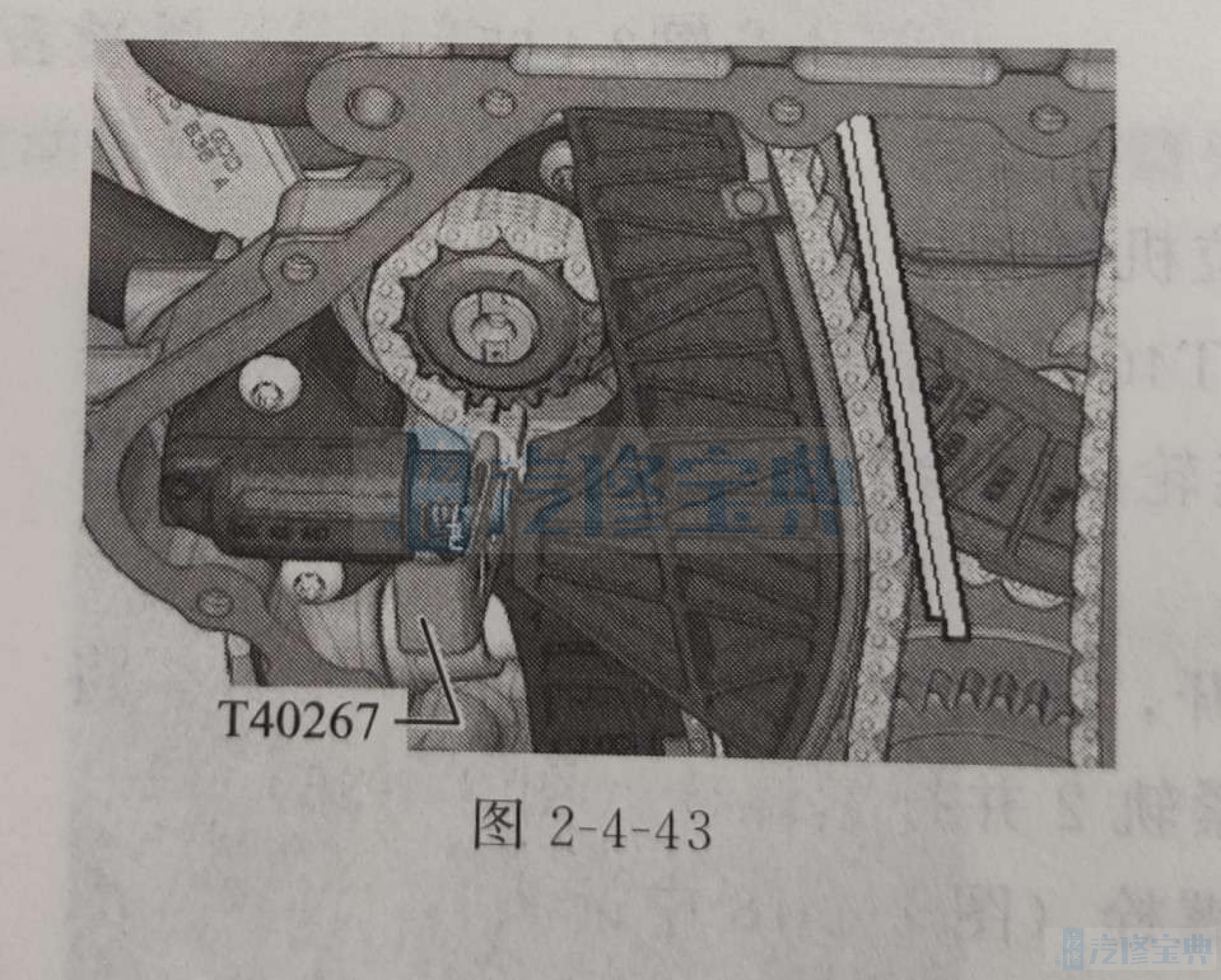
28拆除插入定位工具T40267(图2-4-43)。
29拧紧用于轴承桥的螺栓。
30安装控制阀。
31将发动机沿运转方向转动两次。
提示:根据传动比,彩色链节在发动机运转之后不再相一致。
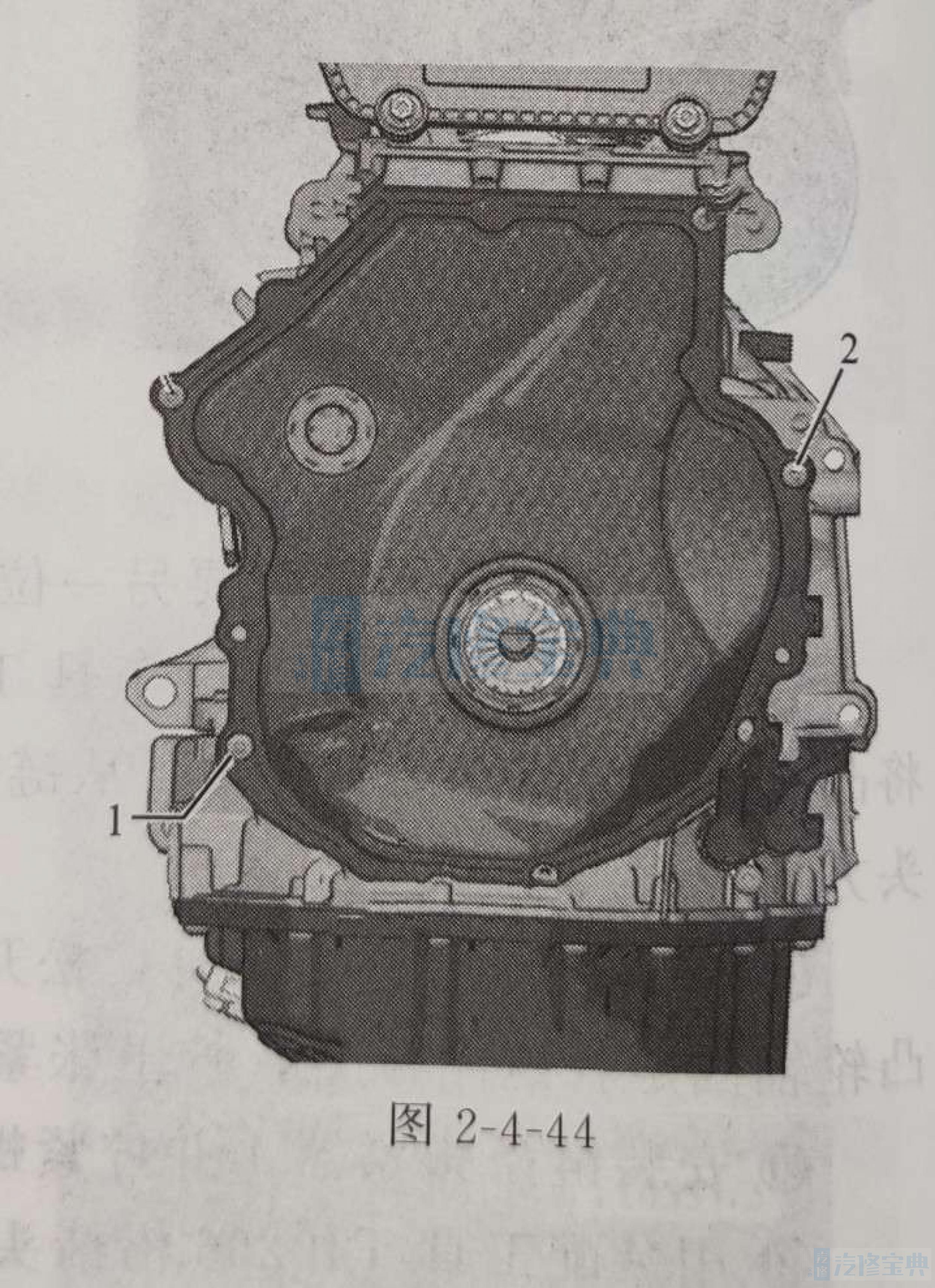
其他安装以相反顺序进行32取下旋转工具并安装正时链的下部盖板提示:在安装减振器后才用继续旋转角度拧紧螺栓1和2(图2-4-44)。在安装减振器时,必须再次拧出螺栓。
a.安装减振器。
b.安装正时链的上部盖板。
c.安装多楔带的张紧装置。
d.安装多楔带。
e.操作链条传动后,必须调整链条长度。
5.检测配气相位(1)所需要的专用工具和维修设备a.千分表组件WAS6341,如图2-4-45所示。
b.千分表适配接头T10170A(图2-4-46)。
(2)检测步骤1拆卸正时链上部盖板。
2拆卸隔音垫。
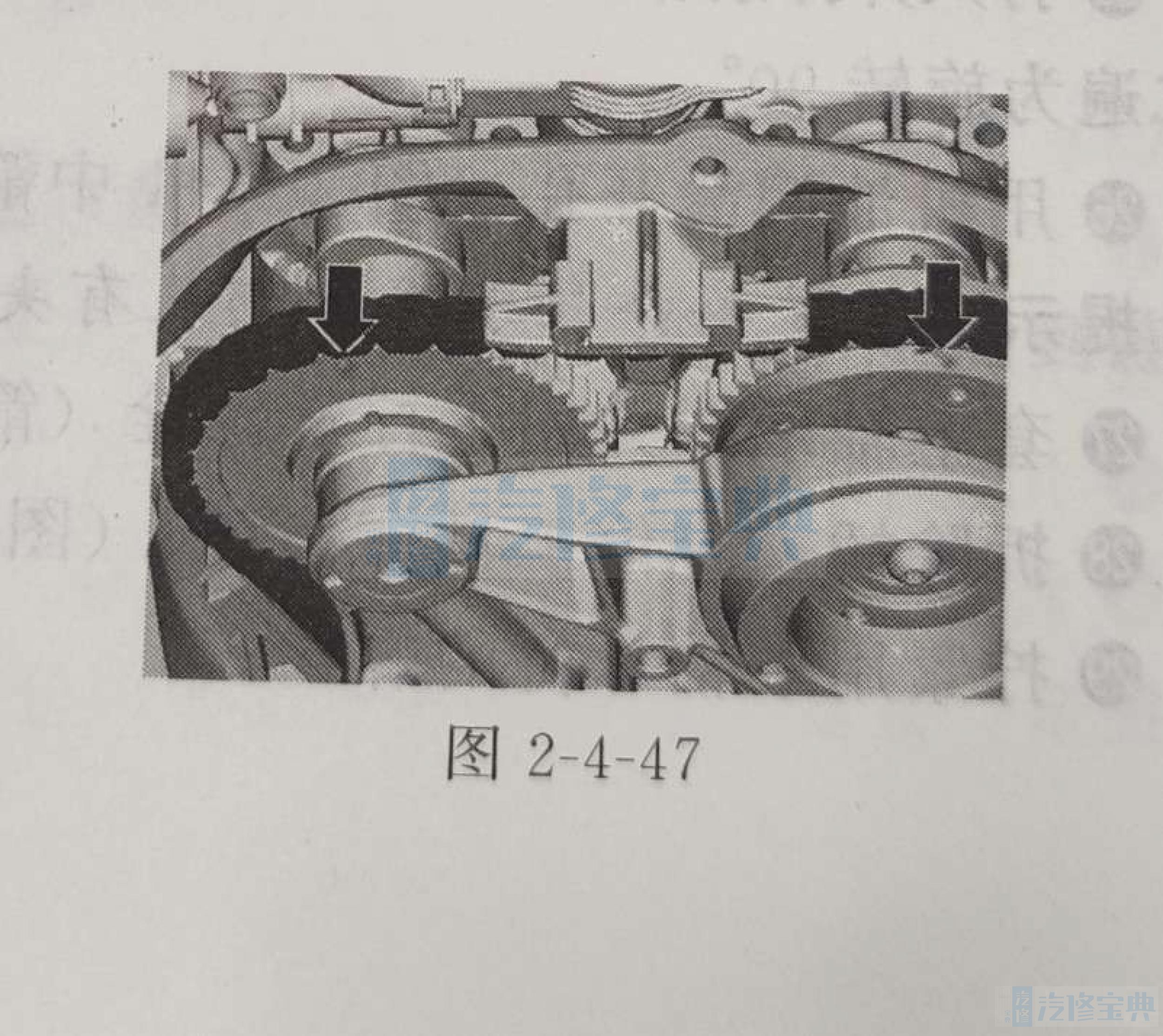
3使用套筒扳手的工具头或固定支架将减振器上的曲轴沿发动机运转方。
向转动,直至标记(箭头)几乎位于上部(图2-4-47)。
4拆卸气缸1的火花塞。
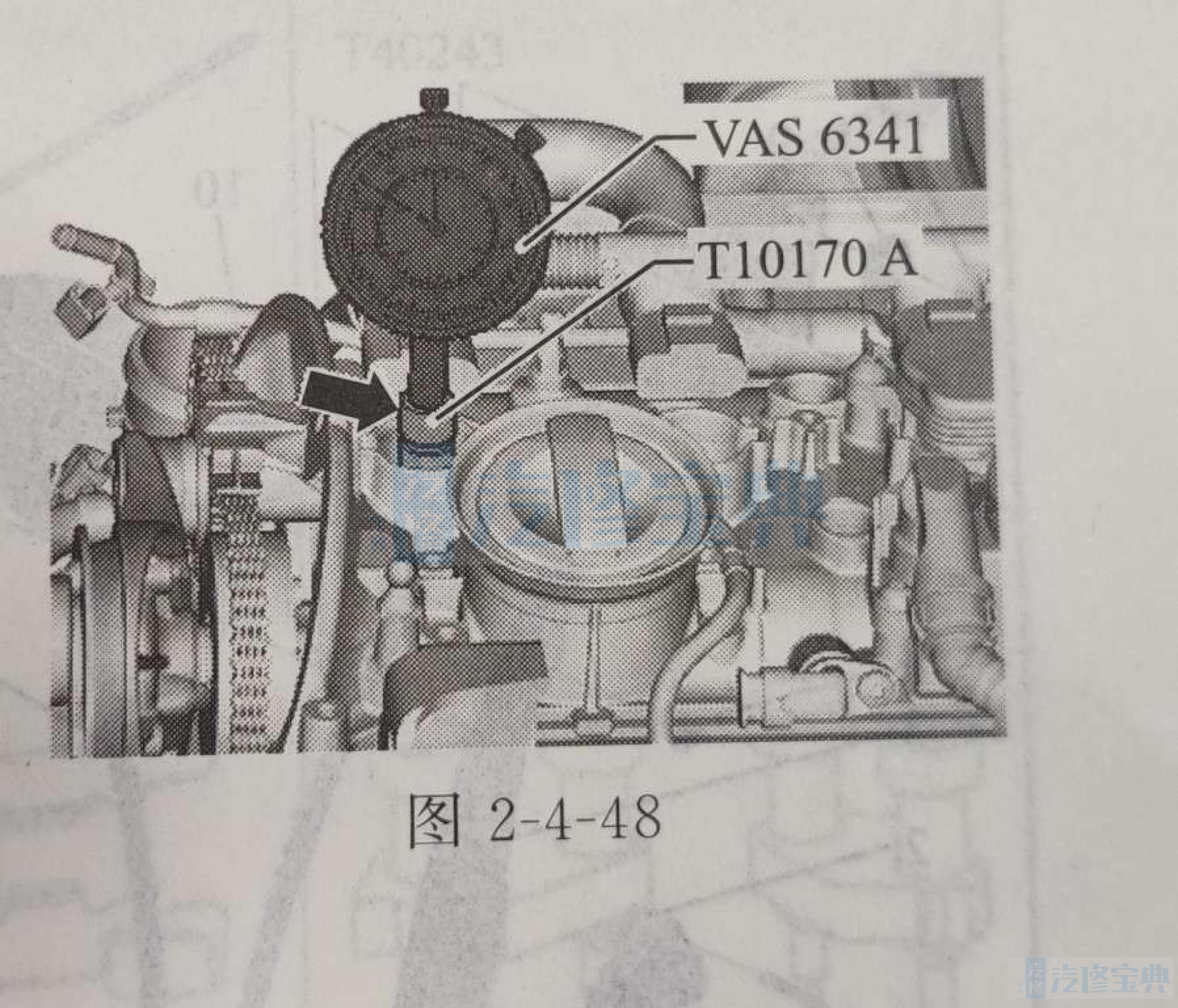
5将千分表适配接头T10170A拧入火花塞螺纹内至极限位置(图24-48)。
6将千分表组件VAS6341插入到极限位置,用锁紧螺母固定住。
7沿发动机运转方向缓慢转动曲轴,直到达到最大指针偏向角。当指针到达最大偏转位置(指针的反转点)时,活塞位于“上止点”。
提示:为转动减振器,使用棘轮和套筒扳手的工具头或固定支架。如果曲轴转到“上止点”上方,则将曲轴再次沿发动机运转方向转动两周。请勿逆发动机运转方向转动发动机。
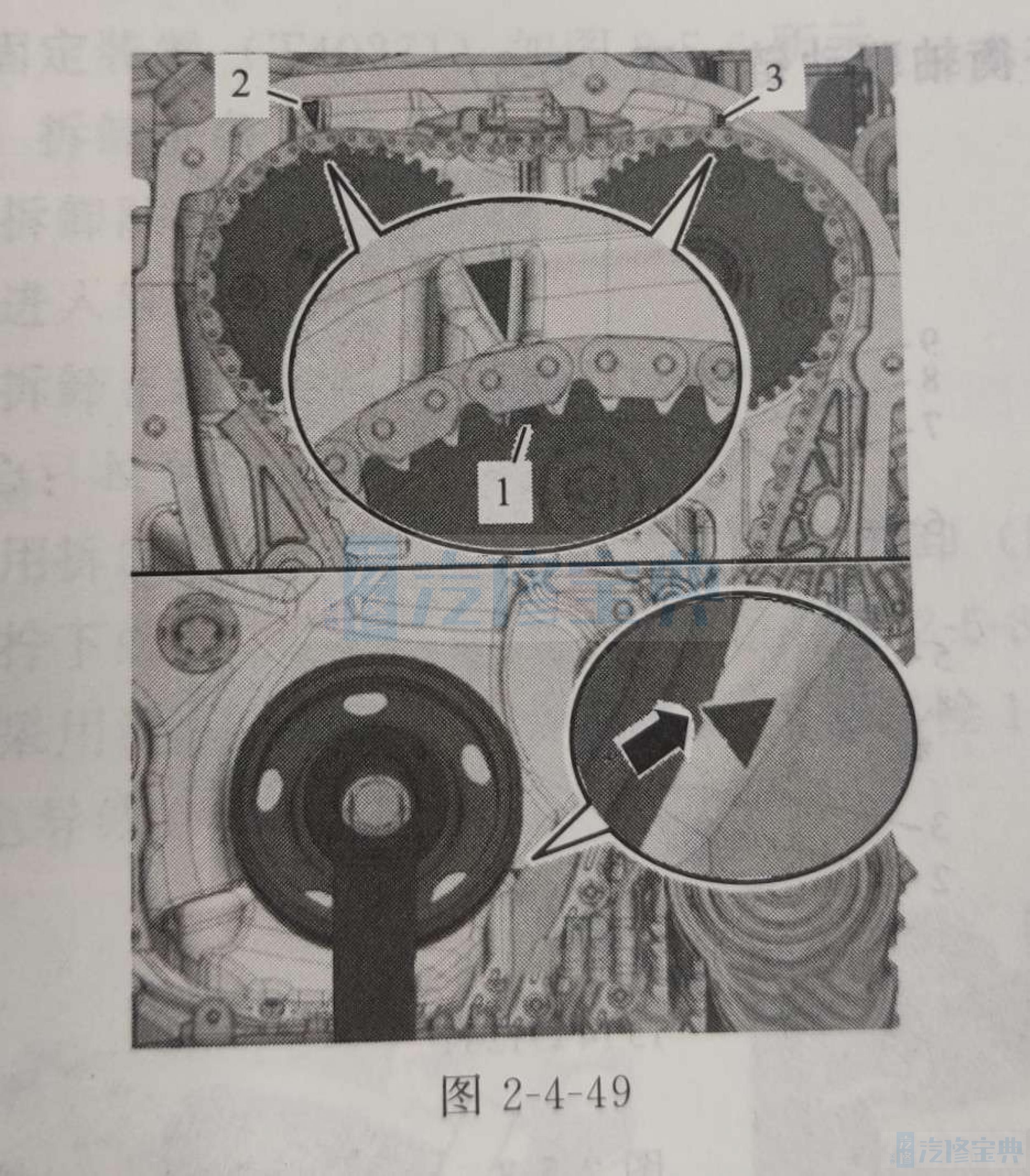
a.气缸盖上带有标记:减振器缺口必须对准正时链下盖板上的标记。
(图2-4-49中箭头);凸轮轴链轮的标记1必须对准气缸盖上的标记2和3。
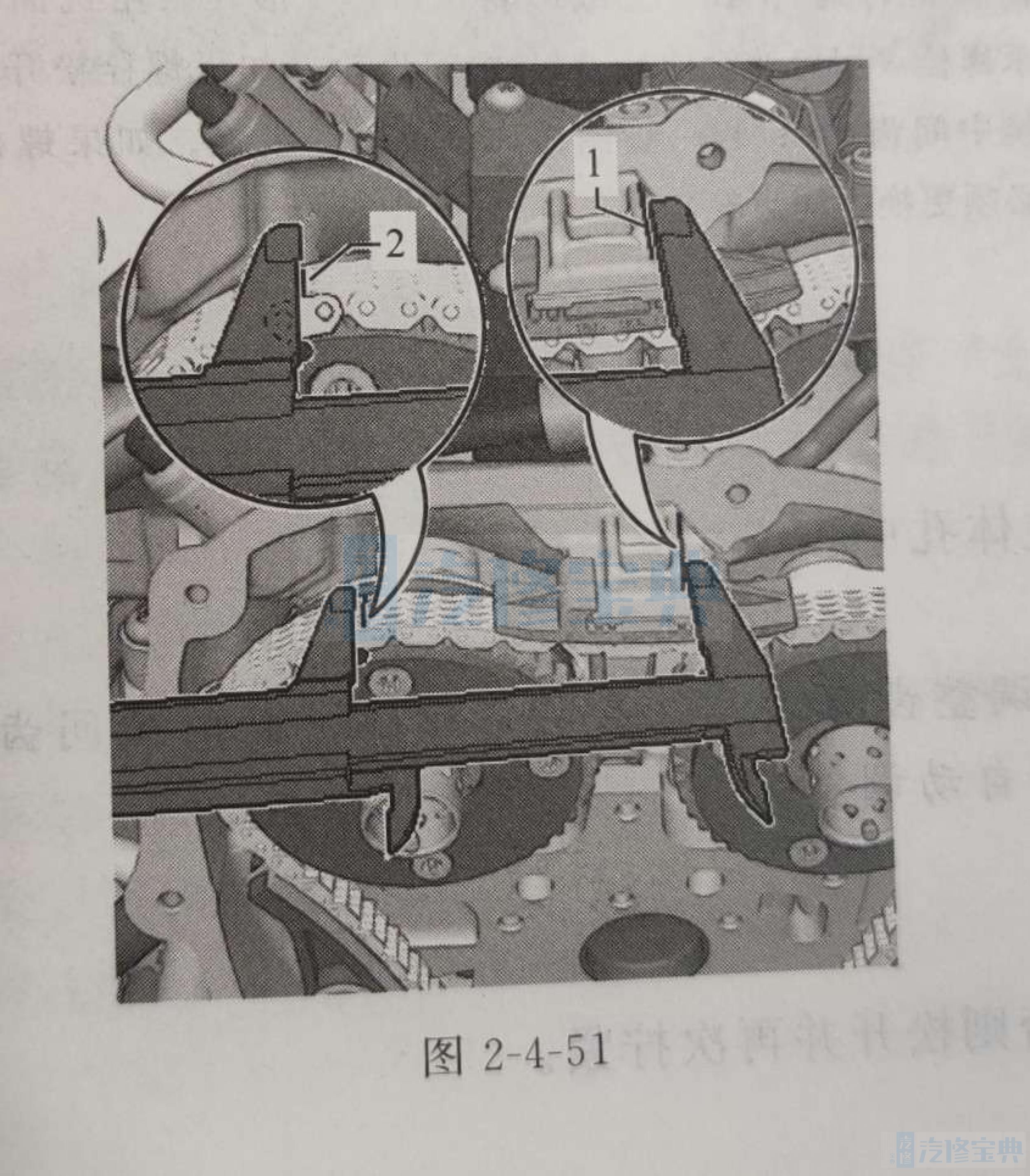
b.气缸盖上不带标记:减振器上的缺口和正时链下方盖板上的标图2-4-48。
记必须相互对着(图2-4-50中箭头);凸轮轴链轮的标记1必须指向上(图2-4-50);测量从棱边1到排气凸轮轴链轮上的标记2的距离(图2-4-51),标准值:74~77mm。
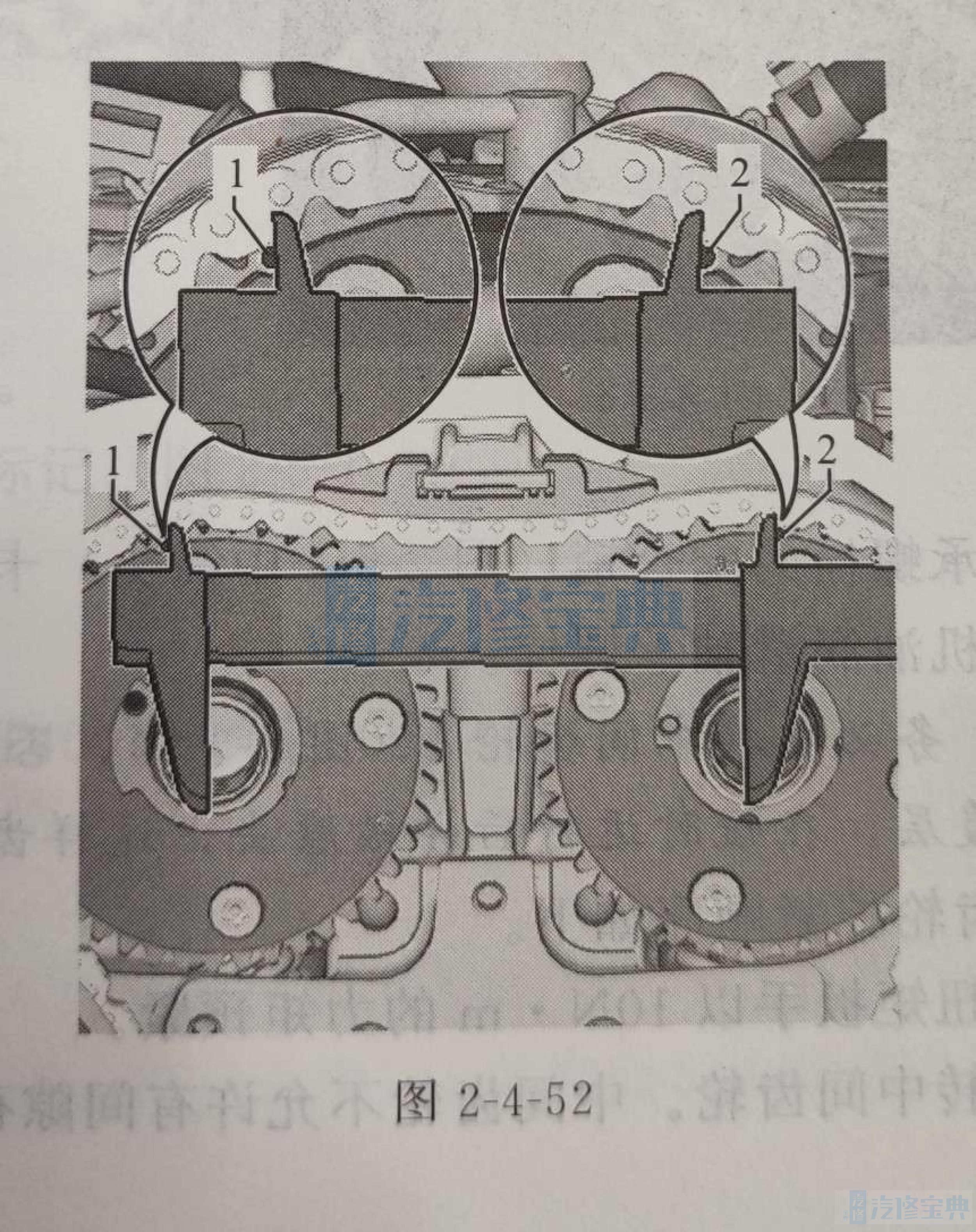
8如果已达到标准值,则测量排气凸轮轴链轮上的标记1和进气凸轮轴链轮上的标记2之间的距离(图2-4-52)。标准值:124~127mm。
提示个齿的偏差意味着和标准值偏差约6mm。如果确认有偏差,则重新铺放正时链。