1.手电钻。 手电钻主要用于钻直径为12mm以下的孔,常常用于不便使用钻床钻孔的场合,如图1-33所示。手电钻的电源有220V和380V两种,手电钻体型小巧,且携带方便,操作简单灵活,在汽车维修作业中应用十分广泛。
⒉钴头。
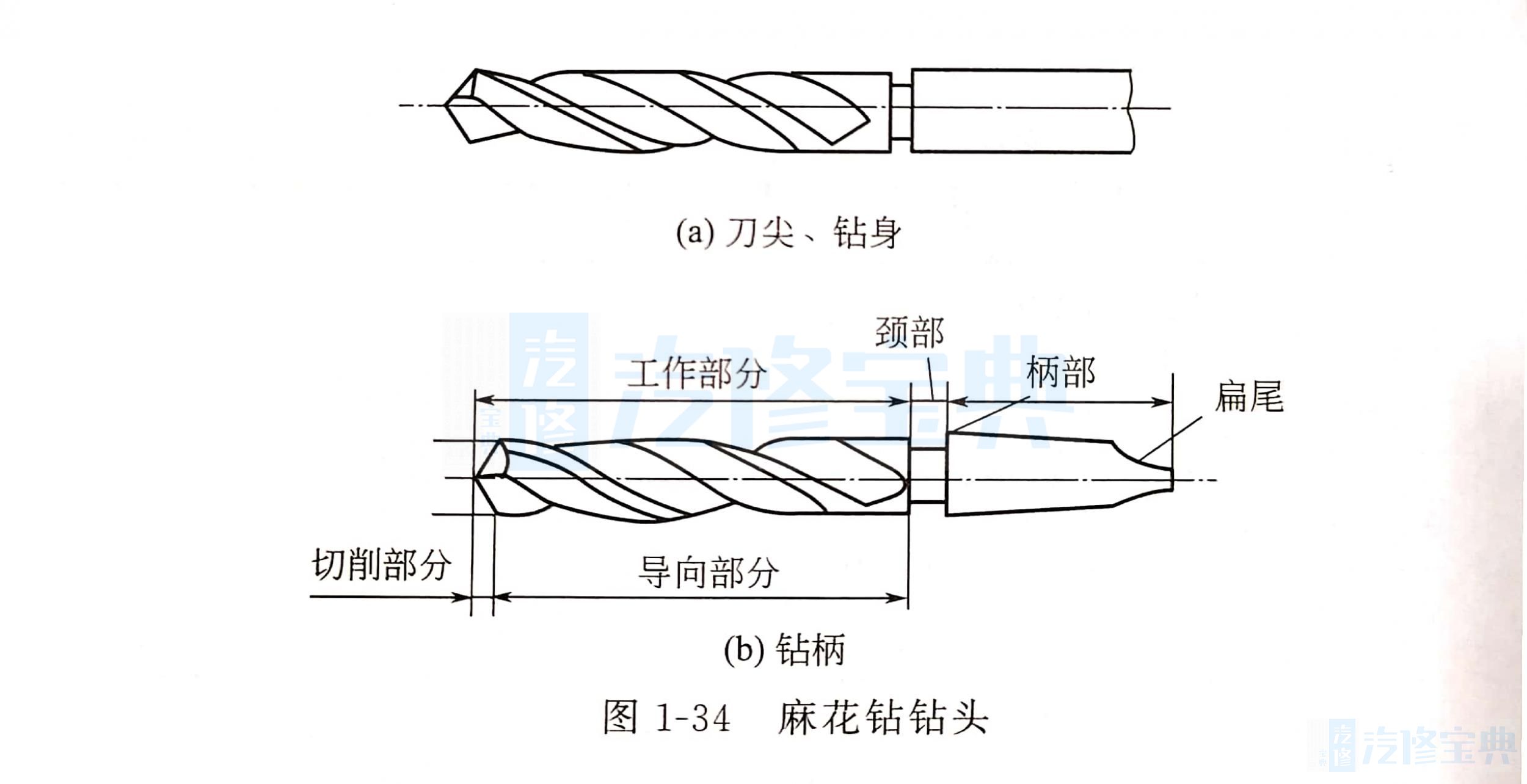
钻头是钻孔的主要刀具,一般用高速钢或超硬合金制作(1)麻花钻麻花钻钻头由三个主要部分组成,如图1-34所示,即刀尖、钻身与钻柄。
①刀尖为锥形表面,使用时必须磨到正确的角度,这样钻头在切削时才轻便。
②钻身有两个排屑槽,围绕着钻身呈螺旋状。排屑槽为被钻金属的碎屑提供了一个卷缩和排出的通道,还便于润滑油流动到切削刃。
③钻头柄部呈圆柱形或锥形,便于固定在夹头中。
(2)中心钻一种组合钻头,可以同时钻定位孔和锥孔。
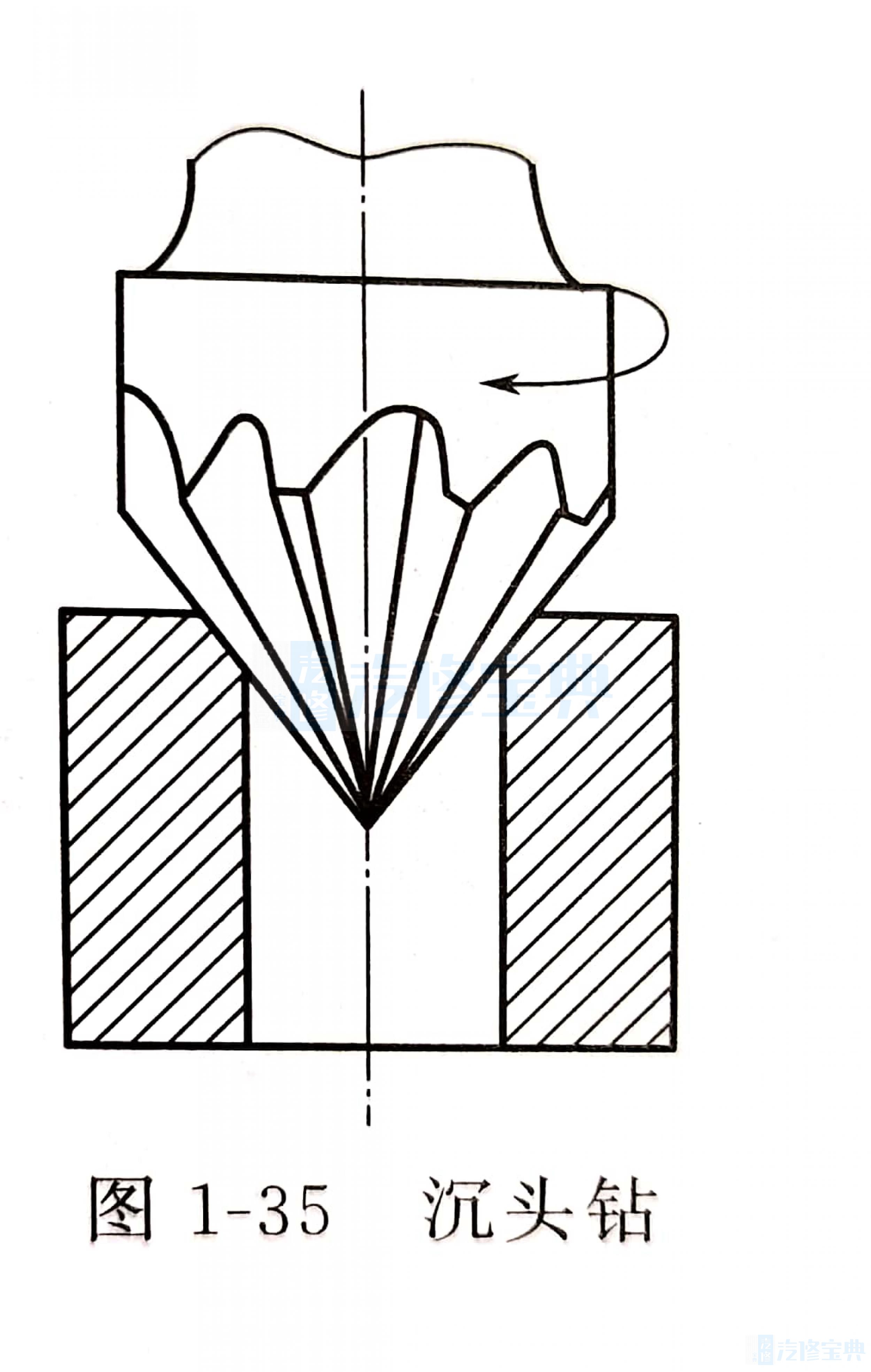
(3)沉头钻用于加工锥孔,以便安装沉头螺钉或铆钉,如图1-35所示。
(4)钻头的磨削方法。
①对于尺寸较小的钻头而言,一只手握住钻头的柄部,另一只手朝若其刀尖的方向支撑着钻身。
②钻头要保持水平,让刀尖朝着砂轮的正面,让钻头的轴线同砂轮的中心线成60角。
③使其中一个刀刃与砂轮表面平行,用手转动钻头直到该刀刃处于水平位置,该位置即为磨削开始点。
④磨削钻头时,要不停地转动钻头,每次转动大约1/4圈,以便在钻头头部形成球面,与此同时要保持钻头与砂轮表面成60°角。
⑤在磨削头部过程中,要降低钻头的柄部位置,进而得到12°~15°的后角。
⑥按照上述要求对钻头的其中一侧刀刃磨削2-3次,然后将钻头旋转180°,再用同样方法磨削钻头的另一侧刀刃。
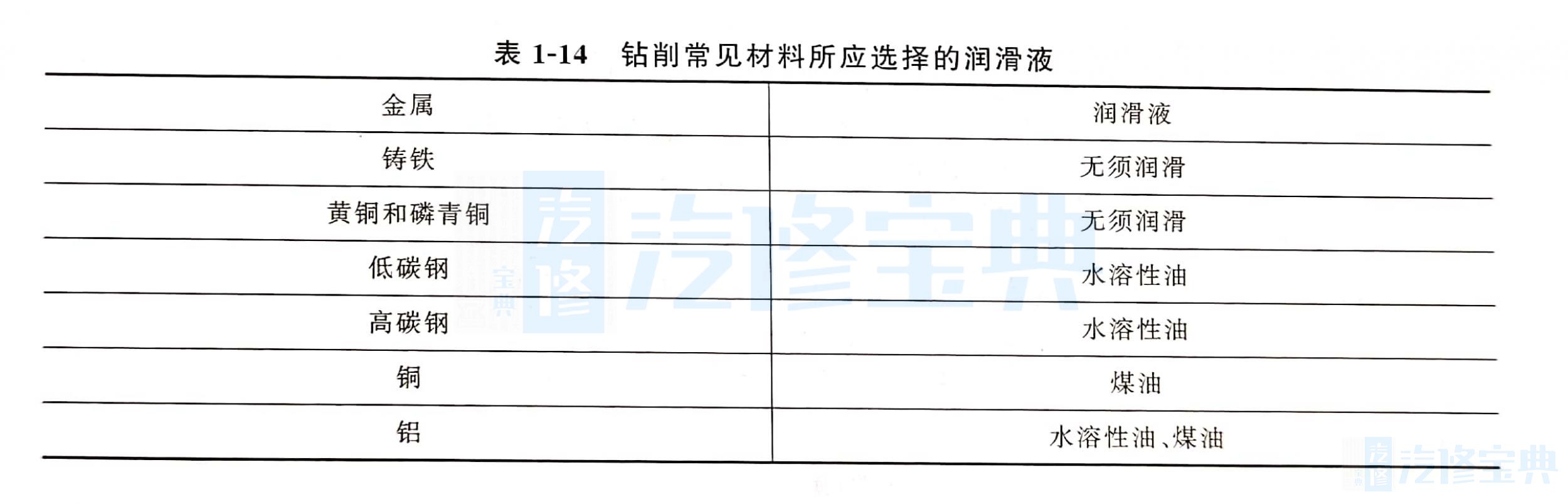
(5)钻削时的润滑钻头在钻削工件时,要使用润滑液,润滑液能够防止钻头磨损和过热变软,有助于提高加工表面的粗糙度。表1-14列出了钻削常见材料所应选择的润滑液。
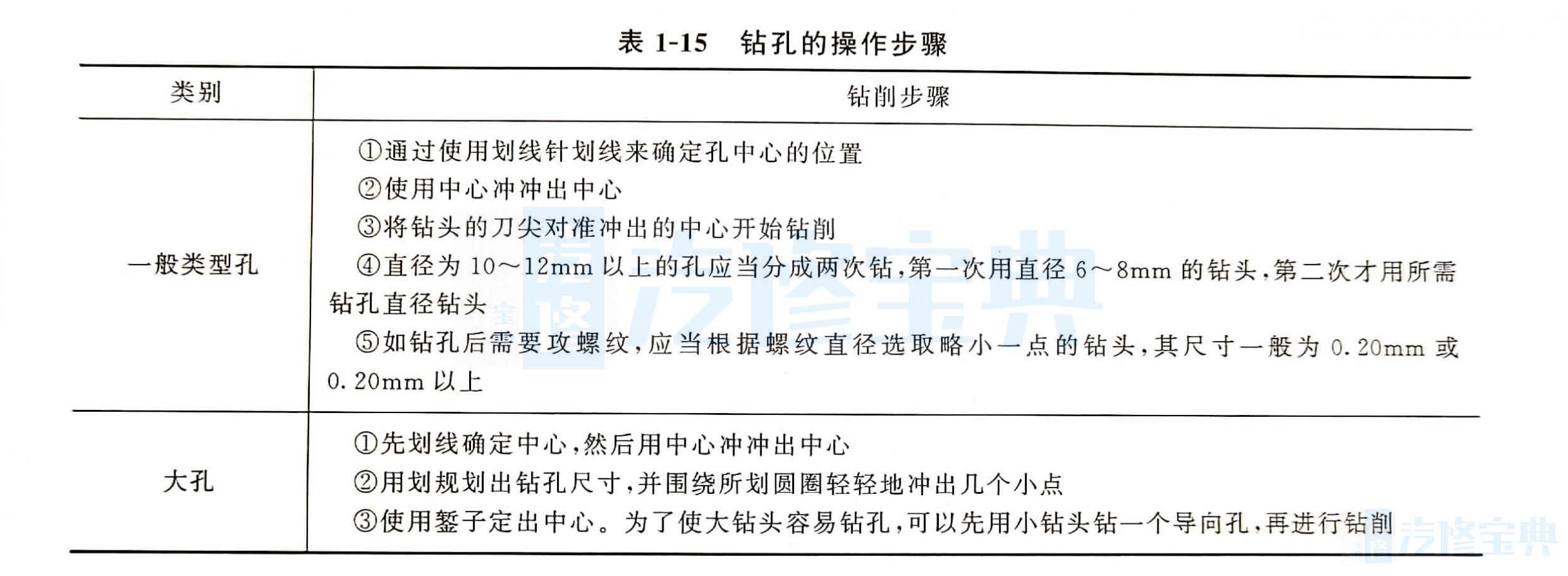
(6)钻孔的操作步骤(表1-15)