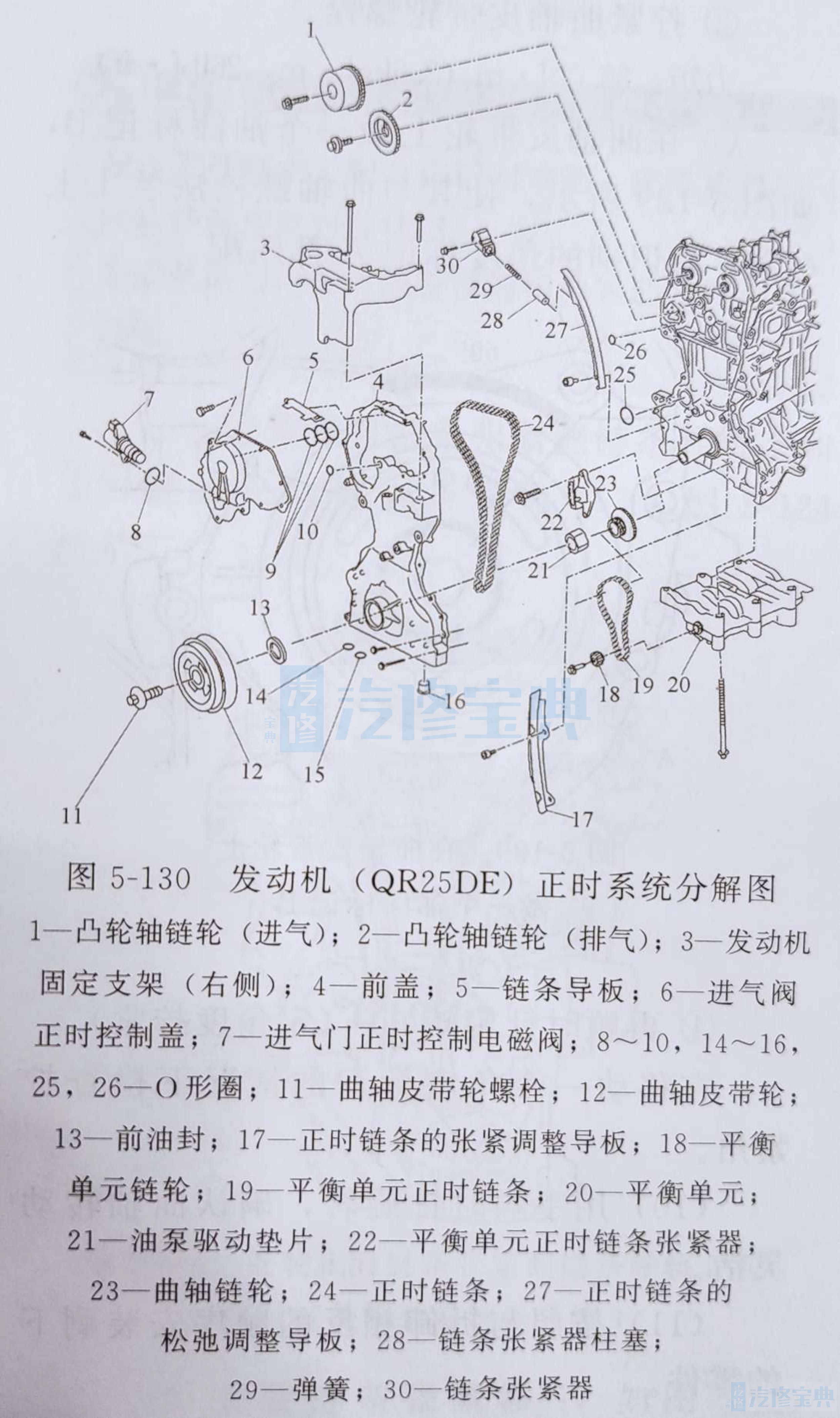
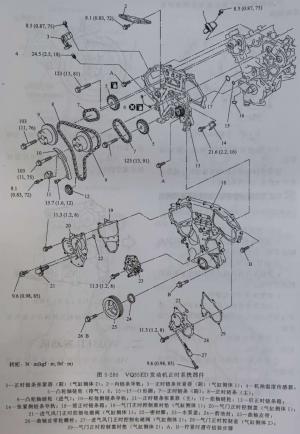
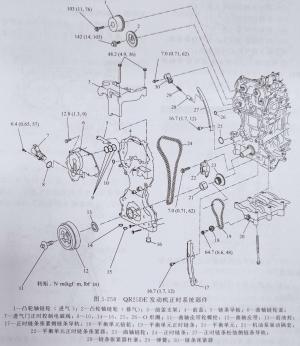
二、QR25DE发动机QR25DE正时系统分解图如图5-130所示。
(一)正时系统部件的拆卸(1)拆下以下零件。
①PCV软管。
②进气歧管。
③点火线圈。
④驱动皮带。
⑤驱动皮带自动张紧器。
(2)拆下发动机固定支架(右侧)。
(3)拆下摇臂盖。
(4)拆下油底壳(下)。
(5)拆下油底壳(上)和机油集滤器。
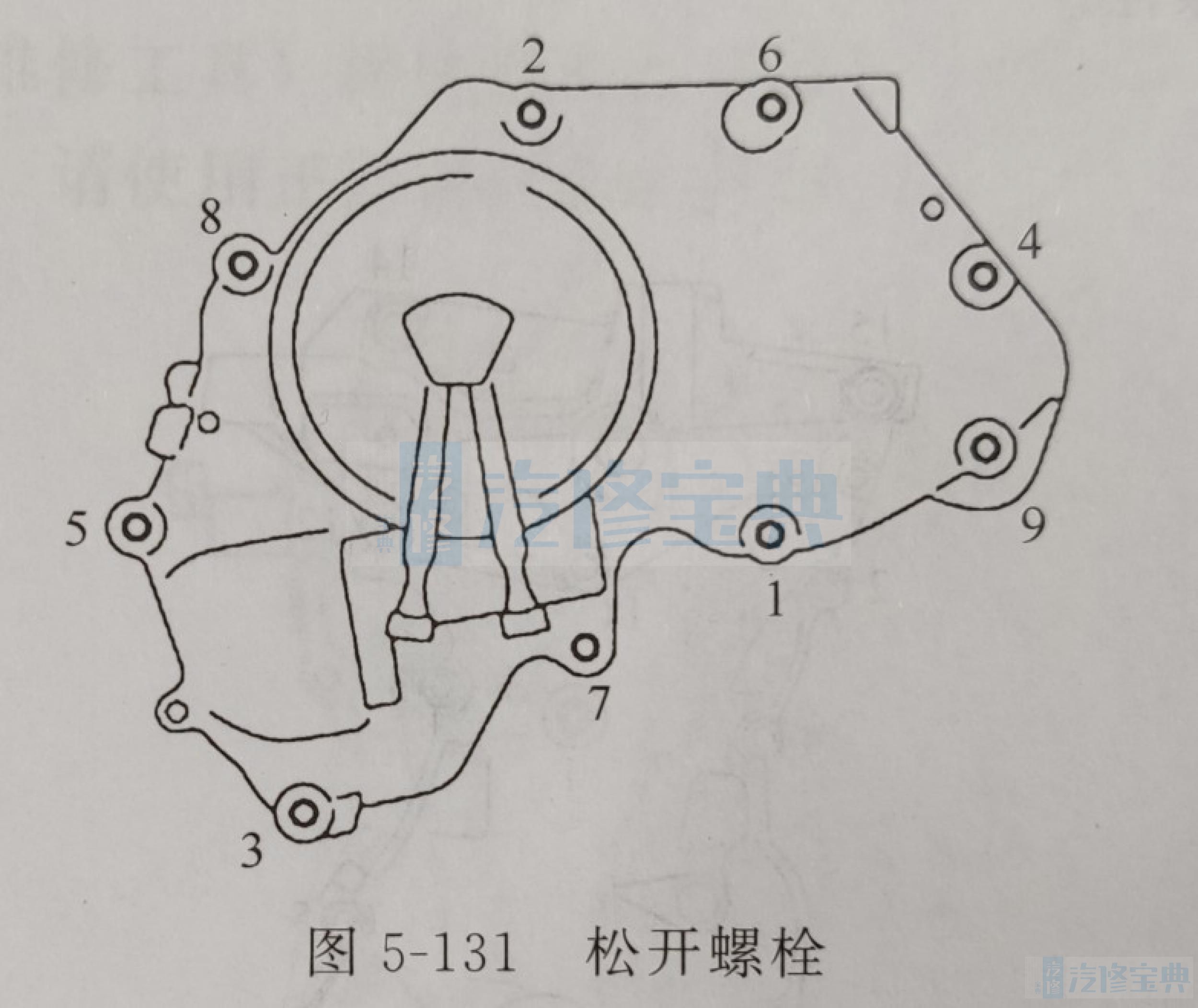
(6)拆下进气门正时控制盖。
按照图5-131所示的相反顺序松开螺栓。
使用油封刮刀(SST:KV10111100)或同等工具切开密封胶进行拆卸。
注意:
不要损坏安装面。
(7)通过前盖拉出凸轮轴链轮之间的链条导板。
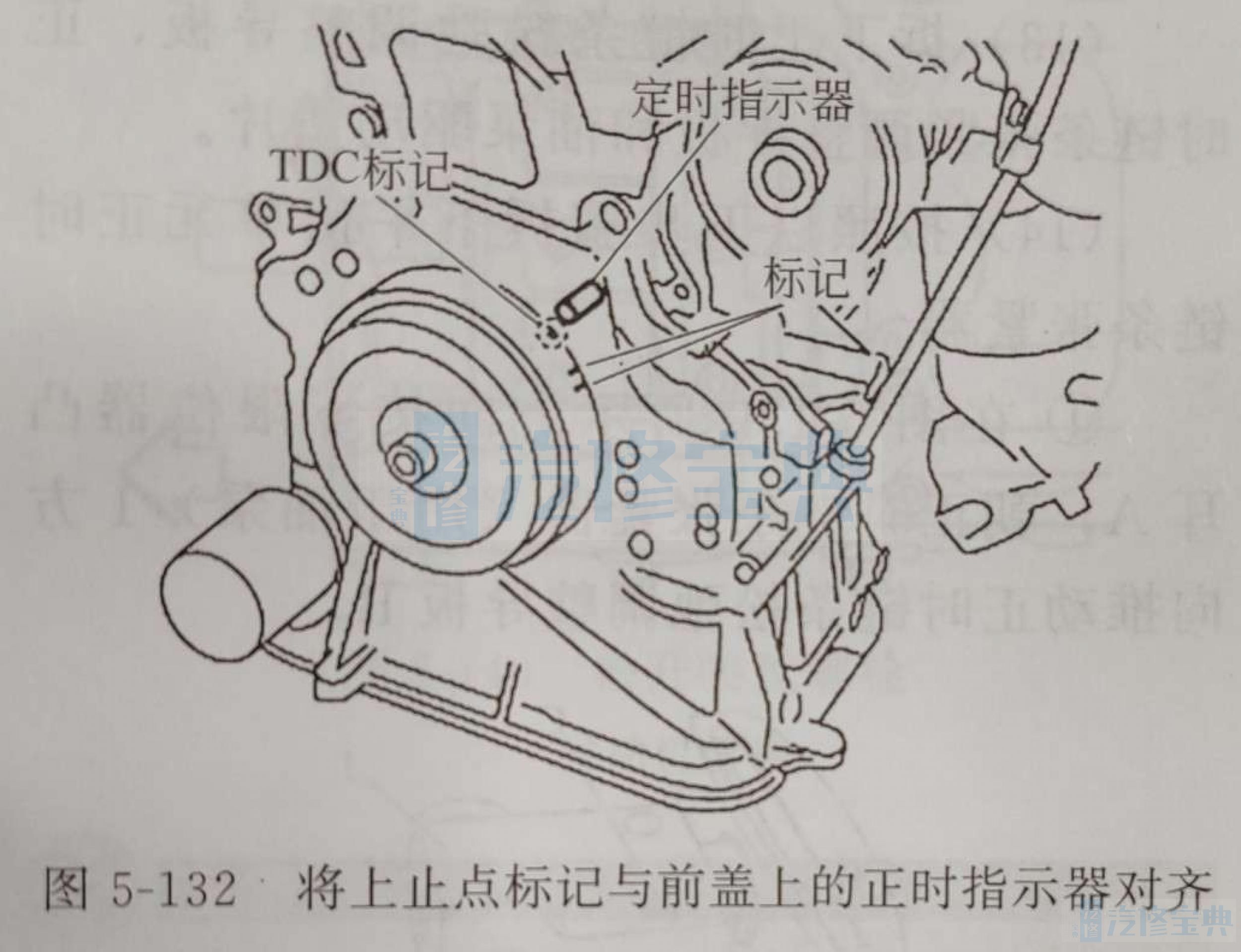
(8)按照下列步骤设置1号缸压缩行程上止点。
①顺时针转动曲轴皮带轮,并将上止点标记与前盖上的正时指示器对齐,如图5-132所示。
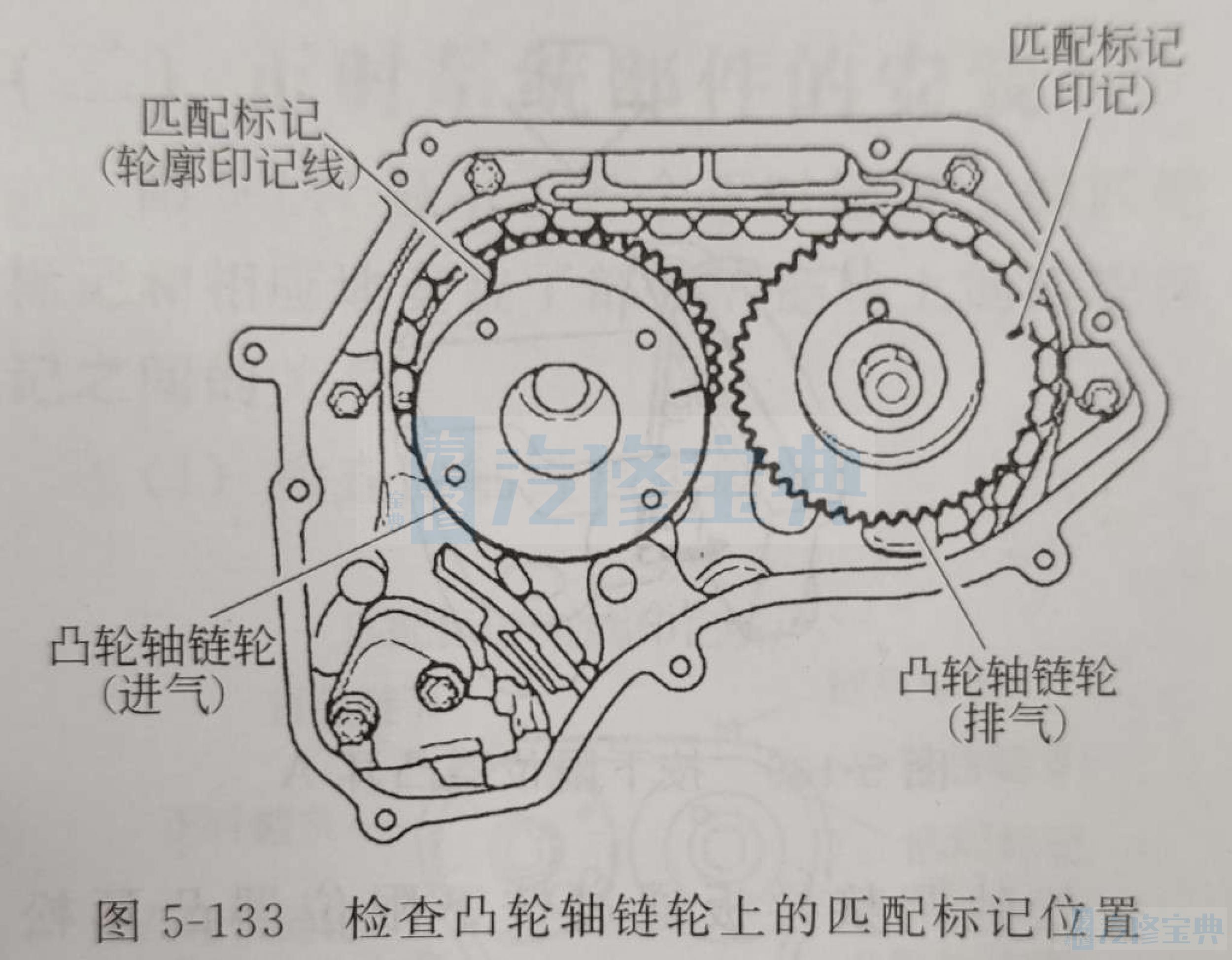
②同时,检查凸轮轴链轮上的匹配标记是否位于图5-133所示的位置。
如果不是,将曲轴皮带轮再转动一周,对齐匹配标记与图5-133所示的位置。
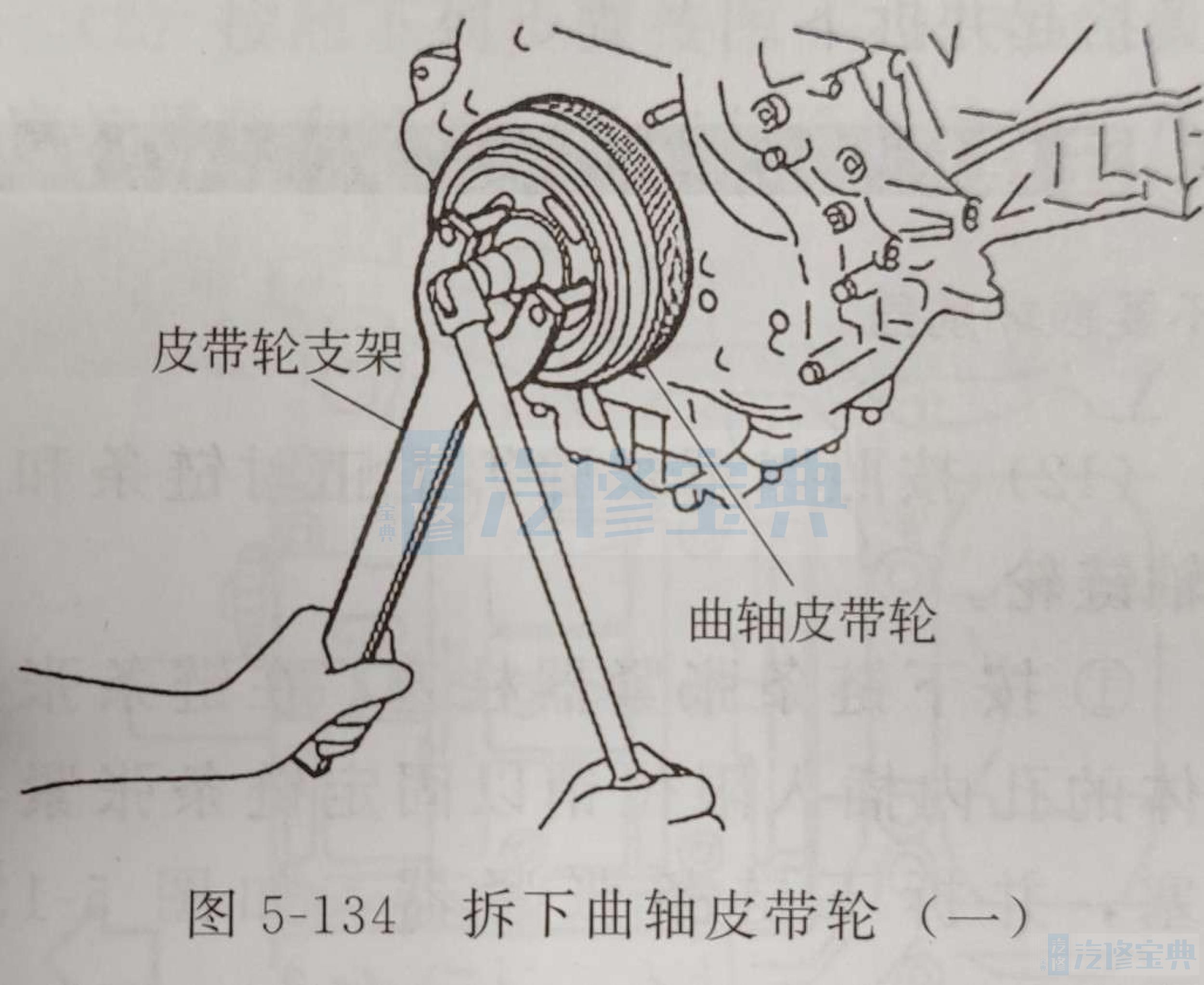
(9)按照下列步骤拆下曲轴皮带轮。
①用皮带轮夹具(通用维修工具)固定曲轴皮带轮,松开曲轴皮带轮螺栓,并使螺栓座面偏离其原始位置10mm(0.39in),如图5-134所示。
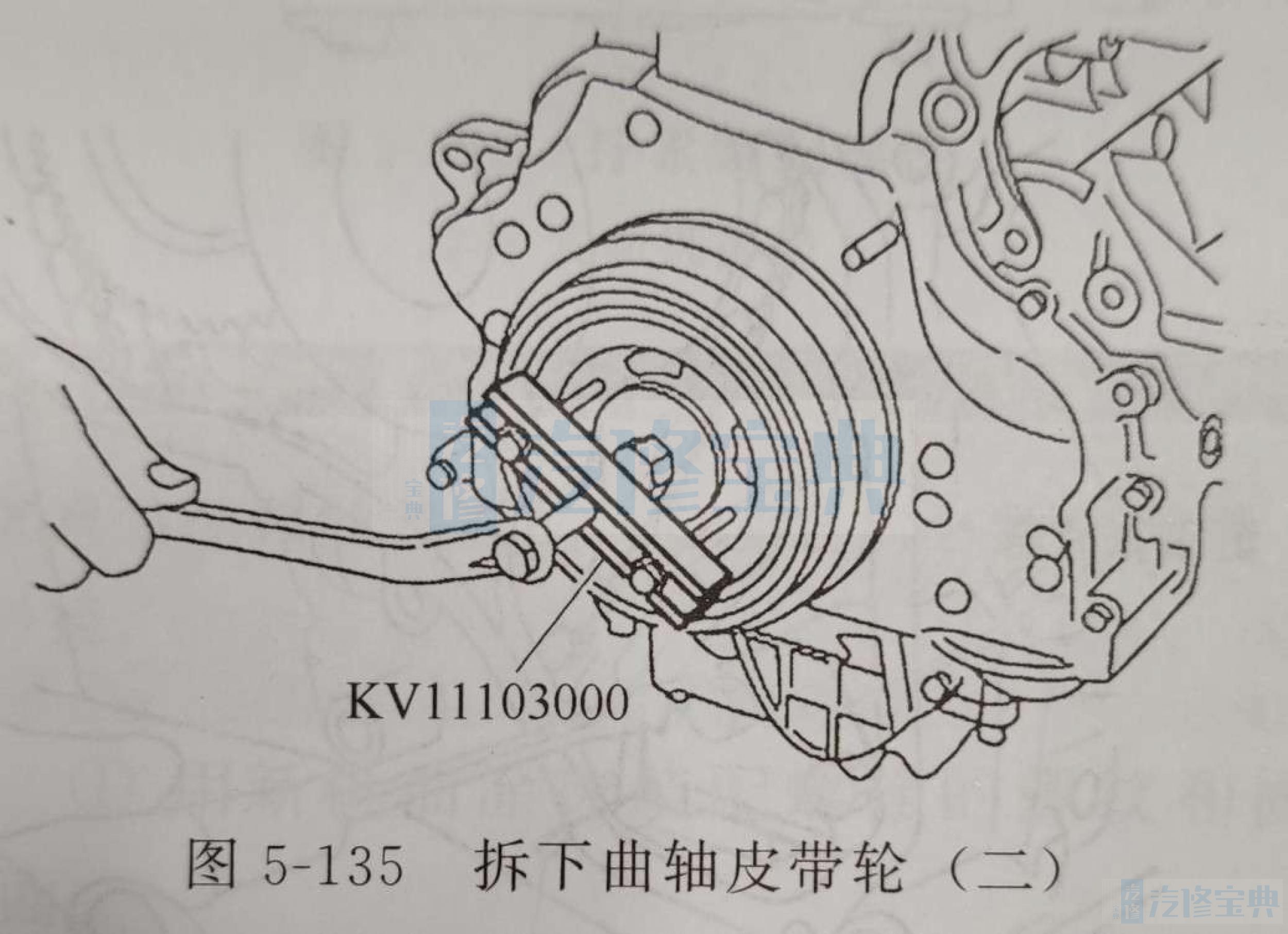
②在曲轴皮带轮的M6螺纹孔内安装皮带轮拔具(SST),然后拆下曲轴皮带轮,如图5-135所示。
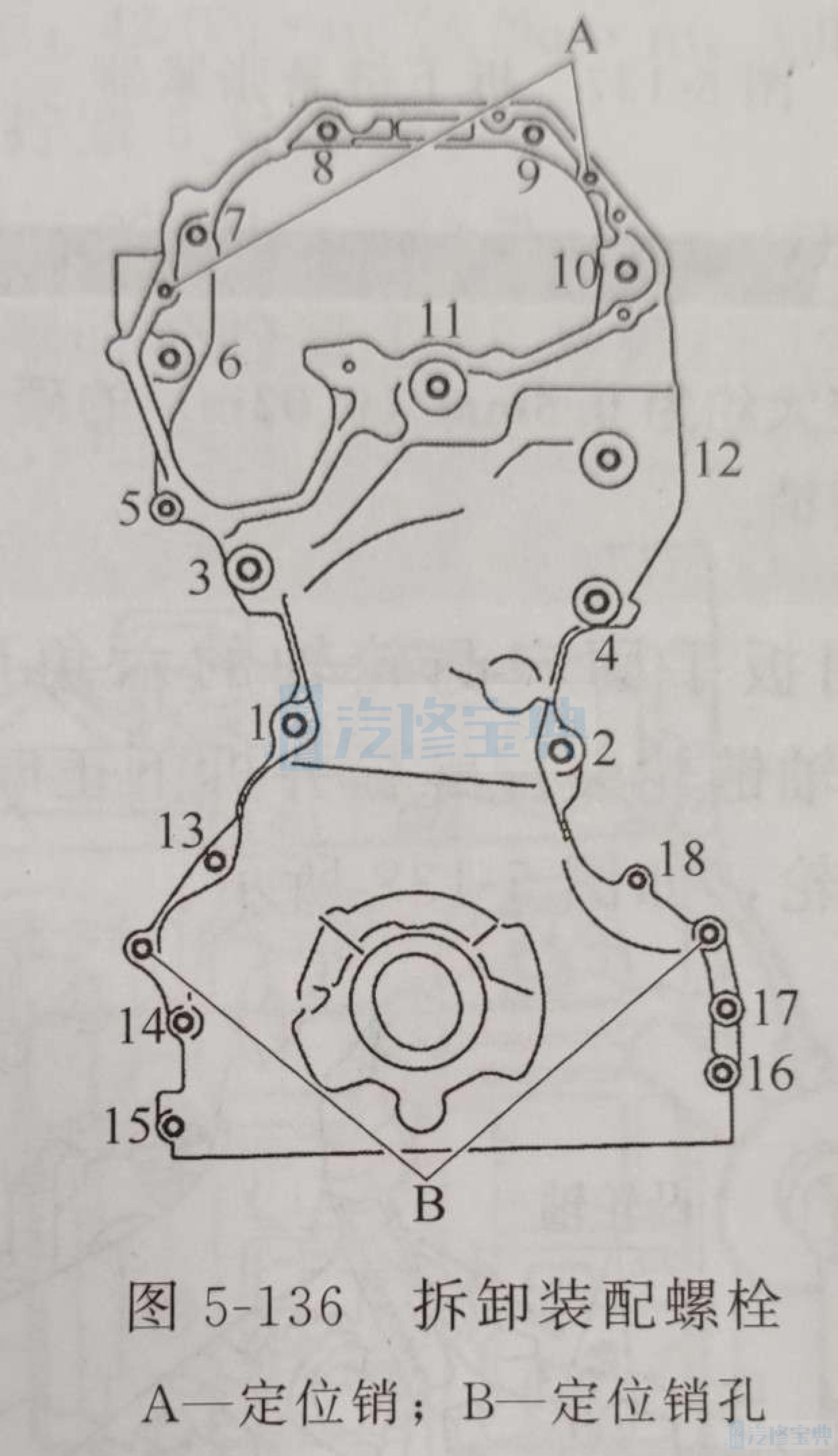
(10)按照下列步骤拆下前盖。
①按图5-136所示的相反顺序松开并拆卸装配螺栓。
②使用油封刮刀(SST:KV10111100)或同等工具切开密封胶进行拆卸。
注意:
不要损坏安装面。
(11)如果需要更换前油封,用适当的工具抬起并拆下。
注意:
不要损坏前盖。
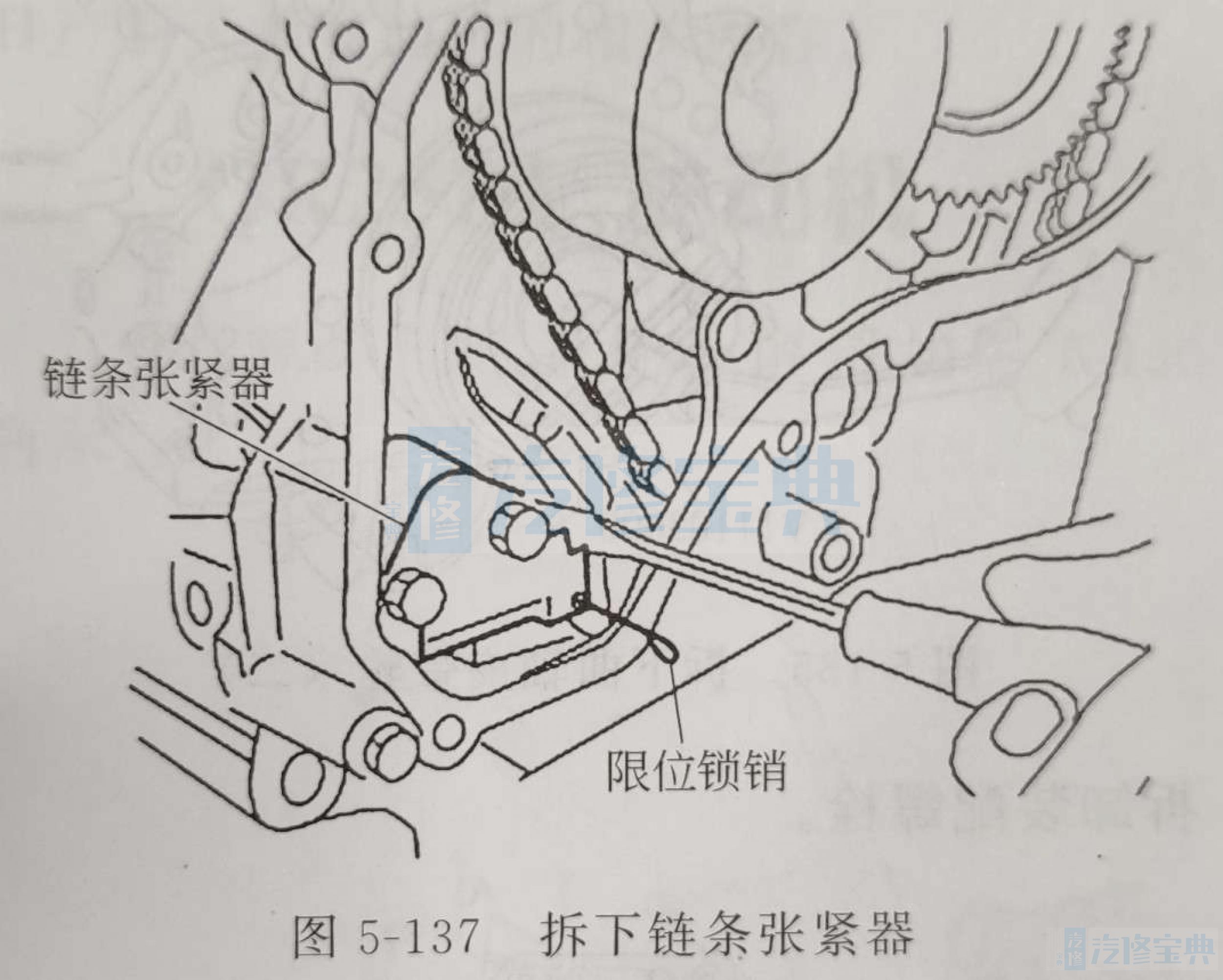
(12)按照以下步骤拆下正时链条和凸轮轴链轮。
①按下链条张紧器柱塞。在链条张紧器体的孔内插入限位销以固定链条张紧器柱塞,并拆下链条张紧器,如图5-137所示。
注意:
使用直径大约为0.5mm(0.02in)的硬金属销作为限位销。
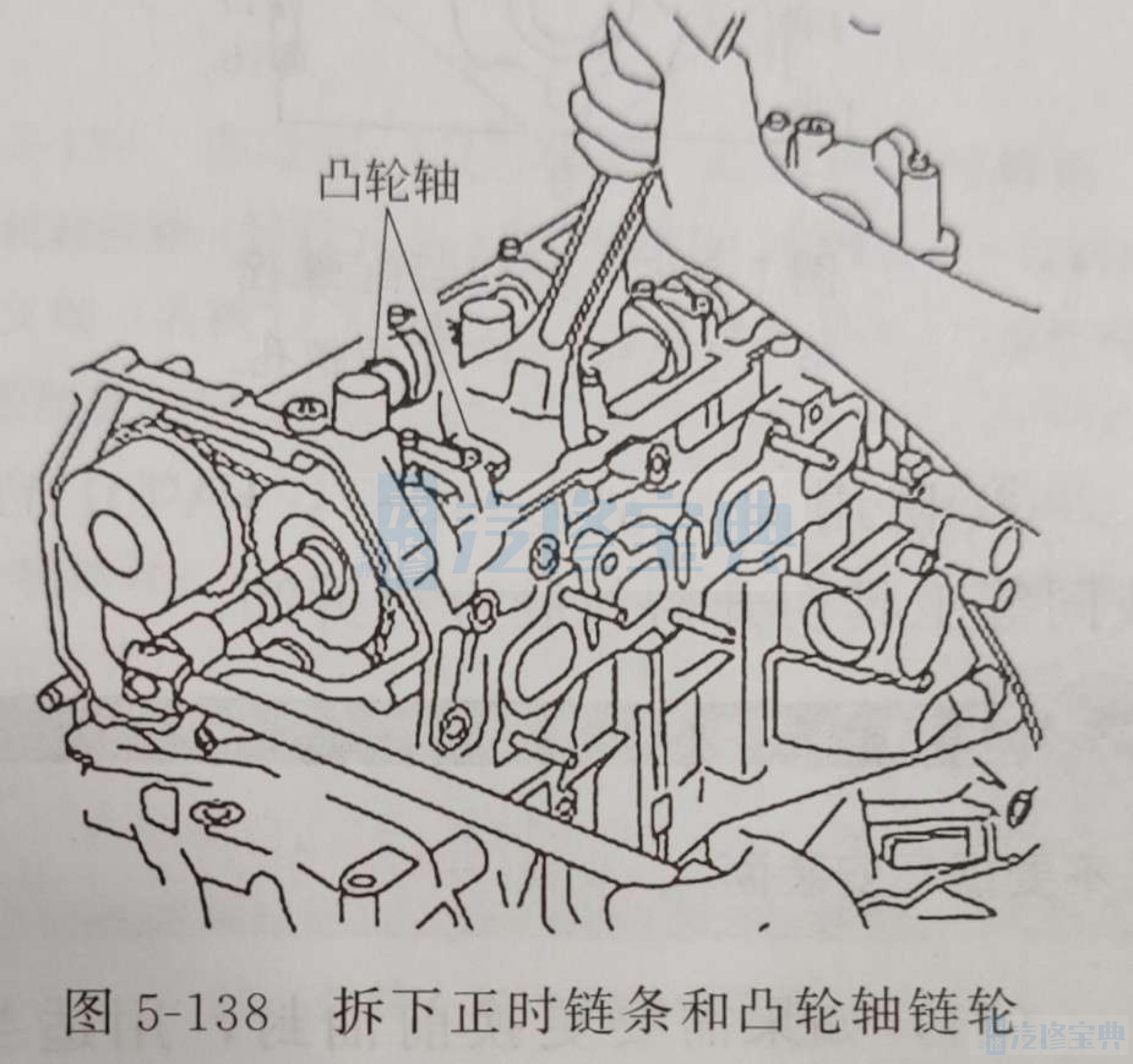
②用扳手固定凸轮轴的六角形部分。
松开凸轮轴链轮装配螺栓并拆下正时链条和凸轮轴链轮,如图5-138所示。
注意:
拆卸正时链条时,切勿转动曲轴或凸轮轴,这会导致气门和活塞干涉。
(13)拆下正时链条松弛调整导板、正时链条张紧调整导板和油泵驱动垫片。
(14)按照以下步骤拆下平衡单元正时链条张紧器。
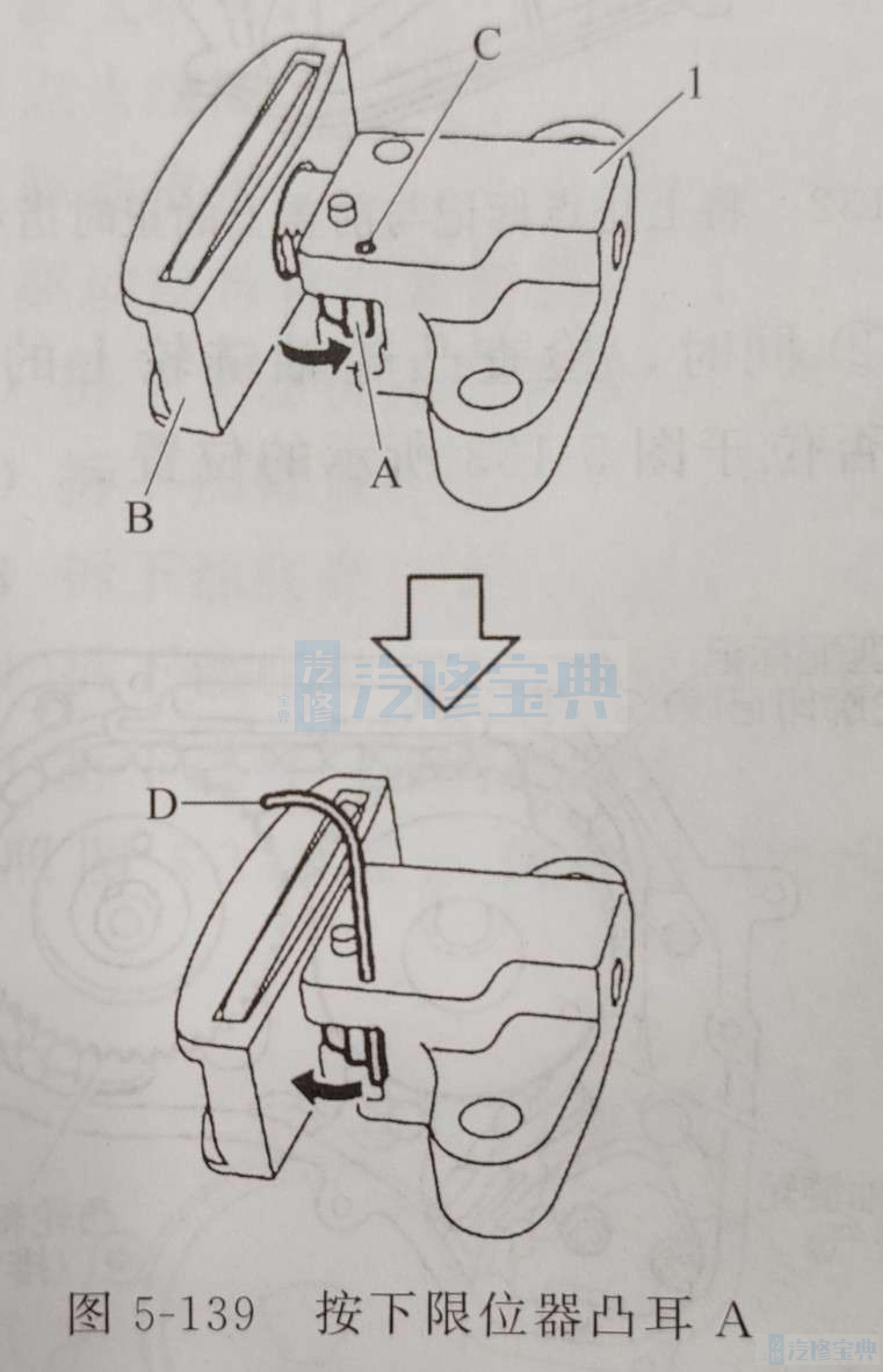
①在图5-139所示方向按下限位器凸耳A,朝正时链条张紧器(用于油泵)1方向推动正时链条松弛调整导板B。
松弛调整导板通过按下限位器凸耳松开。其结果就是可以移动松弛调整导板②在张紧器主体孔C内插入限位销D,以固定正时链条松弛调整导板(图5-139)。
用直径约1.2mm(0.047in)的硬金属销作为限位销。
③拆下平衡单元正时链条张紧器在无法对齐杆上的孔和张紧器主体上的孔时,略微移动松弛调整导板来对齐这些孔。
(15)拆下平衡单元正时链条和曲轴链轮。
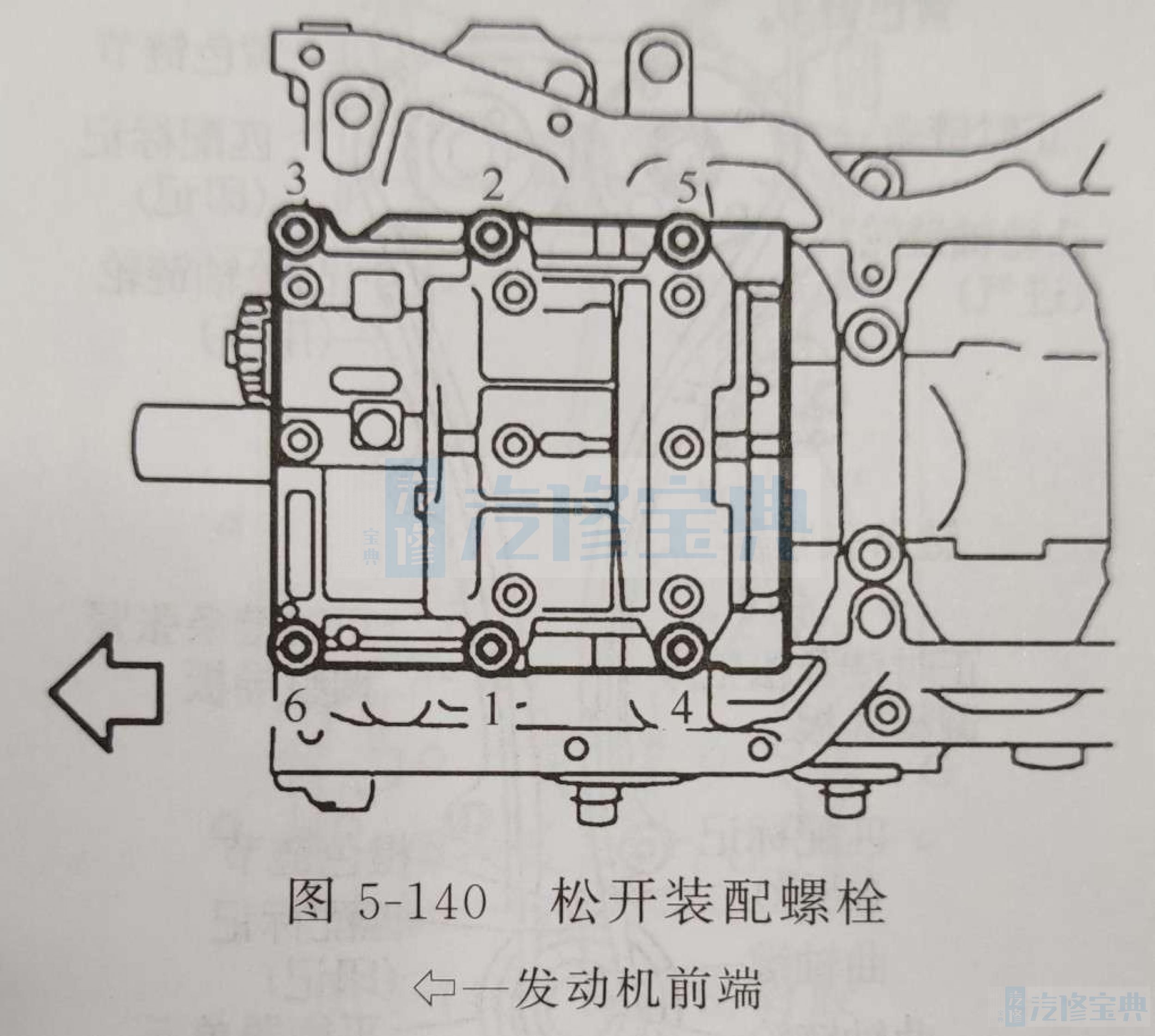
(16)按图5-140所示的相反顺序松开装配螺栓并拆卸平衡单元。
注意:
切勿分解平衡单元。
注:使用TORX套筒(尺寸为E14)。
(二)正时系统部件的安装图5-141显示了各个正时链条上的匹配标记和相应地安装了部件的链轮上的匹配标记之间的关系。
(1)检查曲轴键是否朝上。
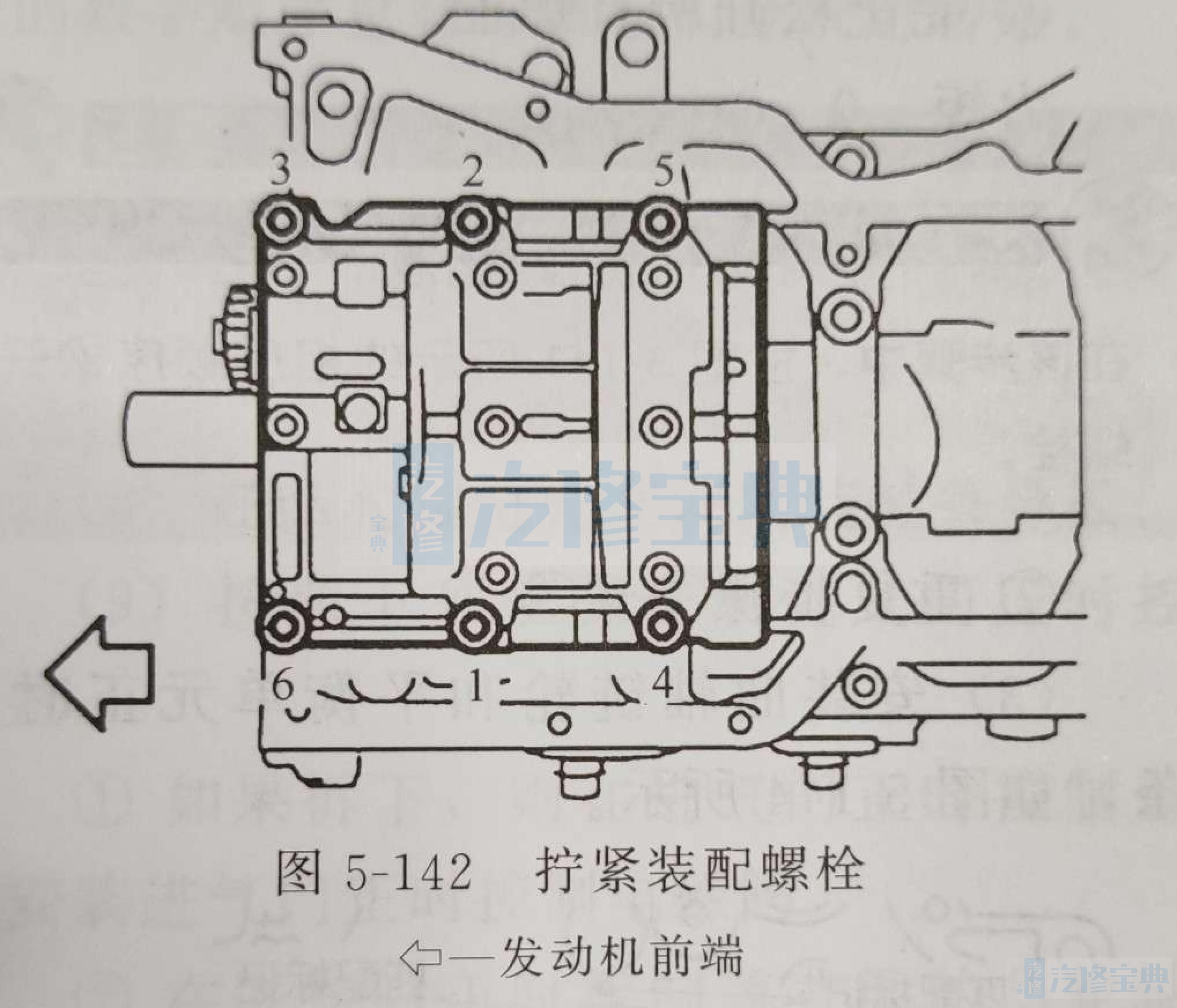
(2)按照下列步骤按图5-142中的数字顺序拧紧装配螺栓,并安装平衡单元。
注意:
如果装配螺栓是旧的,安装之前必须检查其外径。
①用新机油涂抹装配螺栓的螺纹和固定面。
②拧紧1~5号螺栓。
力矩:420N·m(4.3kg·m,35lbf·ft)。
③拧紧6号螺栓。
力矩:36.0N·m(3.7kg:m,27lbf·ft)。
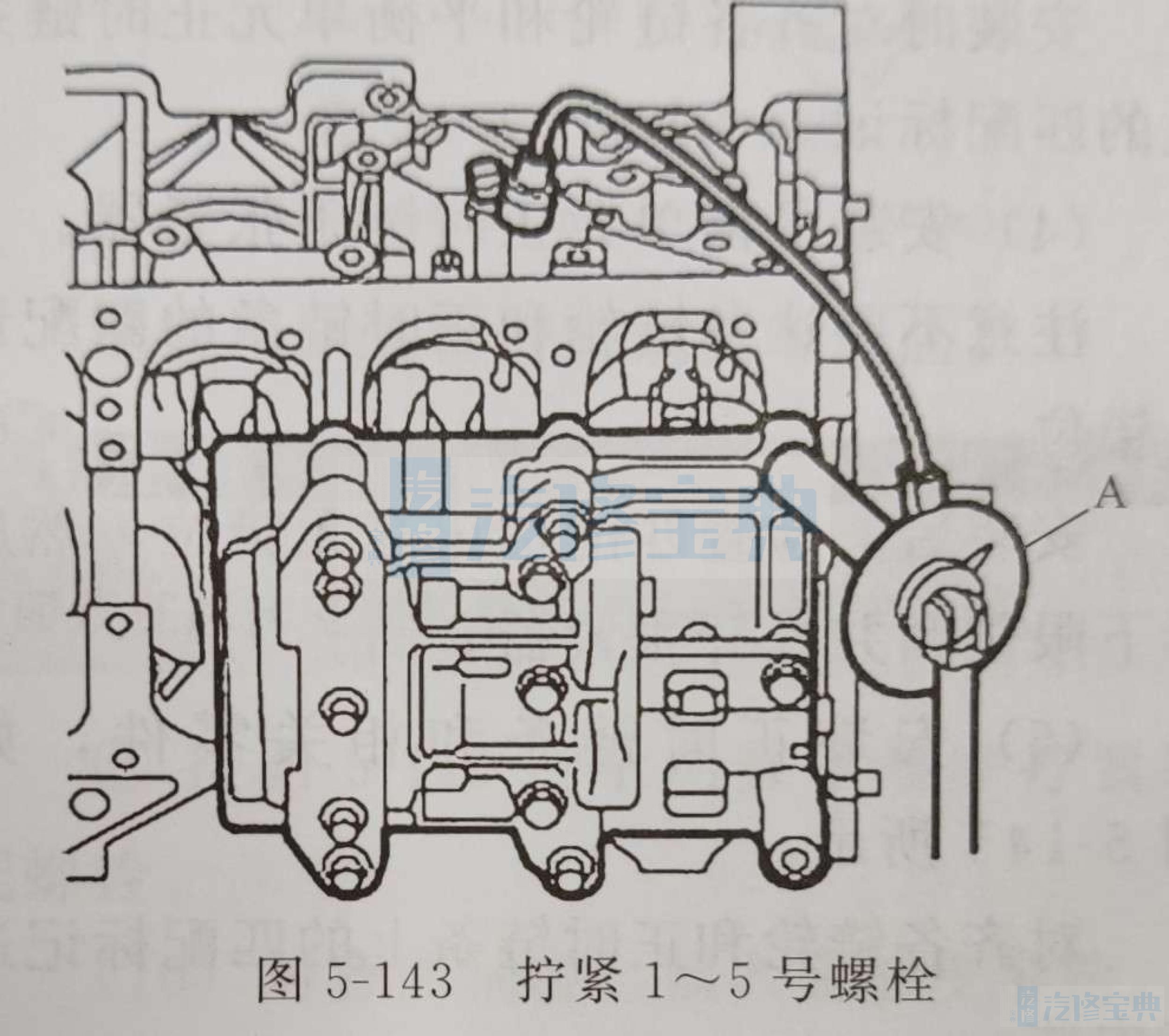
④顺时针拧紧1~5号螺栓120°(定角度拧紧),如图5-143所示。
注意:
使用角度扳手(SST:KV1012100)A(图5-143)检查拧紧角度。切勿靠目视检查作出判断。
⑤顺时针拧紧6号螺栓90°(定角度拧紧)。
⑥完全松开所有螺栓。
力矩:0注意:
在该步骤中,按图5-142所示的相反顺序松开螺栓。
⑦重复步骤②~⑤。
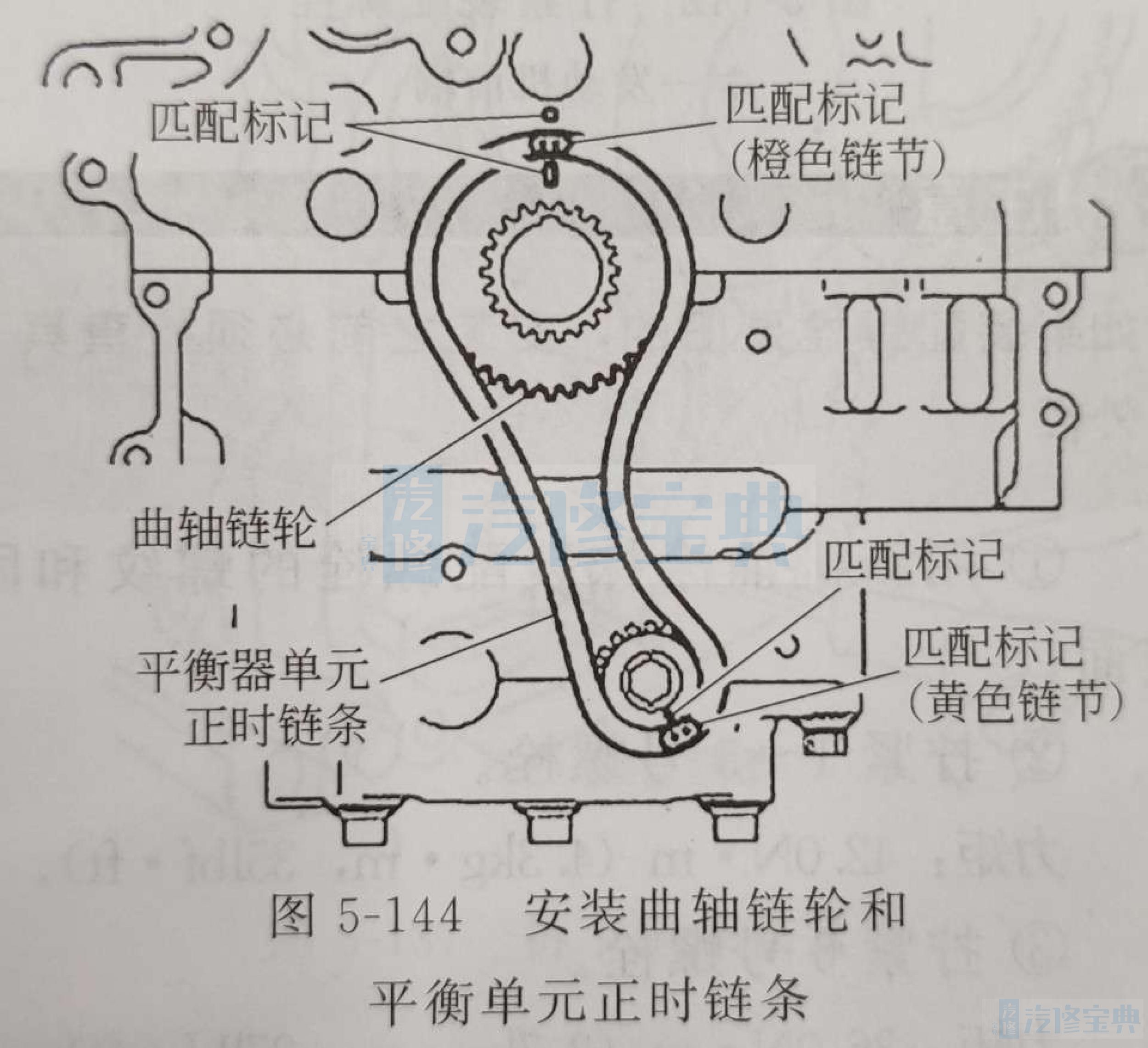
(3)安装曲轴链轮和平衡单元正时链条,如图5-144所示。
检查曲轴链轮和缸体上的匹配标记是否在顶部对齐。
安装时对齐各链轮和平衡单元正时链条上的匹配标记。
(4)安装平衡单元正时链条张紧器。
注意不要让各链轮和正时链条的匹配记号错位。
安装后,检查匹配标记有无错位,然后拆下限位销并松开张紧器套筒。
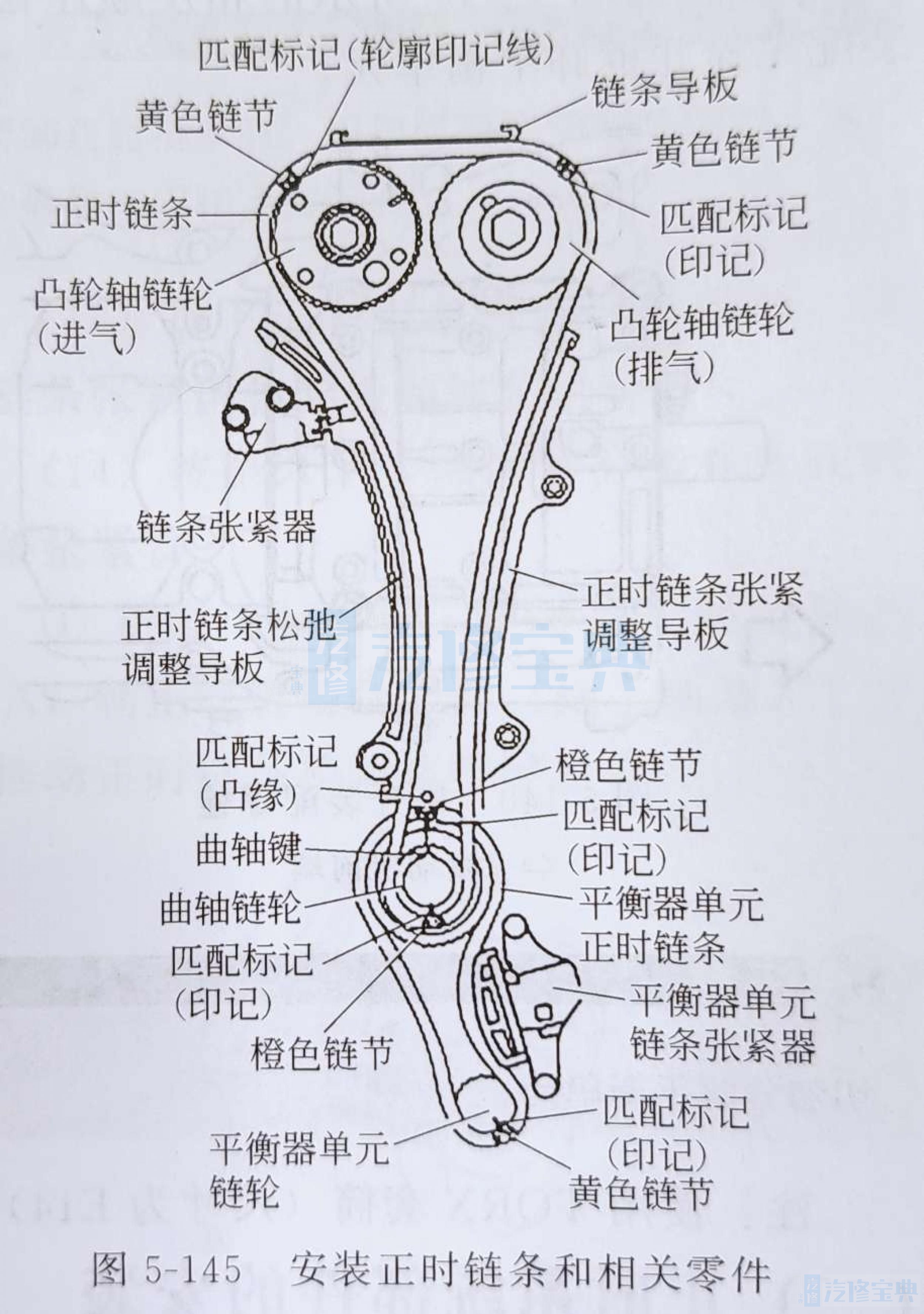
(5)安装正时链条和相关零件,如图5-145所示。
对齐各链轮和正时链条上的匹配标记进行安装。
安装链条张紧器前,再次检查匹配标记是否错位。
安装链条张紧器后,拆下限位销,并检查张紧器是否自由移动。
注意:
在匹配标记对齐后,用手使其保持对齐状态。
为避免跳齿,切勿转动曲轴和凸轮轴,直至安装前盖注:安装链条张紧器前,可改变各链轮上的正时链条的匹配标记的位置以定位。
(6)将前油封安装到前盖上。
(7)按照下列步骤安装前盖。
①将O形圈安装在缸盖和缸体上。
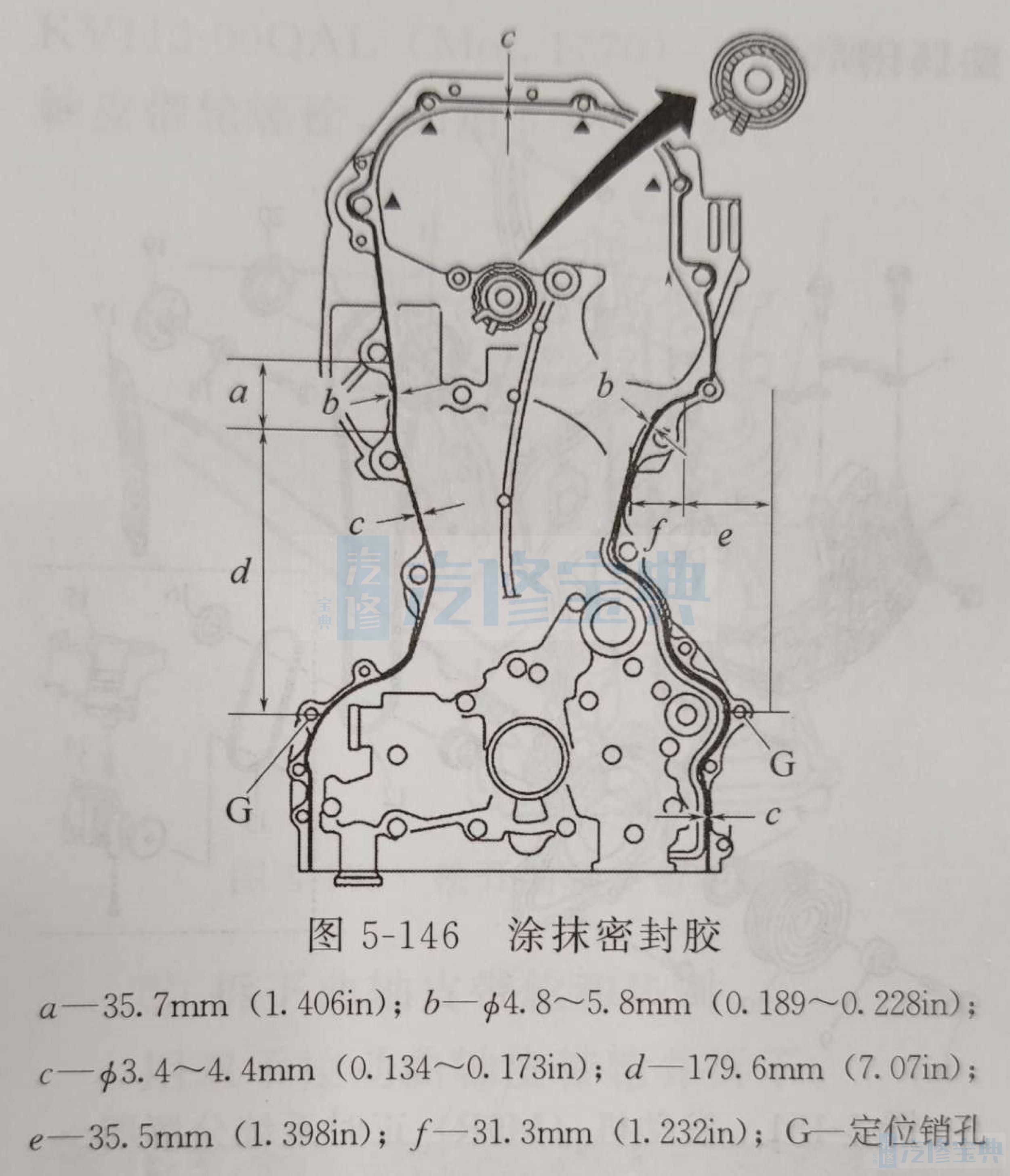
②如图5-146所示,用管压缩器(通用维修工具)在前盖上连续地涂抹密封胶。
请使用原装密封胶或同等产品。
注意:
对于带有“▲”标记(5个位置)的螺栓孔,在孔外使用密封胶。
应该在涂抹后的5min内完成安装。
注:使用方法取决于位置。
③检查正时链条和各链轮的匹配标记是否还对齐,然后安装前盖。
注意:
不要与曲轴的前端千涉而损坏前油封。
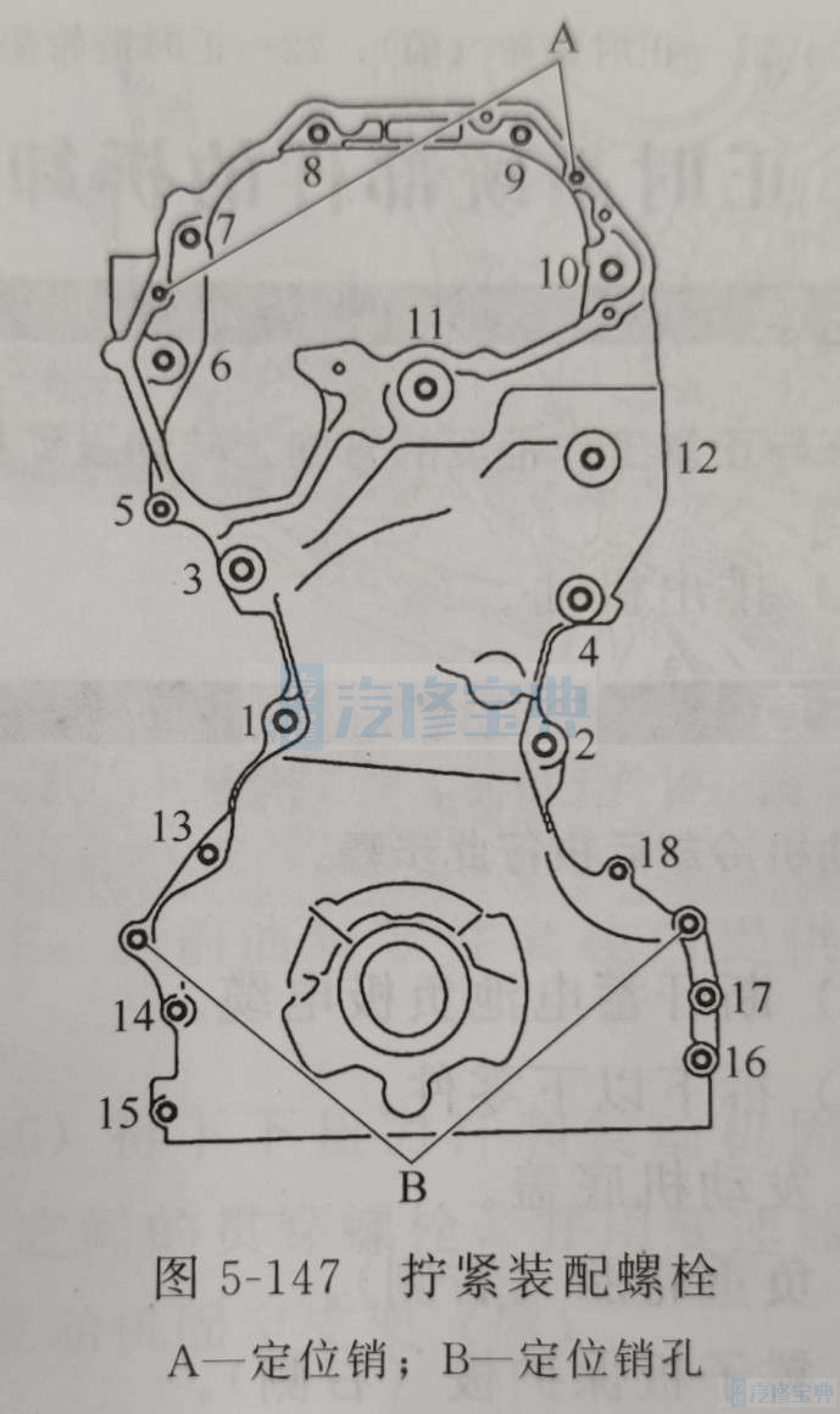
④按图5-147所示的数字顺序拧紧装配螺栓。
拧紧转矩如下。
M10螺栓:49.0N·m(5.0kgf·m,36lbf·ft)。
M6螺栓:12.8N·m(1.3kgf·m,9lbf·ft)。
⑤拧紧所有螺栓后,按照图5-147所示的数字顺序重新拧紧它们至规定转矩。
注意:
一定要擦净泄漏到油底壳安装面上的多余密封胶。
(8)在凸轮轴链轮之间安装链条导板。
(9)按照下列步骤安装进气门正时控制盖。
①如果拆下,则在进气门正时控制盖上安装进气门正时控制电磁阀。
②在进气门正时控制盖背面的凸轮轴链轮(进气)插入点上安装新油环。
③在前盖上安装O形圈。
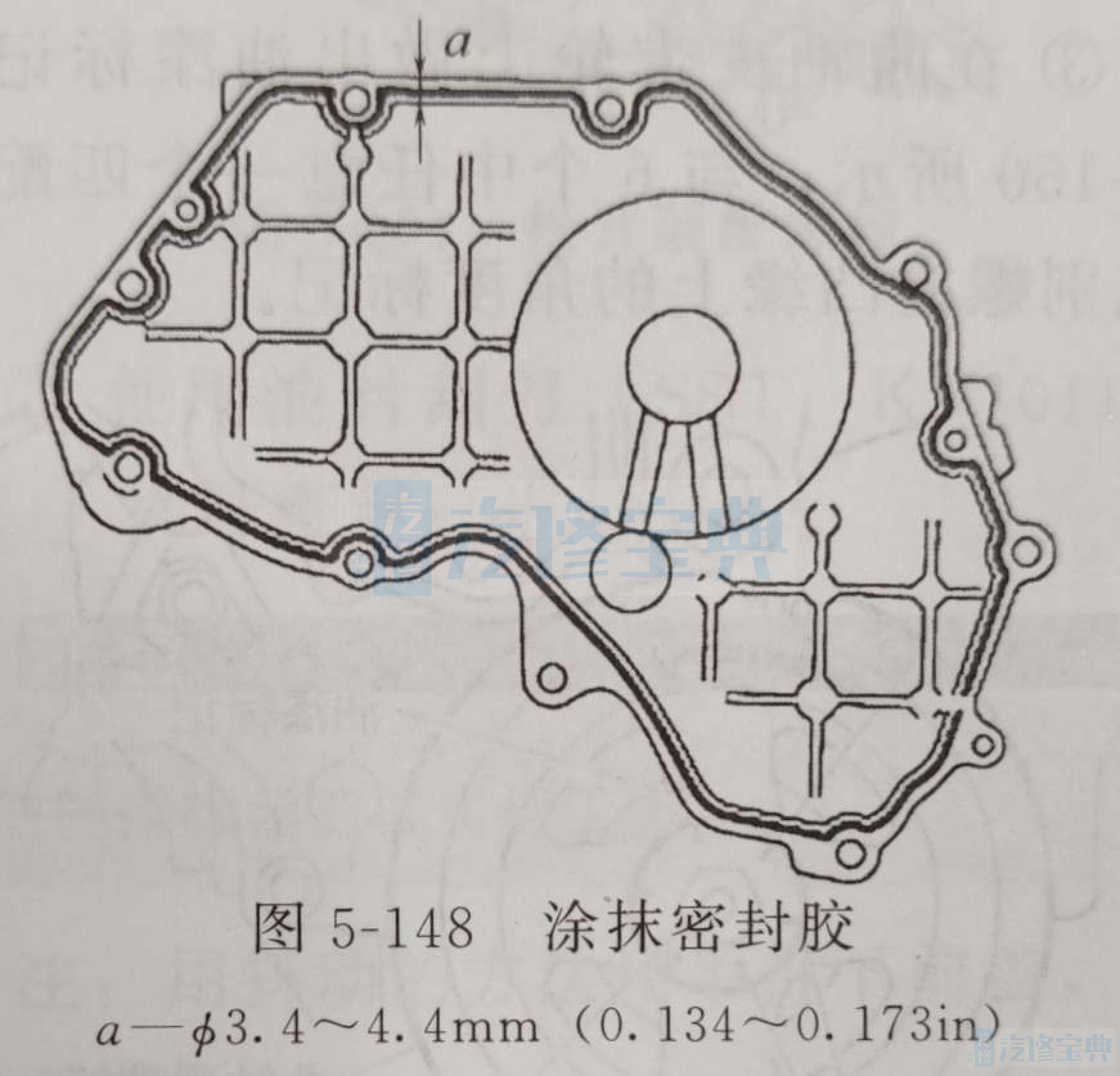
④如图5-148所示,用管压缩器(通用维修工具)在进气门正时控制盖上连续地涂抹密封胶。
请使用原装密封胶或同等产品。
注意:
应该在涂抹密封胶后的5min内完成安装。
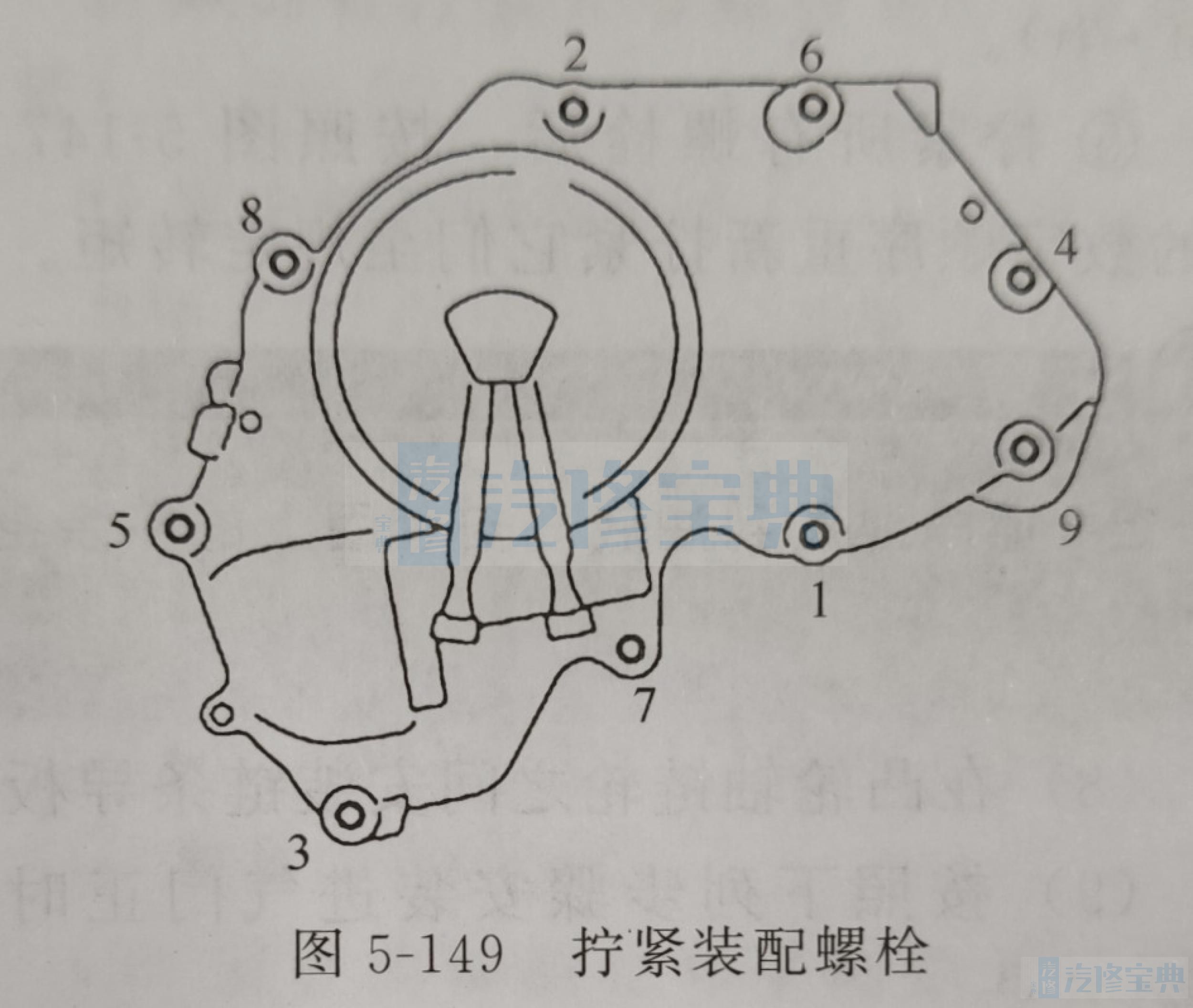
⑤按图5-149所示的数字顺序拧紧装配螺栓。
(10)对齐曲轴键,插入曲轴皮带轮。
使用塑料锤插入曲轴皮带轮时,敲击其中央位置(非圆周位置)。
注意:
安装时,保护前油封密封唇部分以免损坏。
(11)拧紧曲轴皮带轮螺栓。
用皮带轮夹具(通用维修工具)固定曲轴皮带轮,然后拧紧曲轴皮带轮螺栓按照下列步骤进行定角度拧紧。
①用新机油涂抹曲轴皮带轮螺栓的螺纹和固定面。
②拧紧曲轴皮带轮螺栓。
力矩:42.IN·m(4.3kgf·m,3llbf·ft)。
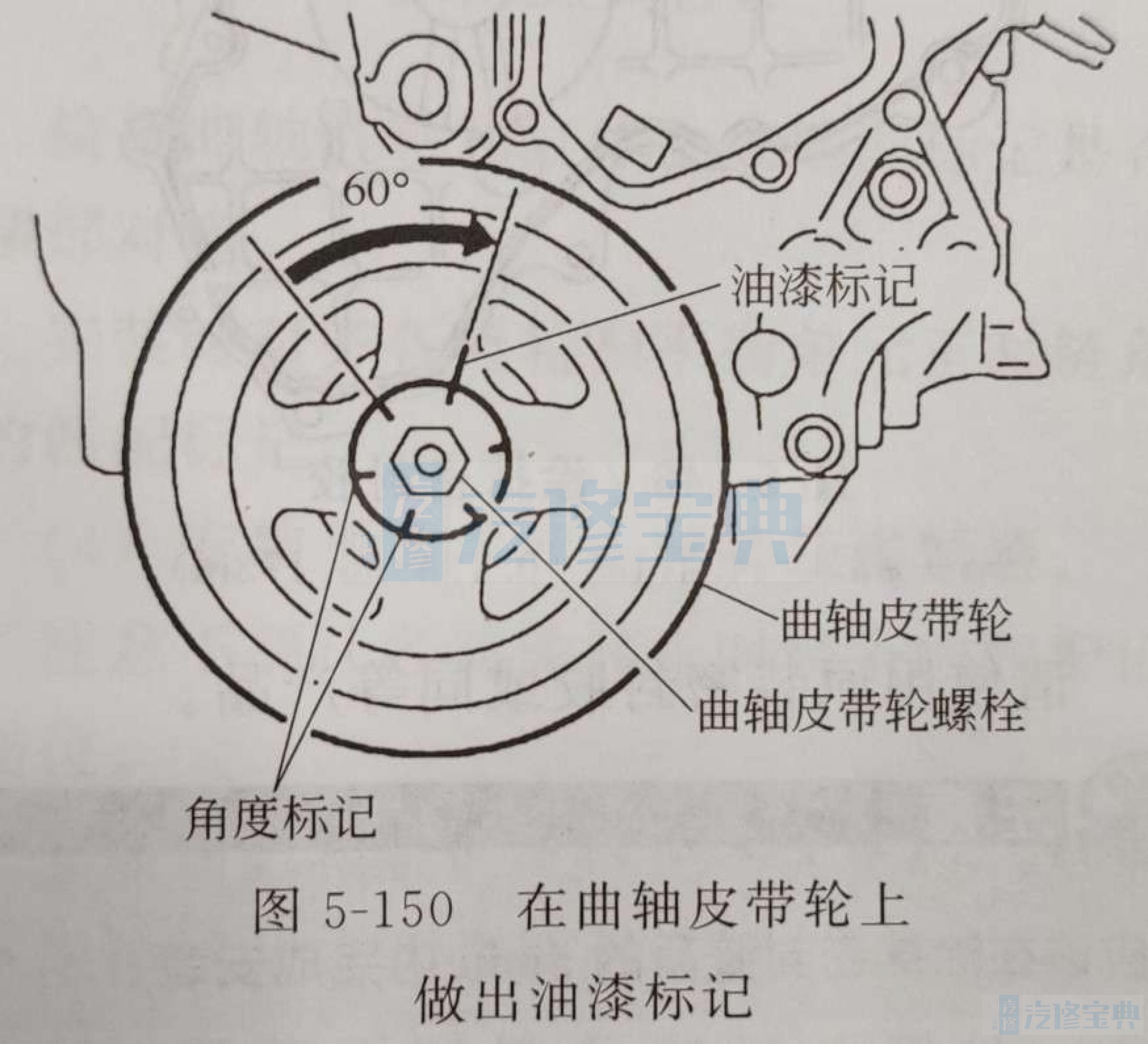
③在曲轴皮带轮上做出油漆标记,如图5-150所示,与6个中任意一个匹配,以便识别螺栓凸缘上的角度标记。
④顺时针再转动60°(定角度拧紧)。
用角度标记的移动检查拧紧角度。
(12)按照与拆卸相反的顺序安装剩下的零件。