气门座的检修: 检查气门座的工作面,若气门座工作面过度磨损、烧蚀、出现严重斑点或凹坑,应通过铰削、修磨等来恢复其工作性能;若气门座有裂纹、松动或严重烧伤时,则应重新镶配气门座。 具体应根据厂家要求而定。 1.气门座的镶配气门座经多次铰削后直径加大,导致气门下陷,影响压缩比和充气效率。在修理过程中应检查气门下陷量,若气门顶平面低于气缸盖底平面的数值超过规定,应重新镶配气门座。 (1)气门座的拆卸用专用工具拉出旧气门座。若无专用工具,也可用铰刀削薄气门座或在气门座内侧点焊几个焊点,敲击焊点,拆下气门座。 (2)气门座的选配测量气门座孔直径,按孔直径大小选择相对应的新座圈。为了防止松动,新座圈与座孔应有一定的过盈量(0.075-0.125mm)。
(3)气门座的镶嵌通常采用冷缩法或热胀法将气门座镶入座孔内。热胀法是常用方法,即将座孔加热到规定温度(用油浴加热,一般加热至80-100℃),然后将气门座涂油,垫以软金属,迅速将气门座压入座孔。气门座镶入后,应将高出气缸盖平面的部分修平,并且气门座周围必须严密、牢固、可靠。
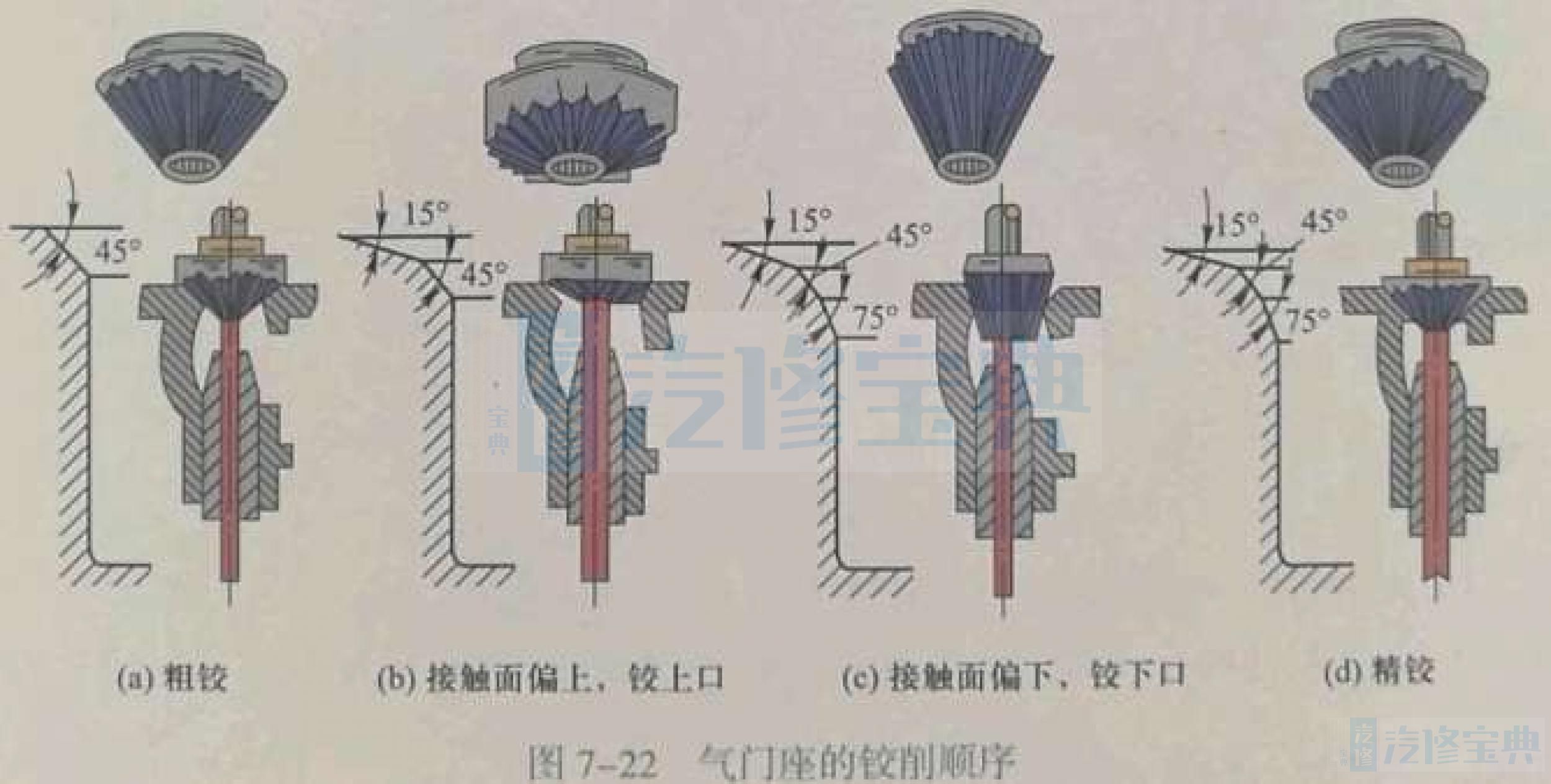
2.气门座的铰削铰削气门座时,应根据实际情况,用专用工具进行铰削。铰削时应注意首先保证气门导管合格,其次要边铰削边与气门试配,直至最终达到要求,否则应根据情况更换气门座或气缸盖总成。
气门座的铰削顺序如图7-22所示。
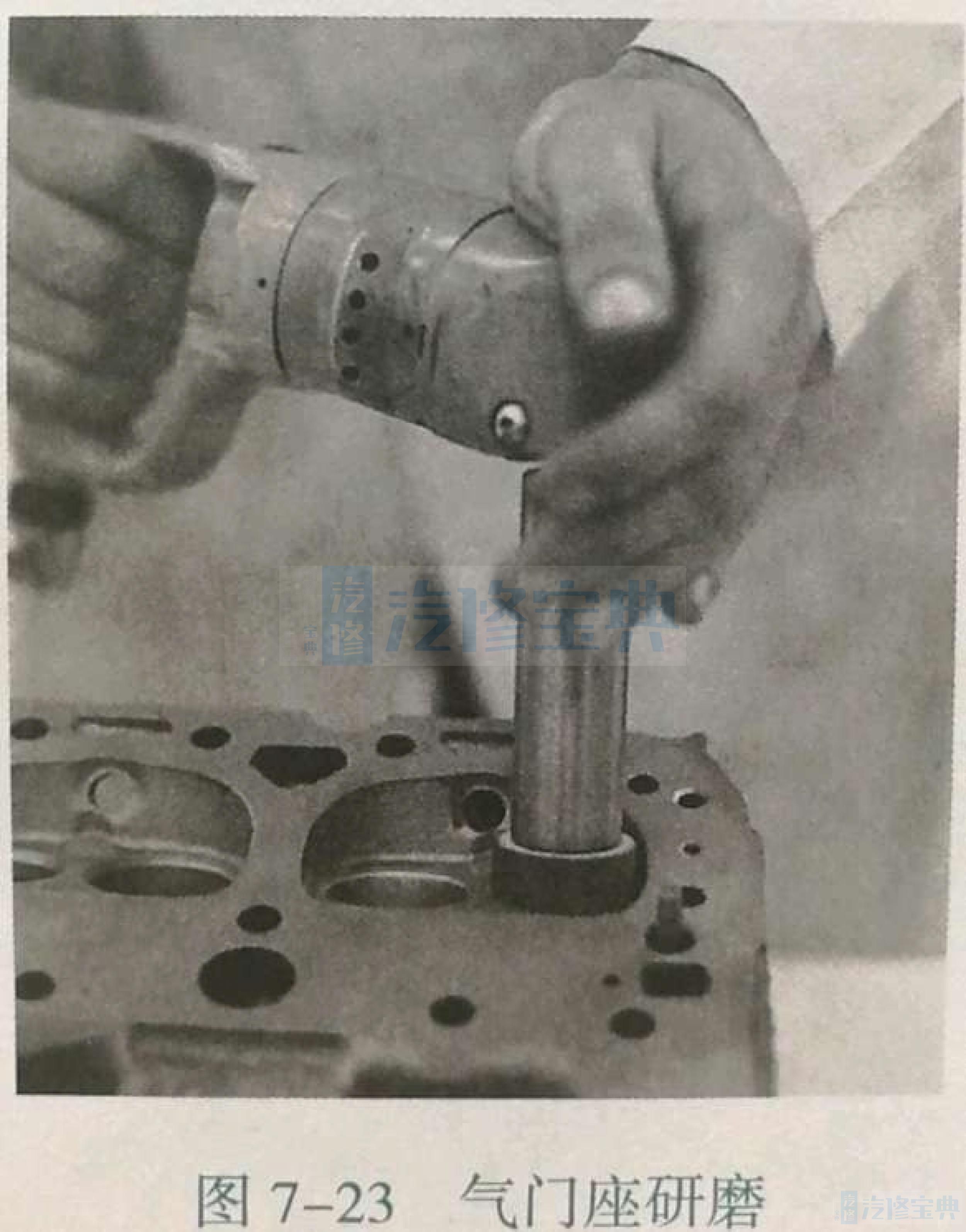
气门座的研磨:
气门座铰削完毕后,应对其进行研磨,研磨可分为机器研磨和手工研磨两种。研磨时,先将相关部位清洁干净,然后在气门工作面上涂一层粗气门研磨砂,在气门杆上涂上机油并将其插入导管内,最后进行研磨(图7-23)。当气门与气门座的工作面出现一条较整齐且无斑痕、无麻点的接触环带时,将粗气门研磨砂洗去换用细气门研磨砂继续研磨。当气门工作面出现一条整齐、灰色的环带时,洗去细气门研磨砂,涂上机油再研磨几分钟即可。
气门与气门座密封性的检验:
为了检验气门座的修复是否合格,需要检查气门与气门座的密封性,以保障发动机正常工作。通常用以下几种方法来检查气门与气门座的密封性。
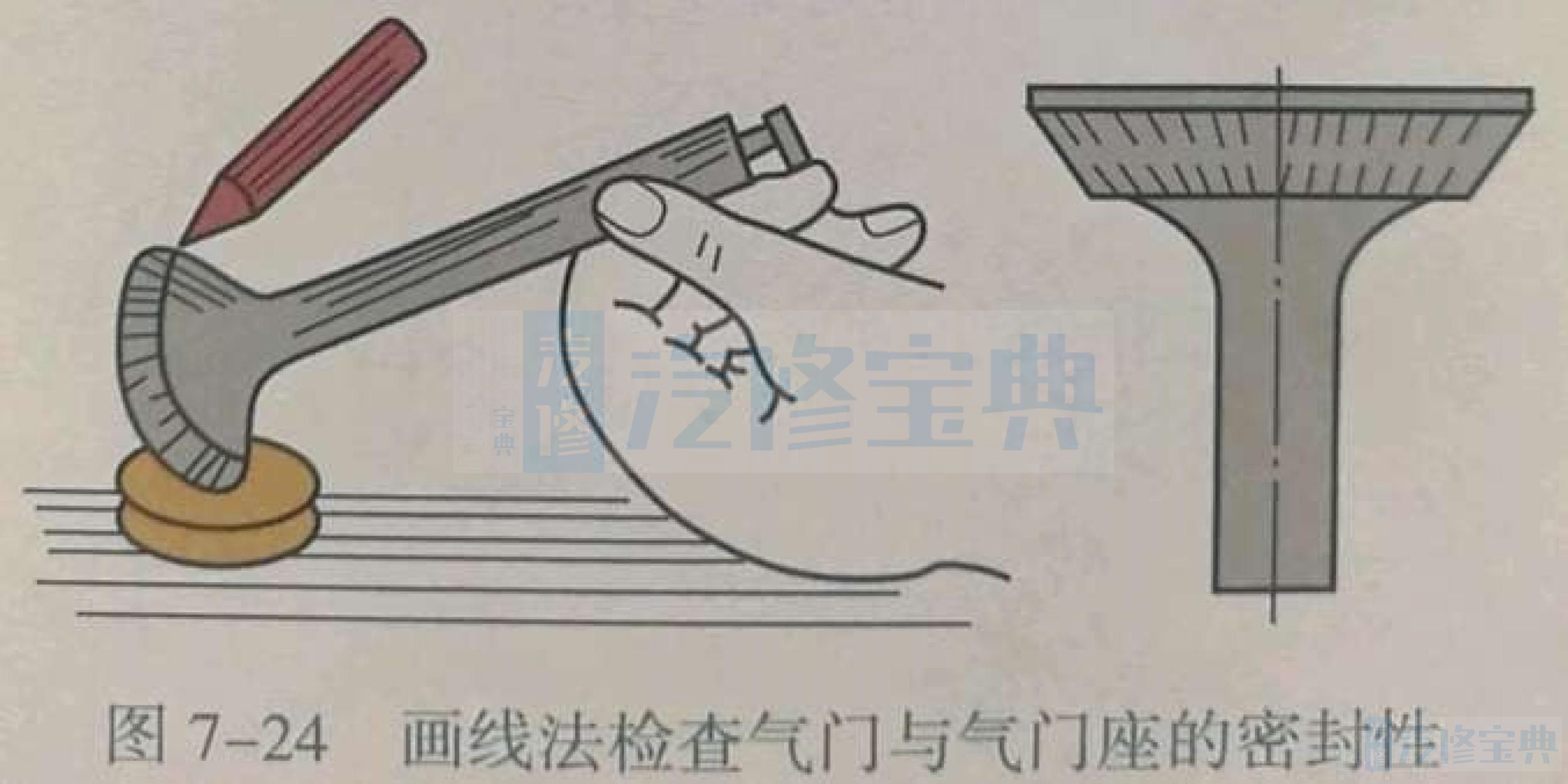
1.画线法如图7-24所示,用软铅笔在气门锥面上沿垂直于密封带方向画若干条线,将气门放入气门座内,不装气门弹簧,转动气门14圈后取出检查,如果线条在密封带处均已中断,说明气门与气门座的密封性良好。
2.敲击法将气门与气门座清洗干净后,把气门杆放入气门导管孔内,当气门头部离气门座25mm左右时,用手轻拍气门,使其沿气门导管孔垂直落下,连续数次后取出气门检查气门座密封锥面,若气门座密封锥面上有明亮而完整的光环且无斑点,即可认为气门与气门座的密封性良好。
3.涂色法在气门密封锥面涂上一层红丹油,并把气门放入气门导管孔内,然后用力将气门压在气门座上旋转1/8-14圈后取出,最后检查气门座上的红丹油,如果气门座密封锥面上全部沾上红丹油,并且均匀整齐,则说明气门与气门座密封性良好。
4.渗油法将与气门座配套使用的气门放入气门导管孔内,并使气门紧贴气门座的密封锥面,然后在气门上倒上适量的煤油,3-5min后如果没有出现漏油现象,则可认为气门与气门座的密封性良好。
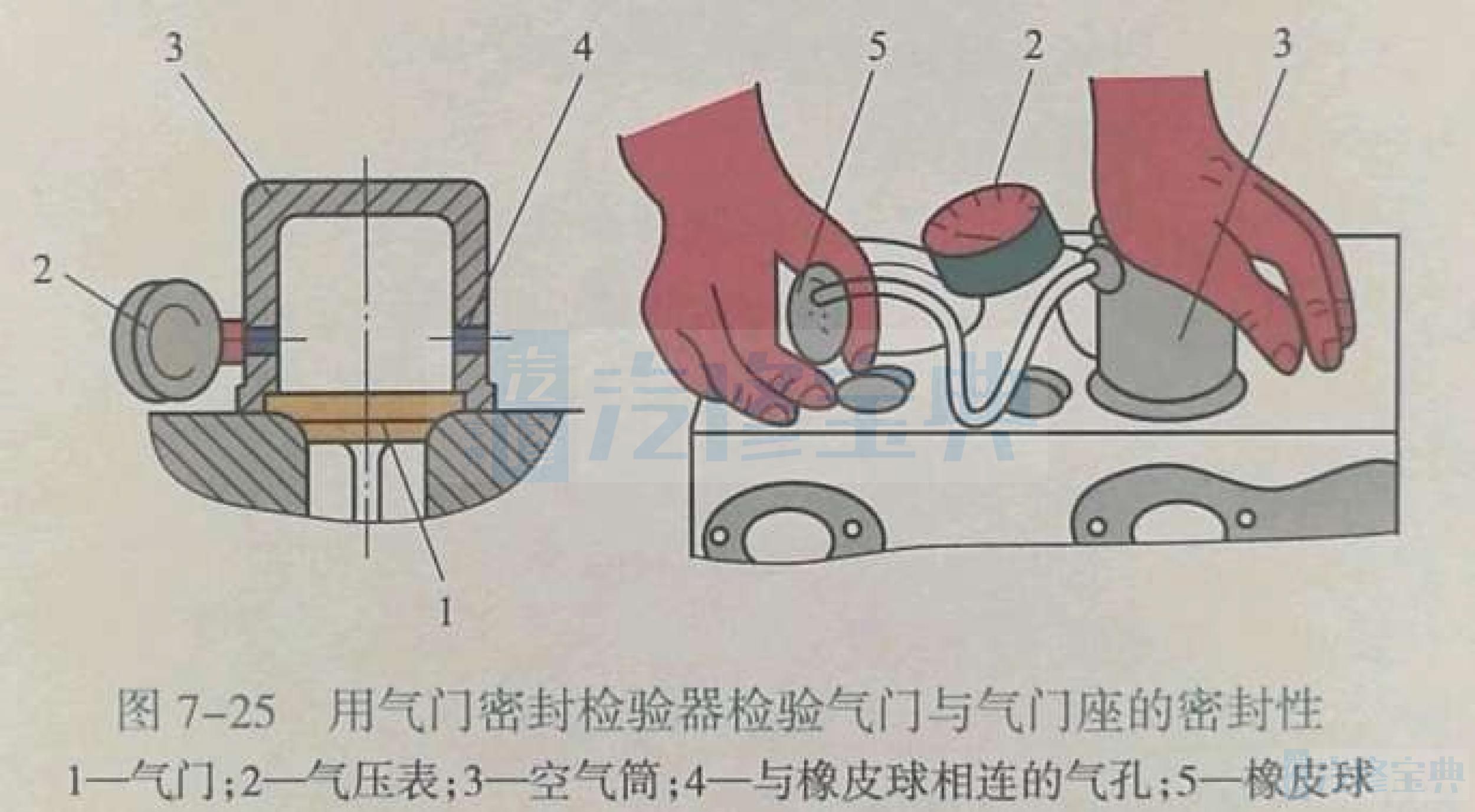
5.气压试验法用带有气压表的气门密封检验器检查气门与气门座的密封性,如图7-25所示。将气门密封检验器的空气筒紧紧压在气门座的外缘上,并使空气筒与气缸盖结合面保持良好的密封性,然后用手捏橡皮球向空气筒内充气,使其具有0.6-0.7MPa的气压,如果在30s内气压表的读数不下降,则表示气门与气门座的密封性良好。