FRP低音箱以树脂和玻璃纤维布制成,可自由塑形,造型平滑精致,质感好,外观优于木制音箱,但制作用时较长和费用较高。
1.聚酯树脂的特点:
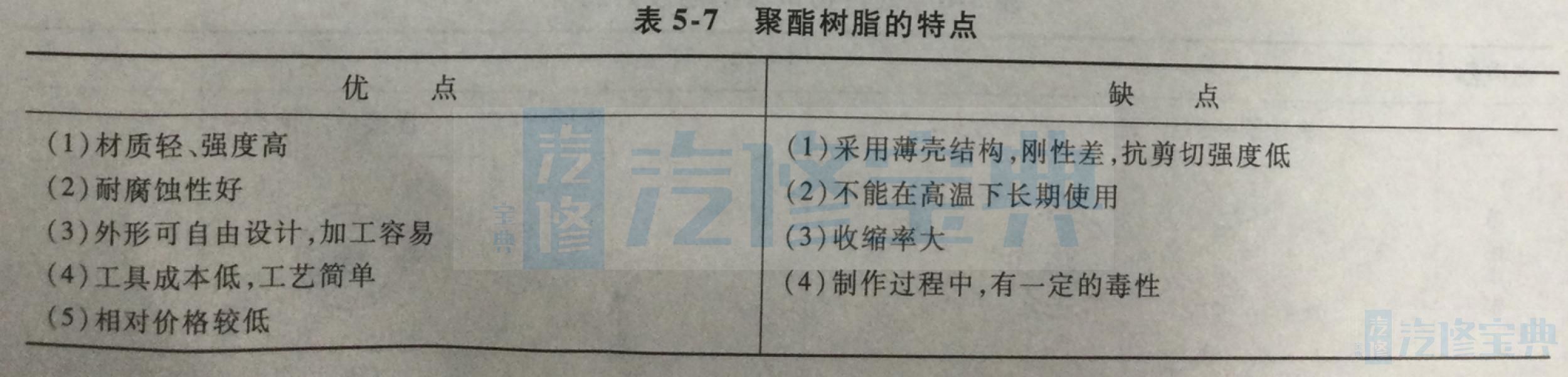
FRP使用不同的热固性树脂制作,目前国内主要以聚酯、环氧、酚醛三大树脂为主,音箱主要是用聚酯树脂制作。聚酯树脂的特点见表5-7
。
2.FRP低音箱的制作工艺:
FRP的制作流程:制作模具→涂脱模剂→裁剪玻璃纤维布→配树脂涂料→涂胶衣铺层糊制(反复多层)→固化→整修→脱模→表面处理。
(1)制作模具通常为阴模,常用材料为石膏。
石膏模配方: 65份熟石膏+35份石英粉+20份石英砂+50份水。
制作方法:
①用泡沫塑料根据需要挖削成大概的形状和车内接触的过渡面,应反复对比挖削至合缝。
②用石膏在泡沫塑料上糊制母模,糊成所需形状干燥待用,母模为阳模。
③翻制模子:母模干燥后打磨顺滑,涂上脱模剂,将石膏糊在母模上至一定厚度,干燥后脱模,该模为阴模。
将模具涂上脱模剂待用,将玻璃纤维按需要剪裁待用。
(2)配制聚酯树脂涂料:
配方1:100份聚酯+2.4份固化剂+1.0份促进剂。
配方2:100份聚酯+35份苯乙烯+3.5份固化剂+1.2份促进剂。
(3)涂胶衣层:脱模剂完全干燥后,涂的第一层涂料称为胶衣层,厚度为0.25~0.4mm,即300~500g/m2,分两次涂,第一层初凝后再涂第二层。
(4)铺层糊制:待胶衣初凝,手感软而不粘时,铺上玻璃纤维刷上涂料,逐层叠加糊制,糊制过程中应排出气泡,使布层贴紧,含胶量均匀。
糊制过程:胶衣→两层短切玻璃毡→一层无捻粗沙玻璃纤维布→一层短切玻璃毡→一层无捻粗沙玻璃纤维布→一层短切玻璃毡。
(5)固化:糊制完成后,在常温下固化24h即可脱模,在60℃时5h,在80℃时3h,通过热固化的产品各项性能指标较好。
(6)修整:脱模前先将超过模具边缘的毛边、沙头剪去或凿去,以便顺利脱模。
(⑦)脱模:用硬木或硬塑料制成的楔子轻轻楔入制品和模具间的恰当部位,撬动脱模。
(8)表面处理:采用烤漆加工工艺处理,温度不能超过100℃。