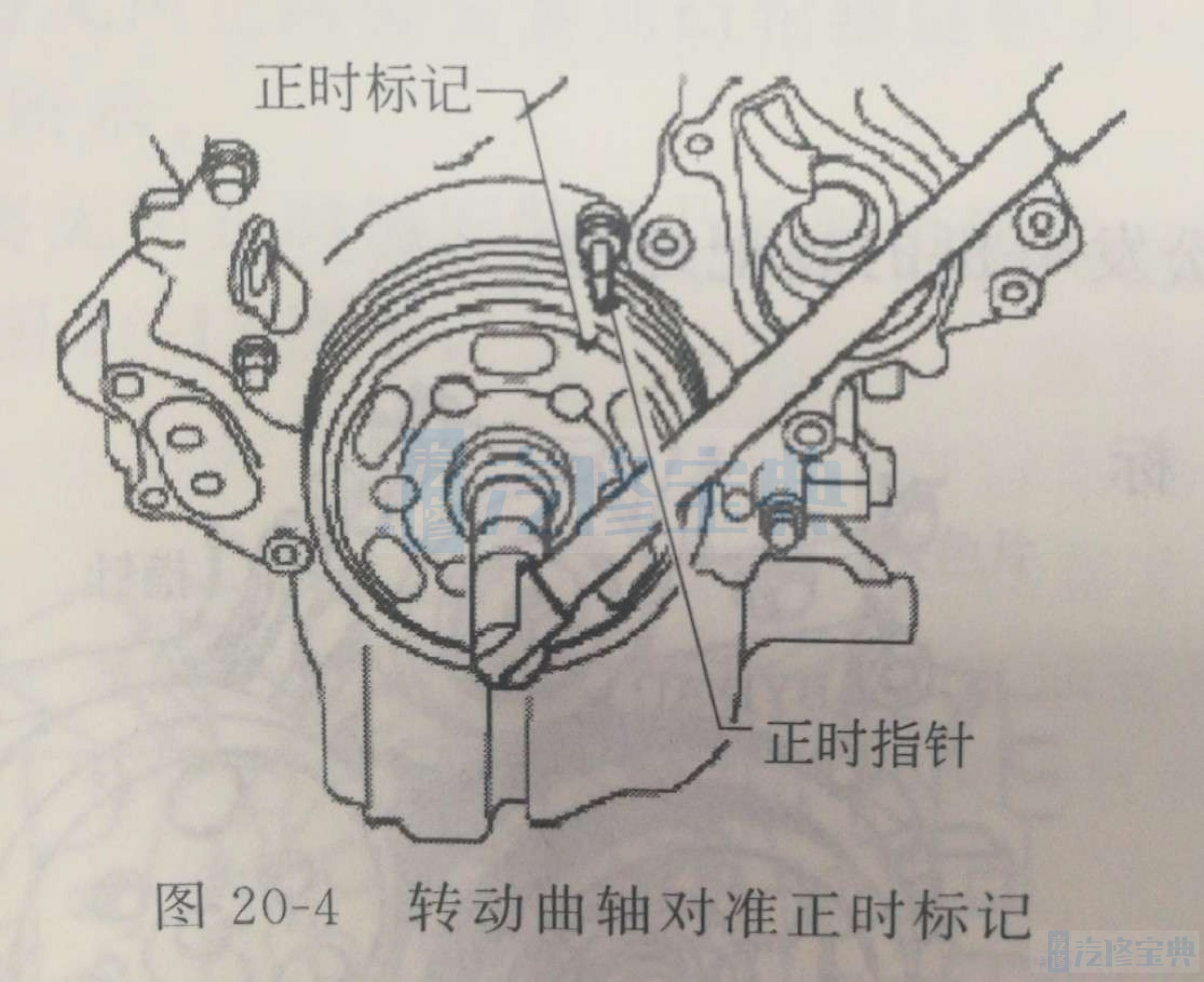
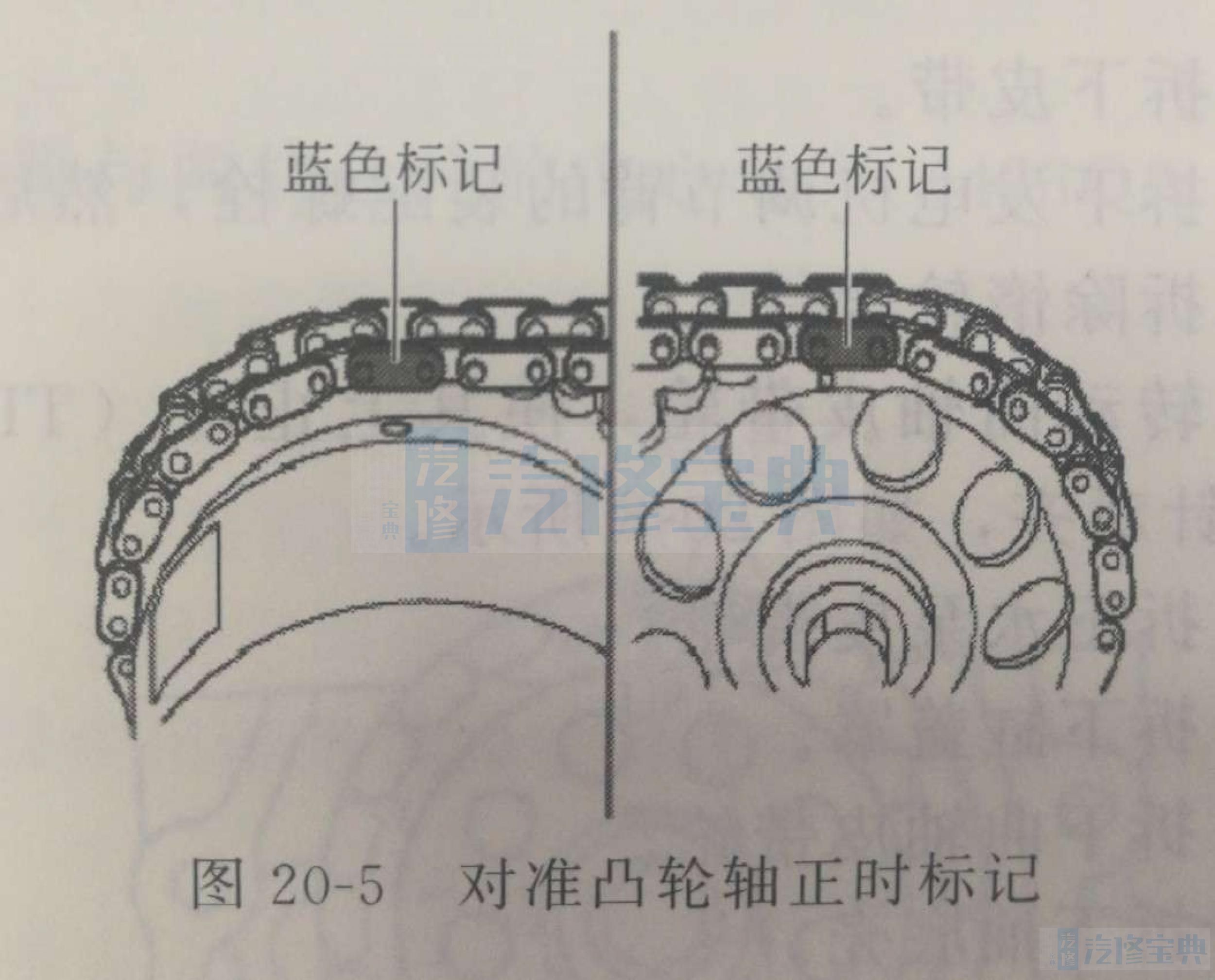
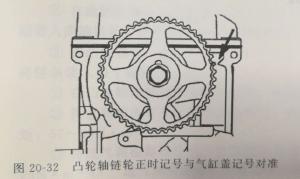
①检査是否需要调整气门间隙,转动曲轴皮带轮,对好标记,如图20-4所示。 ②检查两根凸轮轴链轮上记号是否都对着正上方,并且对着链条上的有色链片;如果没有对准,则再转动曲轴一圈,直到对准,如图20-5所示。
③顺时针转动曲轴大约90°,防止拆卸凸轮轴的时候,活塞和气门发生碰撞。
④卸下正时罩壳上的内六角锥形螺塞。
⑤用扳手固定进气凸轮轴上的六角方块,松开进气凸轮轴链轮上的螺栓。
⑥卸下内六角锥形螺塞,从其孔内伸入螺丝刀,顺时针拨动张紧器的锁片,让它解锁并保持这个位置不要松开;如果锁片拨不动,则用扳手稍微转动凸轮轴上的六角方块,这样可以使锁片松动。
⑦用扳手转动凸轮轴上的六角方块,顺时针转动凸轮轴,让链条把张紧器的柱塞压进去。
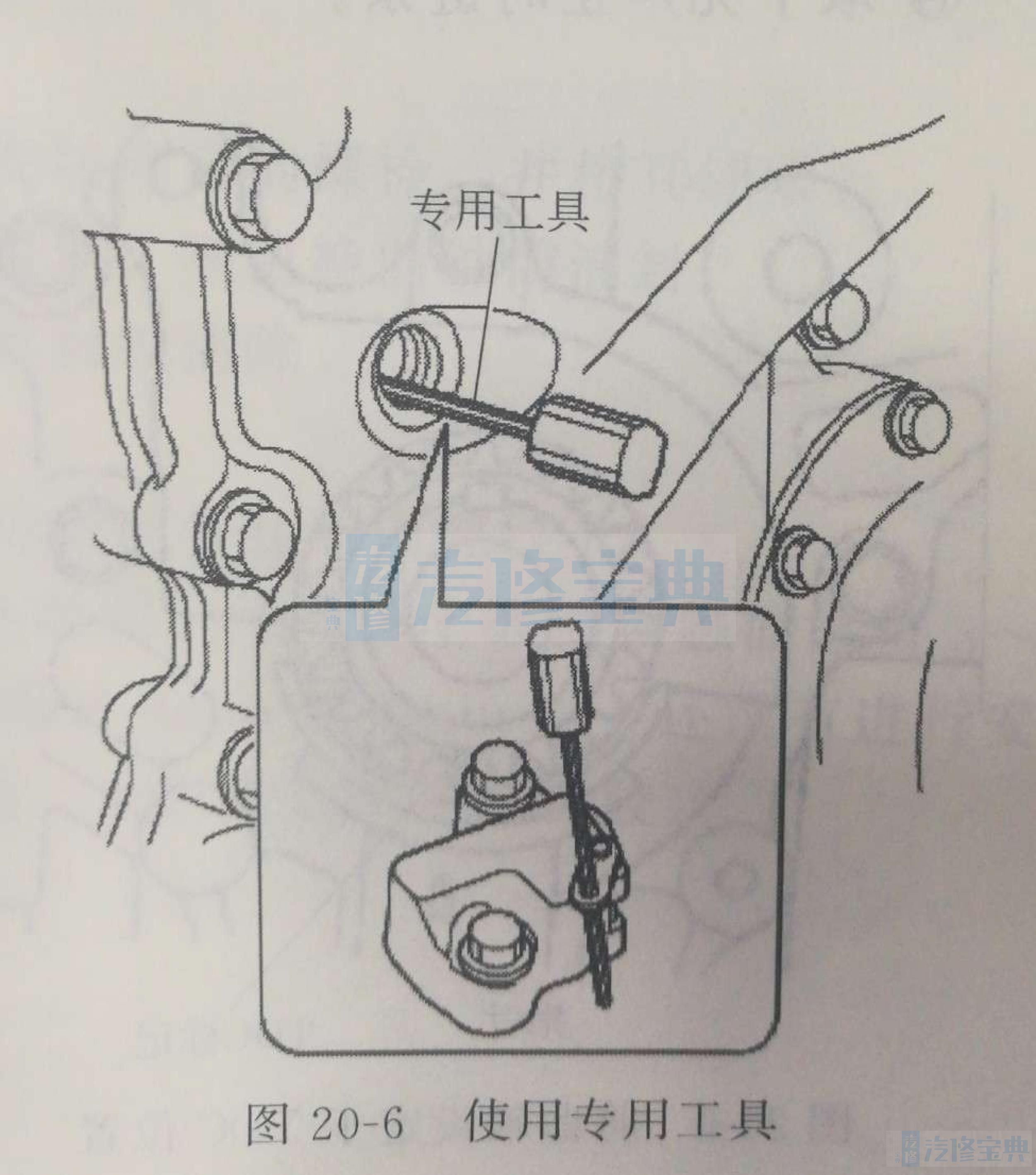
⑧拿出螺丝刀,再用专用工具穿过张紧器锁片的小孔,并固定,如图20-6所示。在拿出螺丝刀、插入专用工具时,不能让凸轮轴上的扳手松开,以防张紧器的柱塞又弹出。
完成上述步骤是为了柱塞压回去,为了下面取出链条做好准备,如果没有成功,则请从第⑥步开始重复。
⑨卸下排气凸轮轴链轮上的螺栓,取下排气链轮。
⑩装好凸轮轴链轮;用工具拧紧排气凸轮轴链轮螺栓,力矩:45N·m。
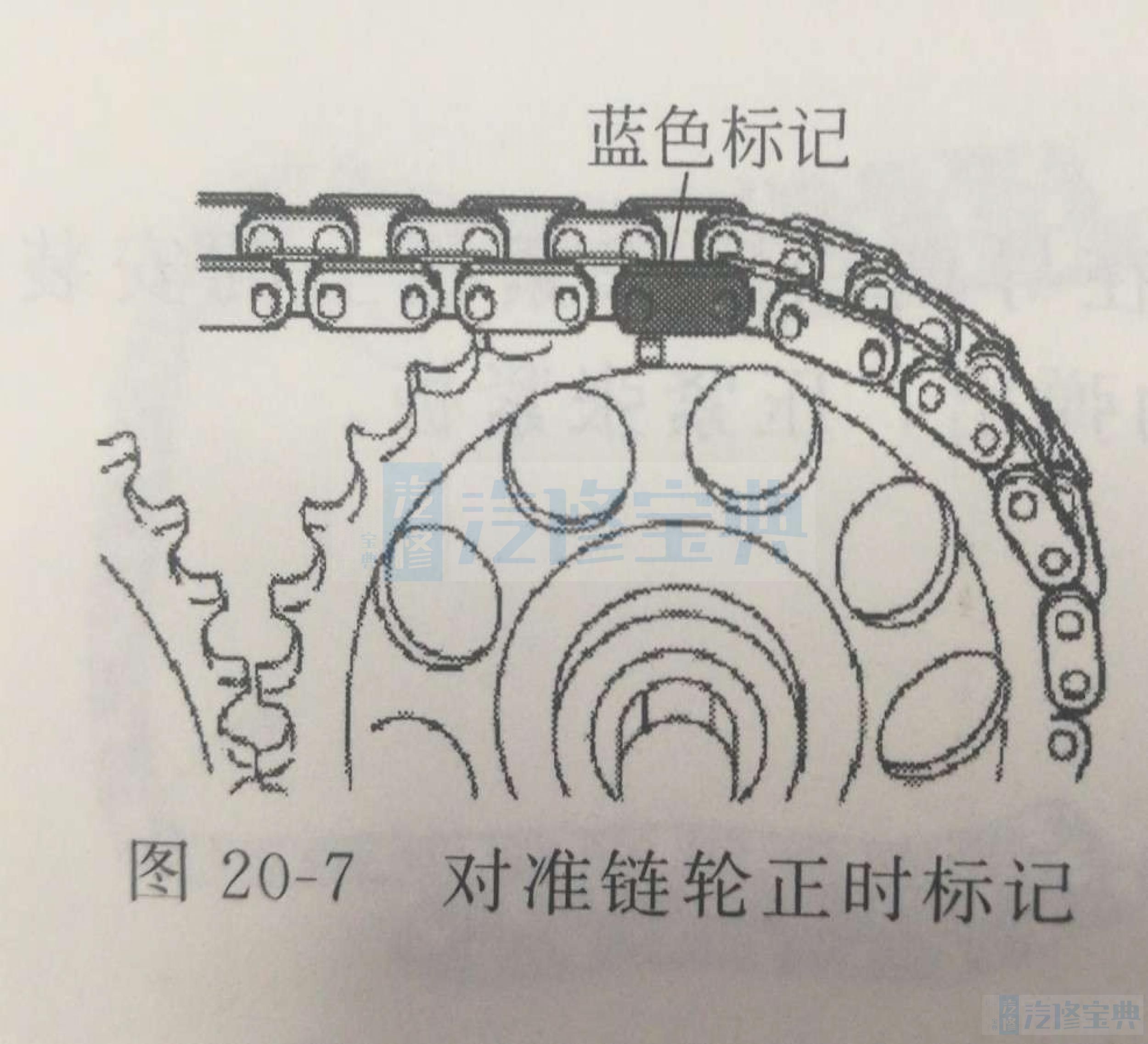
用扳手顺时针转动进气凸轮轴,张紧左侧的链条,此时把链条套上排气链轮,并使链轮上的标记和链条上的有色标记对齐,如图20-7所示。如果标记无法对齐,则请用扳手顺时针转动排气凸轮轴,使之对齐。
拿开张紧器上的专用工具,拧紧六角头锥形螺堵;拧紧力矩:15N·m。
曲轴皮带轮逆时针转回原位置,即皮带轮的标记对齐正时指针,检查凸轮轴链轮的标记是否正对上方,并且都已经对齐链条上的蓝色标记。
以上步骤也必须保证曲轴链轮和链条始终啮合在一起。