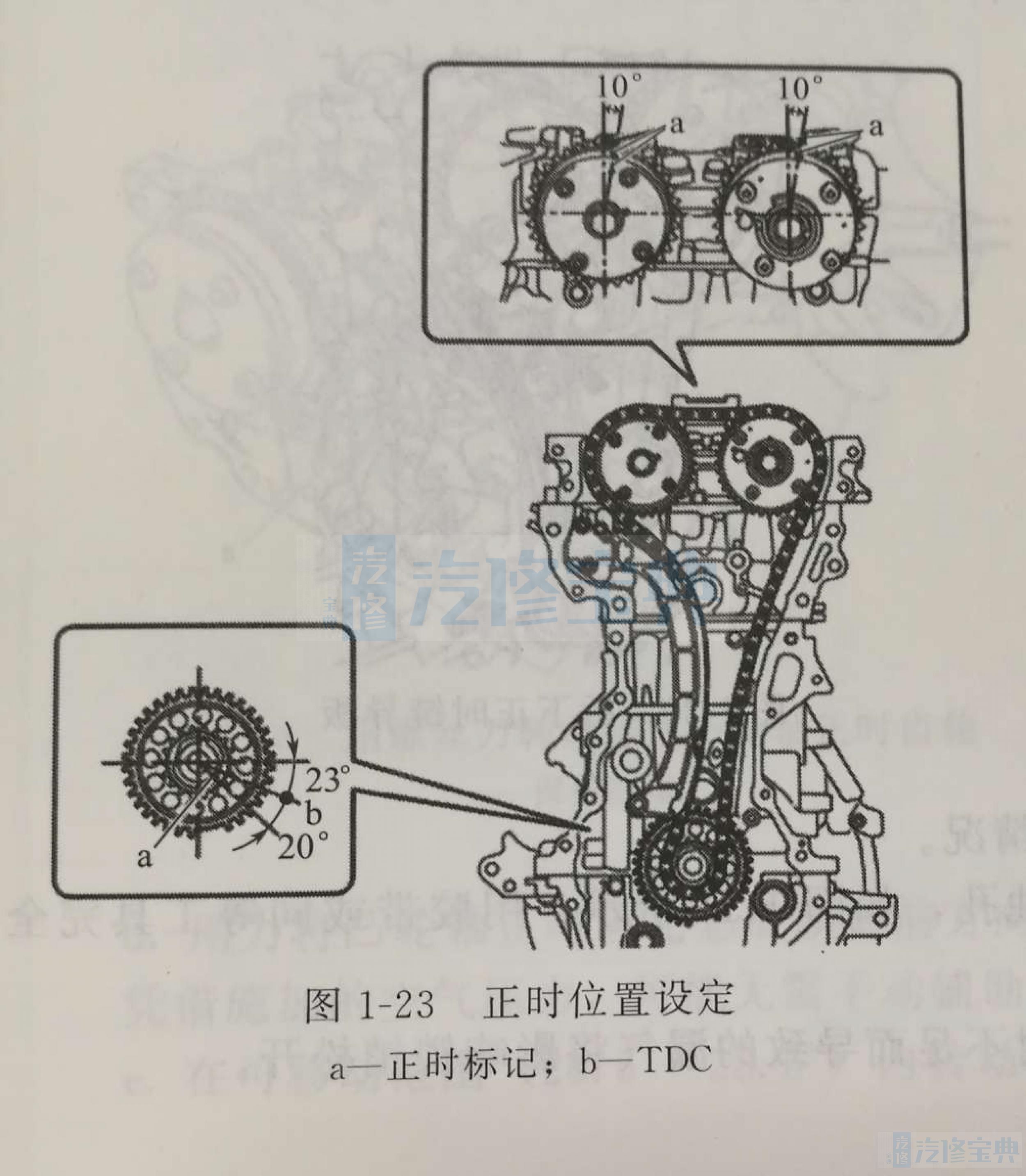
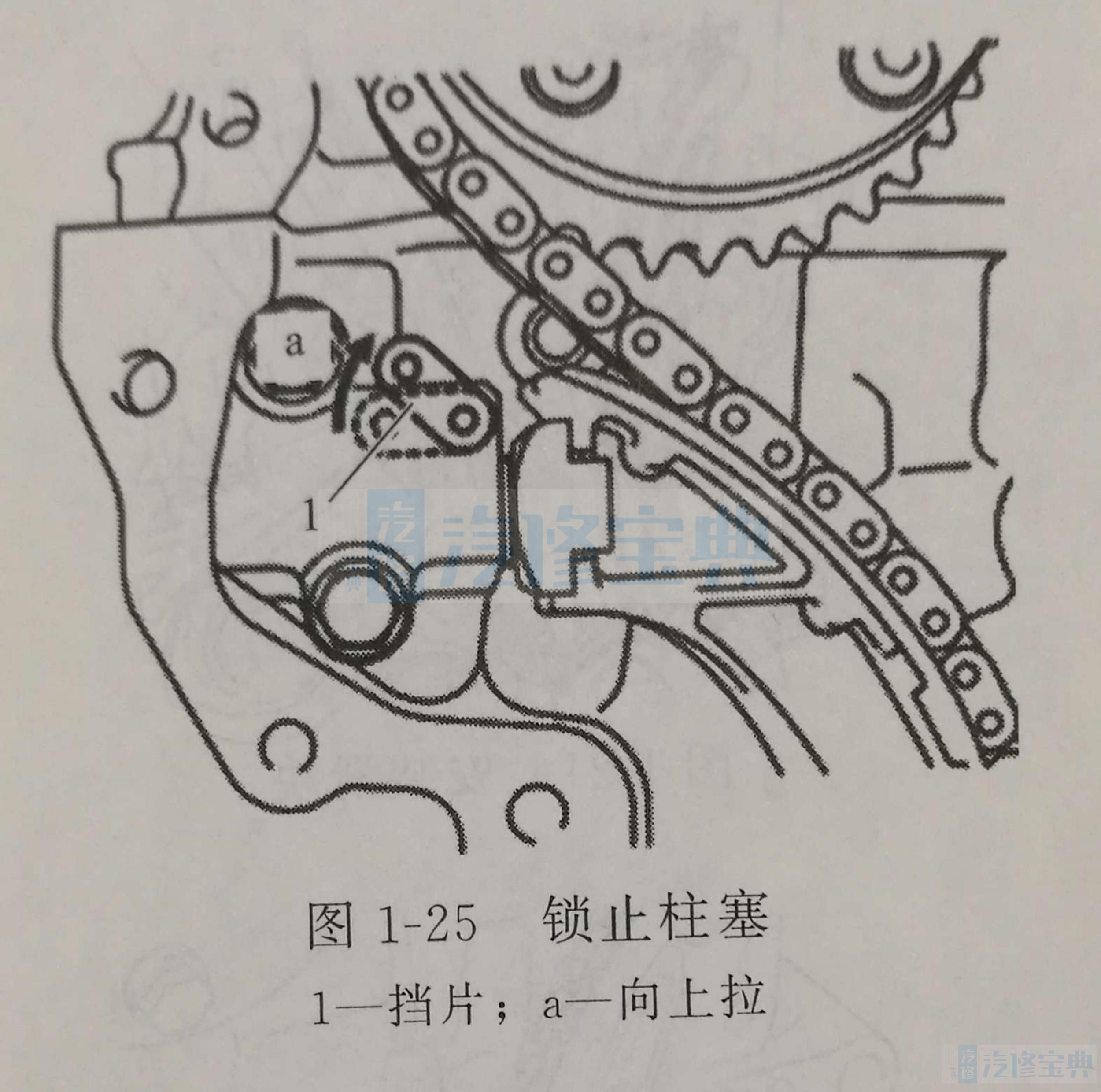
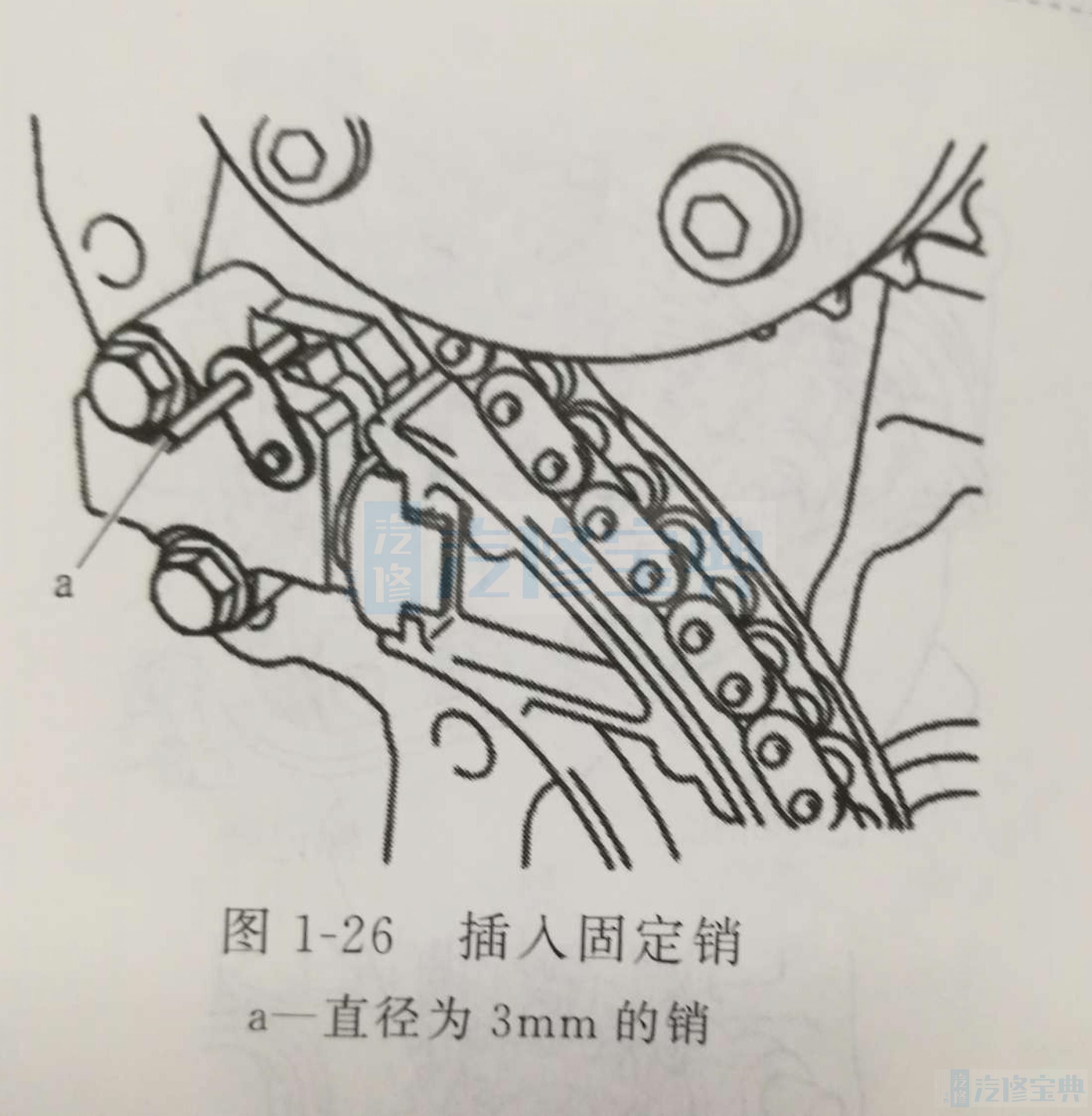
正时链单元拆解①拆卸正时链条盖总成。 ②拆卸链条张紧器总成。 a.将凸轮轴正时齿轮总成、排气凸轮轴正时齿轮总成和曲轴固定在如图1-23所示位置(20°ATDC)。 b.向下推挡片以释放锁并推入柱塞,见图1-24。 c.在柱塞推入端部的情况下向上拉挡片并锁止柱塞,见图1-25。 d.将直径为3mm(0.11im)的销插入挡片的孔内,见图1-26。
e.从气缸盖分总成上拆下2个螺栓和链条张紧器总成,见图1-27。
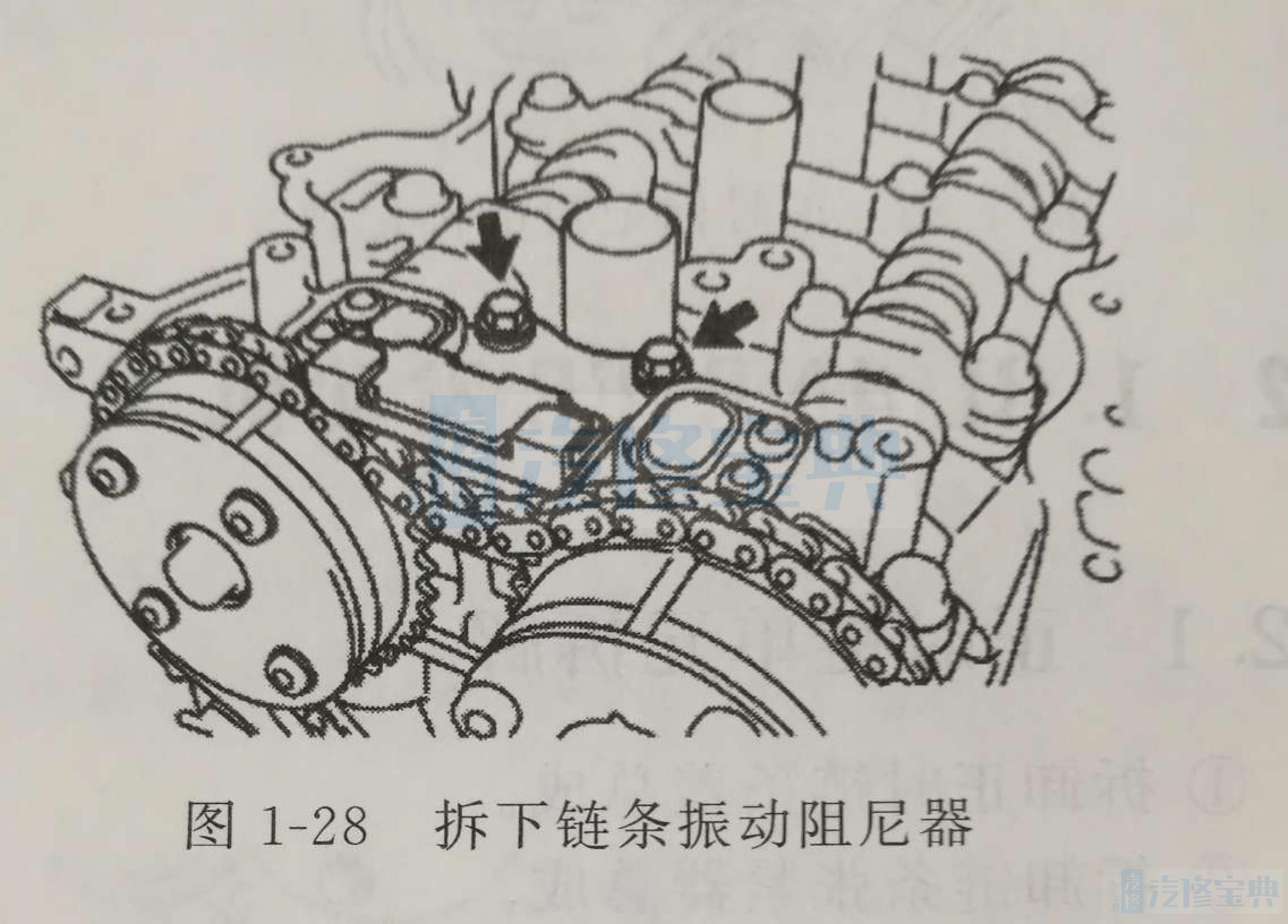
③从凸轮轴轴承盖上拆下2个螺栓和链条振动阻尼器,见图1-28。
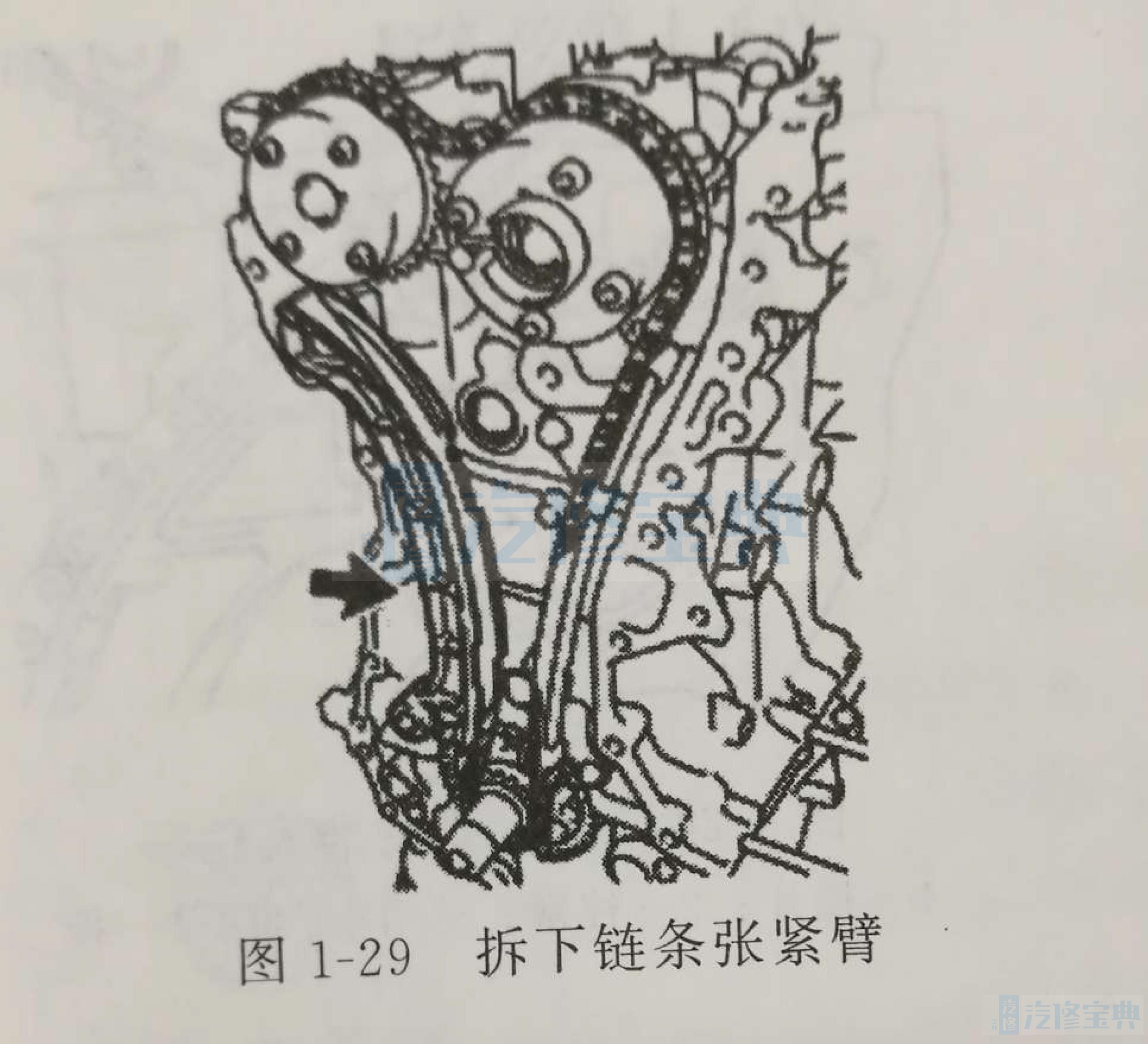
④从气缸体分总成上拆下正时链条张紧臂,见图1-29。
⑤从凸轮轴正时齿轮总成、排气凸轮轴正时齿轮总成和曲轴上拆下链条分总成。
⑥从气缸盖分总成和气缸体分总成上拆下2个螺栓和正时链条导板,见图1-30。
⑧检查凸轮轴正时齿轮总成的锁止情况。
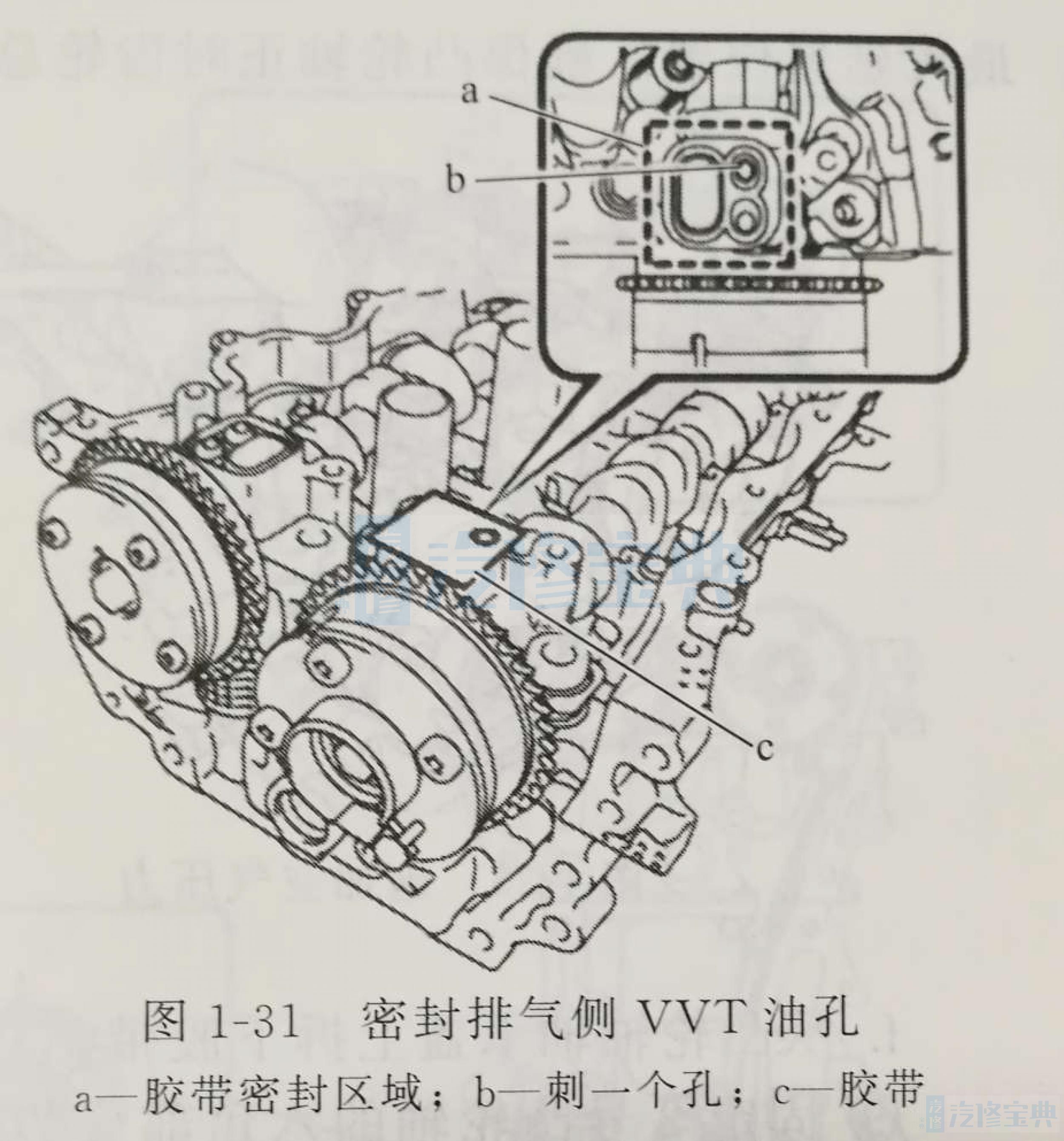
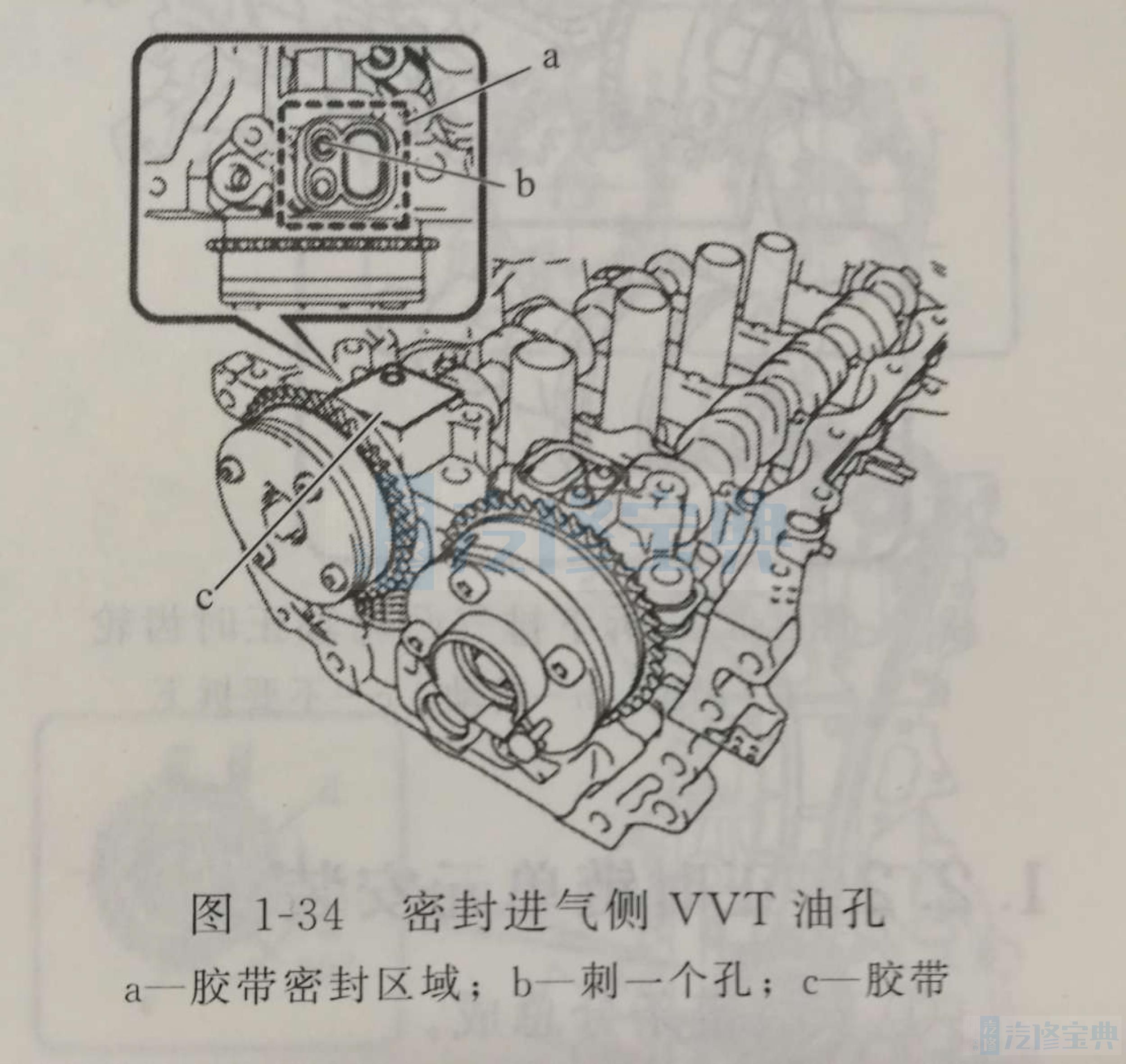
a.清洁凸轮轴轴承盖上的进气侧VVT油孔,如图1-34所示,用胶带或同等工具完全密封油孔以防止空气泄漏。
确保完全密封油孔,因为由于密封不足而导致的漏气将影响锁销松开。
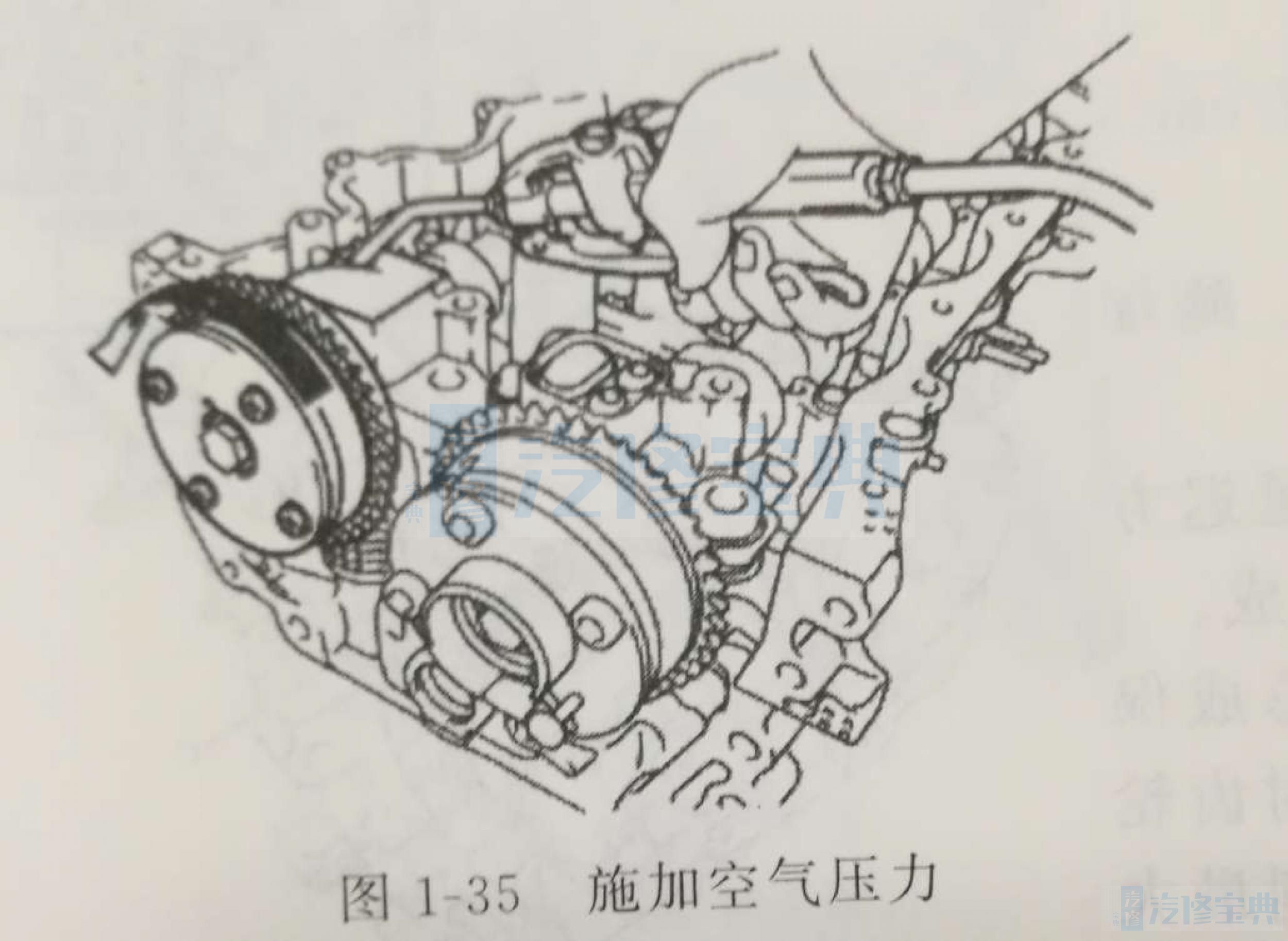
b.如图1-35所示,在密封油孔的胶带上刺一个孔。
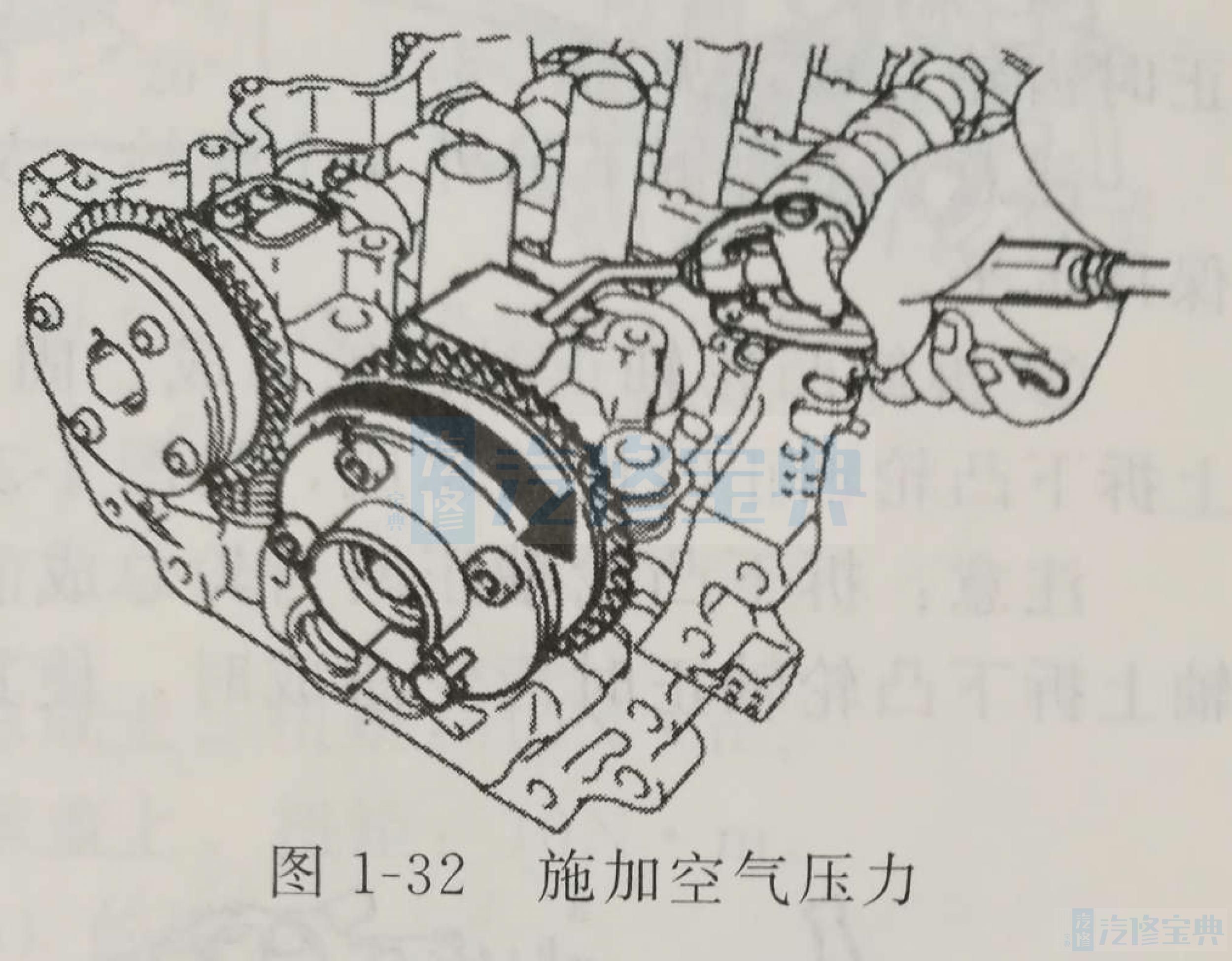
c.向刺出的孔施加约150kPa的空气压力,以松开锁销。
注意:如果空气泄漏,则重新粘贴胶带。施加空气压力时用布盖住油孔以防止机油喷出。
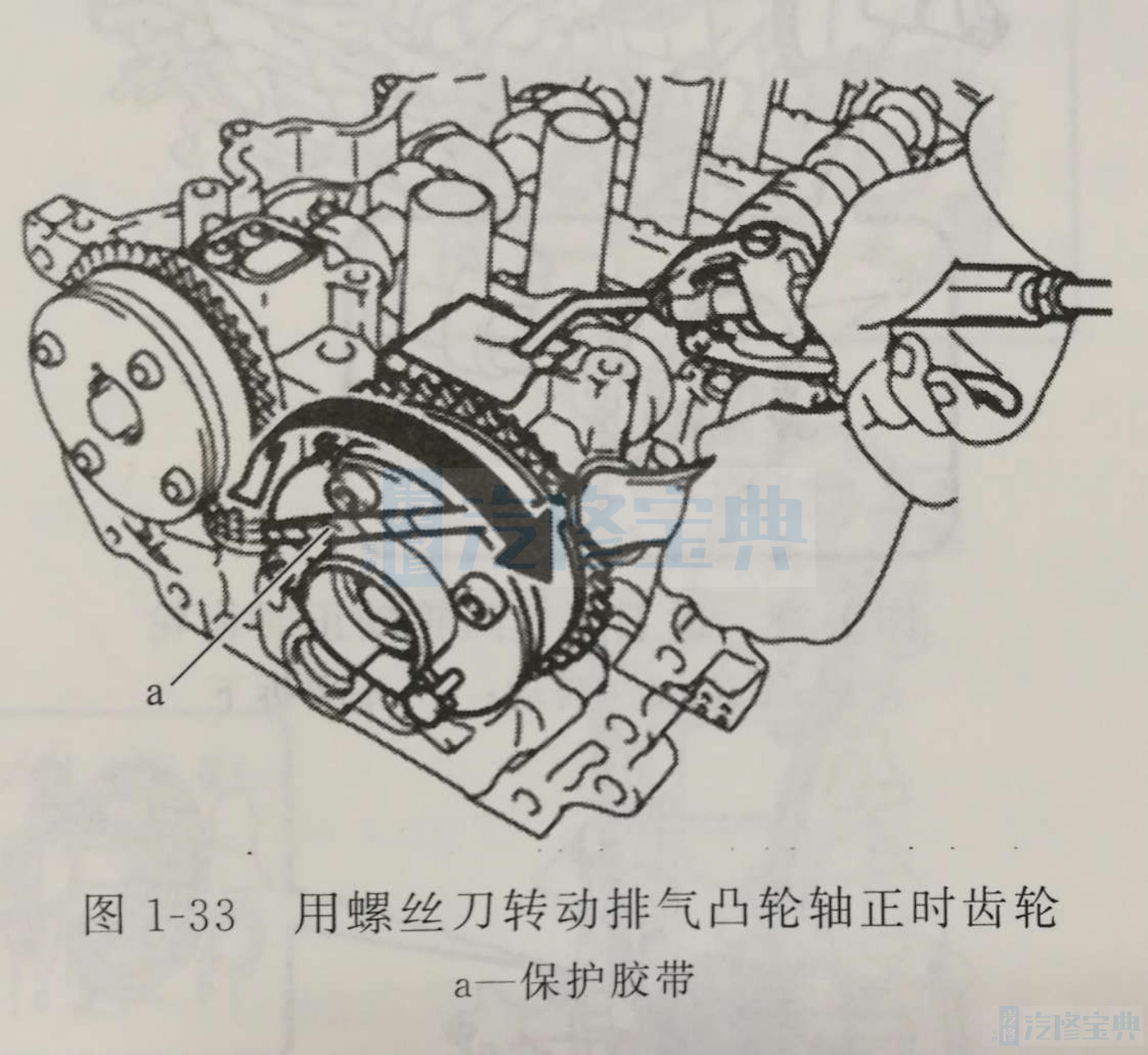
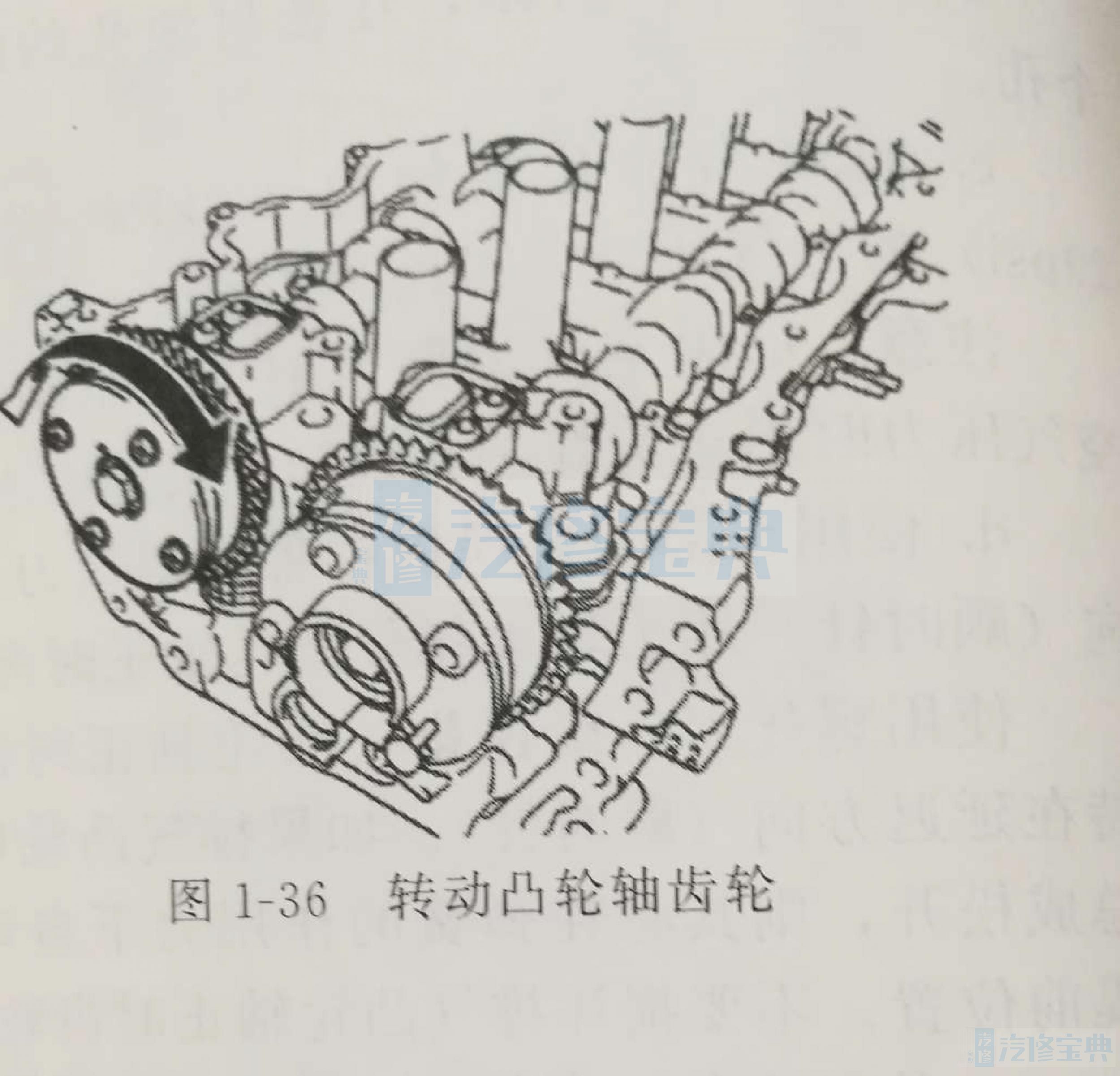
d.用力将凸轮轴正时齿轮总成朝提前方向(逆时针)转动,见图1-36。
凭借施加的空气压力,可能无需手动辅助即可使凸轮轴正时齿轮总成朝提前方向转动。
e.在可移动范围(26.5°~28.5°)内转动凸轮轴正时齿轮总成2或3次,不要将其转到最大延迟位置。确保凸轮轴正时齿轮总成转动平稳。
f.从凸轮轴轴承盖上拆下胶带。
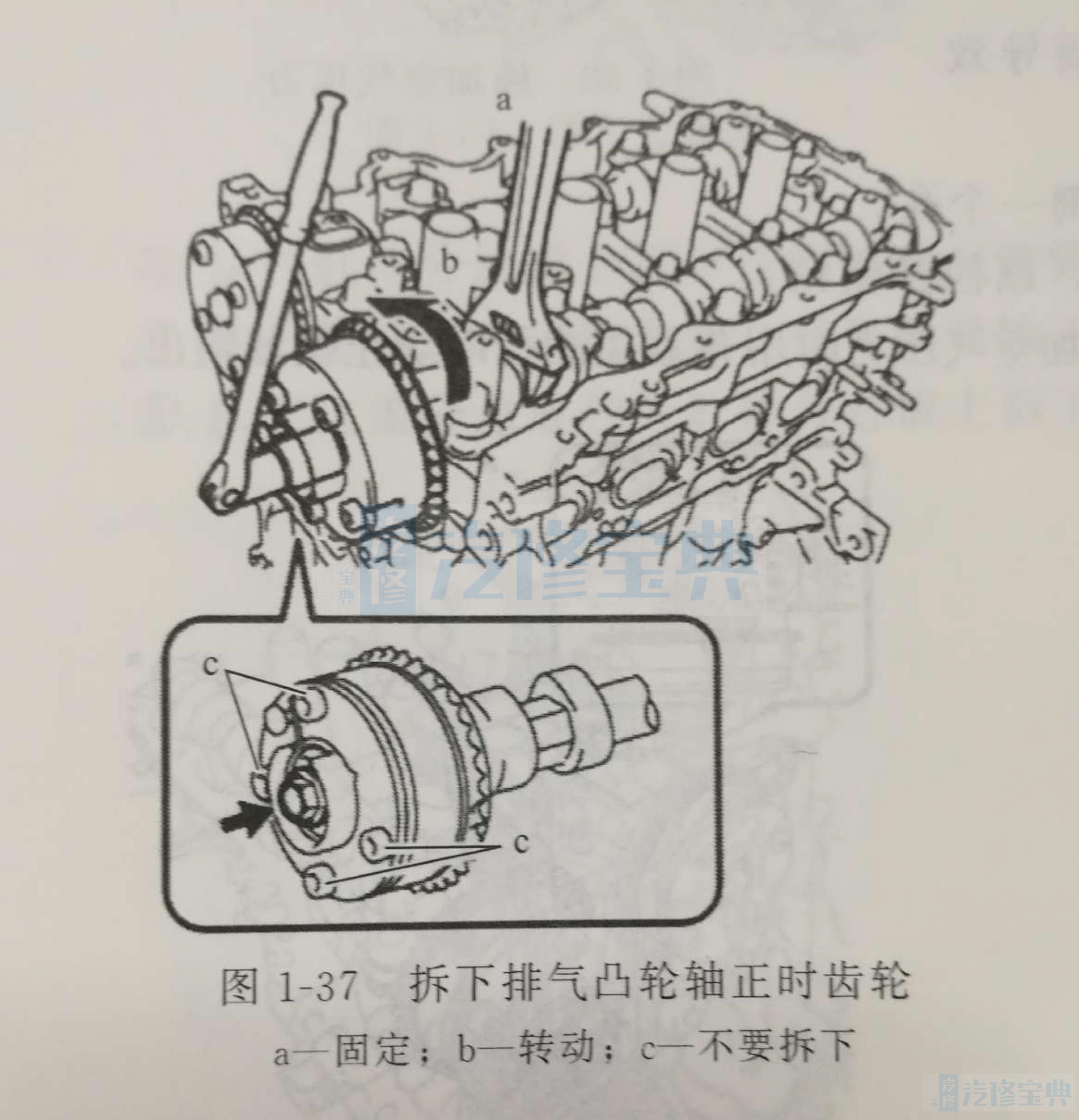
⑨固定2号凸轮轴的六角部分的同时拆下螺栓,然后从2号凸轮轴上拆下排气凸轮轴正时齿轮总成,见图1-37。
注意:不要拆下另外4个螺栓。从2号凸轮轴上拆下排气凸轮轴正时齿轮总成时,使其保持水平。
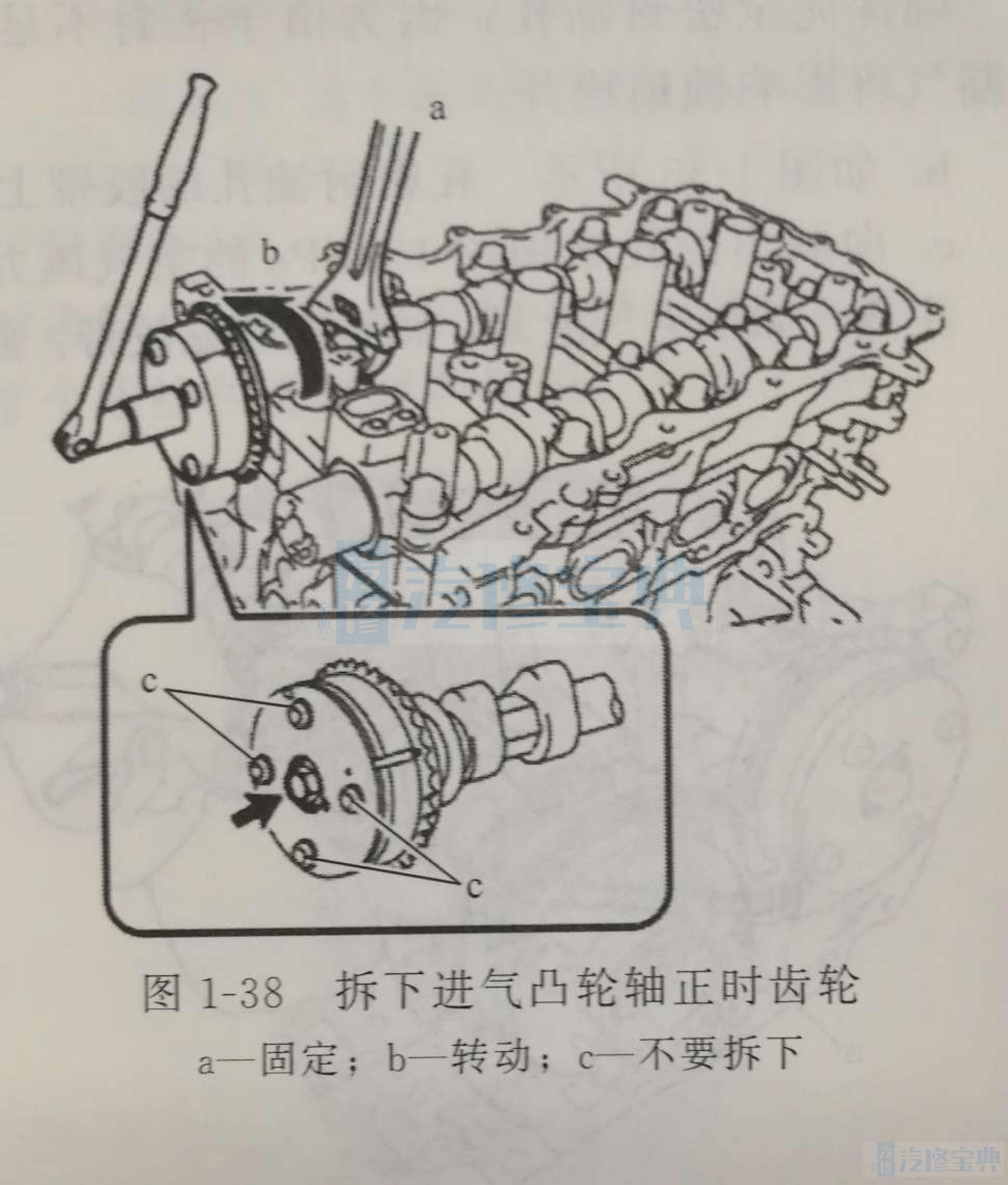
⑩拆卸凸轮轴正时齿轮总成。固定凸轮轴的六角部分的同时拆下螺栓,然后从凸轮轴上拆下凸轮轴正时齿轮总成,见图1-38。
注意:拆下凸轮轴正时齿轮总成前,确保锁销已松开。不要拆下另外4个螺栓。从凸轮轴上拆下凸轮轴正时齿轮总成时,使其保持水平。
正时链单元安装①安装链条分总成。
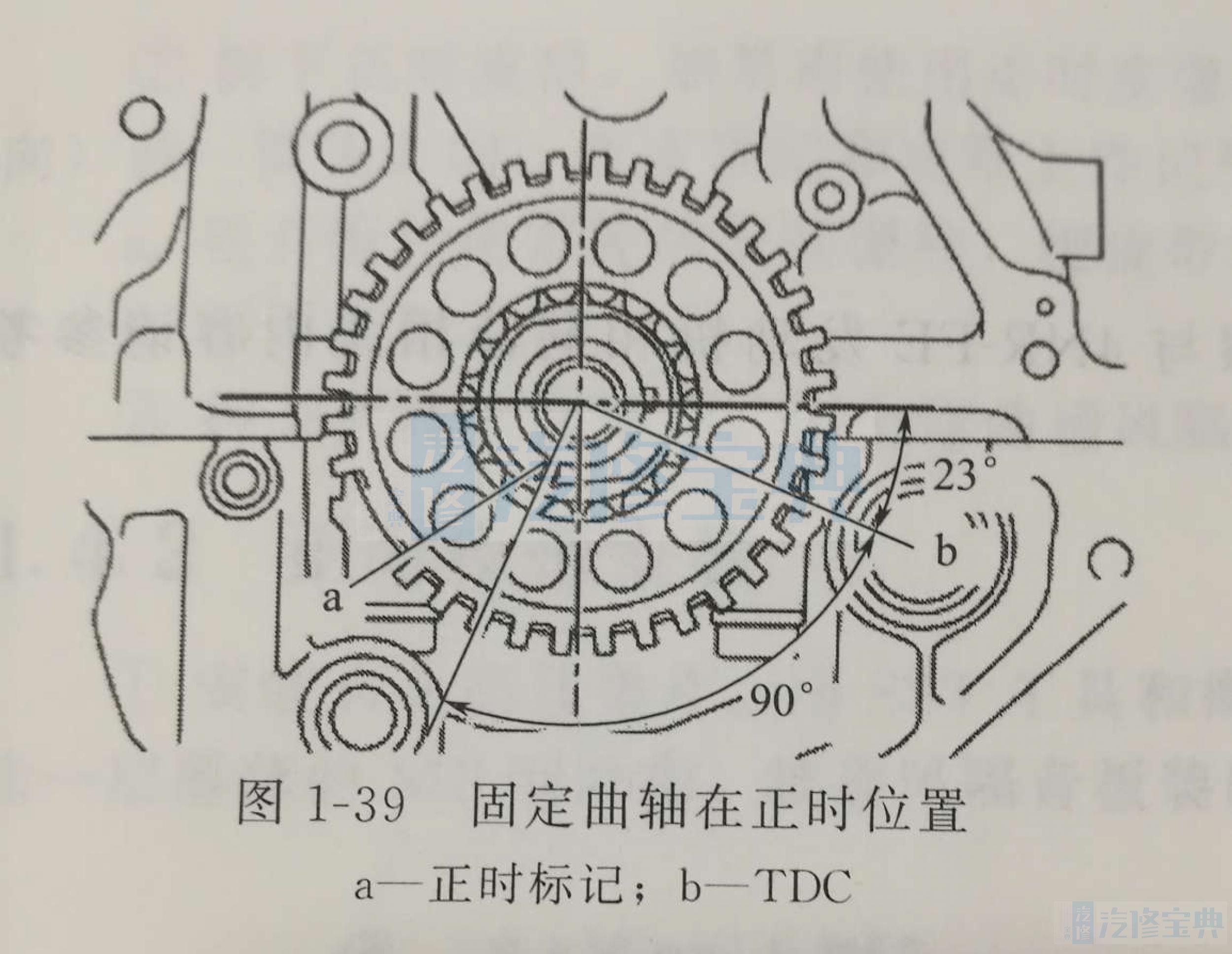
a.将曲轴固定在如图1-39所示位置(90°ATDC)。
提示:确保曲轴的正时标记位于如图1-39所示的位置。
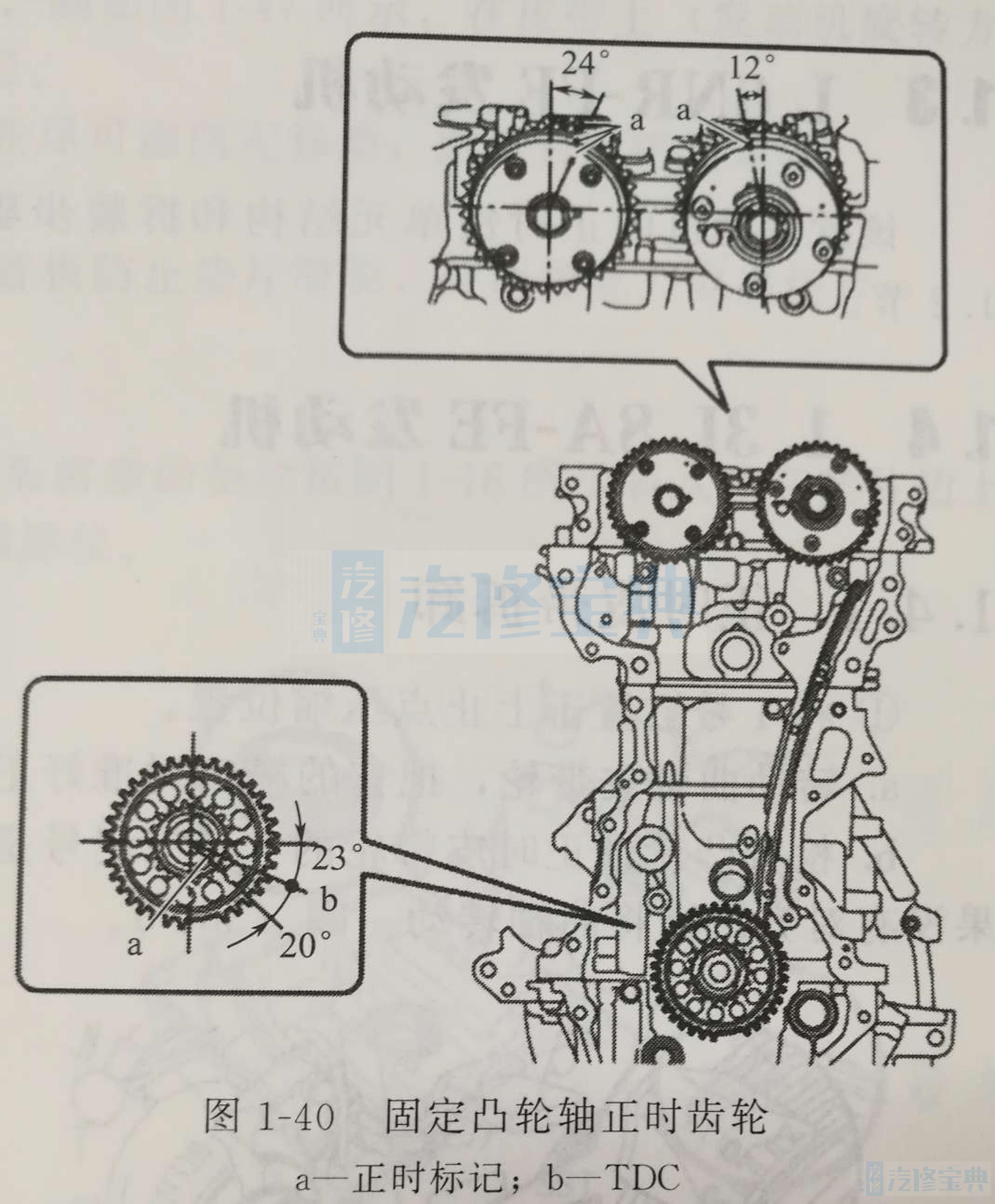
b.将凸轮轴正时齿轮总成固定在如图1-40所示位置(24°ATDC)。
c.将排气凸轮轴正时齿轮总成固定在如图1-40所示位置(12°BTDC)。
d.将曲轴固定在如图1-40所示位置(20ATDC)。
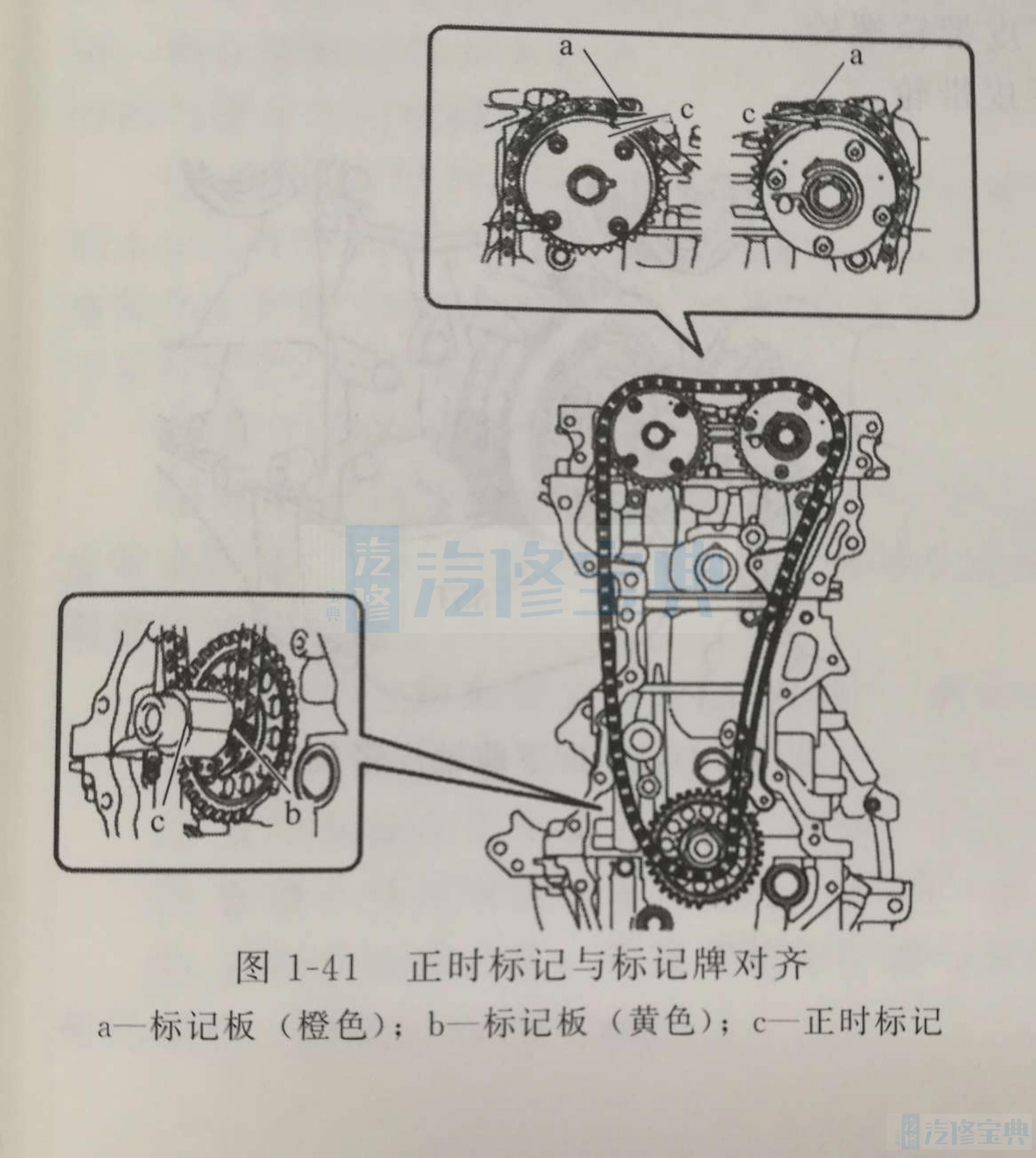
e.将凸轮轴正时齿轮总成、排气凸轮轴正时齿轮总成和曲轴的正时标记与链条分总成的标记板对齐,并安装链条分总成,见图1-41。
②将正时链条张紧臂安装到气缸体分总成上。
③安装链条张紧器总成。
a.用2个螺栓将链条张紧器总成安装到气缸盖分总成上。扭矩:10N·m。
b.用2个螺栓将链条振动阻尼器安装到凸轮轴轴承盖上。扭矩:10N·m。
c.从链条张紧器总成上拆下直径为3mm(0.118in)的销。
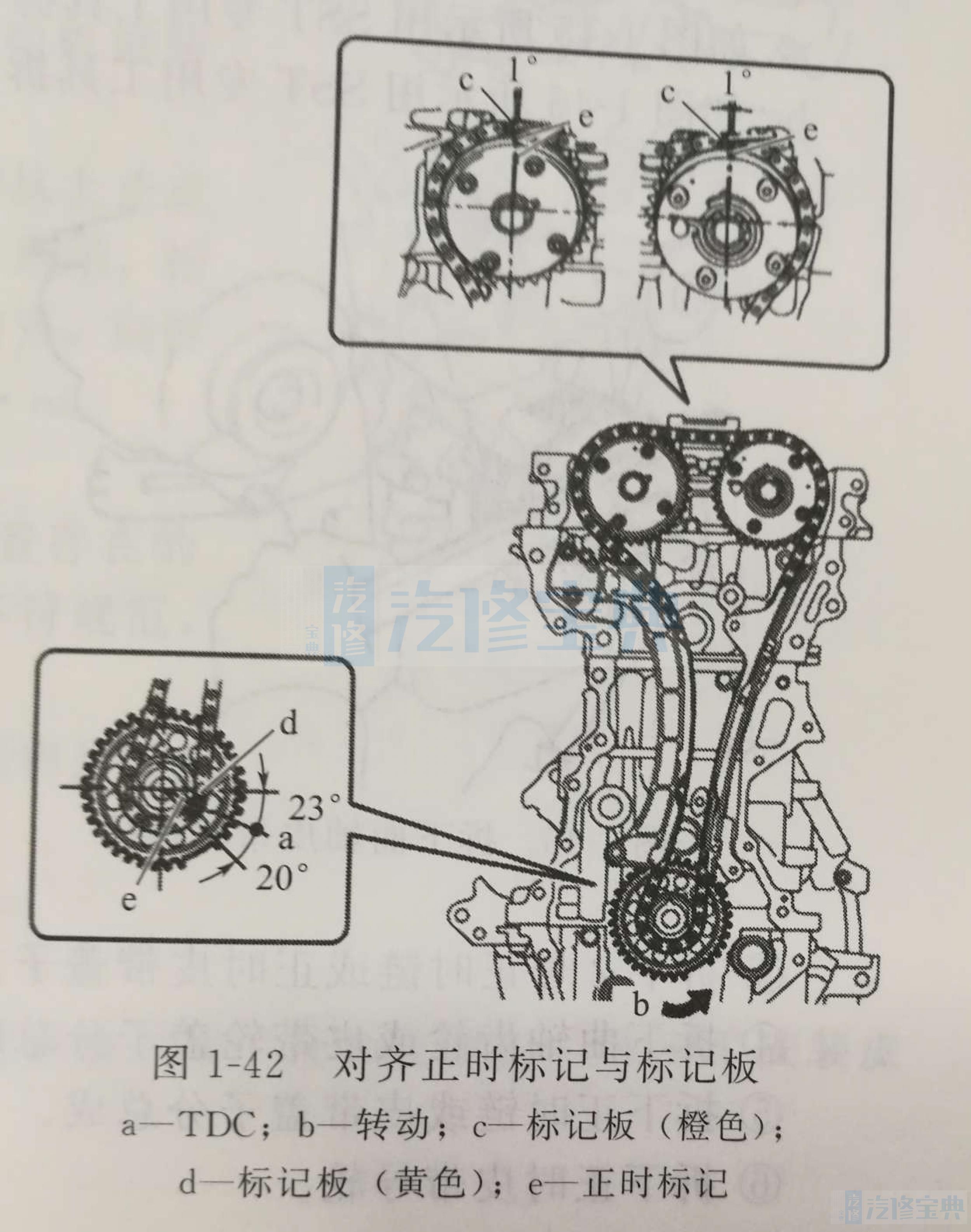
d.逆时针转动曲轴约20°以将其设定至TDC位置。确保正时标记和标记板正确定位(1-42),且链条分总成牢固安装至正时链条张紧臂、正时链条导板和链条振动阻尼器处。
④安装正时链条盖总成。