正时链单元拆卸注意:在发动机的修复过程中清洁是非常重要的;任何异物,包括在清洁垫片表面创建的任何材料,进入油道、冷却液通道或被油烧热,都可引起发动机故障。 ①拆下发动机前盖。 ②使用曲轴保持工具,直到键槽处于12点钟位置。曲轴必须顺时针旋转,见图18-152。 ③如图18-153所示,检查凸轮轴二维码标志是否朝上,如果没有,则顺时针旋转一周转动曲轴。
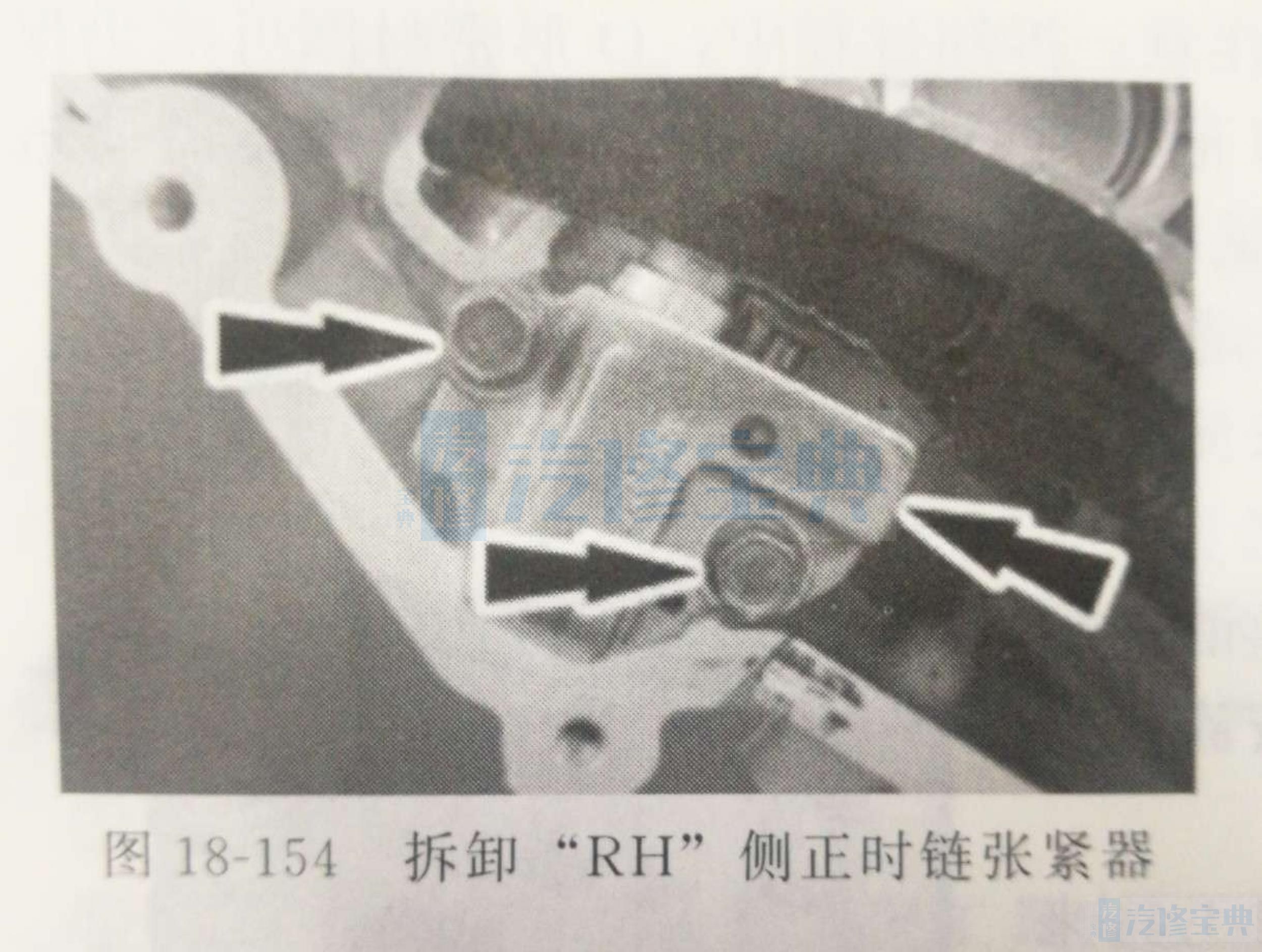
④拆卸2个螺栓和“RH”侧主正时链条张紧器,见图18-154。
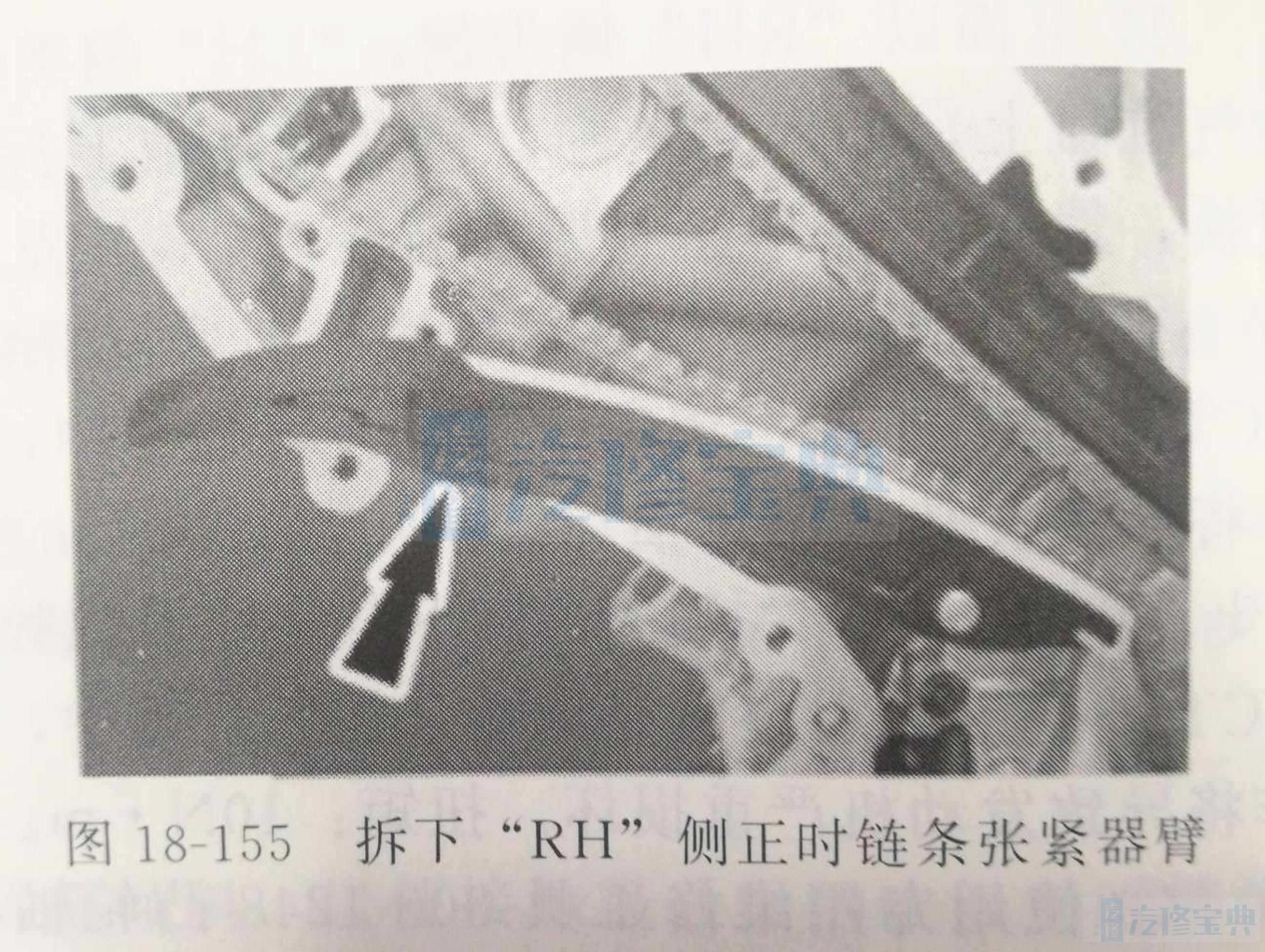
⑤如图18-155所示拆下“RH”侧正时链条张紧器臂。注意:可能必须稍微旋转曲轴到链条足够松弛,以拆下“RH”侧正时链条张紧器臂。在拆卸“RH”侧正时链条张紧器臂之后曲轴键槽调回到12点钟位置。
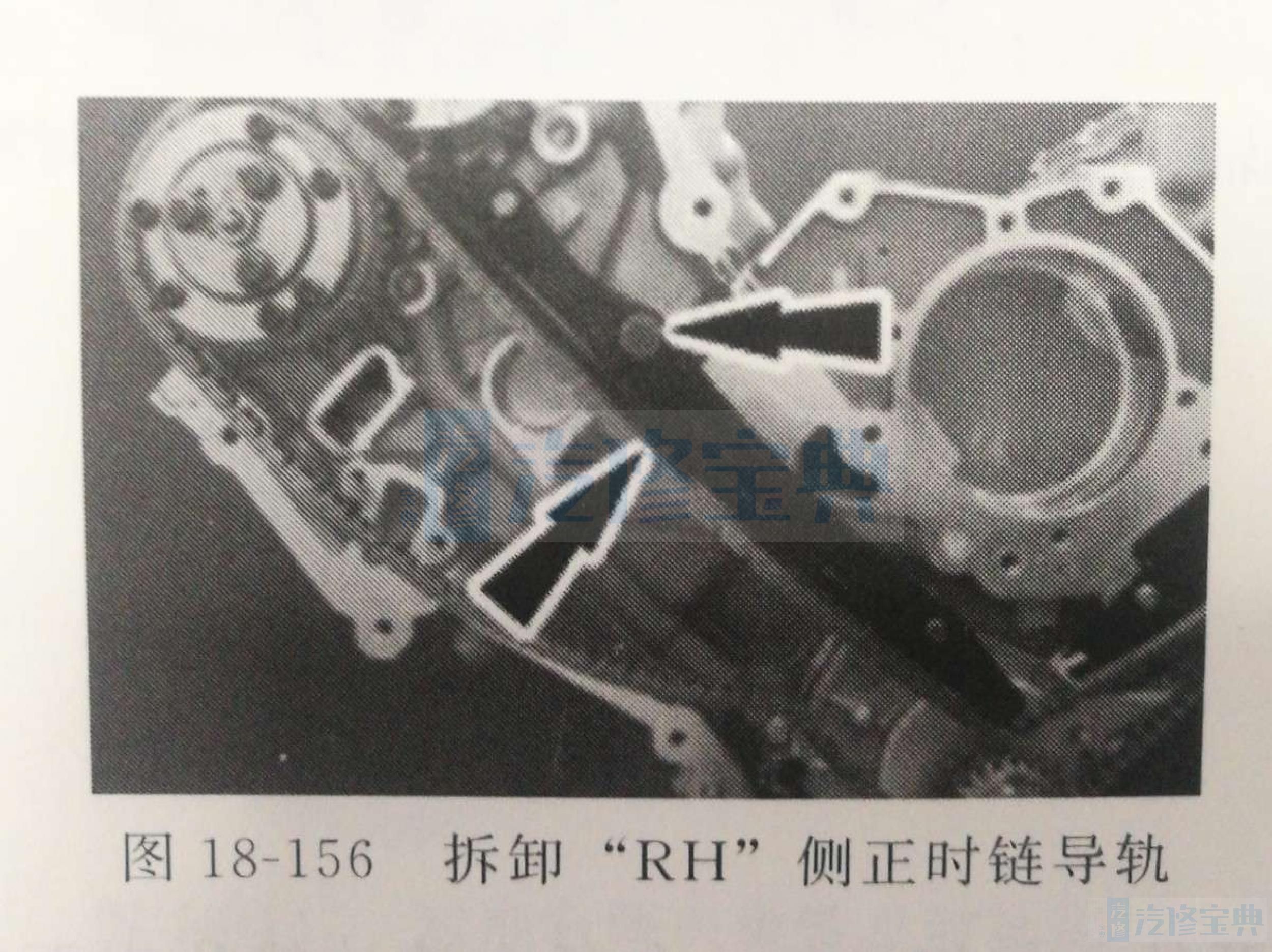
⑥如图18-156所示,拆下螺栓和“RH”侧正时链条导轨。注意:可能必须稍微旋转曲轴到链条足够松弛,以拆下“RH”侧正时链条导轨。拆卸“RH”侧正时链条导轨后曲轴键槽调回到12点钟位置⑦拆下“RH”侧初级正时链条,见图18-157。
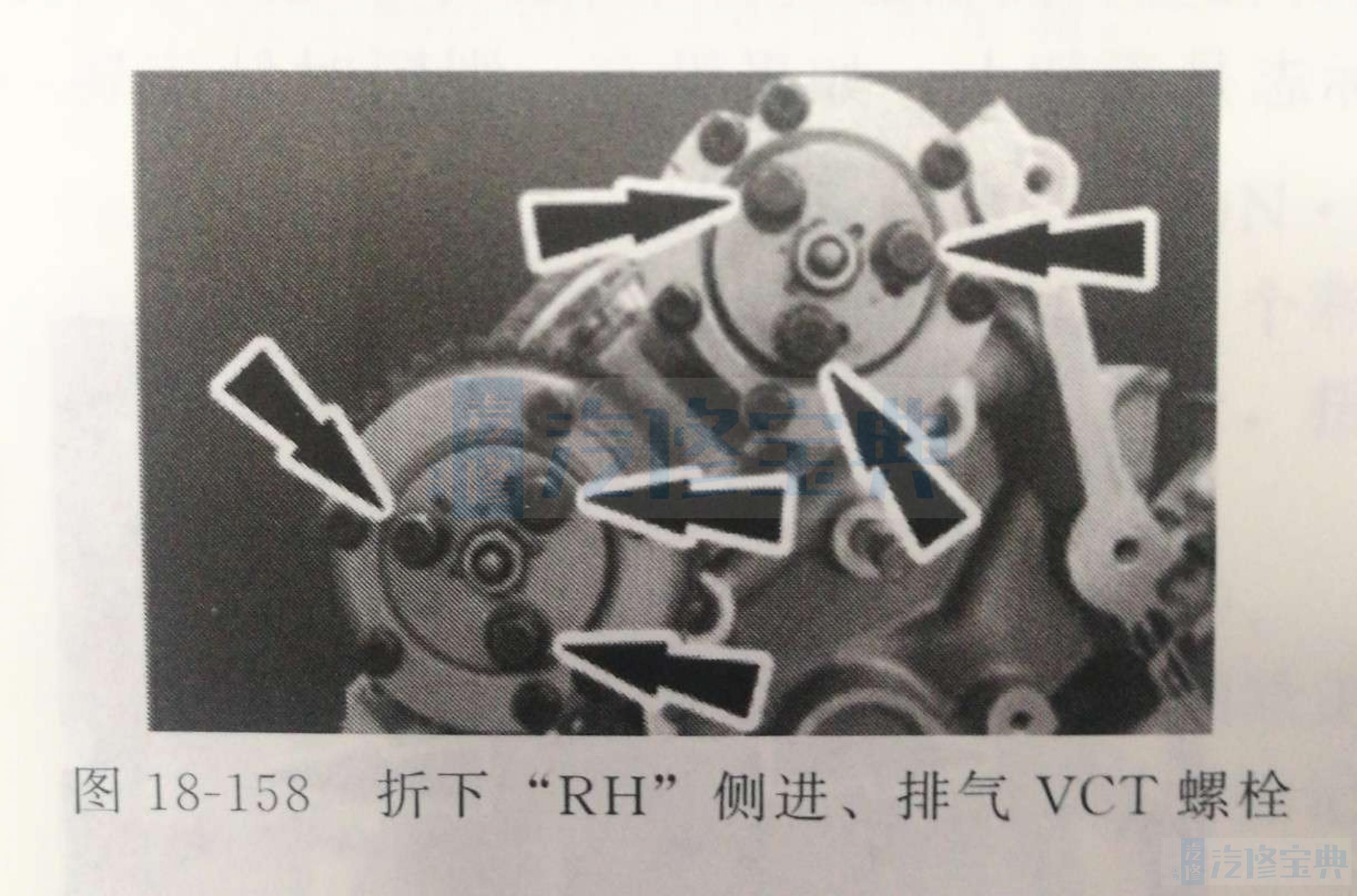
⑧拆下3个“RH”侧进气可变凸轮轴正时(VCT)装配螺栓和3个“RH”侧排气VCT装配螺栓,见图18-158。
⑨滑动“RH”侧VCT组件和次级正时链条进2mm(0.078in),见图18-159。
⑩压下“RH”侧次级正时链条张紧器,并打开张紧器90°,见图18-160。
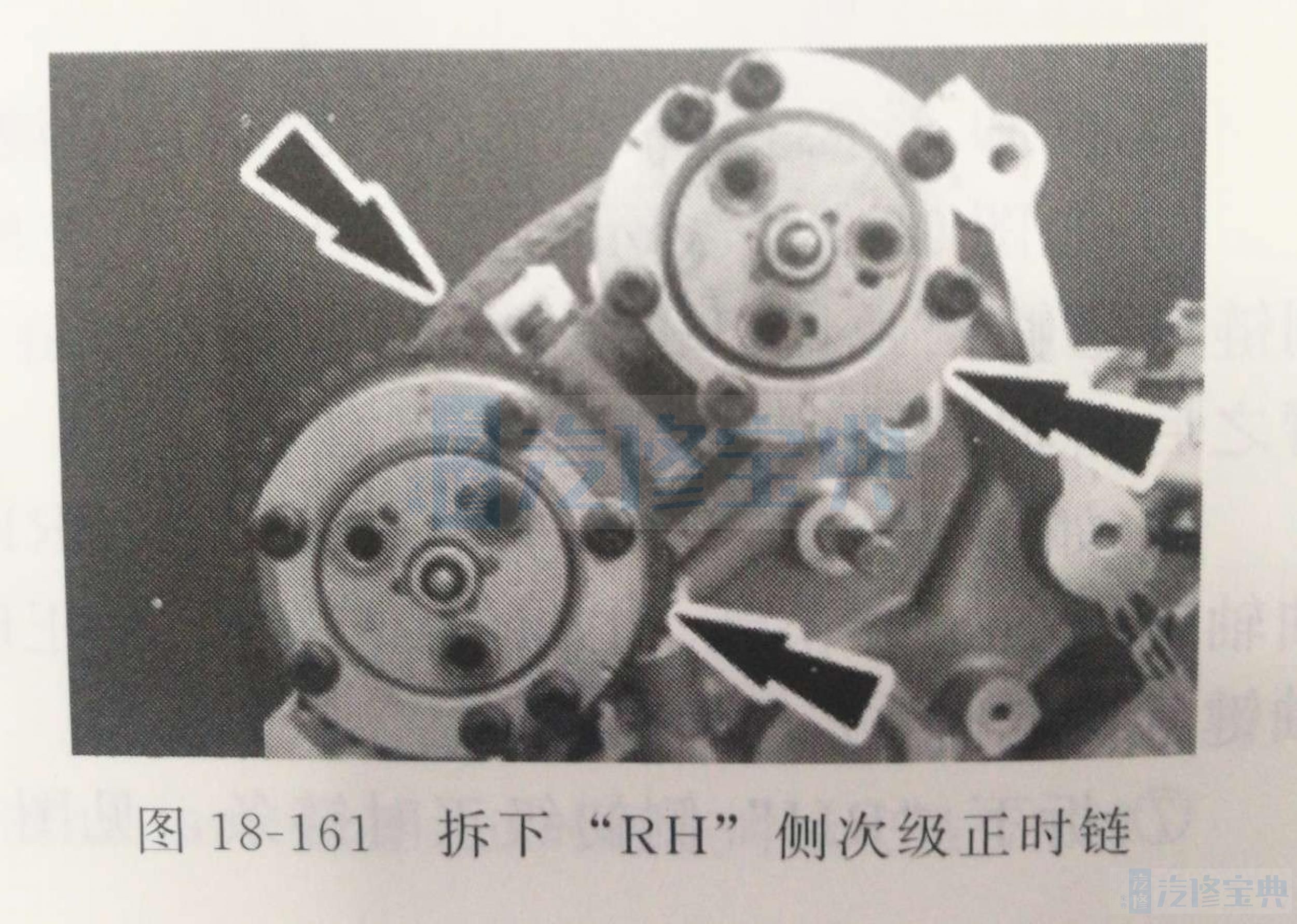
拆下“RH”侧VCT组件和“RH”侧次级正时链条,见图18-161。
使用曲轴保持工具,逆时针转动曲轴直到曲轴键槽处于9点钟位置,见图18-162。
拆卸2个螺栓和“LH”侧主正时链条张紧器,见图18-163。
如图18-164所示取出“LH”侧正时链条张紧器臂。注意:可能必须稍微旋转曲轴到链条足够松弛,以拆下“LH”侧正时链条张紧器臂。取出“LH”侧正时链条张紧器臂后曲轴键槽调回到9点钟位置。
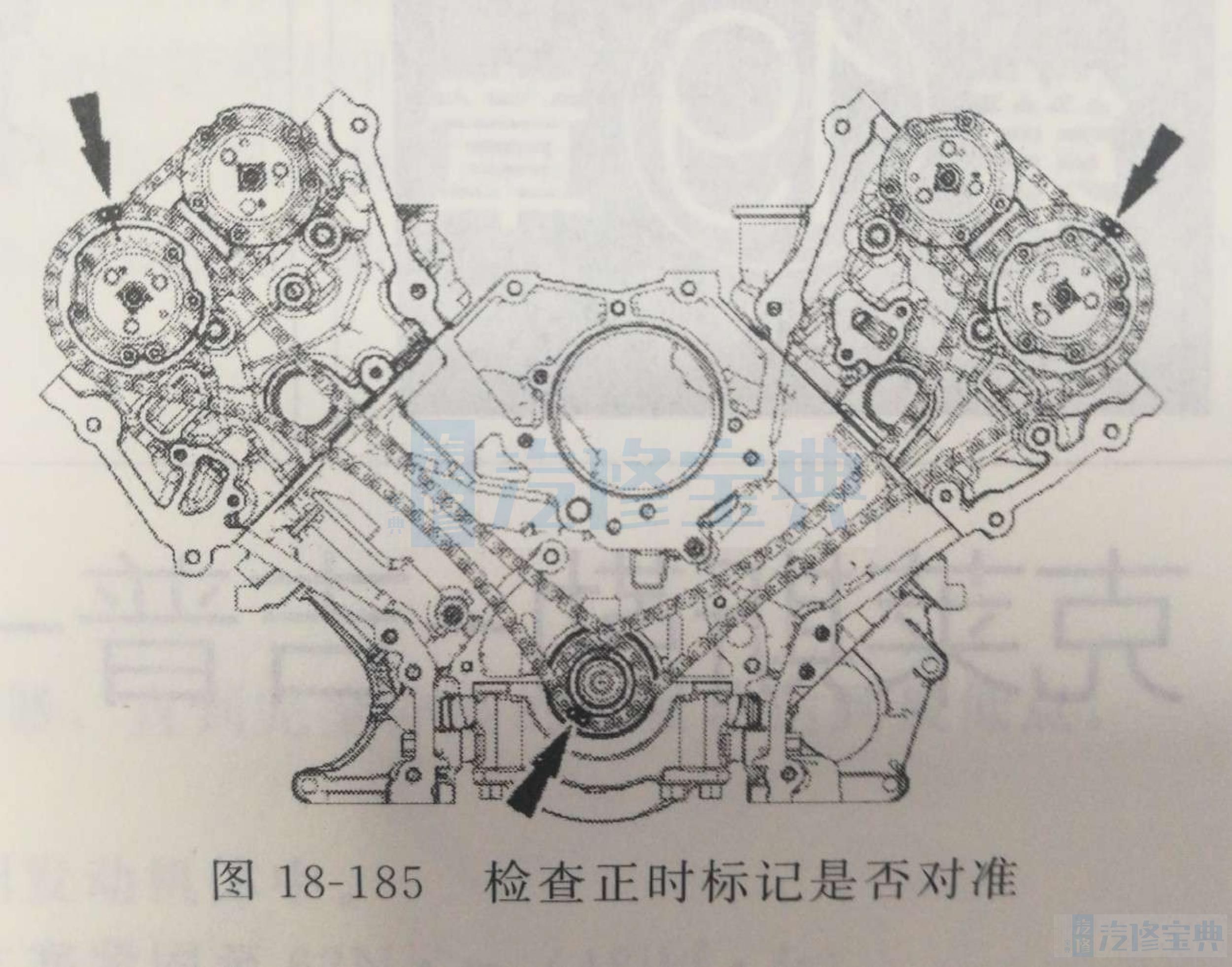
如图18-165所示,卸下螺栓和“LH”侧的正时链条导轨。注意:可能必须稍微旋转曲轴到链条足够松弛,以拆下“LH”侧定时链条导轨。移除“LH”侧正时链条导引后曲轴键槽调回至9点钟位置。
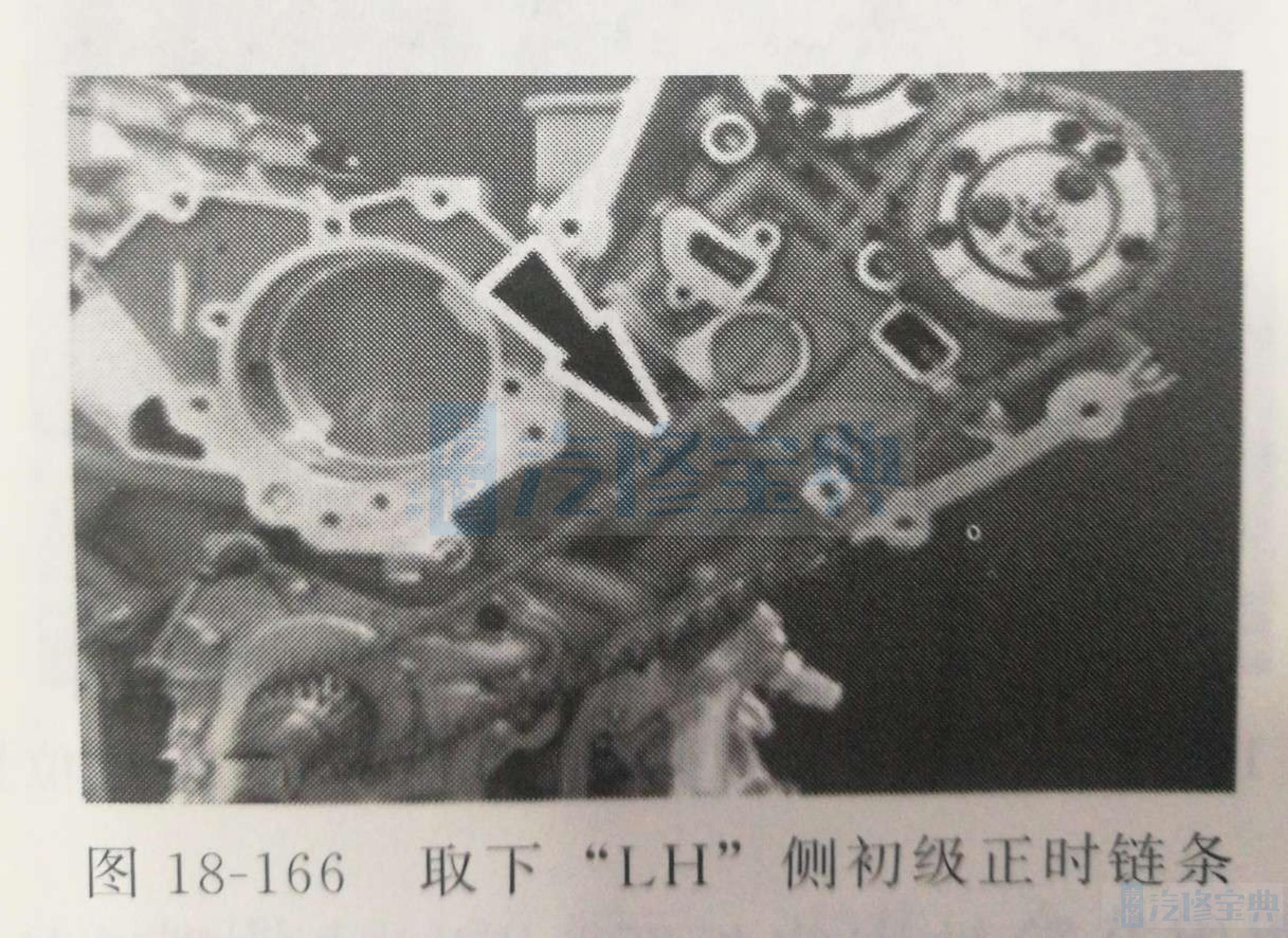
取出“LH”侧初级正时链条,见图18-166。
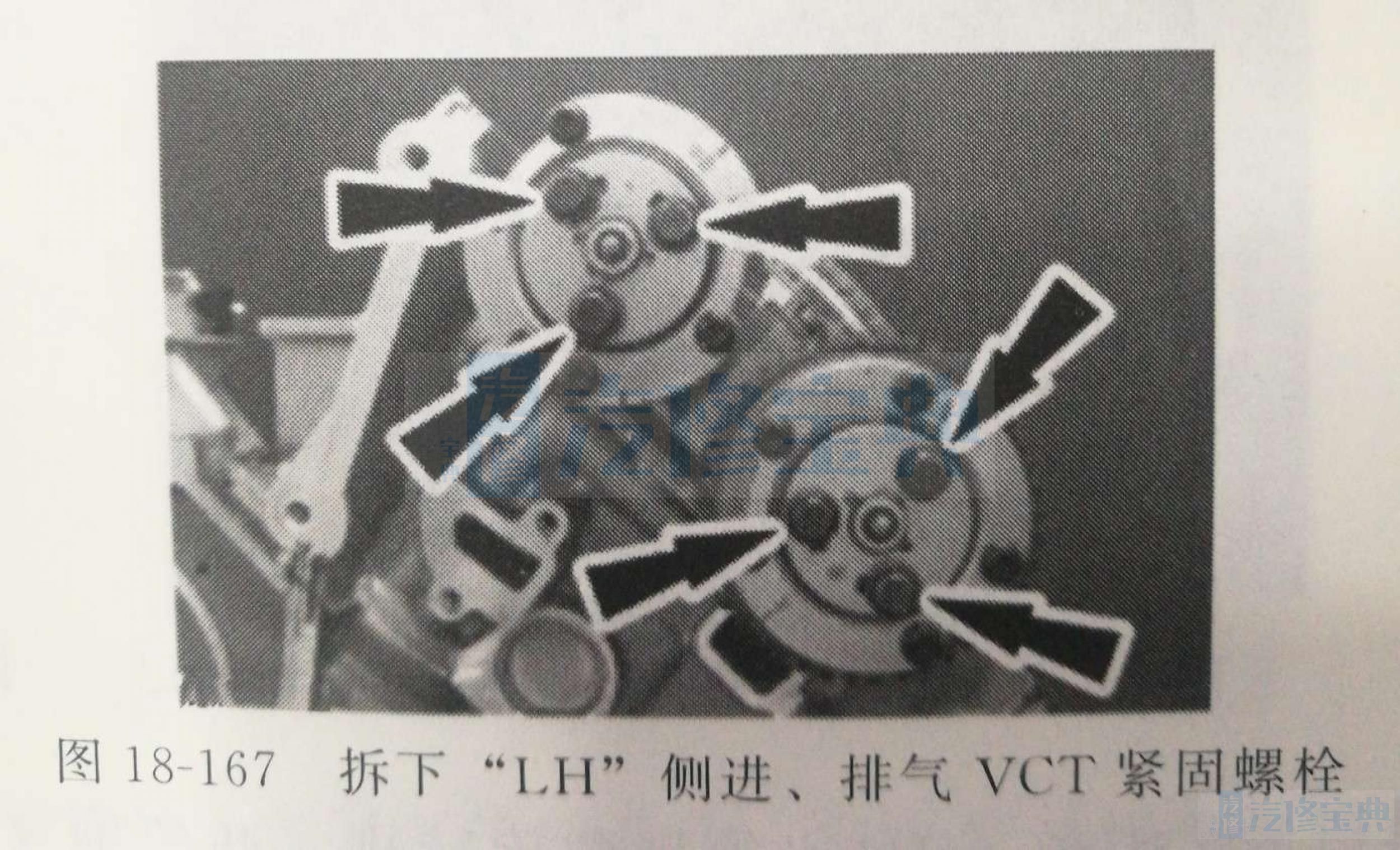
拆下3个“LH”侧进气可变凸轮轴正时(VCT)装配螺栓和3个“LH”侧排气VCT装配螺栓,见图18-167。
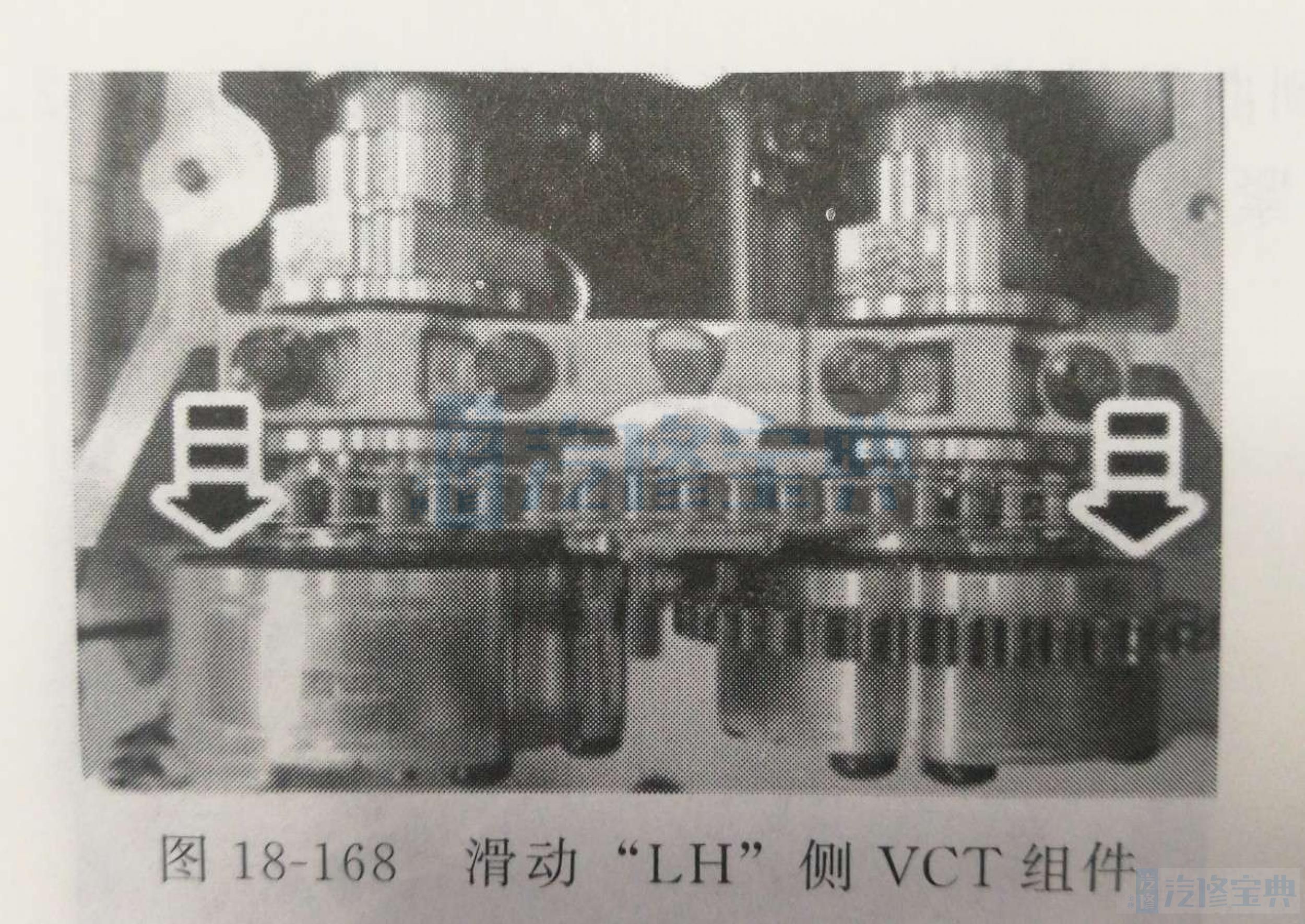
滑动“LH”侧VCT组件和次级正时链条向前2mm(0.078in),见图18-168。
压下“LH”侧次级正时链条张紧器,并打开张紧器90°,见图18-169。
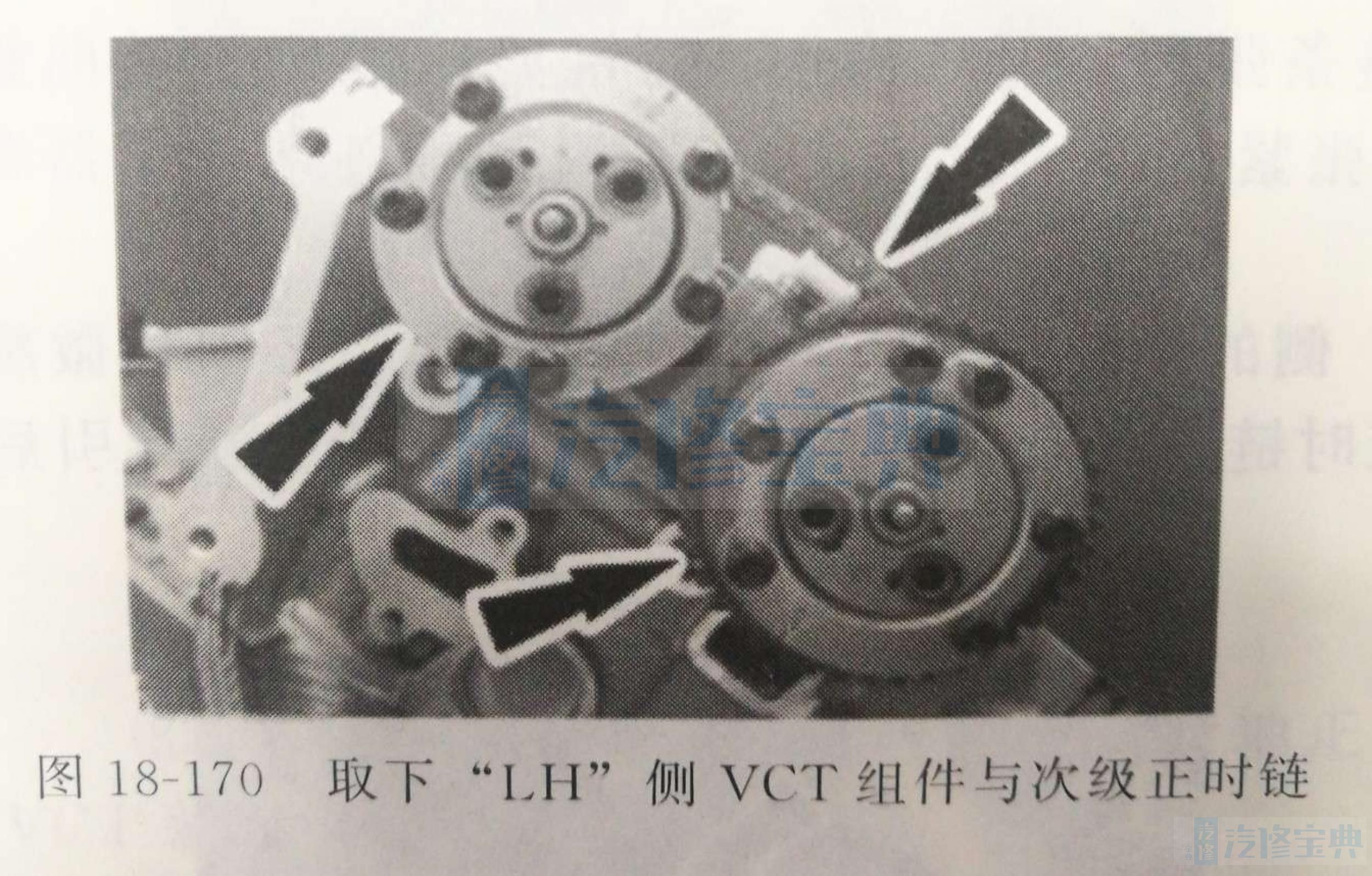
取出“LH”侧VCT组件和“LH”侧次级正时链条,见图18-170。
拆下曲轴链轮,见图18-171。
正时链安装①将凸缘朝前安装曲轴链轮。
②安装辅助正时链条上“LH”侧VCT组件。对齐VCT组件的正时标记和二次正时链的着色链节,如图18-172所示。进气VCT装配的正时标记应在2个连续的彩色链接之间保持一致。排气VCT装配的正时标记应与单彩色链接对齐。
③安装“LH”侧VCT组件到距离次级正时链条“LH”侧凸轮轴2mm的位置。排气VCT组件定时标记应在11点位置,见图18-173。
④注意:可能必须稍微旋转排气凸轮轴(使用凸轮轴固定扳手)固定VCT组件到凸轮轴。
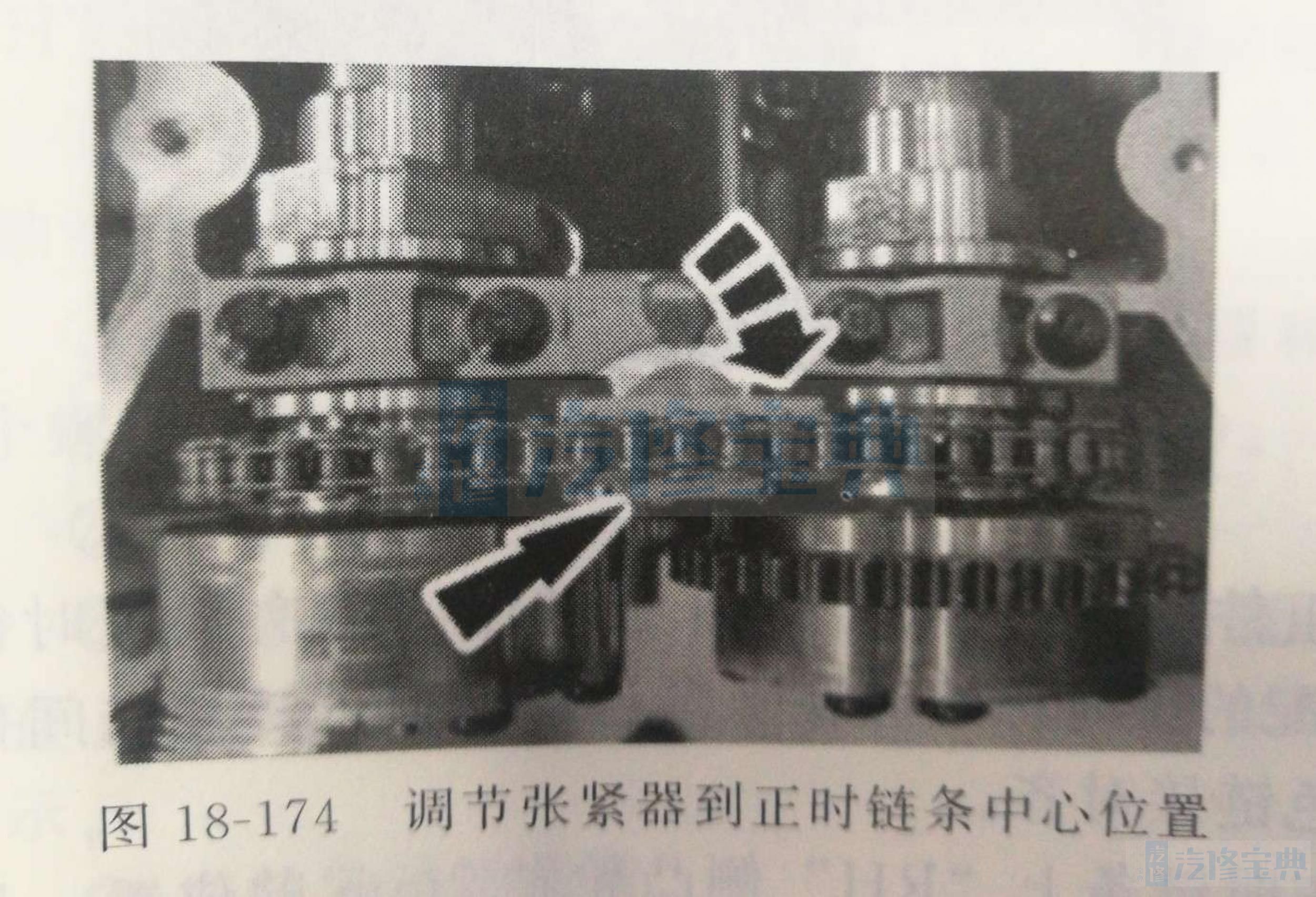
旋转次级正时链条张紧器90°,使倾斜面正好对着已经装配就位的VCT组件。如果次级正时链条不是以张紧器为中心,则重新定位VCT组件,直到它们完全在凸轮轴上就位,见图18-174。
⑤安装3个“LH”侧进气VCT装配螺栓和3个“LH”侧排气VCT装配螺栓。拧紧扭矩:15N·m外加90°。注意:使用凸轮轴上的一个操作单元,用扳手将凸轮轴固定同时拧紧VCT装配螺栓。
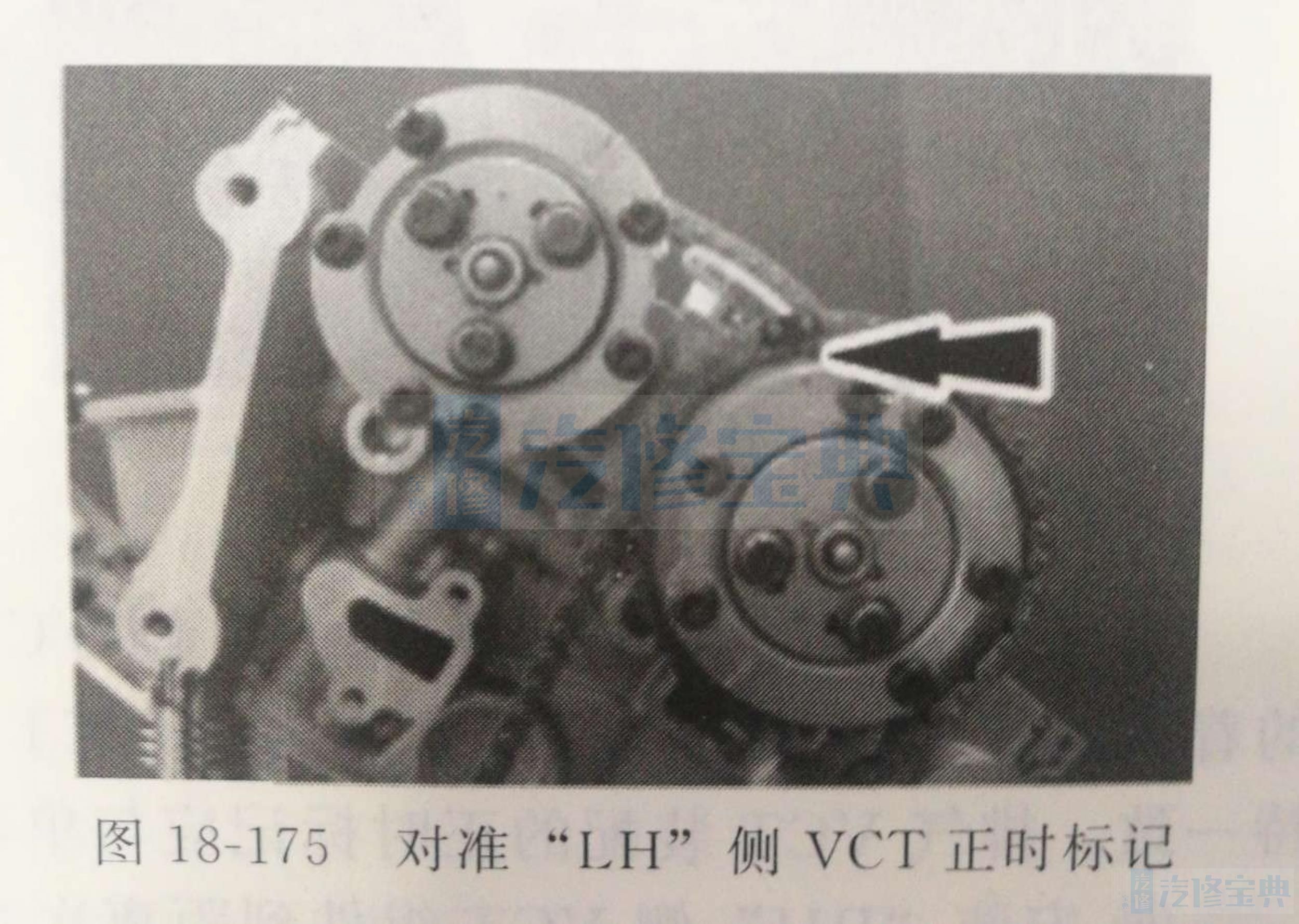
⑥安装“LH”侧初级正时链条。对准“LH”侧VCT装配正时标记与正时链的彩色链节,见图18-175。
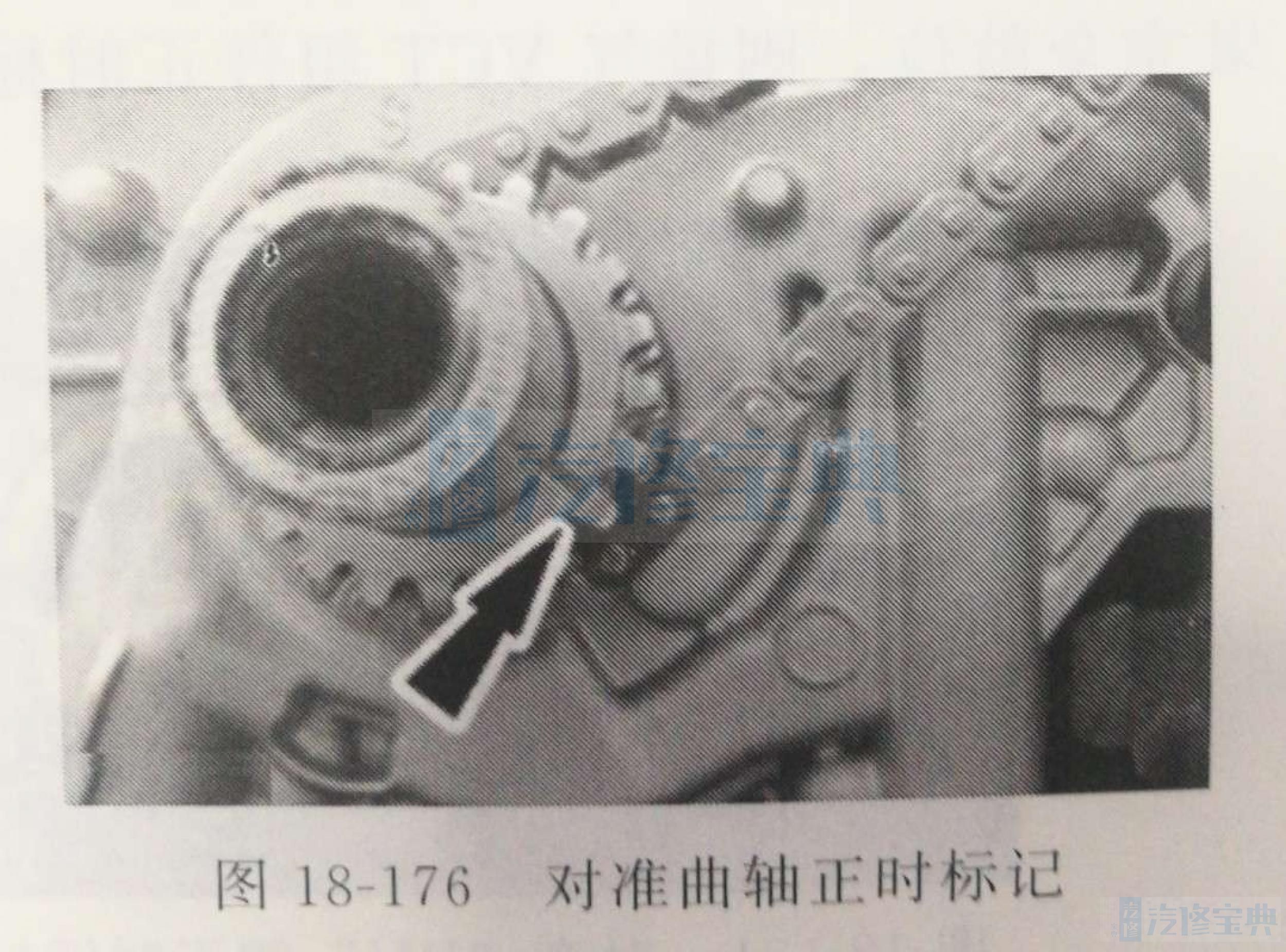
⑦对准曲轴链轮正时标记和正时链上的有色链节,见图18-176。
⑧安装“LH”侧正时链条导轨和螺栓。拧紧扭矩:10N·m(89lbf·in)。注意:为了方便安装“LH”侧正时链条导轨,需要稍微旋转曲轴,使链条松弛下来。安装“LH”侧定时链条导轨后,曲轴键槽返回至9点钟位置。
⑨安装“LH”侧正时链条张紧器臂。注意:为了方便安装“LH”侧正时链条张紧器臂,需要稍微旋转曲轴,使链条松弛下来。安装LH正时链条张紧器臂后返回曲轴键槽9点钟位置。
通过以下3个步骤完成对左右两个主正时链条张紧器的复位。
⑩如图18-177所示,用台钳的边缘压缩主正时链条张紧器柱塞。注意:不要将棘轮组件压到,否则会损坏张紧器。
用小螺丝刀压下并保持棘轮机构,然后推棘轮臂回张紧器里面,见图18-178。
安装辅助正时链条到“RH”侧VCT组件。对齐VCT组件正时标记和次级正时链的着色链节,如图18-181所示。进气VCT装配的正时标记应在2个连续的彩色链接之间保持一致。排气VCT装配的正时标记应与单彩色链接对齐。
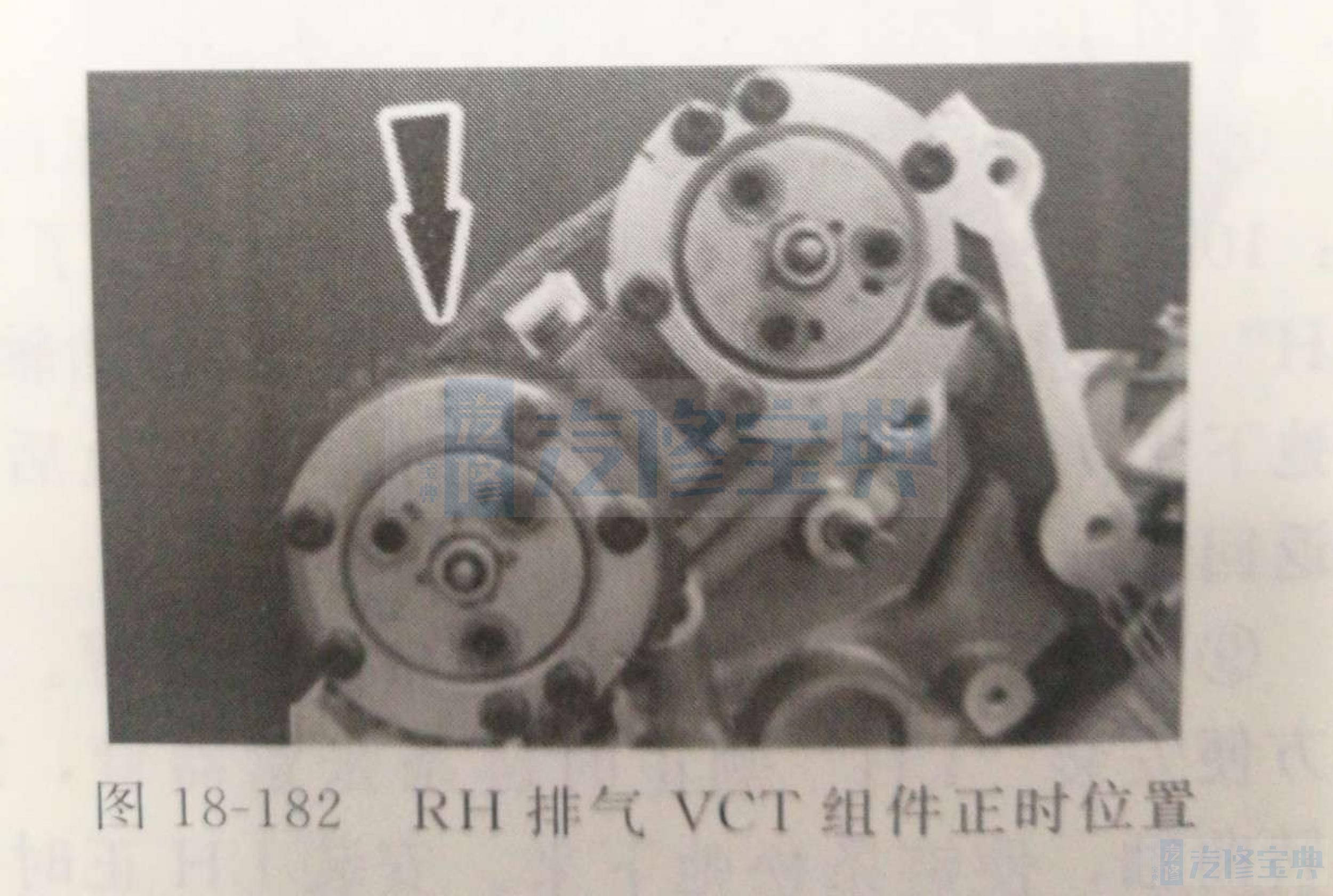
安装“RH”侧VCT组件到距离次级正时链条上“RH”侧凸轮轴2mm的位置,如果完全就位,则排气VCT组件正时标记应该是在1点钟的位置,见图18-182。
旋转次级正时链条张紧器90°,使倾斜面正好对着已经装配就位的VCT组件。如果次级正时链条不是以张紧器为中心,则重新定位VCT组件,直到它们完全在凸轮轴上就位。注意:可能必须稍微旋转排气凸轮轴(使用扳手固定凸轮轴的一个单元)固定VCT组件到凸轮轴。
安装3个“RH”侧进气VCT装配螺栓和3个“RH”侧排气VCT装配螺栓。拧紧扭矩:15N·m外加90°。注意:使用扳手锁定凸轮轴上的一个单元,同时紧固VCT装配螺栓。
安装“RH”侧初级正时链条。对齐“RH”侧VCT装配正时标记与正时链的彩色链节,见图18-183。
对准曲轴链轮正时标记与正时链有色链节,见图18-184。