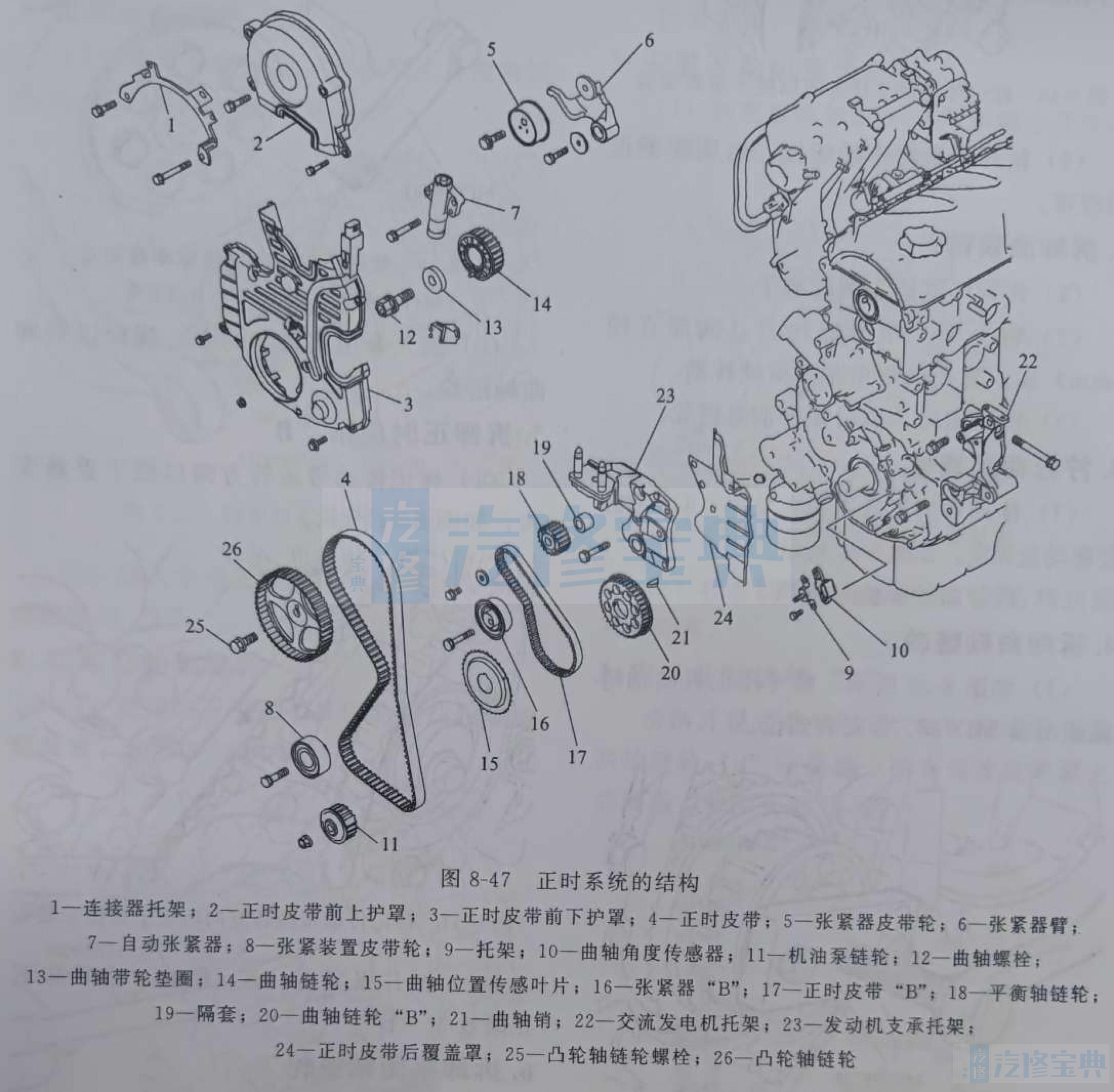
一、正时系统的结构正时系统的结构如图8-47所示。
二、拆卸维修要点1.拆卸正时皮带(1)标记传动带运转方向以便于重新安装,如图8-48所示。
(2)松开张紧器带轮螺栓,然后卸下正时皮带。
2.拆卸油泵链轮(1)拆卸气缸体左侧的塞子。
(2)将一个十字形螺丝刀(柄部直径8mm)插入塞孔以防止左平衡轴转动。
(3)松开螺母,然后卸下油泵链轮。
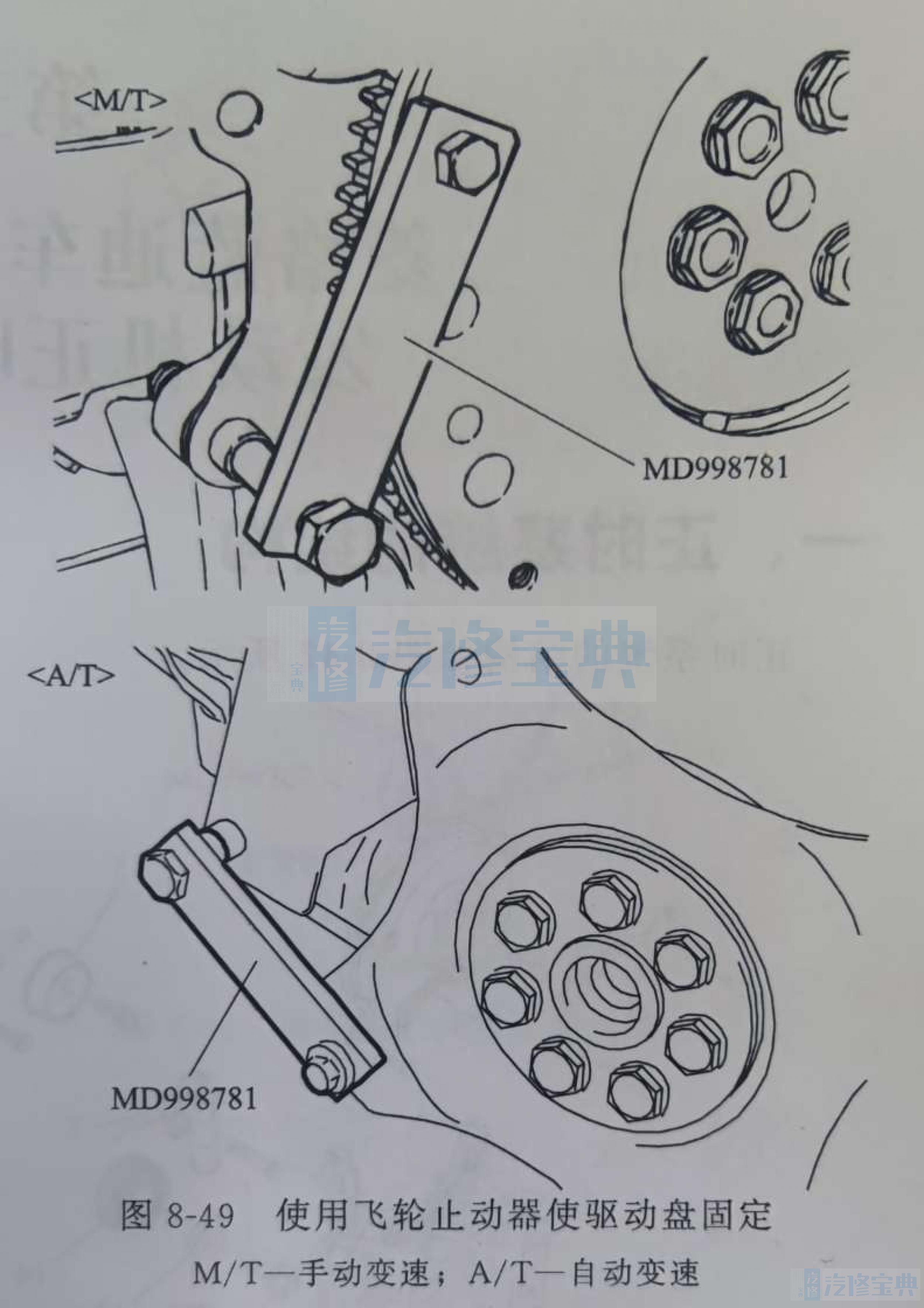
3.拧松曲轴螺栓(1)使用专用工具飞轮止动器MD998781使驱动盘固定,如图8-49所示。
(2)拆卸曲轴螺栓与垫圈。
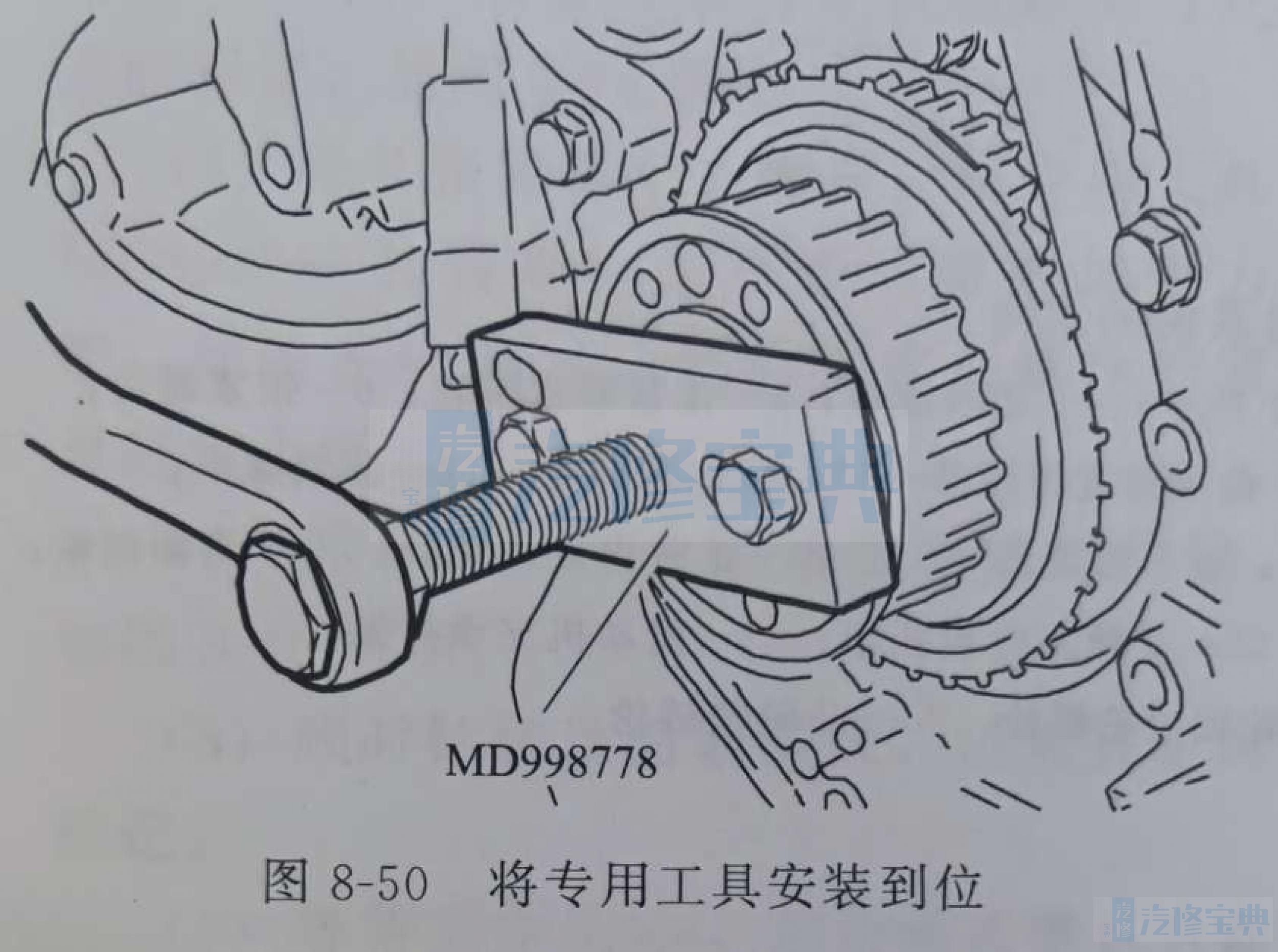
4.拆卸曲轴链轮(1)如图8-50所示,将专用工具曲轴链轮拔出器MD998778安装到位。
(2)旋入专用工具上的中心螺栓以拆卸曲轴链轮。
5.拆卸正时皮带“B”(1)标记传动带运转方向以便于重新安装,如图8-51所示。
(2)松开张紧器“B”螺栓,然后卸下正时皮带“B”。
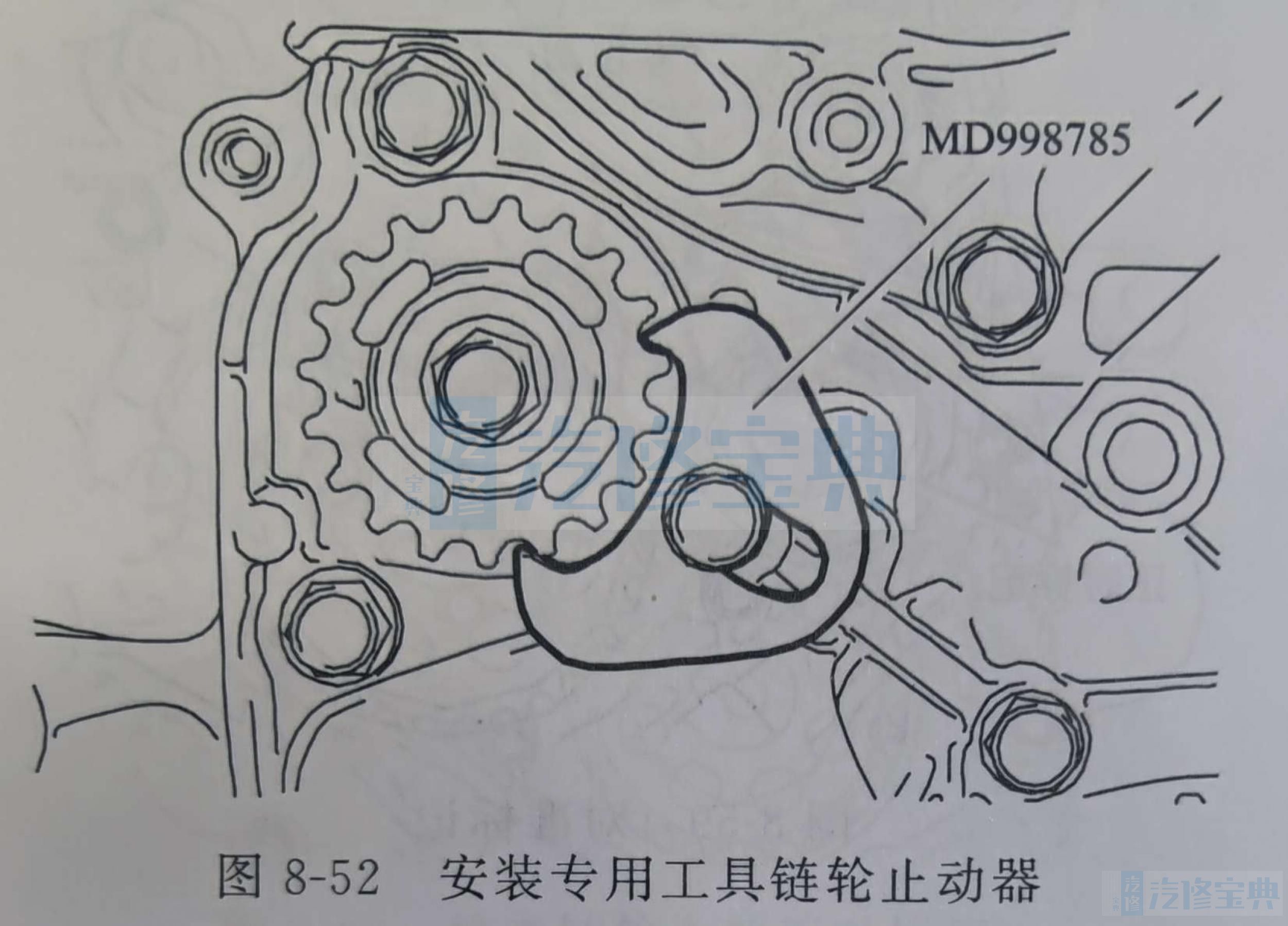
6.拆卸平衡轴链轮(1)按图8-52安装专用工具链轮止动器MD998785以防止平衡轴链轮一起旋转。
(2)松开螺栓并拆卸链轮。
7.拆卸曲轴链轮“B”(1)如图8-53所示,将专用工具曲轴链轮拔出器MD998778安装到位。
(2)旋入专用工具上的中心螺栓以拆卸曲轴链轮“B”。
8.拆卸凸轮轴链轮(1)使用以下专用工具以防止凸轮轴链轮旋转,如图8-54所示。
a.端部叉形固定架。
b.链轮保持架销。
(2)拆卸凸轮轴链轮。
三、安装维修要点1、安装凸轮轴链轮(1)使用以下专用工具以防止凸轮轴链轮旋转。
a.端部叉形固定架。
b.链轮保持架销。
(2)按规定力矩拧紧凸轮轴链轮螺栓。
拧紧力矩:88N·m±10N·m。
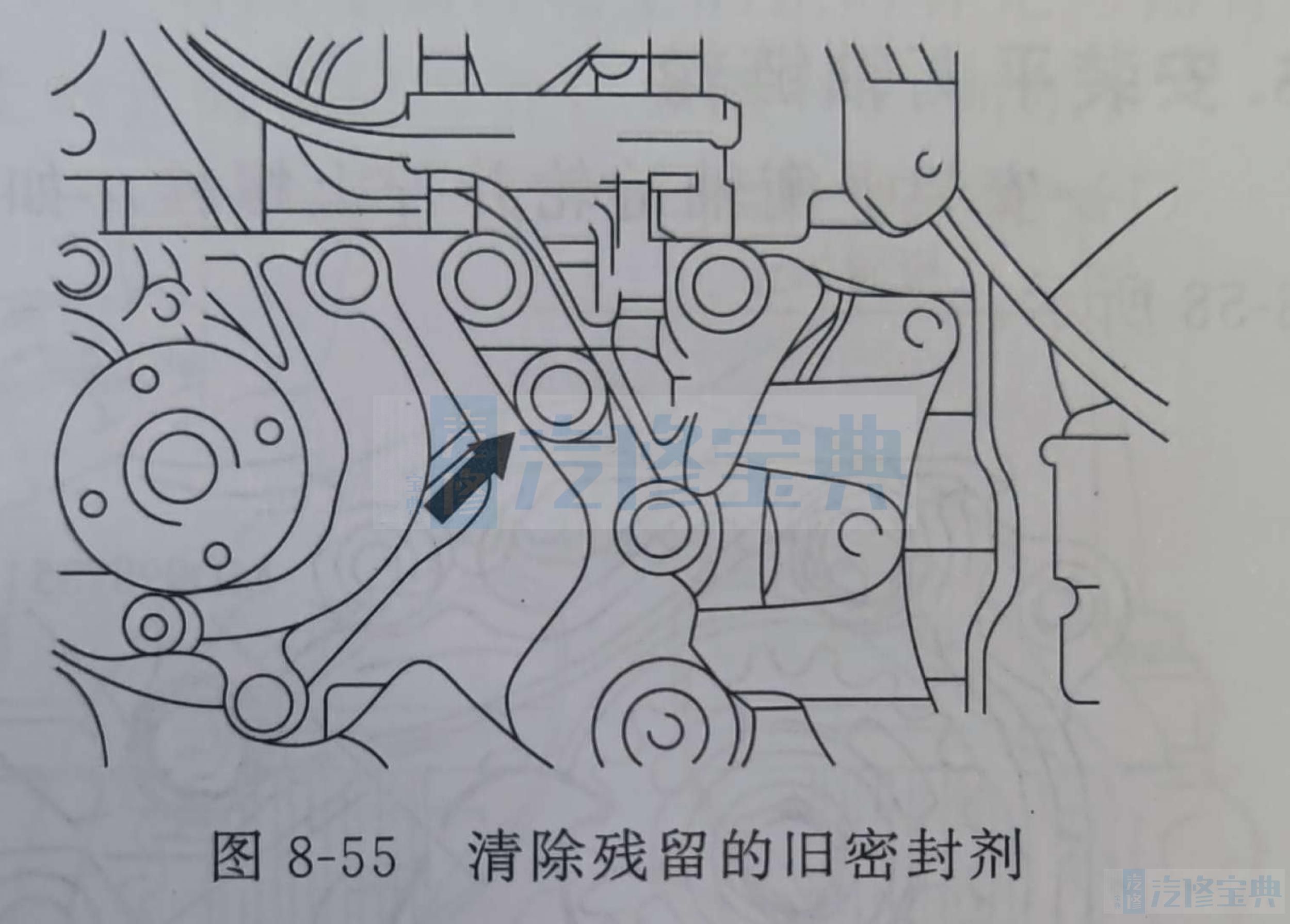
2.安装发动机支承托架(1)彻底清除如图8-55所示螺栓及其对应螺纹孔上残留的旧密封剂。
(2)在螺栓上涂抹密封剂,然后将其旋入并拧紧。
3.安装曲轴链轮“B”清洁并脱去曲轴链轮“B”前端管壳及曲轴链轮“B”在曲轴上的安装连接表面上的油脂,如图8-56所示。
注:脱脂是防止接触表面上磨损的必要措施。
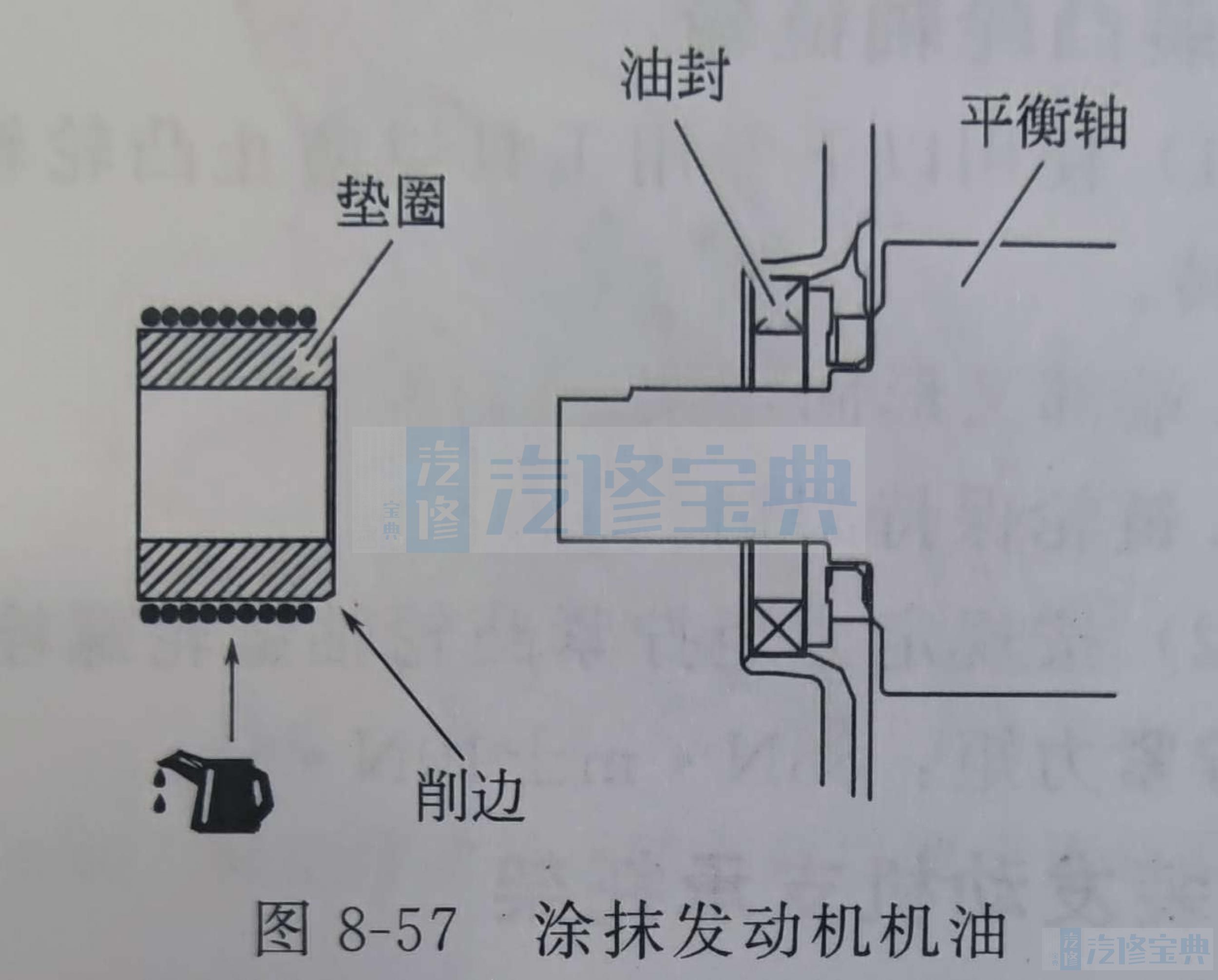
4.安装隔套(1)在油封的唇部区域薄薄地涂抹一层洁净的发动机机油,如图8-57所示。
(2)安装隔套,使其倒角一端朝向油封。
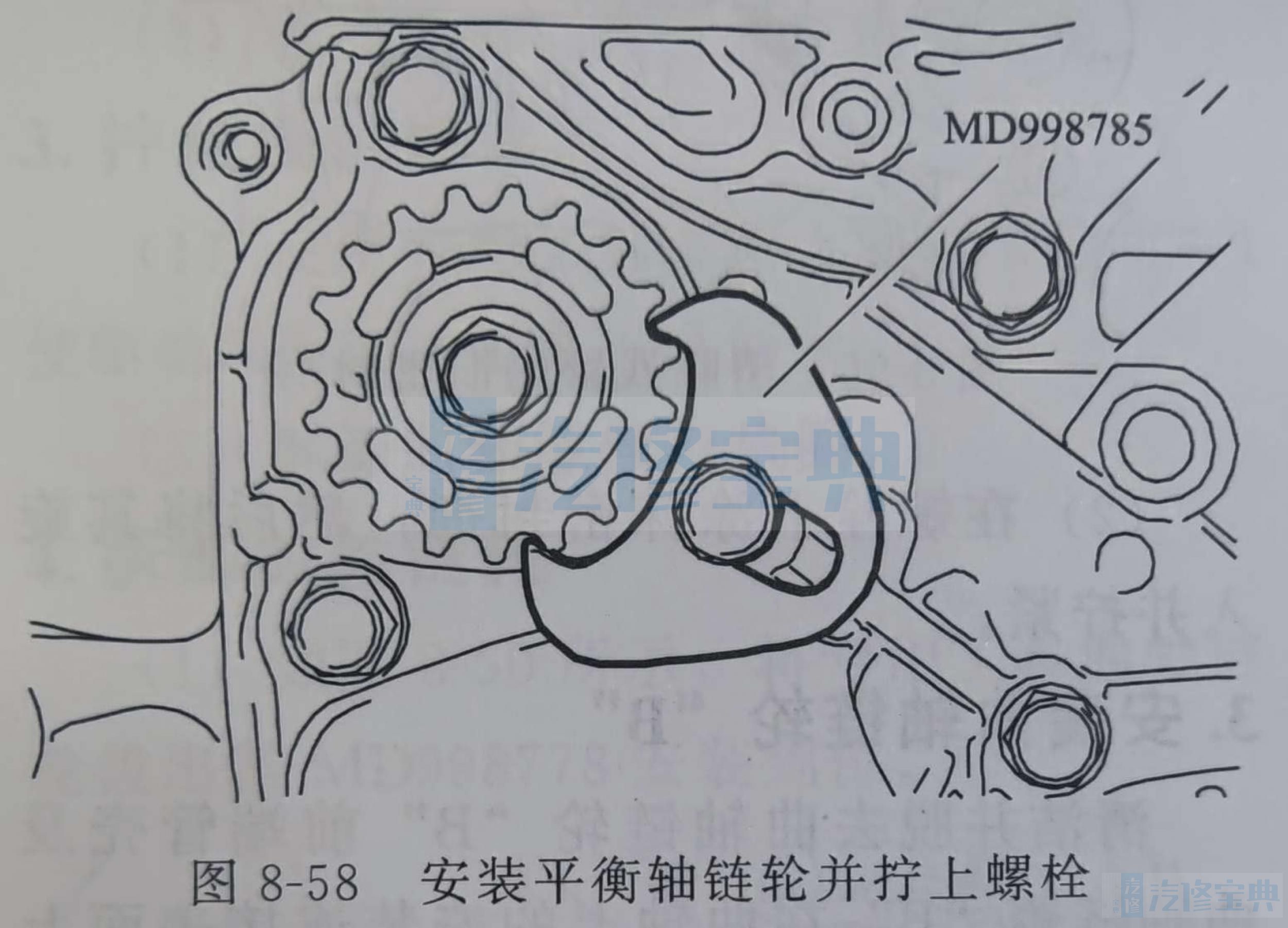
5.安装平衡轴链轮(1)安装平衡轴链轮并拧上螺栓,如图8-58所示。
(2)如图8-58所示,使用专用工具链轮止动器MD998785以锁定平衡轴。
(3)拧紧螺栓,然后卸下专用工具。
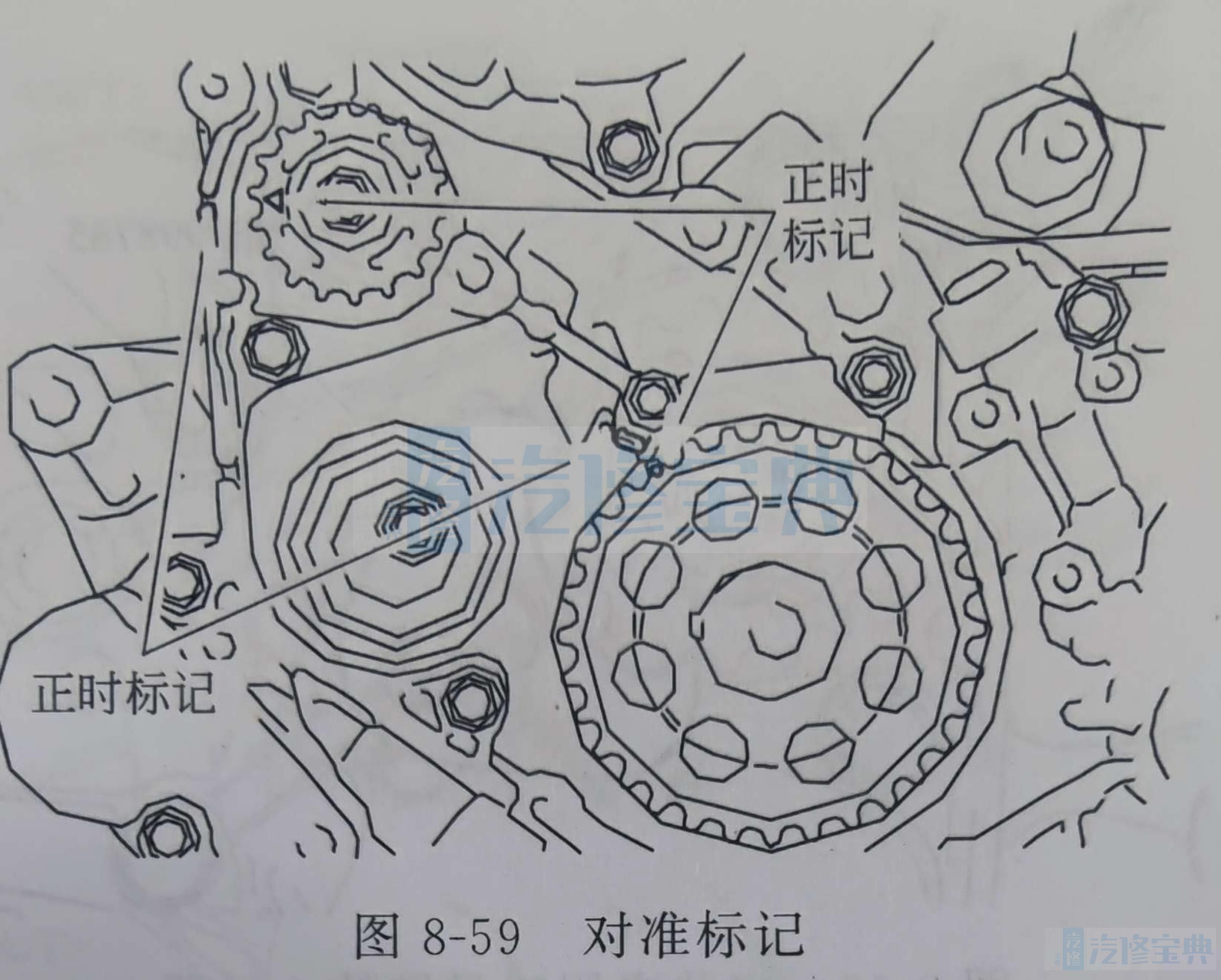
6.安装正时皮带“B”(1)将曲轴链轮“B”及平衡轴链轮上的正时标记与前壳上的标记对齐,如图8-59所示。
(2)将正时皮带“B”安装在曲轴链轮“B”和平衡轴链轮上。张紧一侧不应出现松弛情况。
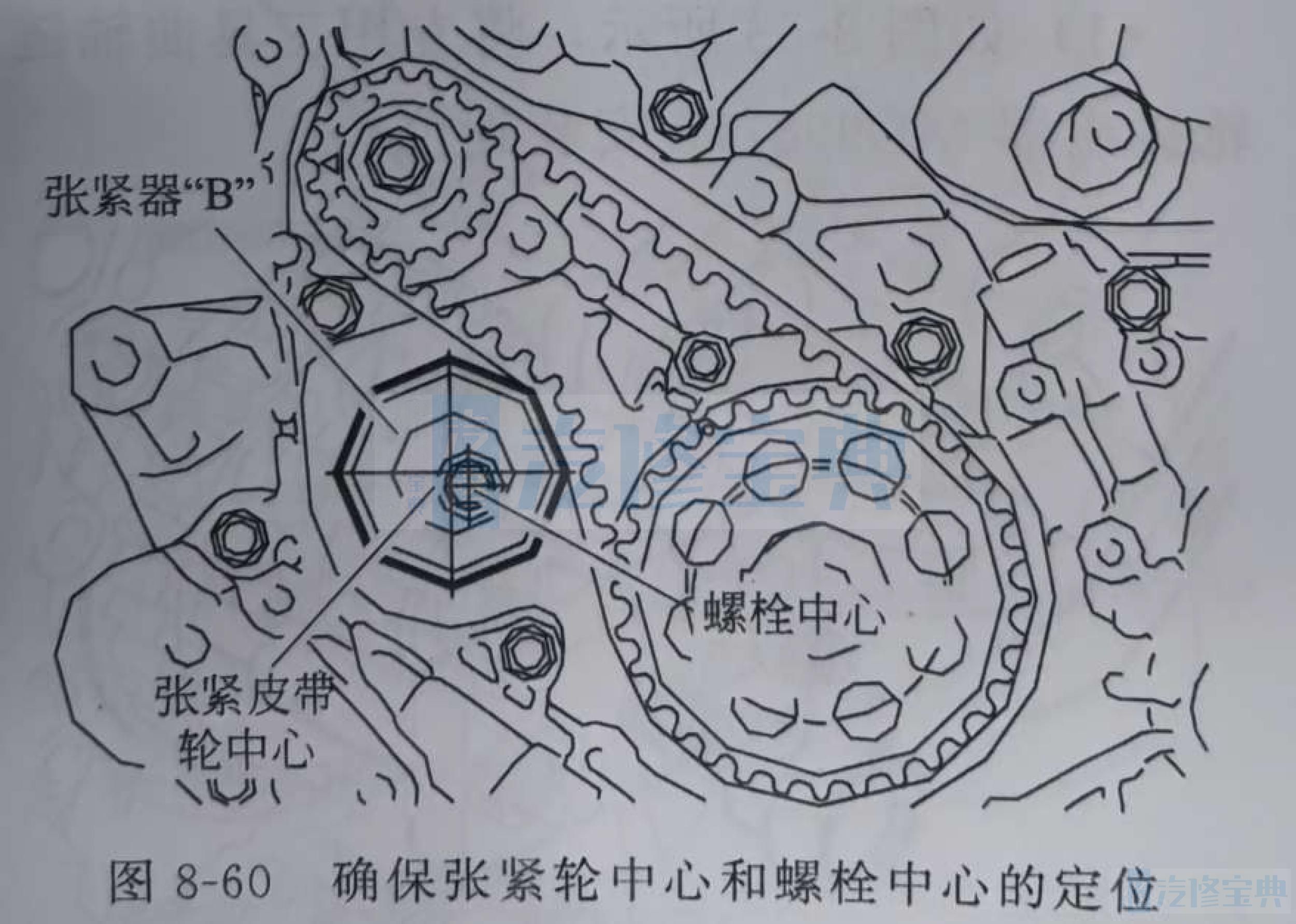
(3)确保张紧轮中心和螺栓中心的定位与图8-60所示定位一致。
(4)用手指按箭头所指方向移动张紧器B”(如图8-61所示),以使正时皮带张紧侧有足够的预紧力。在此状态下拧紧螺栓以固定张紧器“B”。在螺栓被拧紧后,注意防止张紧皮带轮轴与螺栓共同旋转。如果张紧皮带轮轴与螺栓共同旋转,则皮带将被过量张紧。
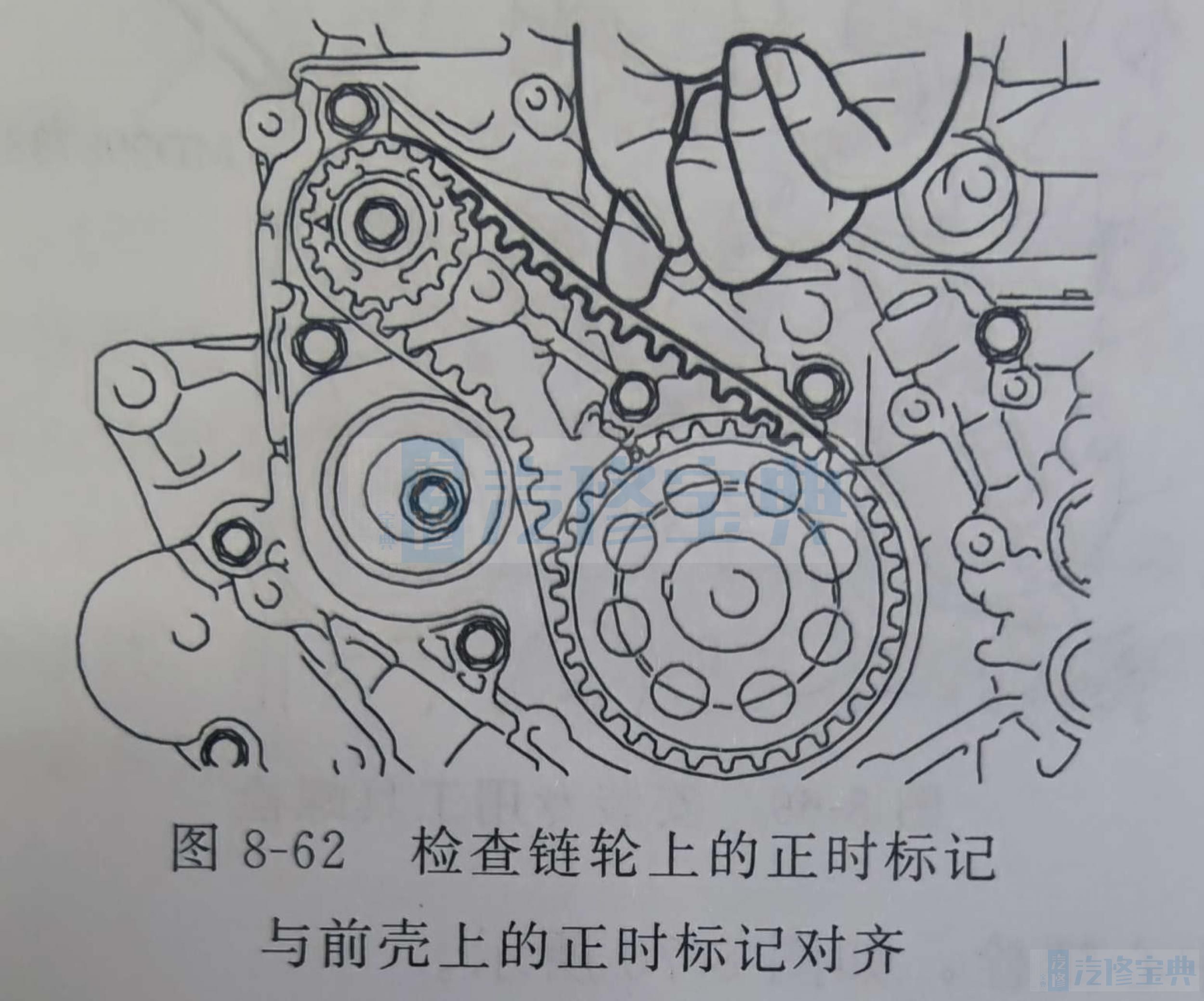
(5)检查曲轴链轮上的正时标记与前壳上的正时标记对齐,如图8-62所示。
(6)请用食指在半轮距处挤压正时皮带B”的张紧侧。螺栓必须偏转5~7mm。
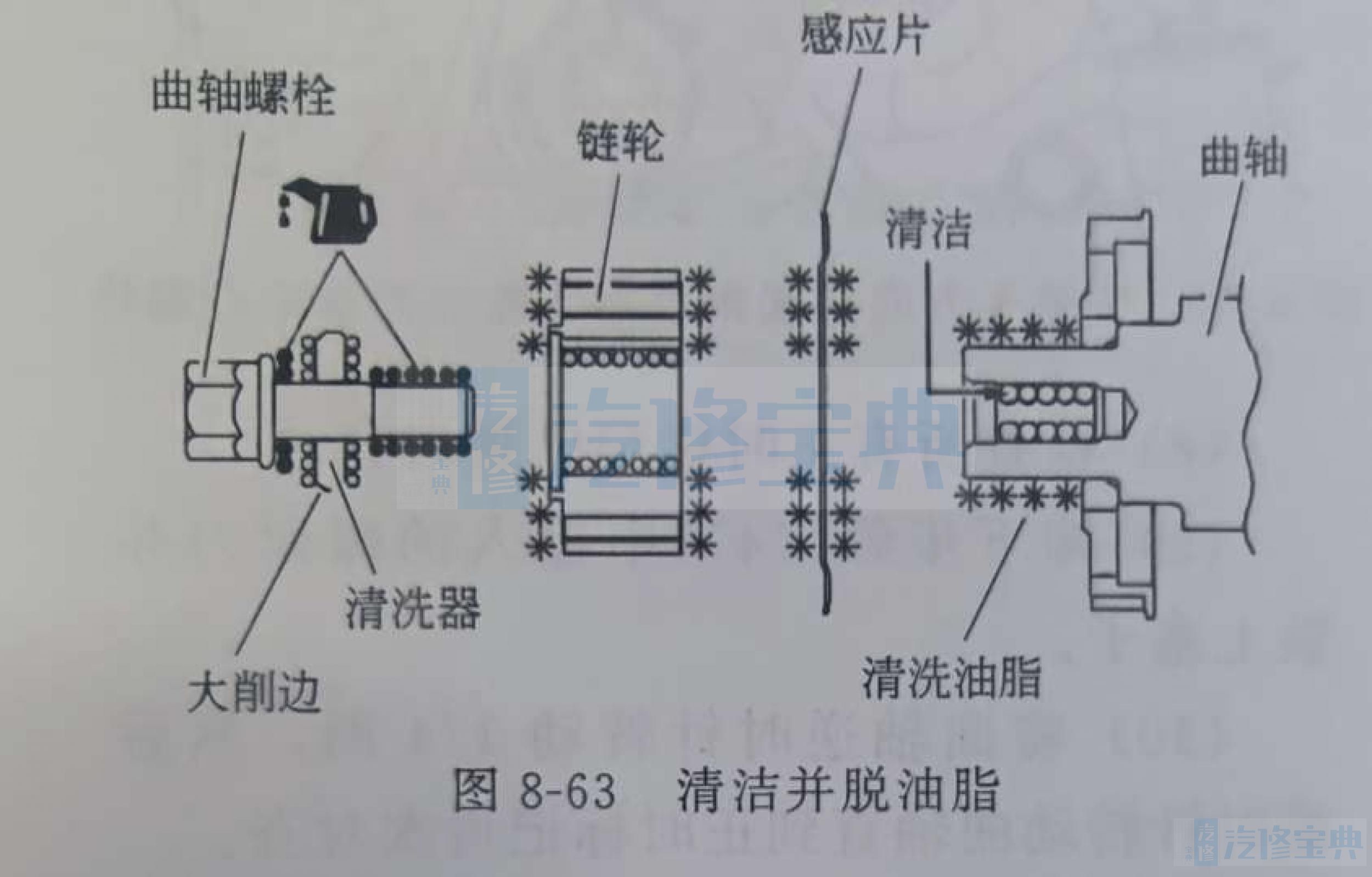
7.安装曲轴传感叶片/曲轴链轮/曲轴带轮衬垫/曲轴螺栓(1)清洁并脱去曲轴链轮与传感叶片及曲轴的接触表面上的油脂,如图8-63所示。
注:脱脂是防止接触表面上磨损的必要措施。
(2)清洁曲轴上的螺栓孔、曲轴与曲轴链轮的接触表面及衬垫。
(3)将传感叶片及曲轴链轮安装于曲轴上。
(4)在螺纹及曲轴螺栓的支持面上涂抹少量机油。
(5)将垫圈安装于曲轴螺栓上,并使倒角较大一侧朝向螺栓头部。
(6)使用专用工具飞轮止动器MD998781使驱动盘固定,如图8-64所示。
(7)按规定力矩拧紧曲轴螺栓。
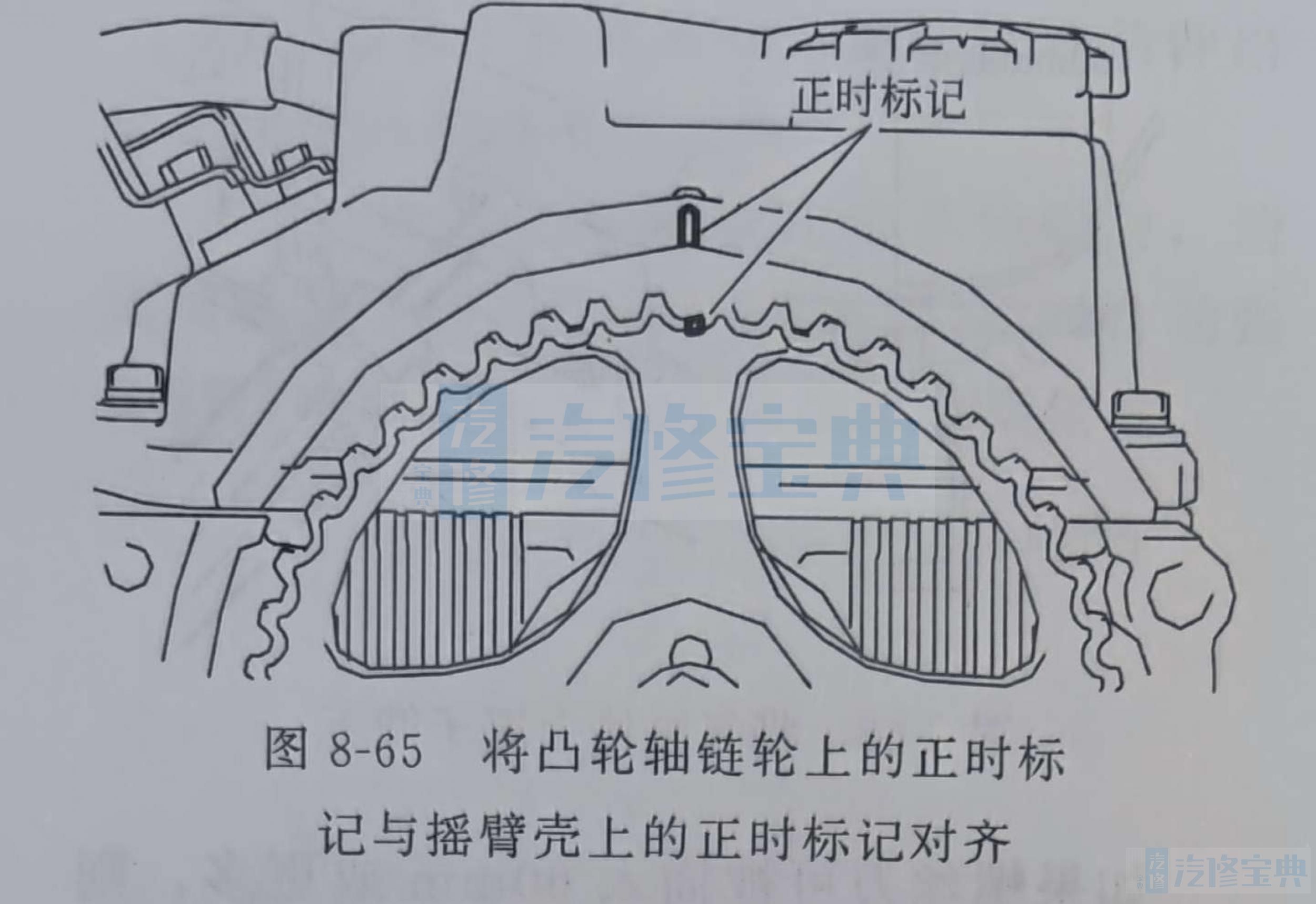
8.安装正时皮带(1)将凸轮轴链轮上的正时标记与摇臂壳上的正时标记对齐,如图8-65所示。
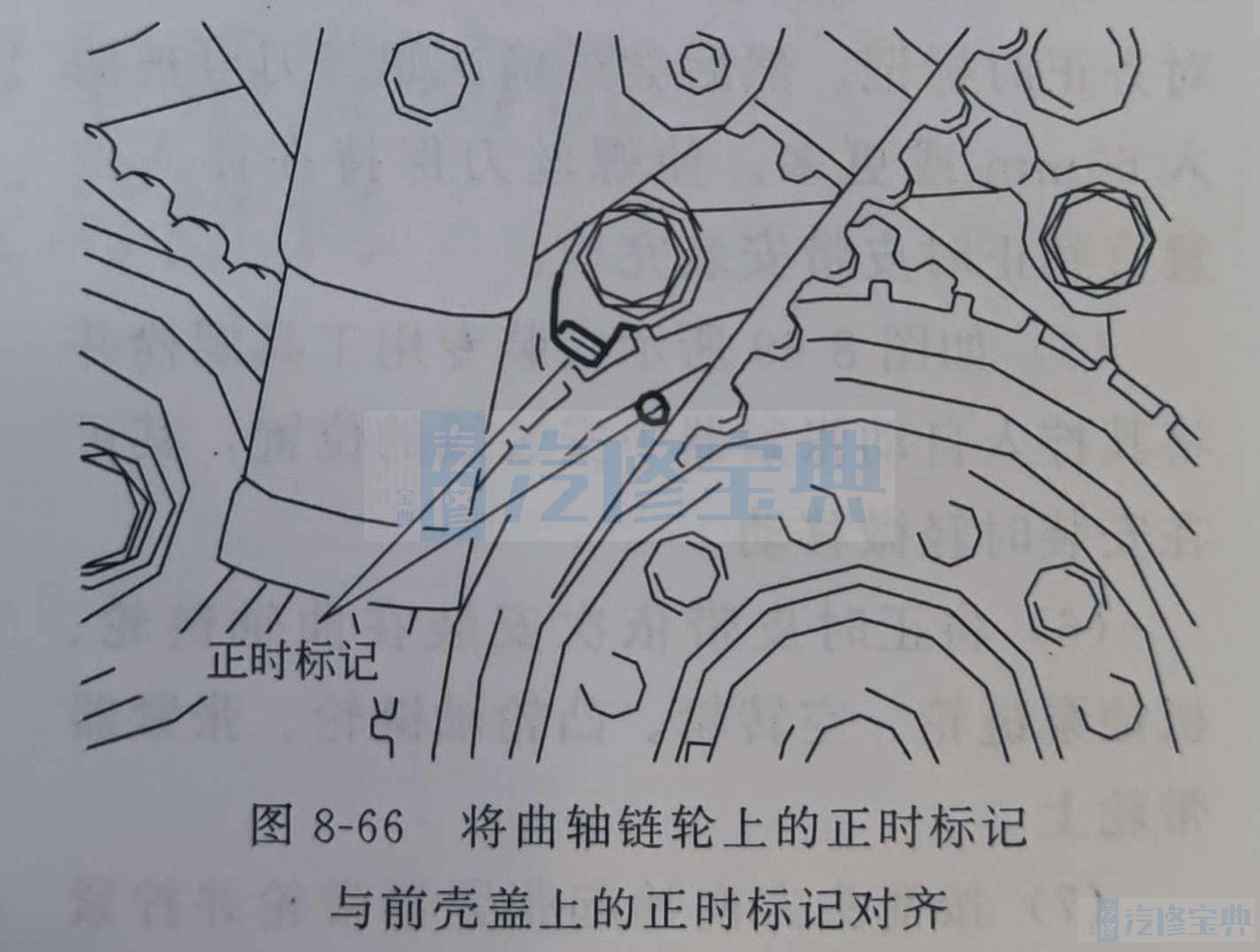
(2)将曲轴链轮上的正时标记与前壳盖上的正时标记对齐,如图8-66所示。
(3)将机油泵链轮上的正时标记与其配合标记对齐,如图8-67所示。
(4)将气缸体上塞子卸下并用一个十字形螺丝刀(柄部直径8mm)插入塞孔中,如图8-68所示。
如果螺丝刀可被插入60mm或更多,则正时标记已被对齐校准。如果只能插入20~25mm,请转动机油泵链轮一圈并重新对齐正时标记。然后尝试确认螺丝刀可被插入60mm或更多。使螺丝刀保持在插人位置直到正时皮带安装完毕。
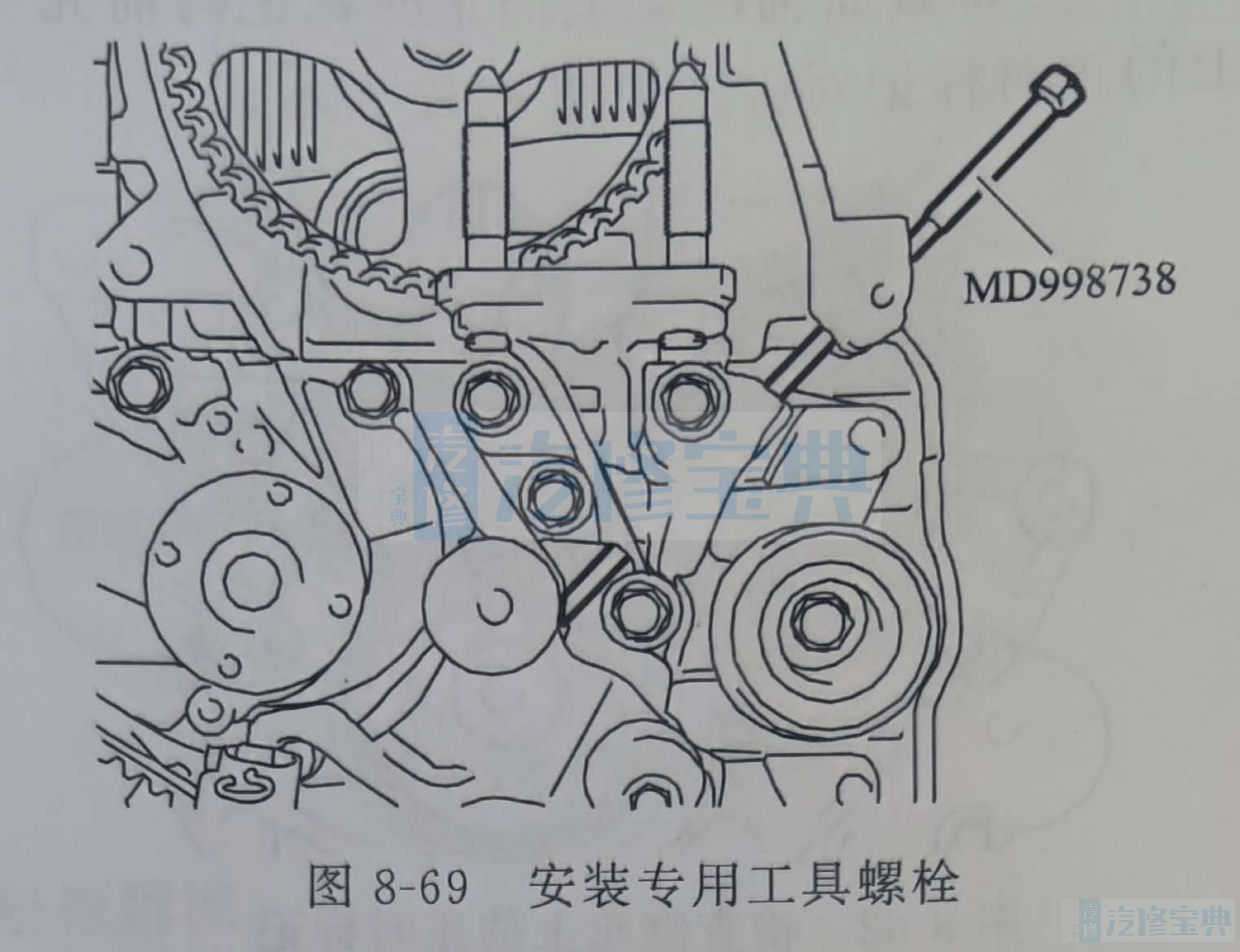
(5)如图8-69所示安装专用工具螺栓并将其拧入自动张紧器中安装线的位置,其可在安装时轻微移动。
(6)将正时皮带依次安装在曲轴链轮、机油泵链轮、空转轮、凸轮轴链轮、张紧器带轮上。
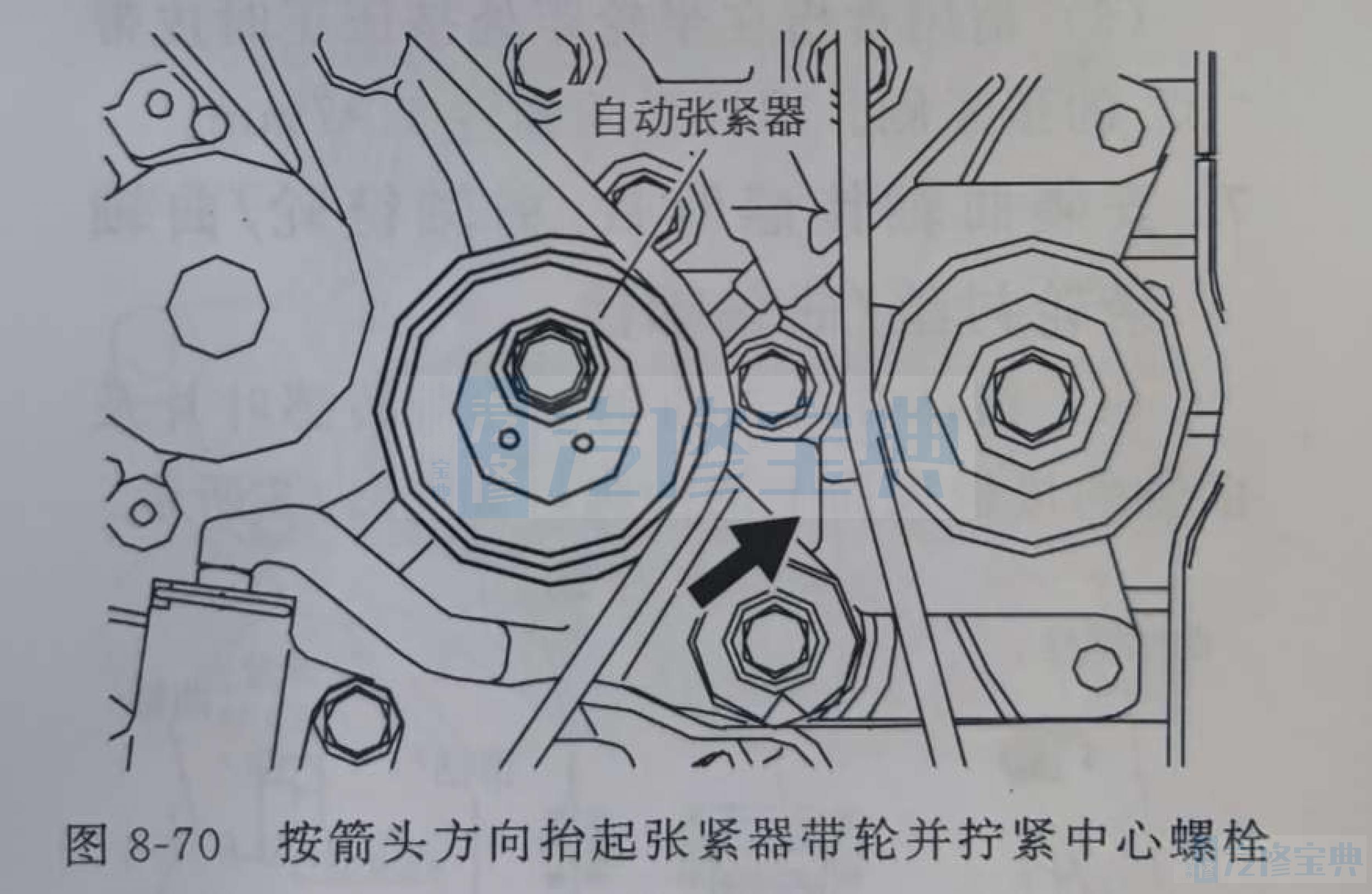
(7)按箭头方向抬起张紧器带轮并拧紧中心螺栓,如图8-70所示。
(8)检查所有正时标记已被对齐。
(9)卸下步骤(4)中插入的螺丝刀并装上塞子。
(10)将曲轴逆时针转动1/4圈,然后顺时针转动曲轴直到正时标记再次对齐。
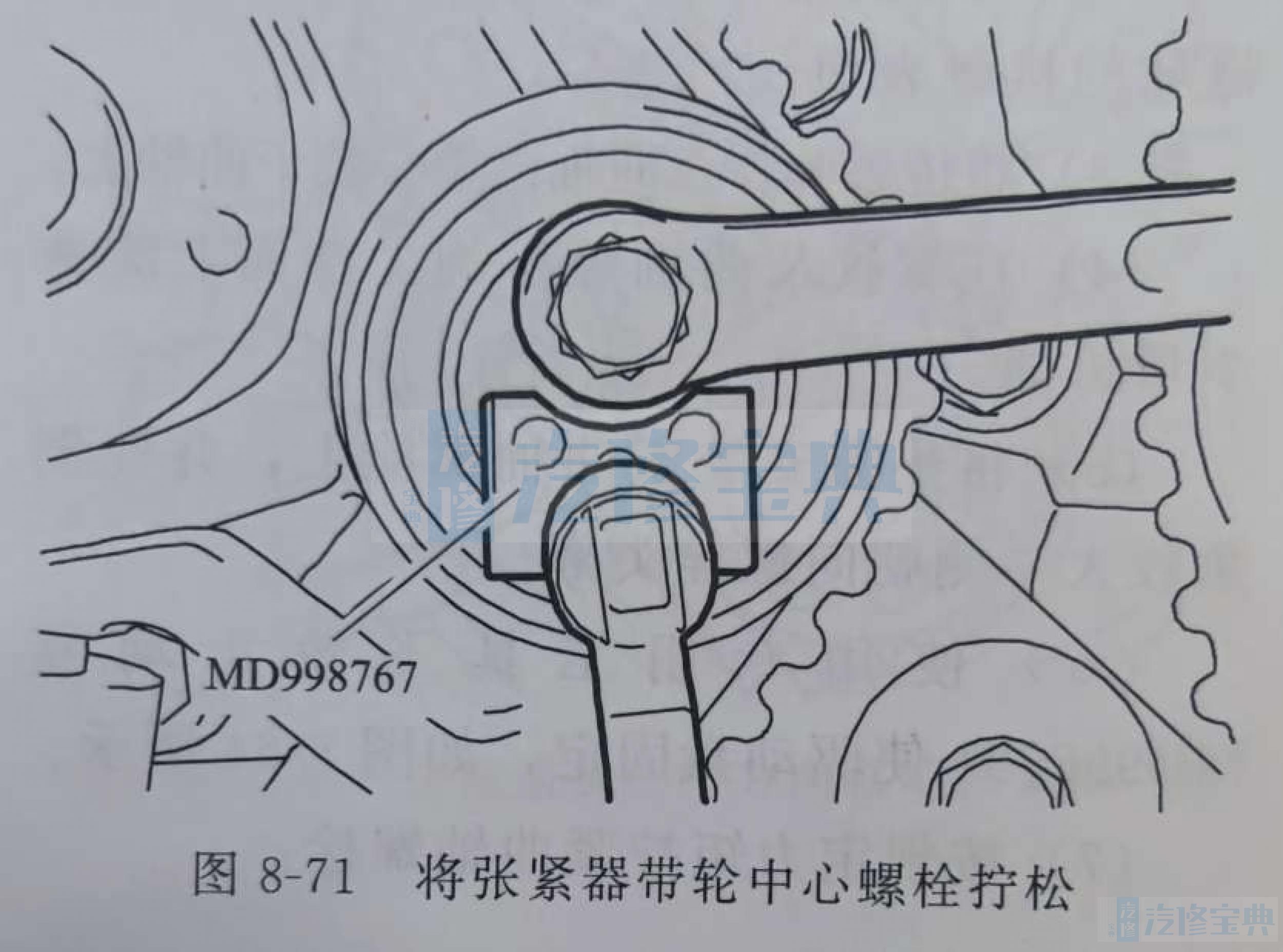
(11)将专用工具张紧器带轮套筒扳手和转矩扳手安装到张紧器带轮上,并将张紧器带轮中心螺栓拧松,如图8-71所示。
注:使用可度量0~5.0N·m的转矩扳手。
(12)用转矩扳手以3.5N·m力矩拧紧。
(13)用专用工具张紧器带轮套筒扳手和转矩扳手撑住张紧皮带轮,按规定值拧紧中心螺栓。
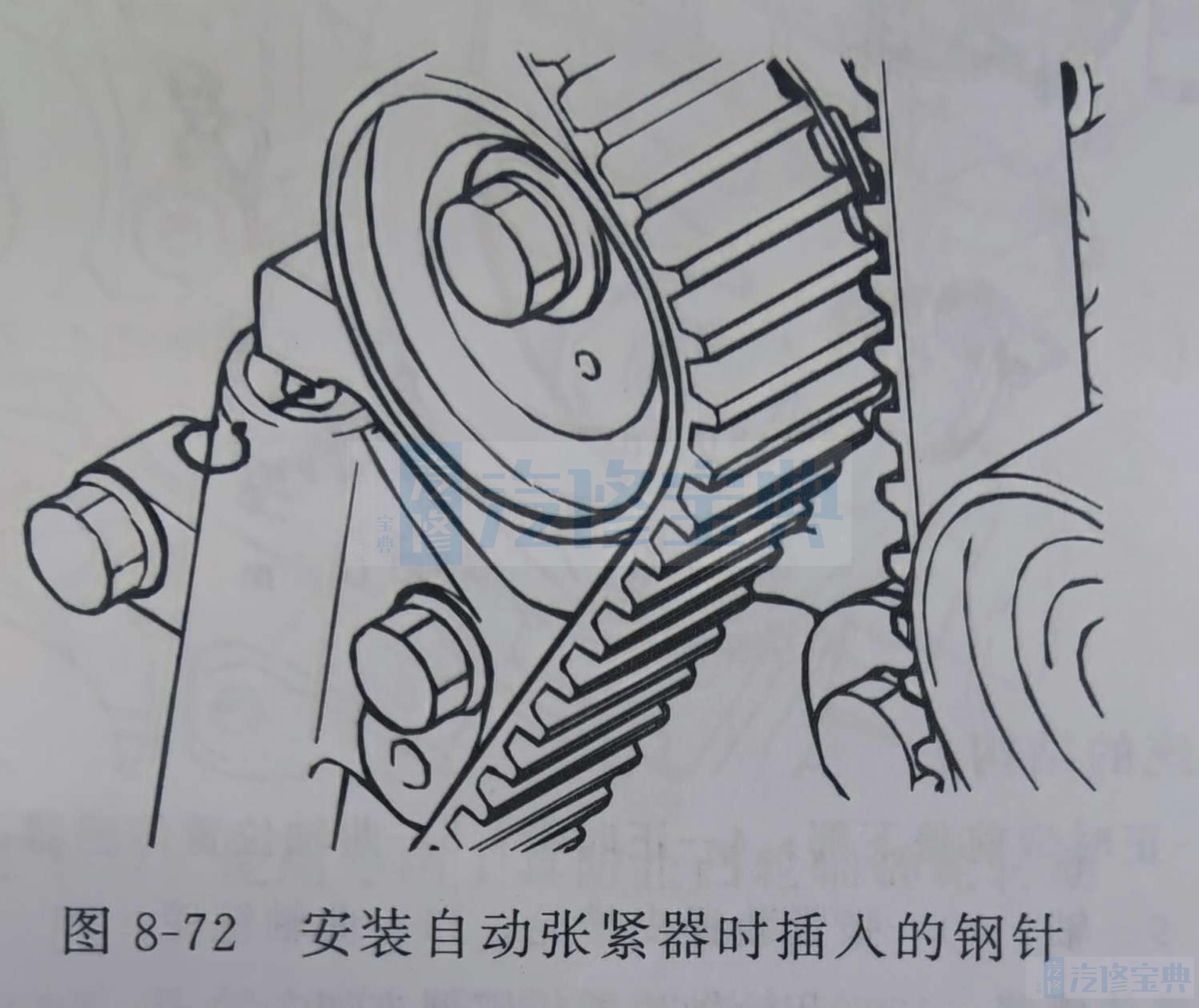
(14)用手卸下安装自动张紧器时插入的钢针,然后同样用手卸下专用工具螺栓,如图8-72所示。
(15)顺时针将曲轴拧两转。等待15min,然后执行下面的检查步骤。
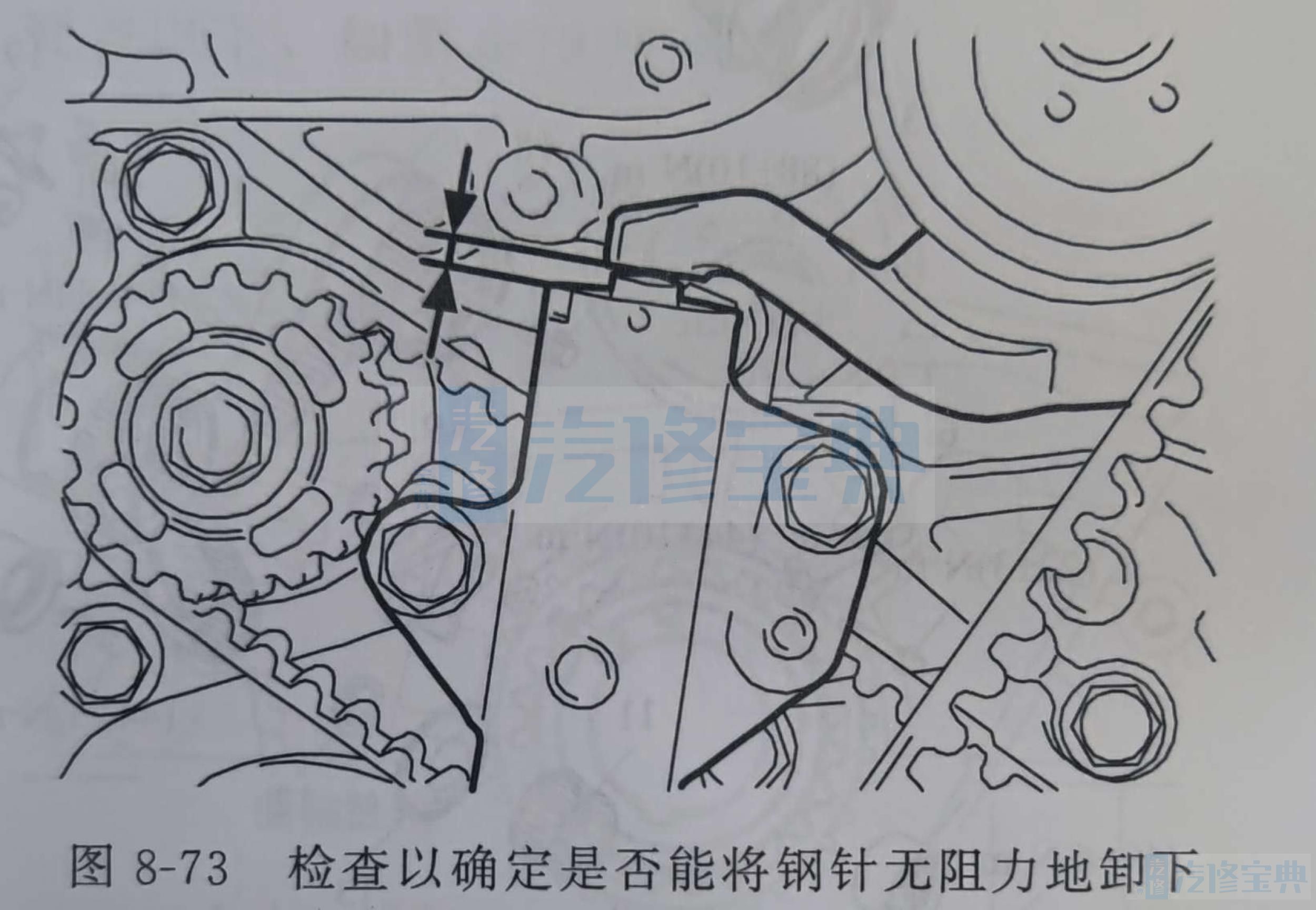
(16)检查以确定是否能将钢针(安装自动张紧器时插入)无阻力地卸下,如图8-73所示。如果钢针可被无阻力地卸下,则说明皮带的张紧度恰好合适,因此可卸下钢针。
在此状态下检查自动张紧器推杆的伸出量是否在标准值范围之内。
(17)如果在移除钢针时受到阻力,请重复前述步骤(10)~(15),直到自动张紧器推杆的伸出量处于标准值范围之内。