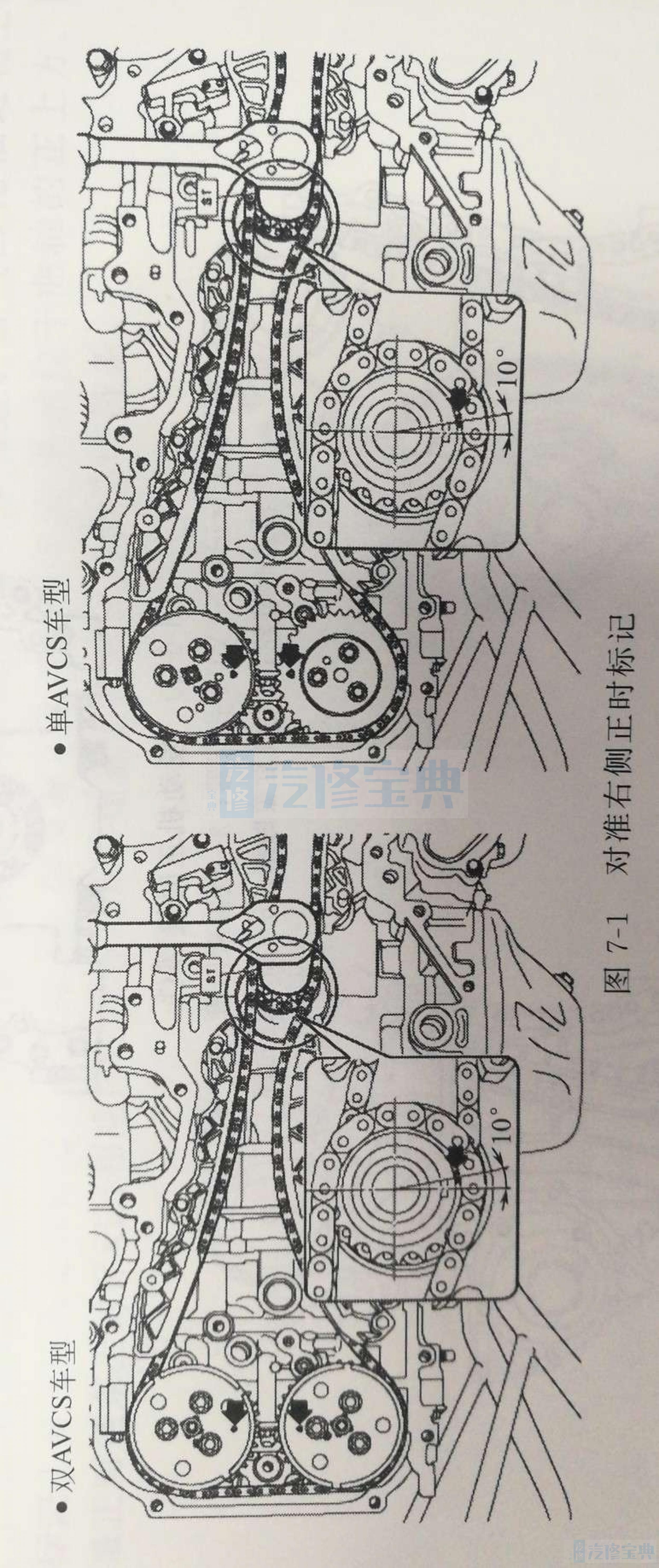
正时链条拆卸①拆卸右侧正时链条。 注意:更换单个零件时,必须在发动机总成已装载在车上时操作。 a.拆下链罩。 b.使用ST(18252AA000曲轴座)并转动曲轴,将曲轴链轮、右进气凸轮轴链轮和右排气凸轮轴链轮的定位标记对准图7-1中所示的位置。 如果定位标记与图71中所示的位置对准,则曲轴键位于6点钟位置。
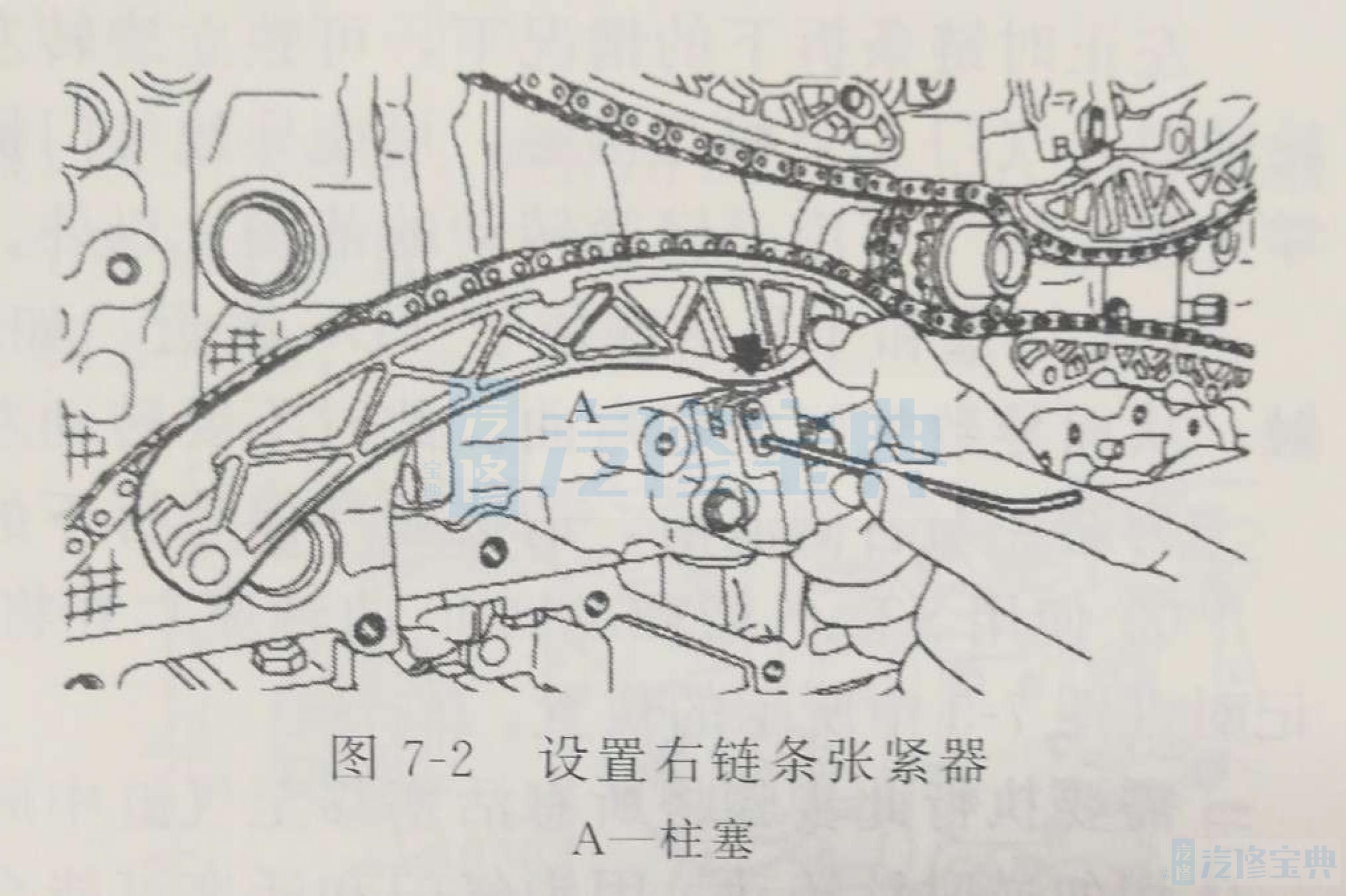
c.按下右链条张紧器杆,将2.5mm(0.098in)直径的限位器销或2.5mm直径的六角头扳手插入右链条张紧器的限位器销孔中,固定柱塞A,见图7-2。
d.拆下右链条张紧器,然后拆下右链条张紧器杆。
e.拆下右链条导向装置,然后拆下右正时链条。
如果未安装右正时链条,则右进气凸轮轴和右排气凸轮轴保持在零升程位置。凸轮轴上的所有凸轮均不会压下滚子摇臂(进气门和排气门)。此情况下,所有气门保持没有升起的状态。
右正时链条拆下的情况下,可独立旋转右进气凸轮轴和右排气凸轮轴。当进气门和排气门同时上升时,气门头会相互接触,可能导致气门挺杆弯曲。不要将其转至零升程范围(可用手轻微转动的范围)以外。
为避免与左侧混淆,请按顺序保管拆下的零件。
②拆卸左侧正时链条。
a.拆下右侧正时链条。
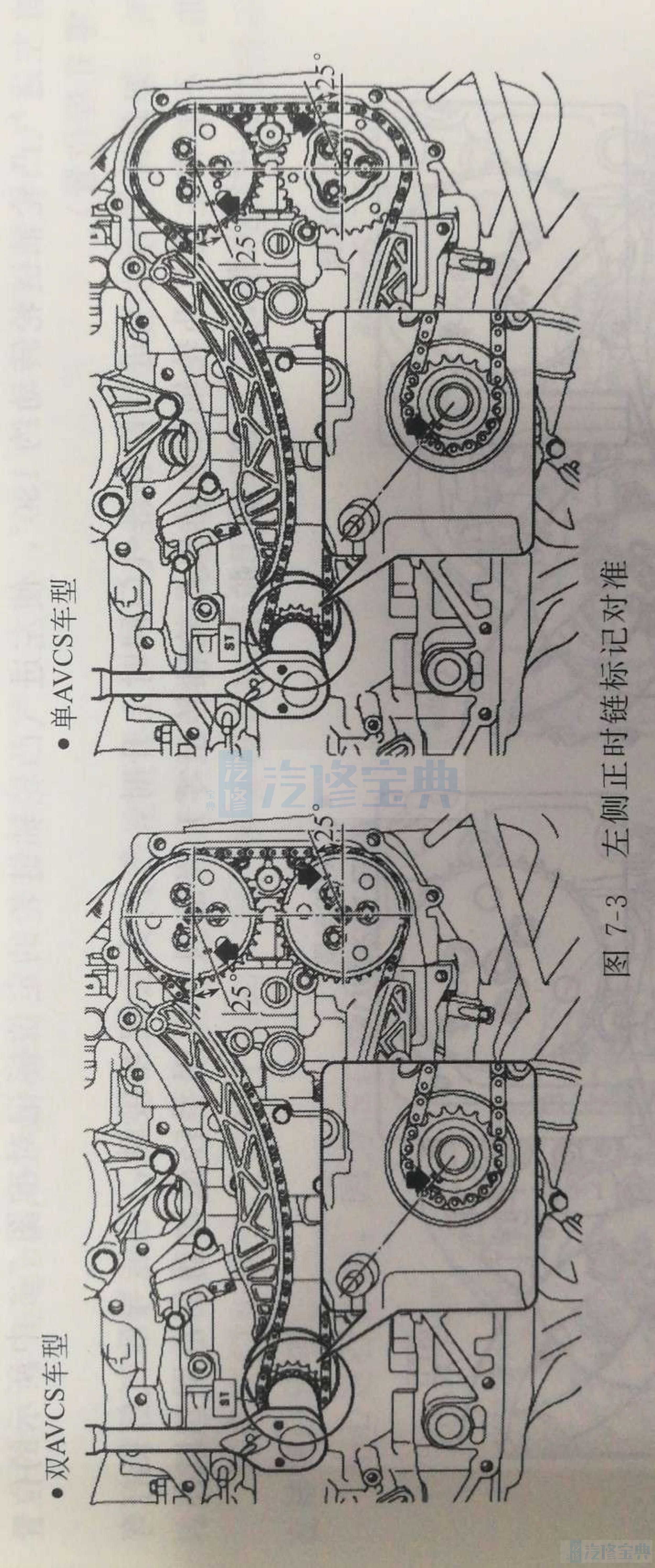
b.使用ST(18252AA000曲轴座)并转动曲轴,将曲轴键、左进气凸轮轴链轮和左排气凸轮轴链轮的定位标记对准图7-3中所示的位置。
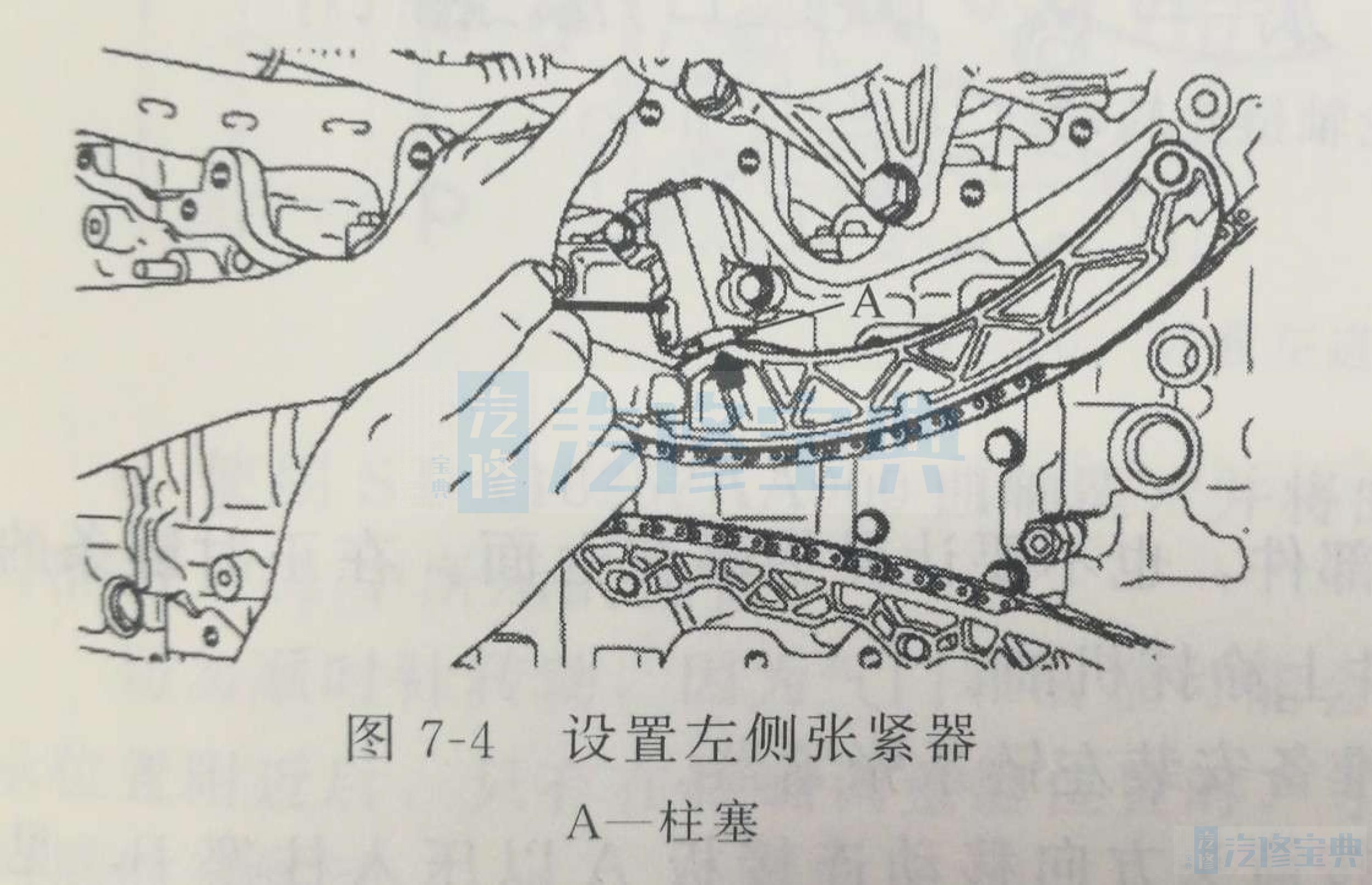
c.按下左链条张紧器杆,将1.3mm(0.05in)直径的限位器销或1.3mm直径的六角头扳手插入左链条张紧器的限位器销孔中,固定柱塞A,见图7-4。
d.拆下左链条张紧器,然后拆下左链条张紧器杆。
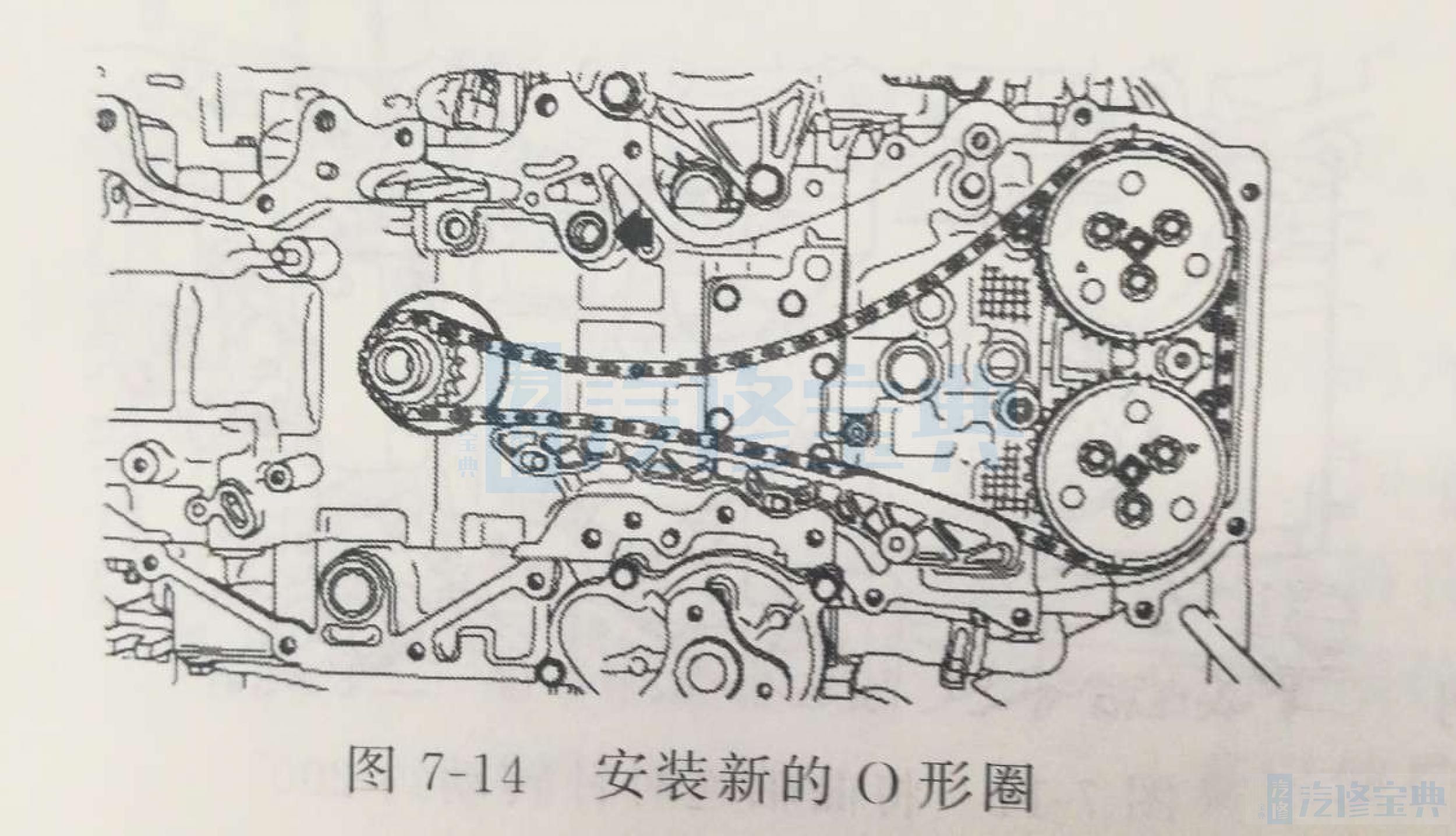
e.拆下缸体(左)的O)形圈。
f.拆下左链条导向装置,然后拆下左正时链条。
如果未安装左正时链条,则左排气凸轮轴保持在零升程位置。左排气凸轮轴上的所有凸轮均不会压下滚子摇臂(排气门)。此情况下,排气门保持没有升起的状态。
左进气凸轮轴保持在升起位置。左进气凸轮轴上的所有凸轮均压下滚子摇臂(进气门)此情况下,进气门保持升起的状态。
左正时链条拆下的情况下,可独立旋转左进气凸轮轴和右排气凸轮轴。当转动左排气凸轮轴时,气门头会相互接触,可能导致气门挺杆弯曲,如上所述。不要将左排气凸轮轴转至零升程范围(可用手轻微转动的范围)以外。
1号活塞和4号活塞位于TDC附近。如果转动左进气凸轮轴,则气门和活塞可能会接触,从而导致气门挺杆弯曲。此时不要转动左进气凸轮轴。
为避免与右侧混淆,请按顺序保管拆下的零件。
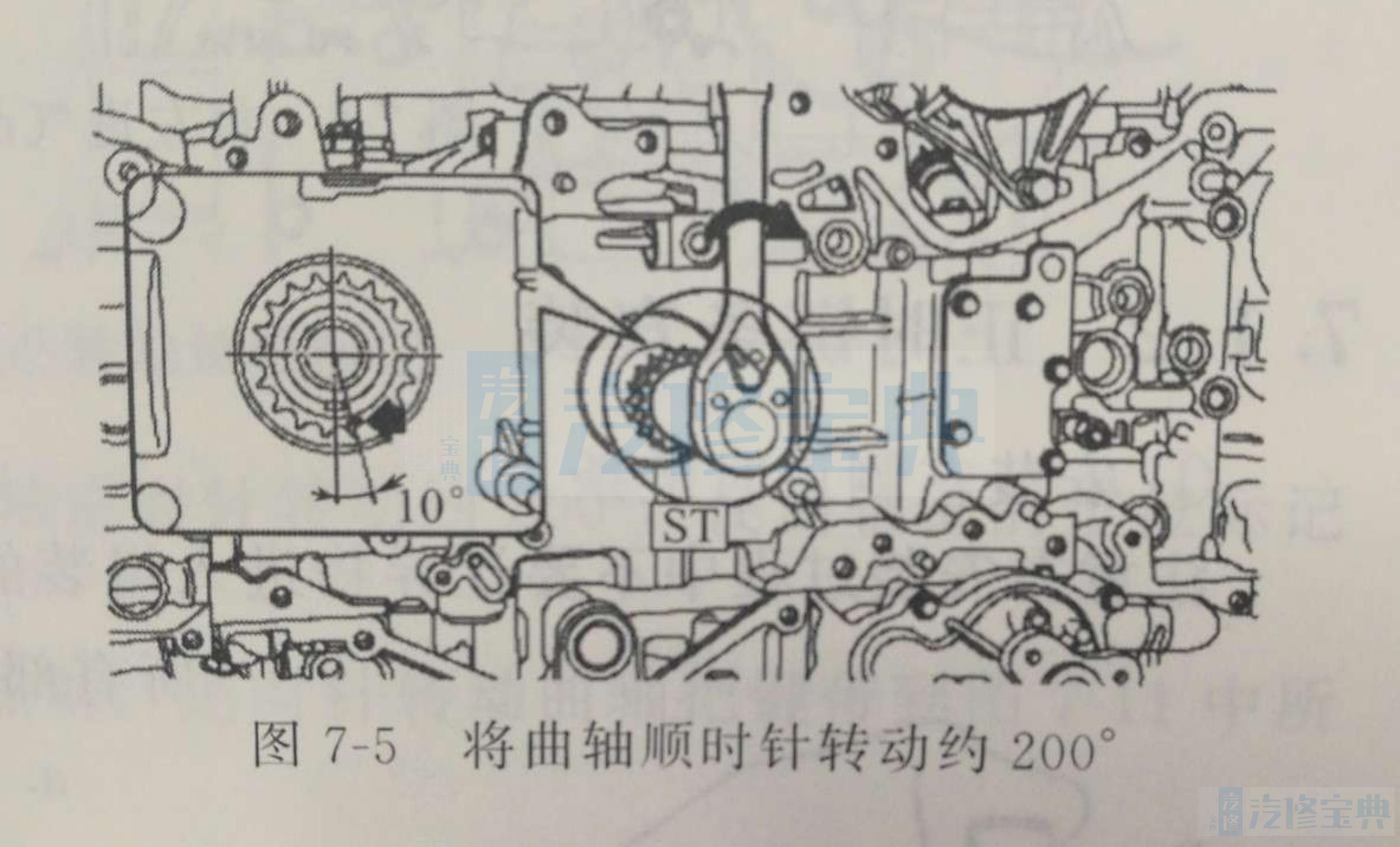
③使用ST(18252AA000曲轴座)并将曲轴顺时针转动约200°,使曲轴链轮的定位标记对准图7-5中所示的位置。
需要执行此步骤将所有活塞移至气缸中间位置,防止气门和活塞相互接触。
切勿逆时针转动,因为气门和活塞可能会接触。顺时针转动曲轴链轮定位标记到图7-5中所示位置附近后,只有在精确调整定位标记时,才可逆时针转动。
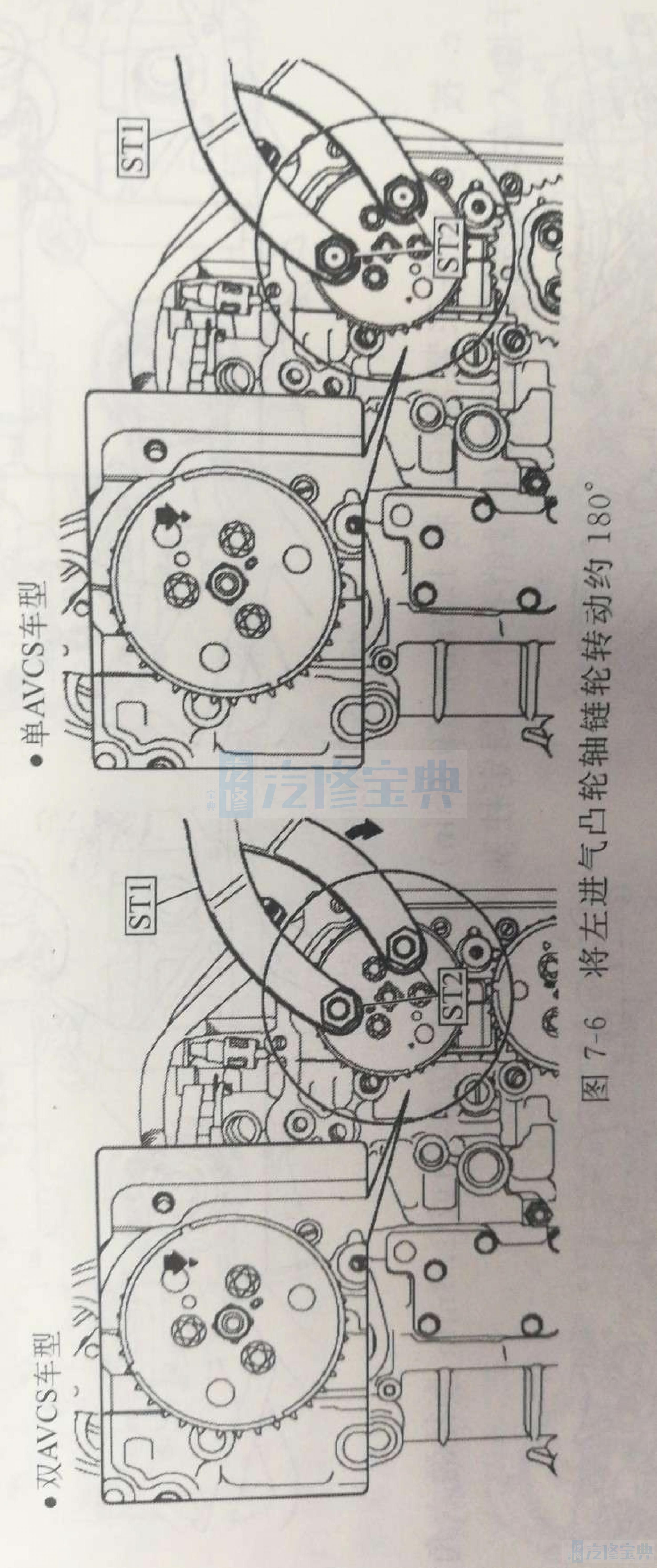
④使用ST(ST1-18355AA000皮带轮扳手;ST2-18334AA020皮带轮扳手销套)并将左进气凸轮轴链轮转动约180°,使左进气凸轮轴链轮的定位标记对准图7-6中所示的位置(零升程位置)。
如此操作后,当进气门和排气门同时上升时,气门头会相互接触,可能导致气门挺杆弯曲。不要将左进气凸轮轴和左排气凸轮轴转至零升程范围(可用手轻微转动的范围)以外。
小心进行操作,因为ST易于脱落。
正时链条安装①安装左侧正时链注意在安装过程中不要让异物进入组装的部件,也不要让异物落在上面。在正时链条的所有部件上涂抹机油。
a.准备安装左链条张紧器。
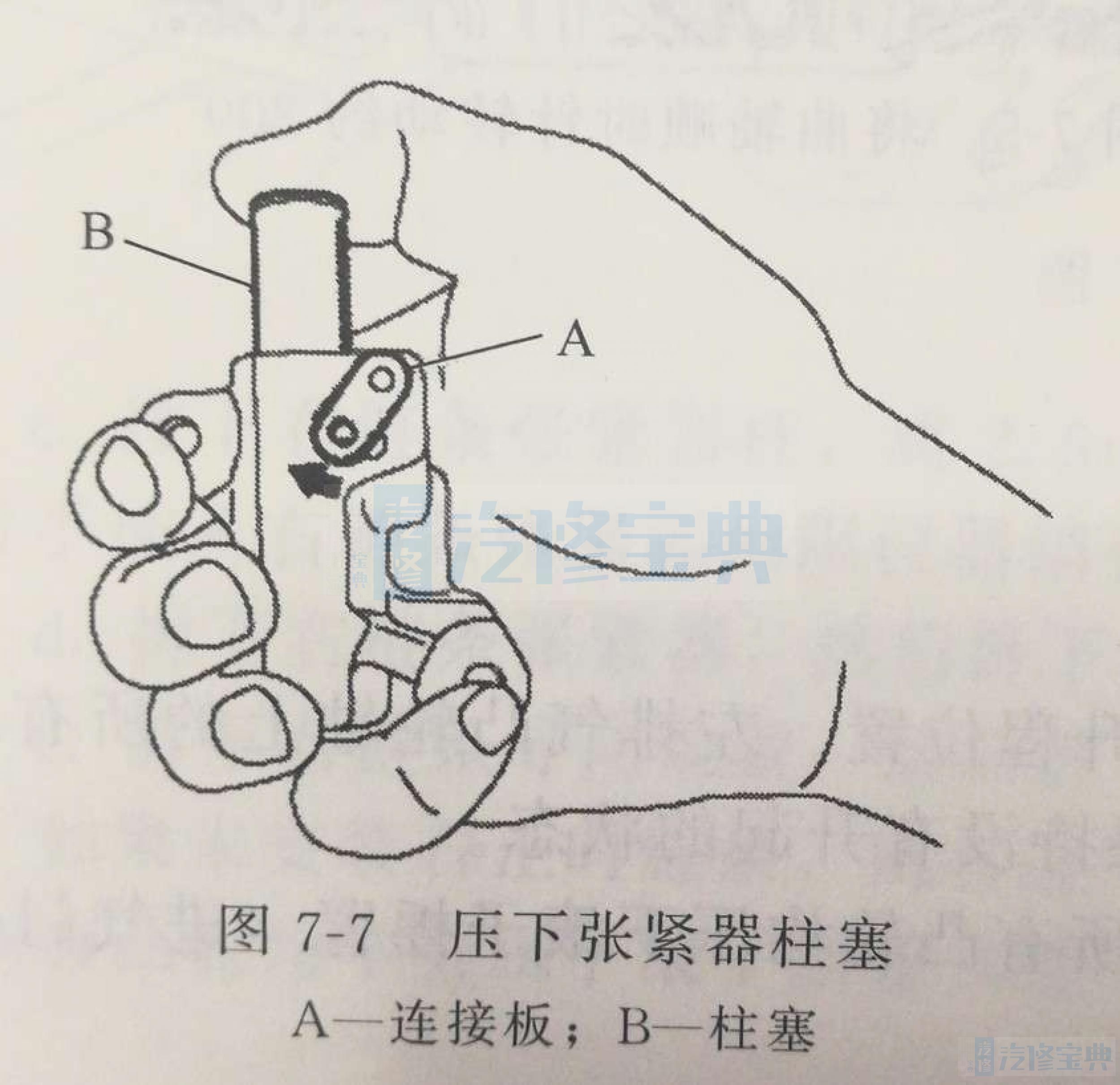
按箭头方向移动连接板A以压入柱塞B,见图7-7。
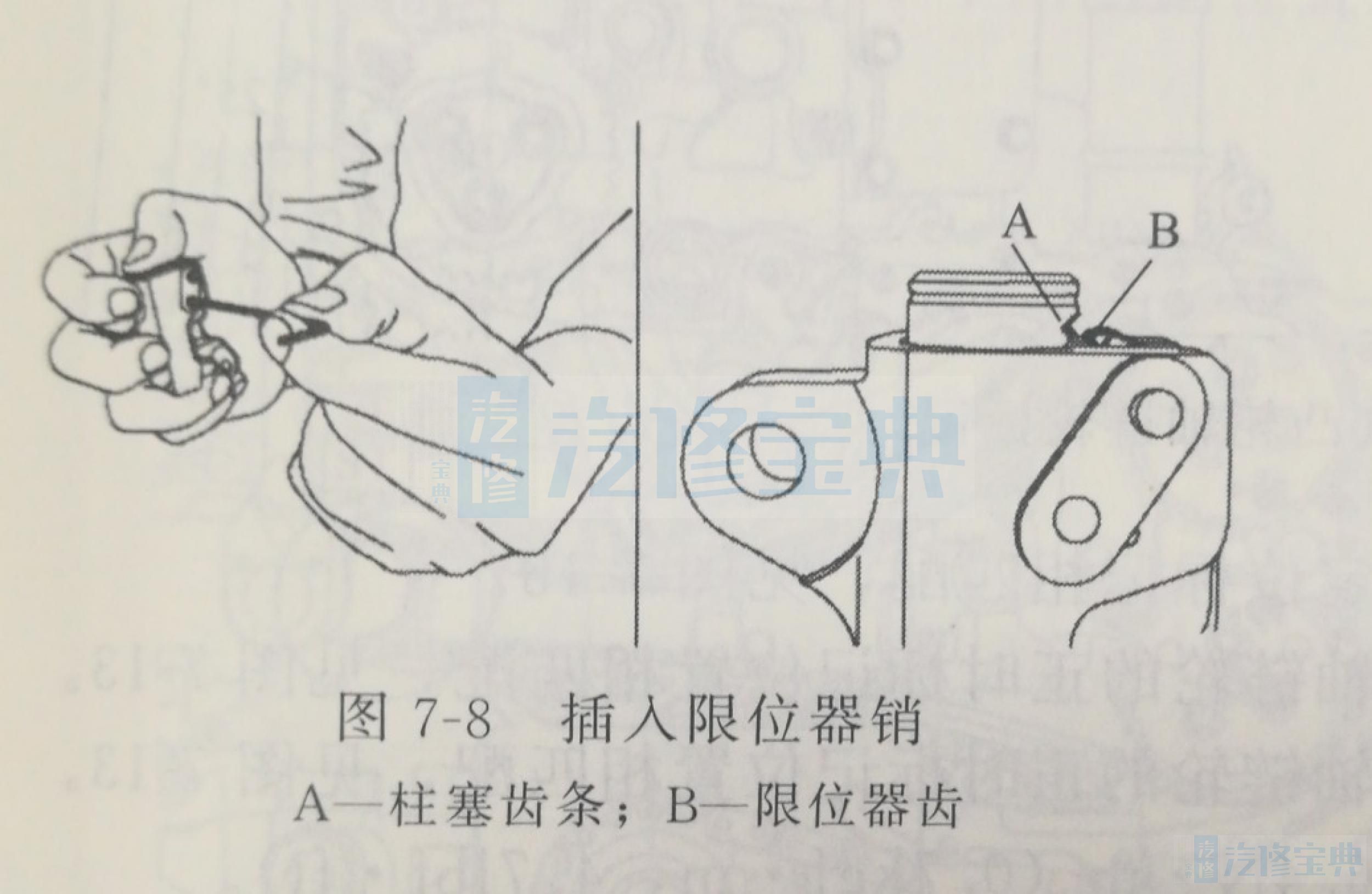
用1.3mm(0.05in)直径的限位器销或1.3mm直径的六角头扳手插入限位器销孔,固定柱塞。
如果连接板上的限位器销孔和链条张紧器上的限位器销孔没有对准,则检查柱塞齿条A的首个槽口是否与限位器齿B啮合。如果没有啮合,则稍稍缩回柱塞以使柱塞齿条A的首个槽口与限位器齿B啮合,见图7-8。
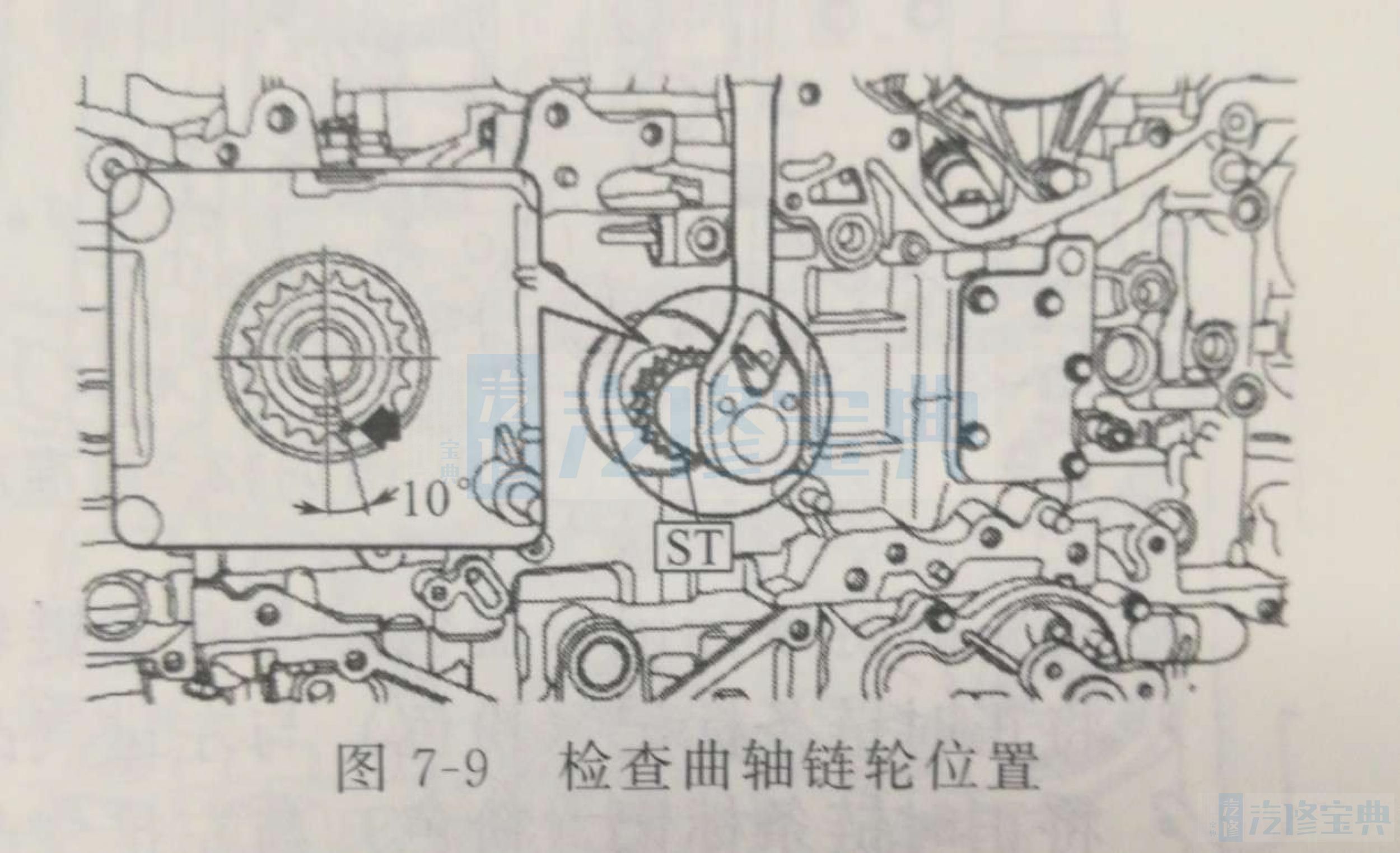
b.检查曲轴链轮是否位于图7-9中所示的位置。如果未对准,则使用ST(18252AA000曲轴座)转动曲轴以将曲轴链轮定位标记对准图7-9中所示的位置。
需要执行此步骤以防气门和活塞在下一步中相互接触。
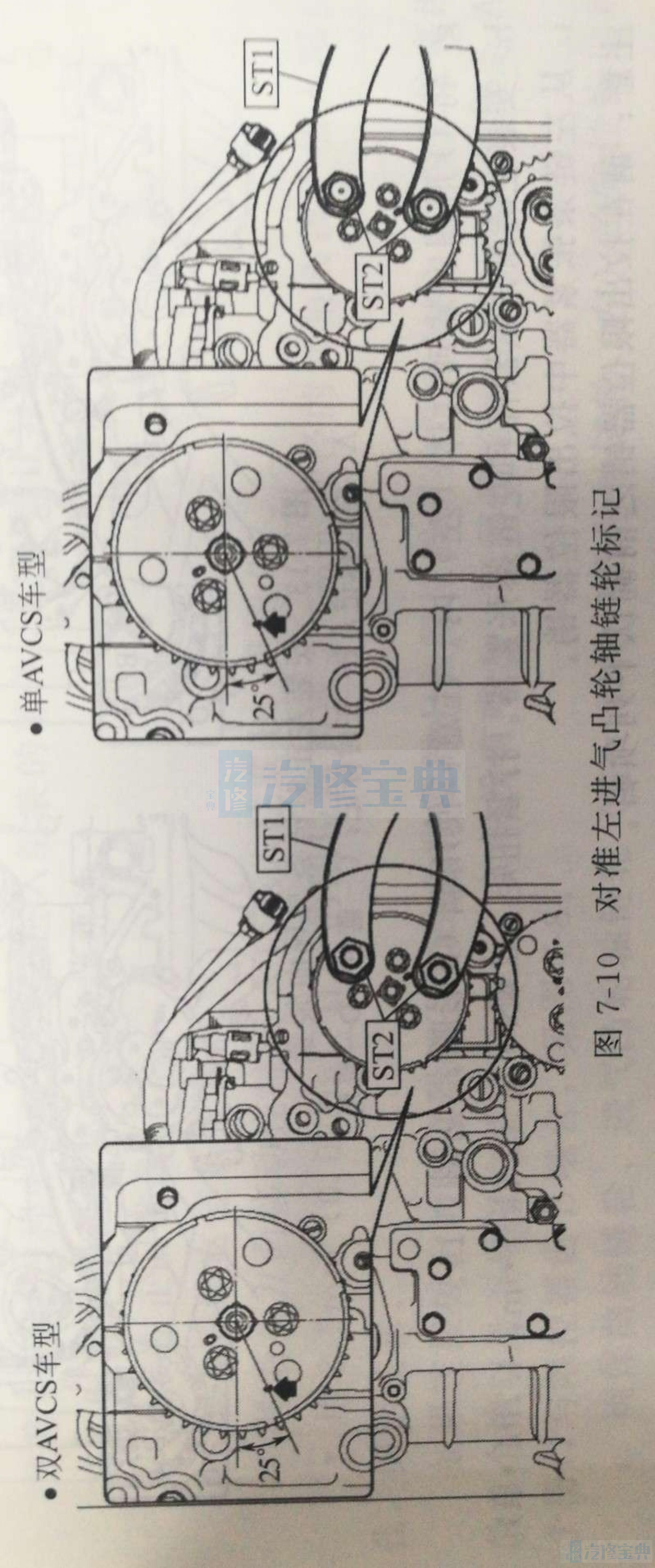
c.使用ST(ST1-18355AA000皮带轮扳手;ST2-18334AA020皮带轮扳手销套)并转动左进气凸轮轴链轮,将定位标记对准图7-10中所示的位置。
当进气门和排气门同时上升时,气门头会相互接触,可能导致气门挺杆弯曲。请勿转动左排气凸轮轴。
小心进行操作,因为ST易于脱落。
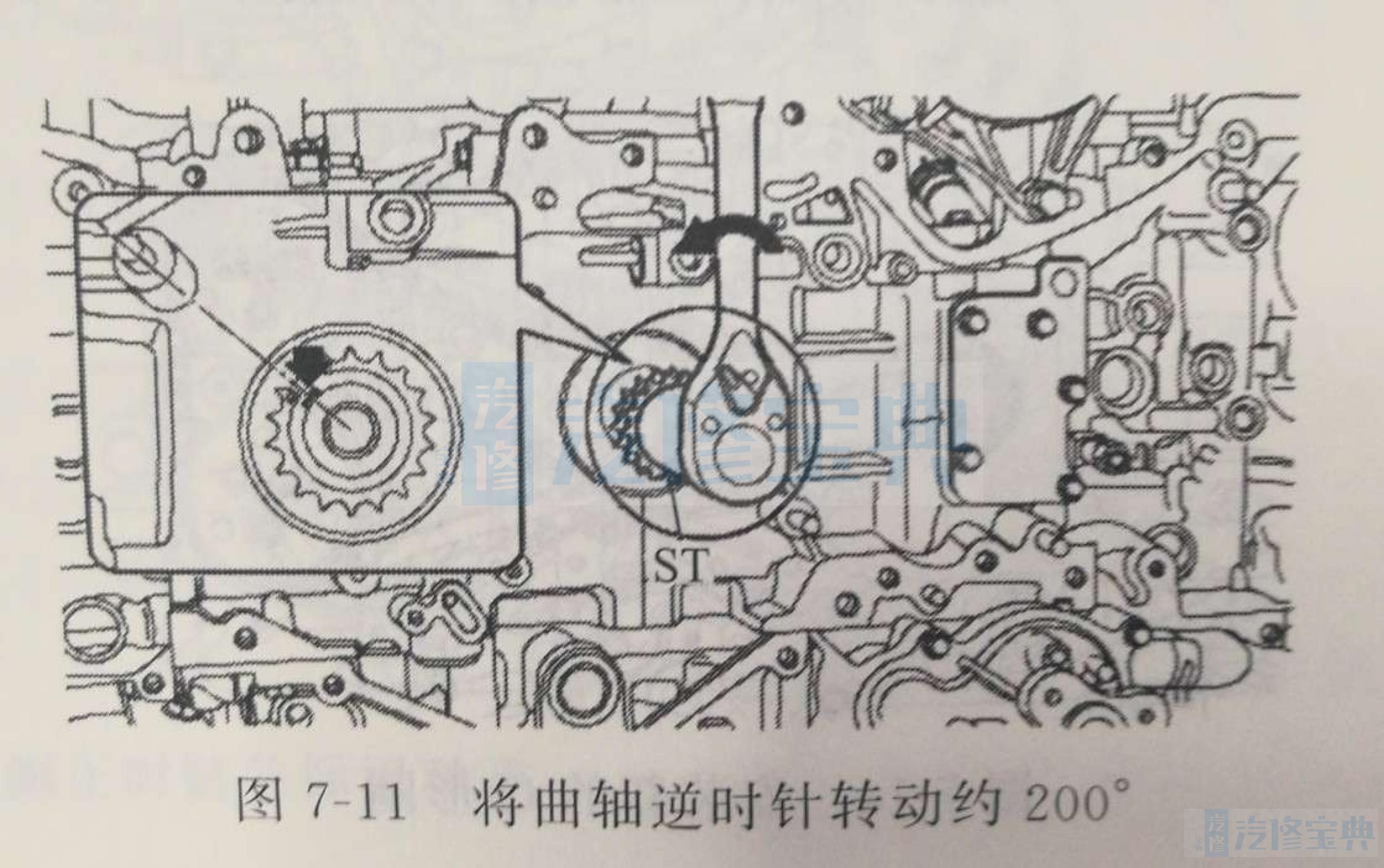
d.使用ST(18252AA000曲轴座)并将曲轴逆时针转动约200°,使曲轴键的定位标记对准图7-11中所示的位置。
切勿顺时针转动,因为气门和活塞可能会接触。逆时针转动曲轴把键带到图7-11中所示位置附近后,只有在精确调整键位置时,才可顺时针转动。
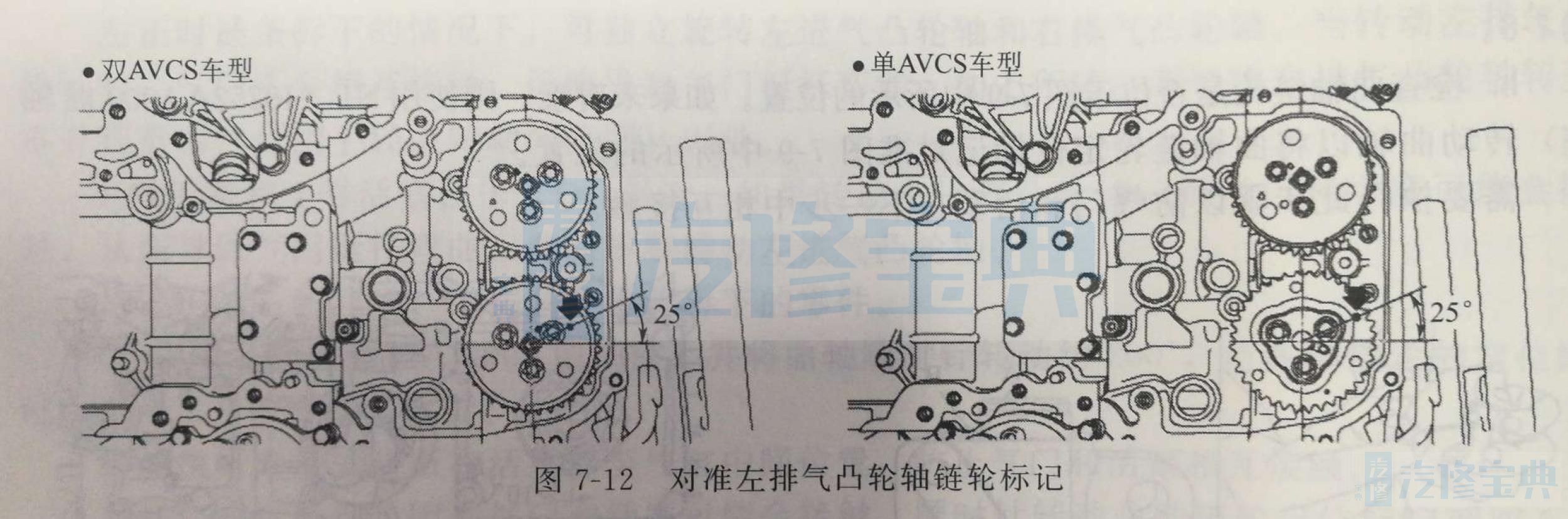
e.将左排气凸轮轴链轮的定位标记对准图7-12中所示的位置。
为防止气门损坏,请仅在零升程范围(可用手轻微转动的范围)内转动左排气凸轮轴链轮。
f.安装左正时链条和左正时链条导向装置。
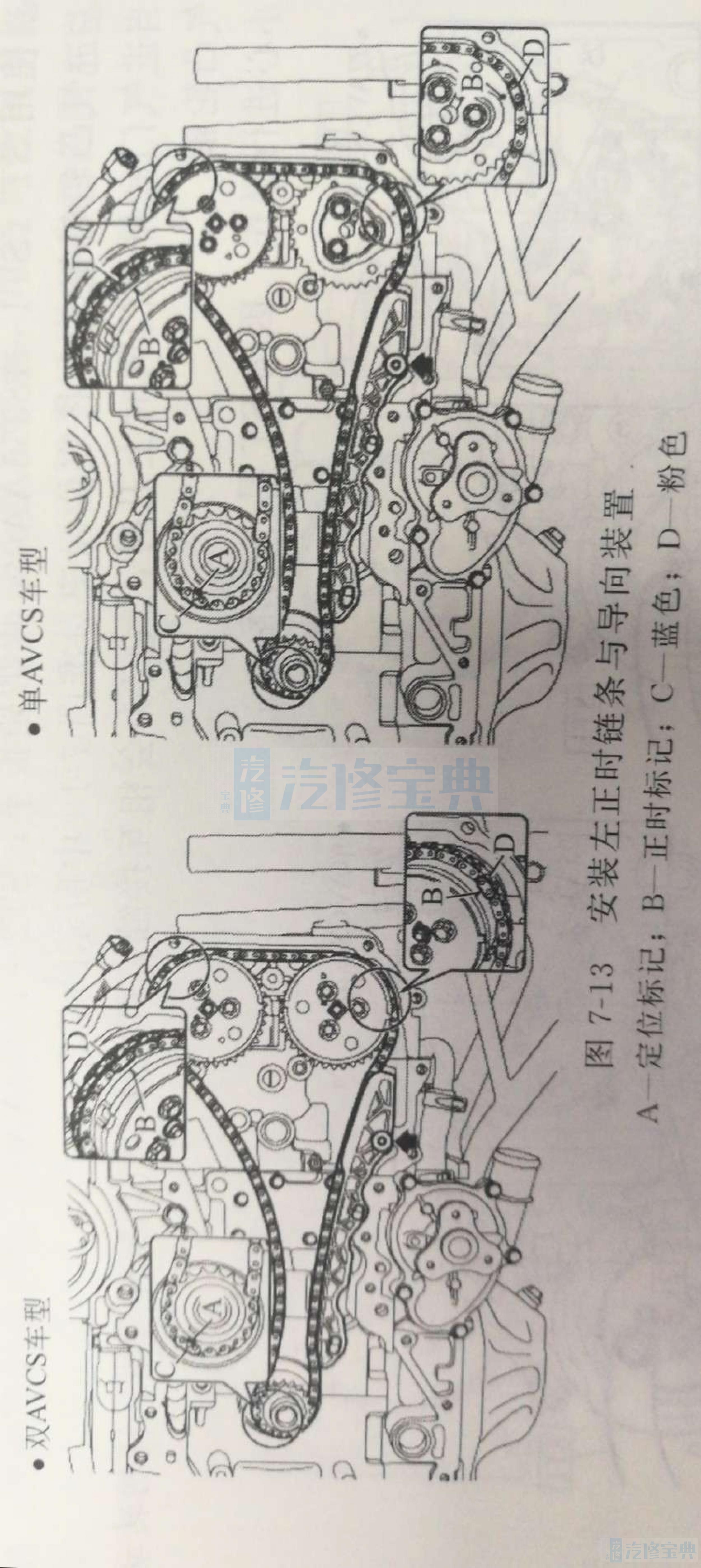
把正时链条标记(蓝色)与曲轴链轮的定位标记相匹配,见图7-13。
将正时链条标记(粉色)与左进气凸轮轴链轮的正时标记位置相匹配,见图7-13。
将正时链条标记(粉色)与左排气凸轮轴链轮的正时标记位置相匹配,见图7-13。
安装左正时链条导向装置。拧紧扭矩:6.4N·m(0.7kgf·m,4.7lbf·ft)。
j.使用ST(18252AA000曲轴座)顺时针转动曲轴,并确保没有异常状况。
注意:始终确保执行此确认。
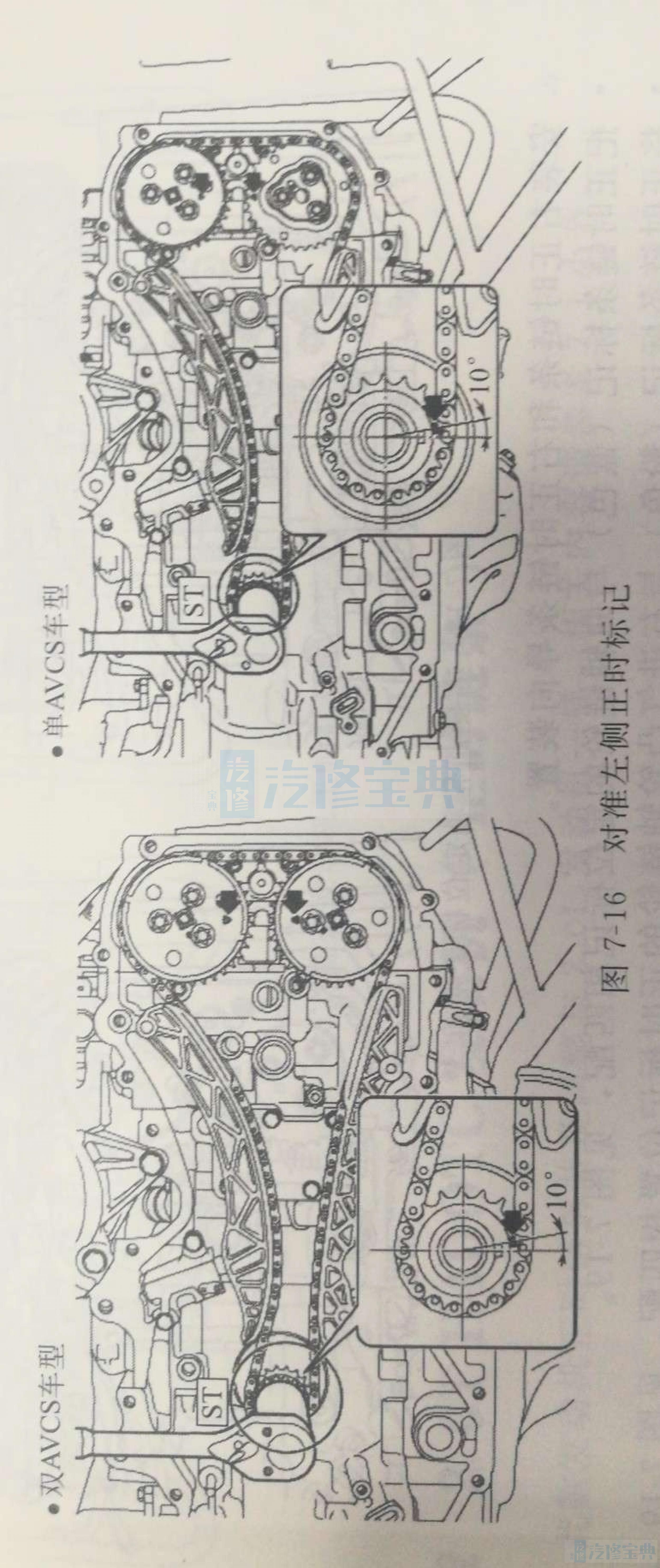
k.使用ST(18252AA000曲轴座)并转动曲轴,将曲轴链轮、左进气凸轮轴链轮和左排气凸轮轴链轮的定位标记对准图7-16中所示的位置。
如果定位标记与图7-16中所示的位置对准,则曲轴键位于6点钟位置。
l.安装右正时链条。
②安装右侧正时链条。
注意在安装过程中不要让异物进入组装的部件,也不要让异物落在上面。
在正时链条的所有部件上涂抹机油。
a.安装左正时链条。
b.准备安装右链条张紧器。
按箭头方向移动连接板A以压入柱塞B,见图7-7。
用2.5mm(0.098in)直径的限位器销或2.5mm直径的六角头扳手插入限位器销孔,固定柱塞。
如果连接板上的限位器销孔和链条张紧器上的限位器销孔没有对准,则检查柱塞齿条A的首个槽口是否与限位器齿B啮合。如果没有啮合,则稍稍缩回柱塞以使柱塞齿条A的首个槽口与限位器齿B啮合,见图7-8。
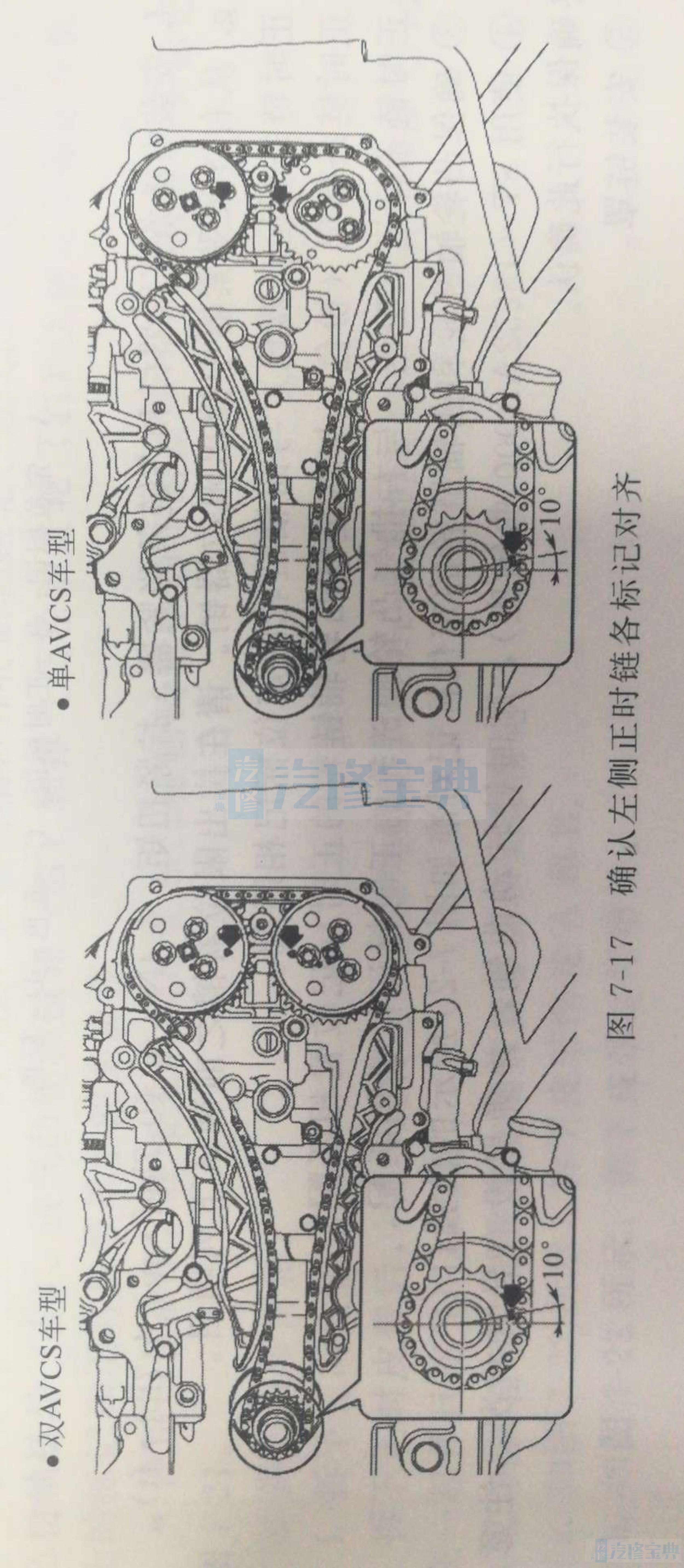
c.确保曲轴链轮、进气凸轮轴链轮(左)和排气凸轮轴链轮(左)的定位标记对准如图7-17所示的位置。
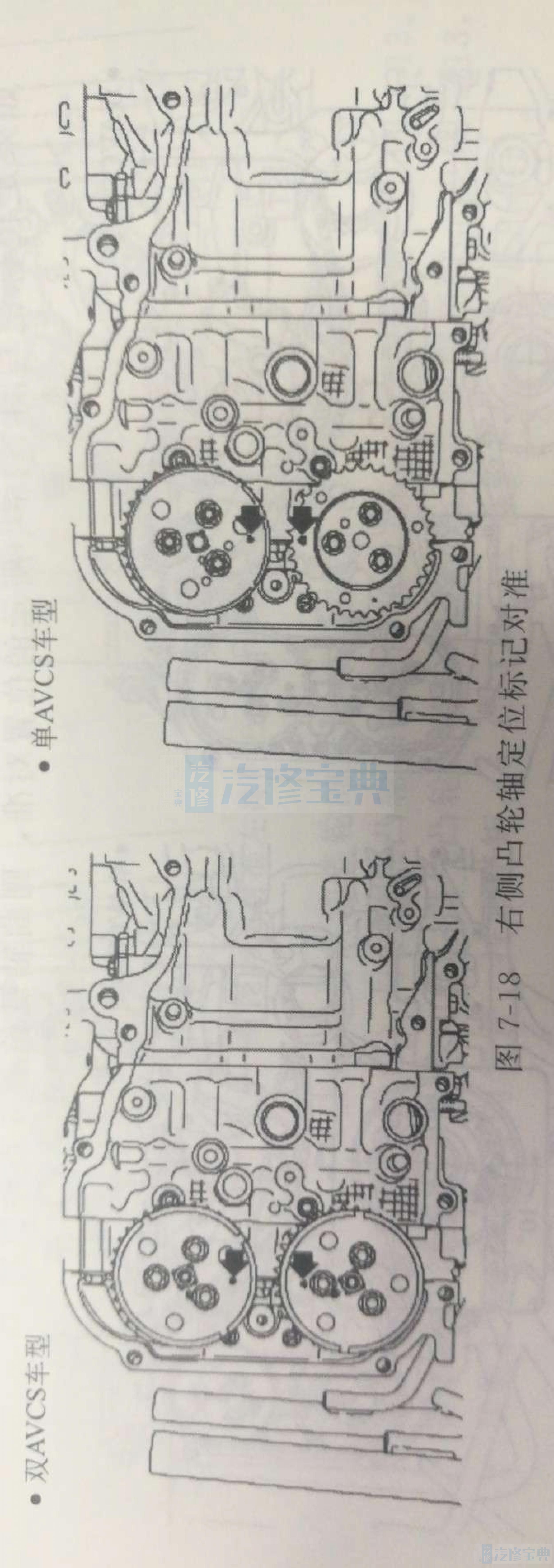
d.将右进气凸轮轴链轮和右排气凸轮轴链轮的定位标记对准图7-18中所示的位置。
为防止气门损坏,请仅在零升程范围(可用手轻微转动的范围)内转动右进气凸轮轴链轮和右排气凸轮轴链轮。
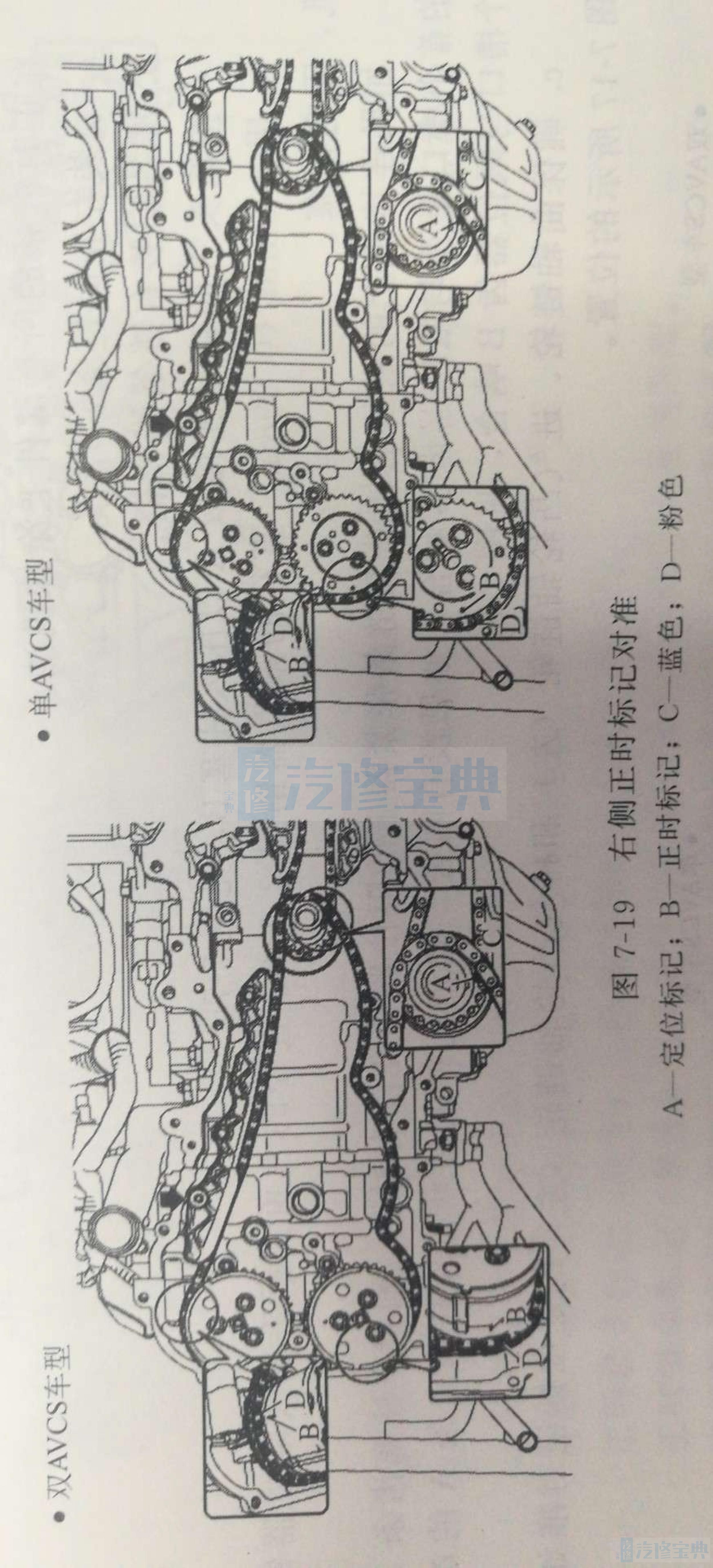
e.安装右正时链条和右正时链条导向装置。
把正时链条标记(蓝色)与曲轴链轮的定位标记相匹配,见图7-19。
将正时链条标记(粉色)与右进气凸轮轴链轮的正时标记位置相匹配,见图7-19。
将正时链条标记(粉色)与右排气凸轮轴链轮的正时标记位置相匹配,见图7-19。
安装右正时链条导向装置。拧紧扭矩:6.4N·m(0.7kgf·m,4.7lbf·ft)。
f.安装右链条张紧器杆和右链条张紧器。拧紧扭矩:6.4N·m(0.7kgf·m,4.7lbf·ft)。
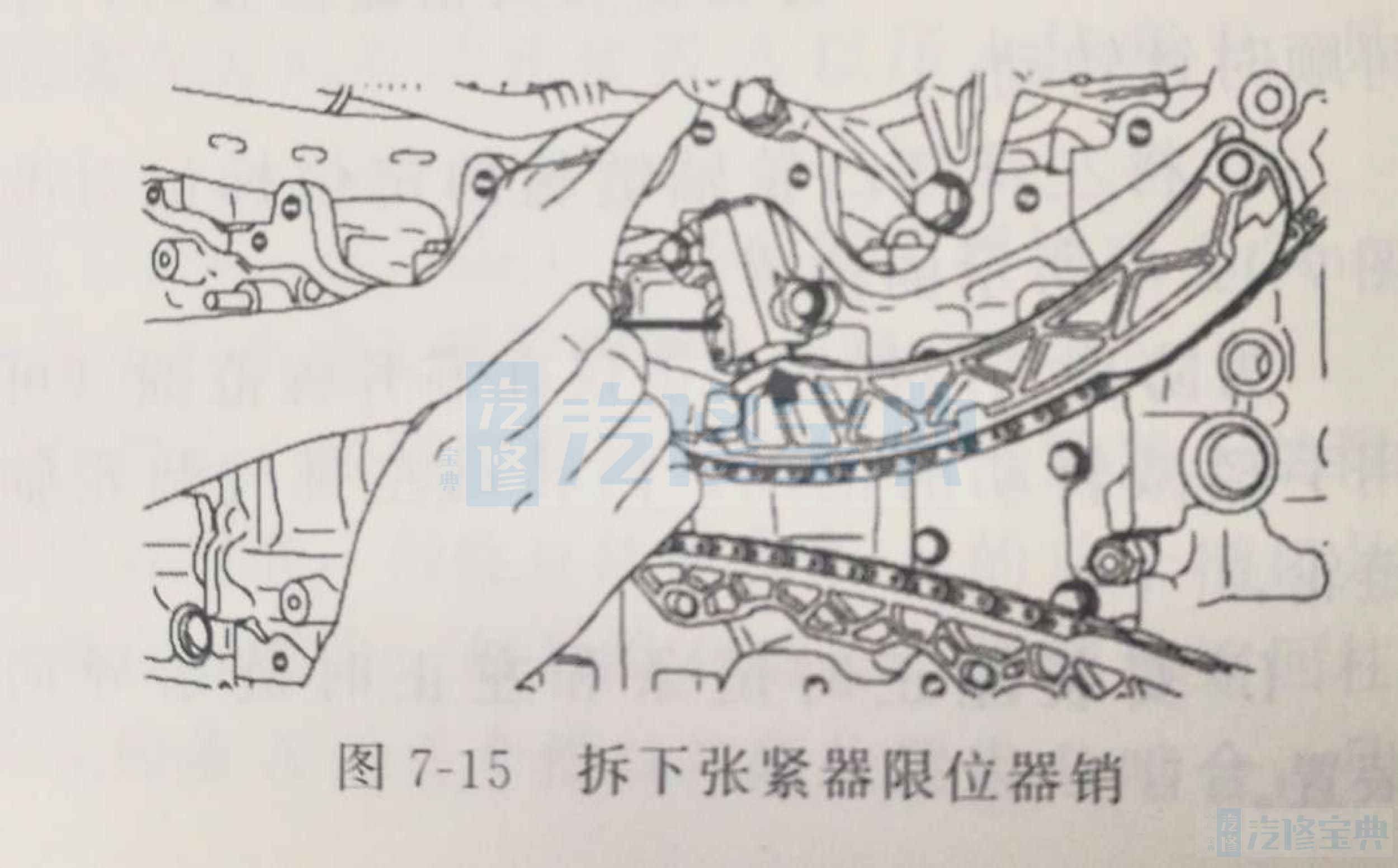
g.从右链条张紧器中拉出限位器销。请在拉出限位器销之前确认下列项目。
正时链条标记(蓝色)与曲轴链轮的定位标记相匹配。
正时链条标记(粉色)与右进气凸轮轴链轮的正时标记位置相匹配。
正时链条标记(粉色)与右排气凸轮轴链轮的正时标记位置相匹配。
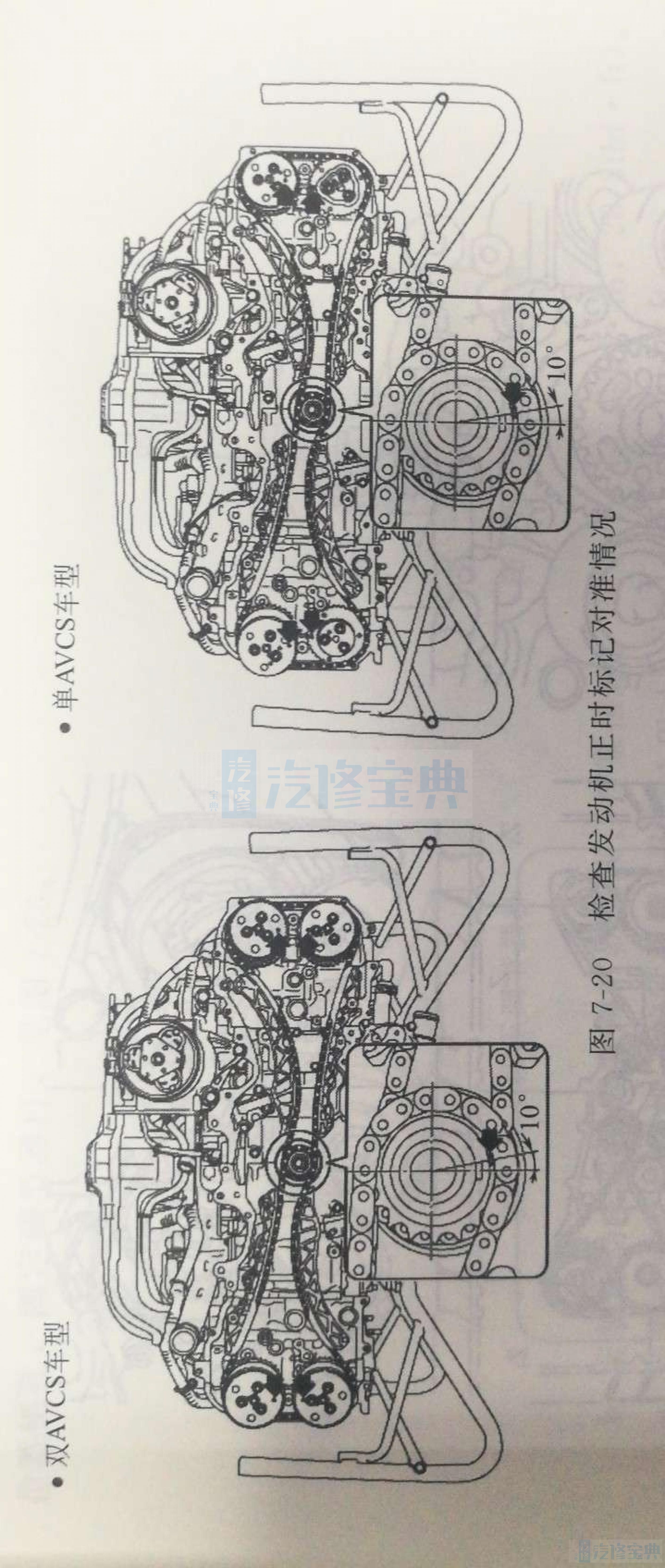
③确保凸轮轴链轮和曲轴链轮的定位标记对准如图7-20所示的位置。
④使用ST(18252AA000曲轴座),顺时针转动曲轴,并确保没有异常状况。注意:始终确保执行此确认。
⑤安装链罩。