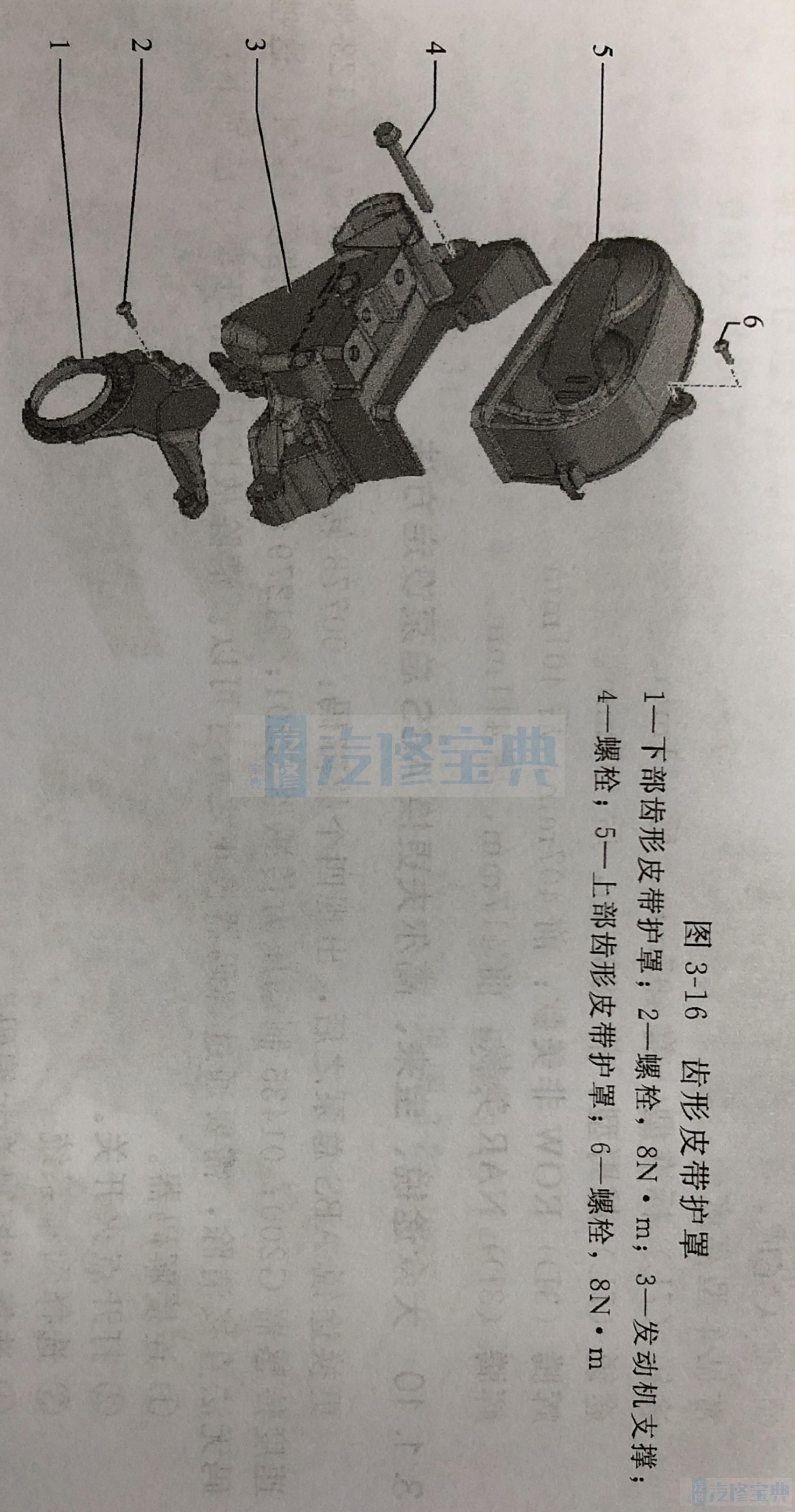
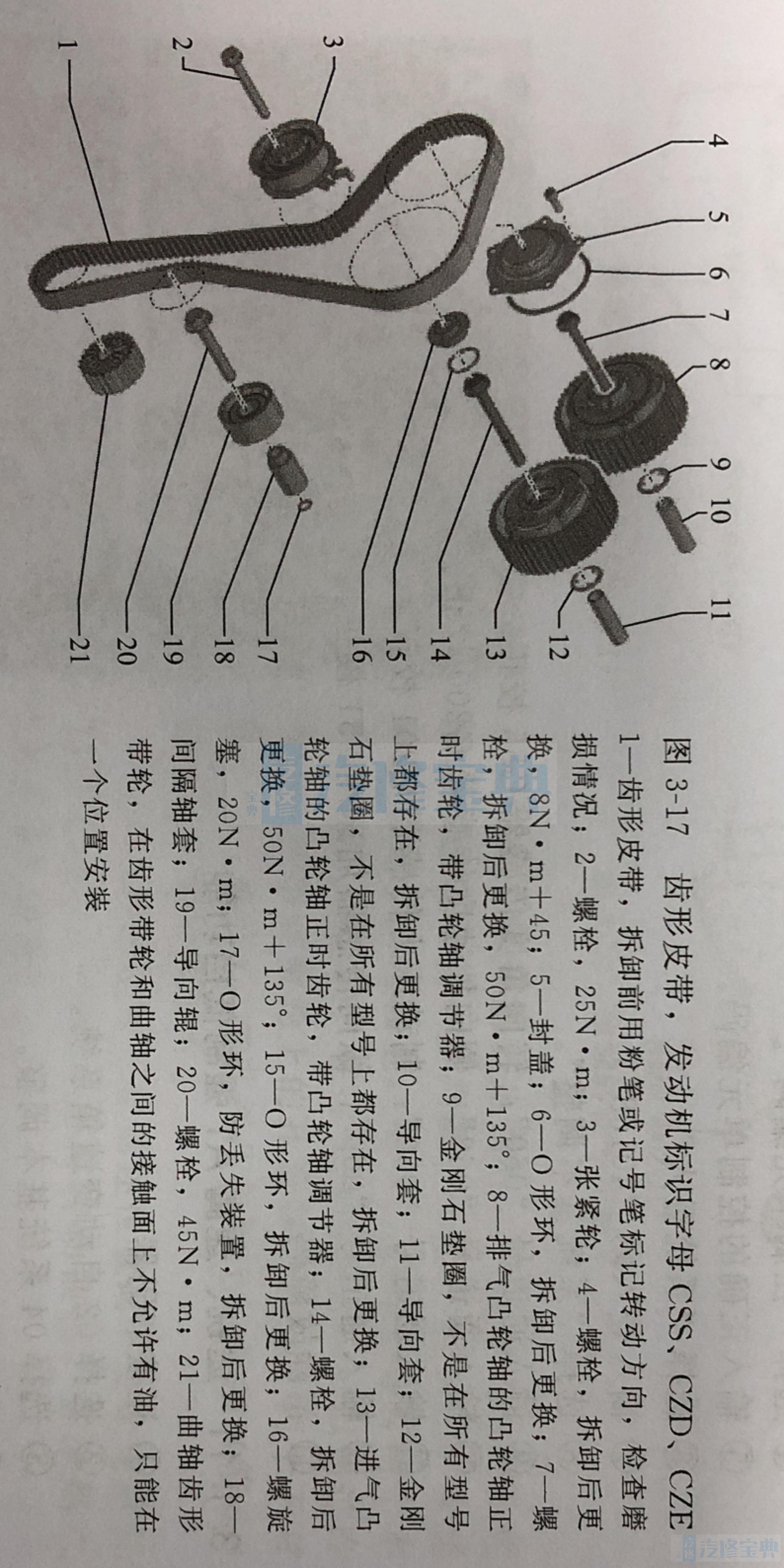
(1)正时带单元部件分解。 发动机正时带单元部件如图3-16、图3-17所示
(2)发动机正时检查方法。
①将1缸活塞调整至上止点位置。
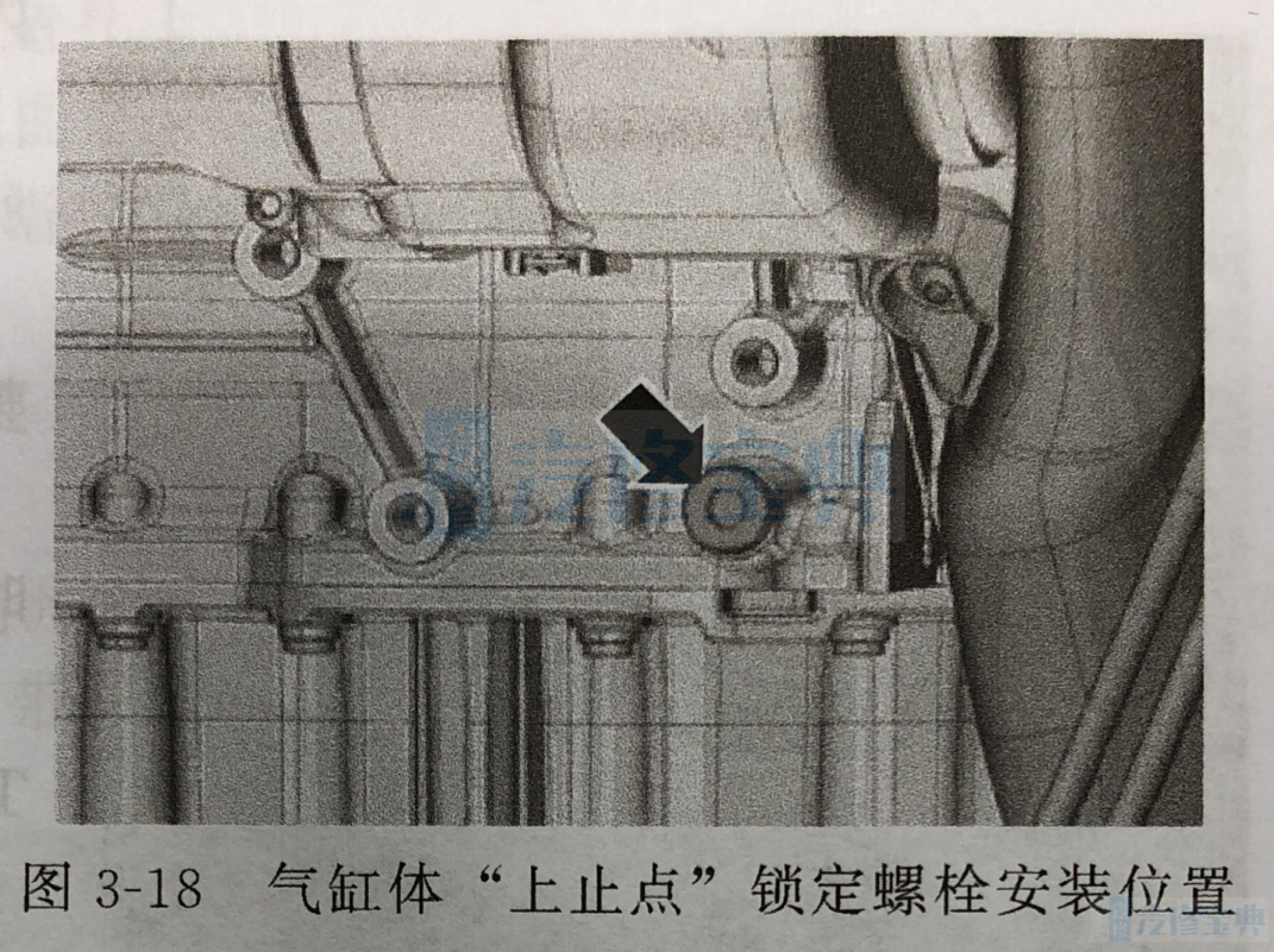
a.旋出气缸体上止点孔锁定螺栓,见图3-18。
b.将定位销T10340或CT10340旋入至极限位置,并以30N·m的力矩拧紧,将曲轴沿发动机工作时的运转方向转至极限位置,此时定位销与曲轴臂充分接触。
注意:定位销T10340或CT10340无法旋至极限位置时说明1缸活塞必定不在上止点位置,可以通过允许旋入定位销的程度去判断1缸活塞所处的位置。
·当允许旋入定位销长度较短时,1缸活塞处于上止点附近(已过上止点),此时应旋出定位销,将曲轴沿发动机工作时的运行方向旋转约270°。然后将定位销拧至极限位置,并以30N·m的力矩拧紧,继续将曲轴沿发动机工作时的运转方向旋转至止动位置。
·当允许旋入定位销长度较长时,1缸活塞处于下止点附近(已过下止点),此时应旋出定位销,将曲轴沿发动机工作时的运行方向旋转约90°。然后将定位销拧至极限位置,并以30N·m的力矩拧紧,继续将曲轴沿发动机工作时的运转方向旋转至止动位置。
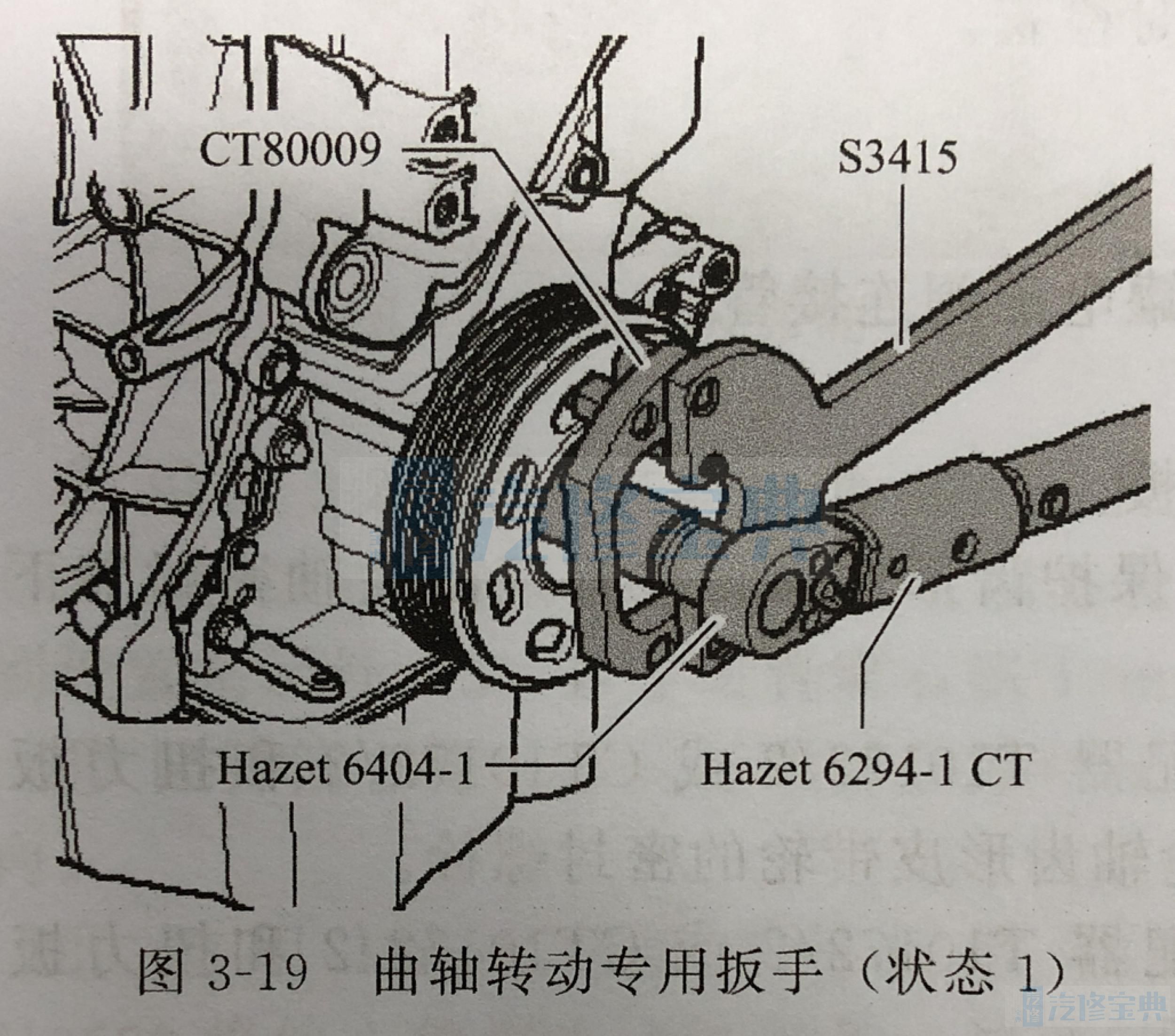
使用扳手3415或S3415和固定工具CT80009转动曲轴,见图3-19(状态1)。
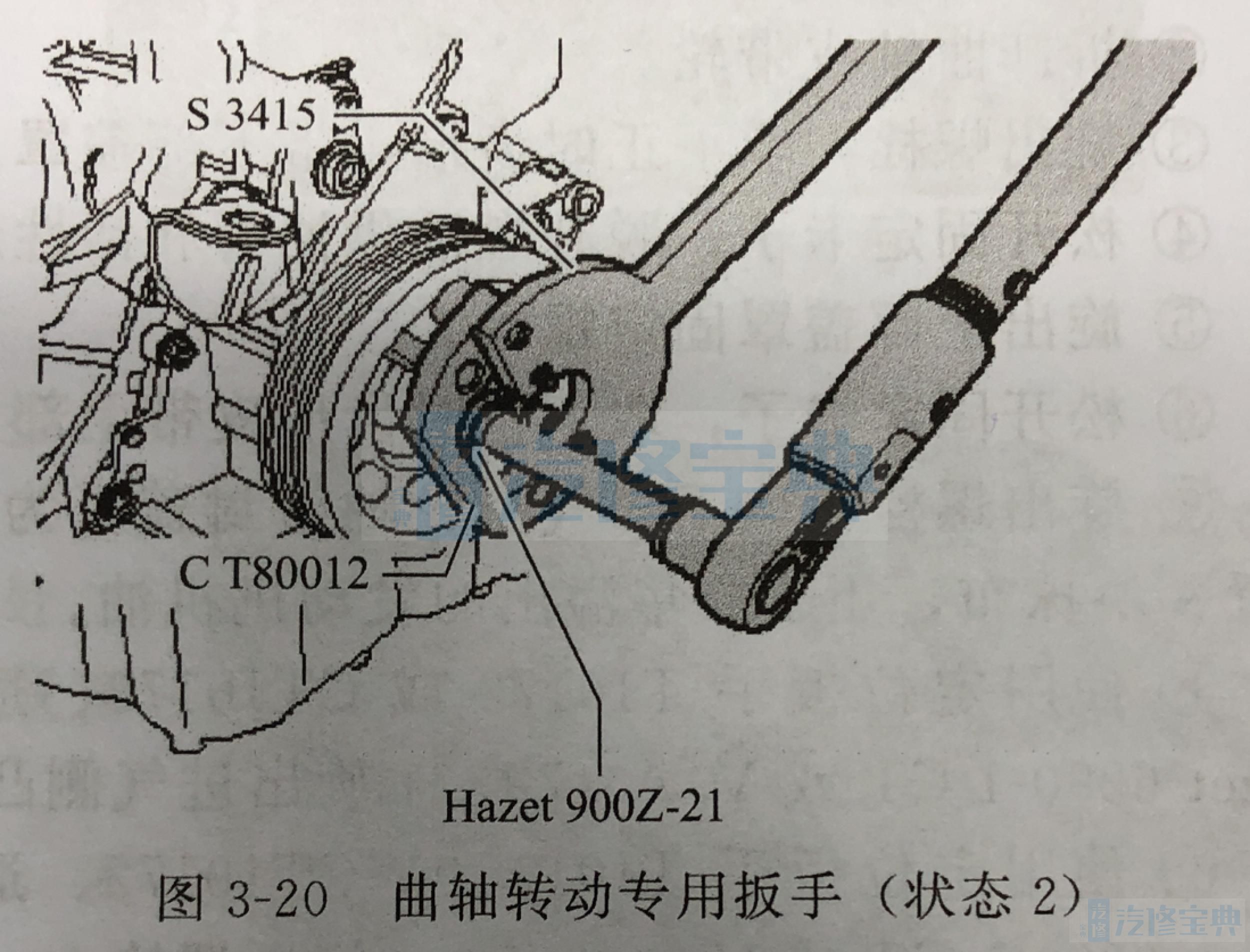
使用扳手3415或S3415和固定工具CT80012转动曲轴,见图3-20(状态2)。
调整1缸活塞上止点时,可结合飞轮侧凸轮轴的状态进行进一步判断。如图3-21所示,变速箱侧的两个凸轮轴上,每个凸轮轴上各有两个不对称的槽(箭头)。在排气凸轮轴上,可以通过冷却液泵齿形皮带轮上的孔看到凸轮轴上两个不对称的槽(箭头)。在进气凸轮轴上,凹槽(箭头)位于凸轮轴中部上方。
②凸轮轴位置不在描述位置时,旋松定位销T10340或CT10340,并再转动曲轴,直至到达“上止点”位置。
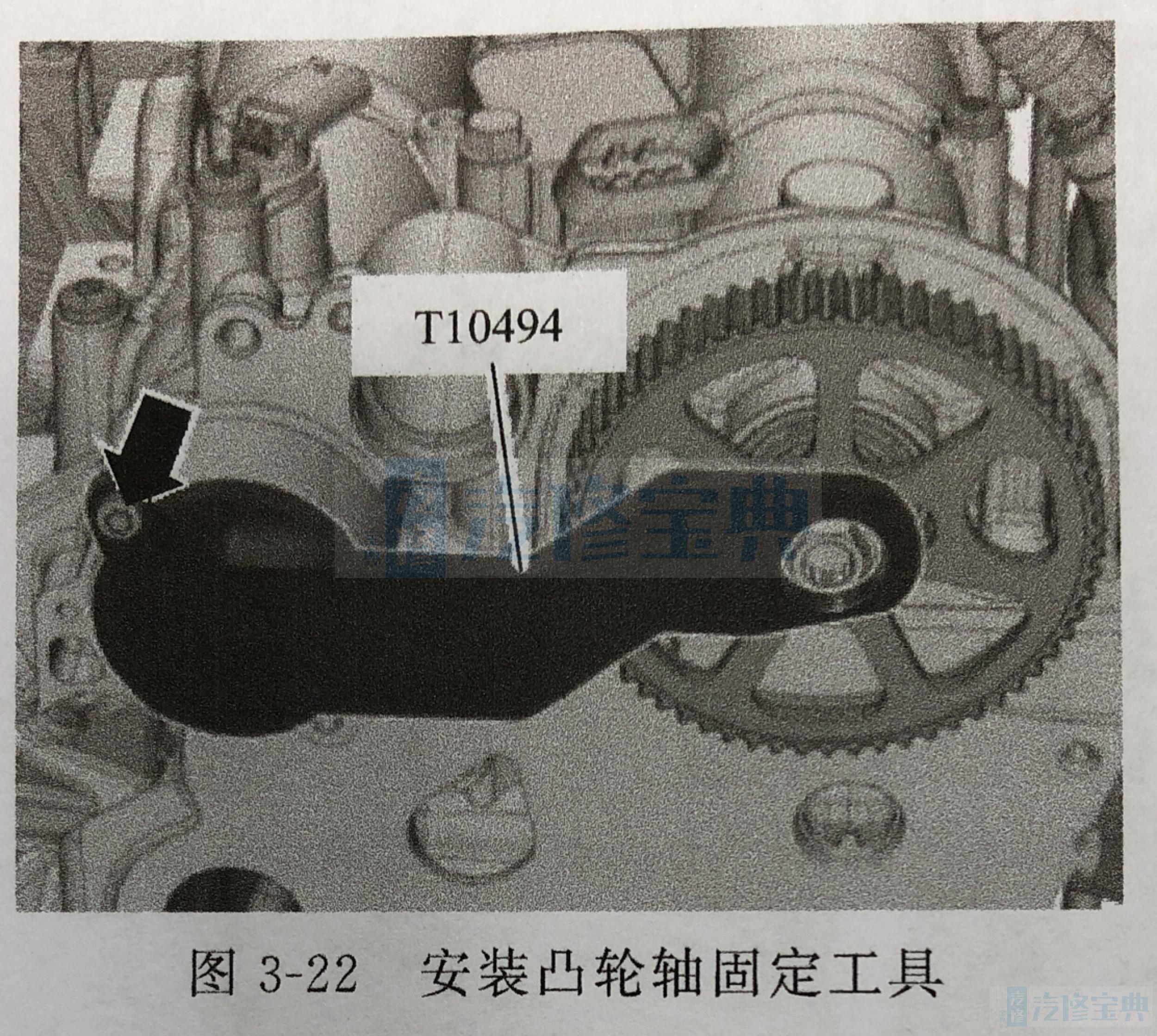
如图3-22所示,凸轮轴固定工具T10494必须能很容易放入安装位置。不能使用其他工具敲击凸轮轴固定工具,以使其能安装到位。
如果凸轮轴固定工具T10494不能很容易地放入安装位置:
a.用手从上方向下按压正时齿形皮带。
b.同时将凸轮轴固定工具T10494插入凸轮轴内,直至止动位置。
C.用手拧紧固定工具上螺栓(图3-22箭头所指)。
如果无法插入凸轮轴固定工具T10494,则调整正时,取下凸轮轴上的正时齿形皮带。
如果可以插入凸轮轴固定工具T10494,则正时正常。
结束工作之前,检查是否已经取下定位销T10340或CT10340和凸轮轴固定工具T10494。
③其余的安装以拆卸的相反顺序进行。
更换采用角度控制方式拧紧的螺栓(如拧紧要求为30N·m+继续旋转90°)锁定螺栓O形圈损坏时需及时更换。
(3)正时带单元拆卸步骤。
①设置气缸1位于上止点位置,方法参考正时检查。
②拆卸曲轴皮带轮③旋出螺栓,取下正时齿形皮带下部盖罩。
④松开固定卡子,脱开燃油供油管和活性炭罐电磁阀连接管。
⑤旋出上部盖罩固定螺栓⑥松开固定卡子,取下正时齿形皮带上部盖板⑦旋岀螺栓,取下排气凸轮轴密封盖。为了保护齿形皮带,在排气凸轮轴密封盖下方放置一块抹布,用于收集溢出的发动机机油。
⑧使用定位扳手T10172或CT10172、适配器T10172/2或CT10172/2和扭力扳手hazet 6290-1CT或V.A.G1331旋出进气侧凸轮轴齿形皮带轮的密封螺栓。
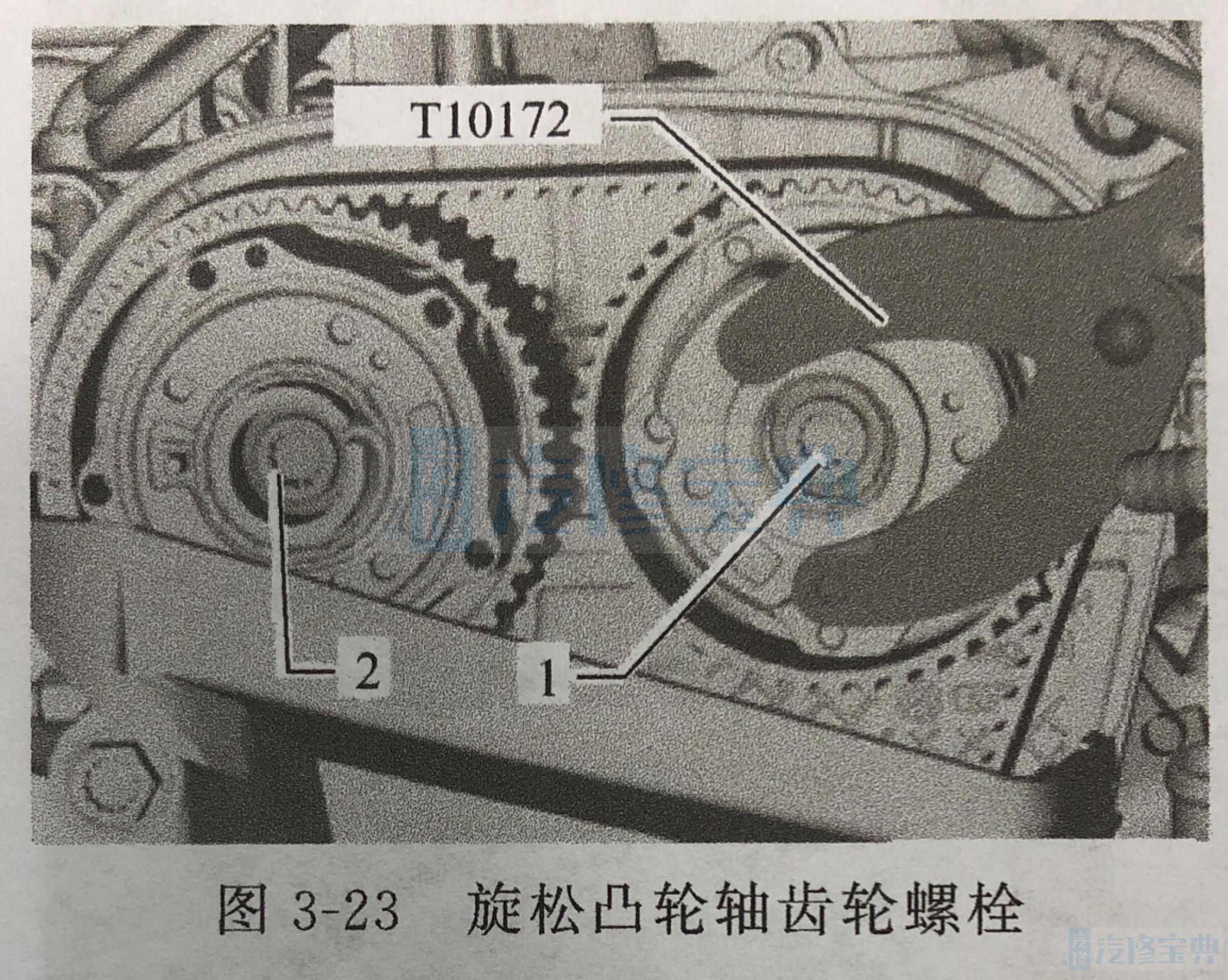
⑨使用定位扳手T10172或CT10172、适配器T10172/2或CT10172/2和扭力扳手hazet 6292-1CT或V.A.G1332旋松螺栓1一圈。
⑩使用定位扳手T10172或CT10172、适配器T10172/1或CT10172/1和扭力扳手 Hazet6292-1CT或V.A.G1332旋松螺栓2一圈。螺栓位置见图3-23。
11.使用30mm特殊扳手T10499或CT10499固定偏心轮上的张紧轮,松开螺栓。
12.将正时齿形皮带从凸轮轴上脱开。
正时齿形皮带安装方向应与其原有运转方向保持一致,否则有损坏的危险。因此,拆卸正时齿形皮带时,用粉笔或记号笔标出其运转方向用于重新安装。
13.取下正时齿形皮带。
14.取下正时齿形皮带轮。
(4)正时带单元安装步骤(调整正时)。
①调整1缸活塞至上止点位置。
②更换两个凸轮轴齿形皮带轮螺栓,并将其拧入,但不要拧的很紧。只要凸轮轴齿形皮带轮能够绕螺栓自由旋转且转动过程中不会在螺栓轴向方向来回运动即可。
③检查张紧轮的凸耳是否啮合在气缸盖的铸造孔上。
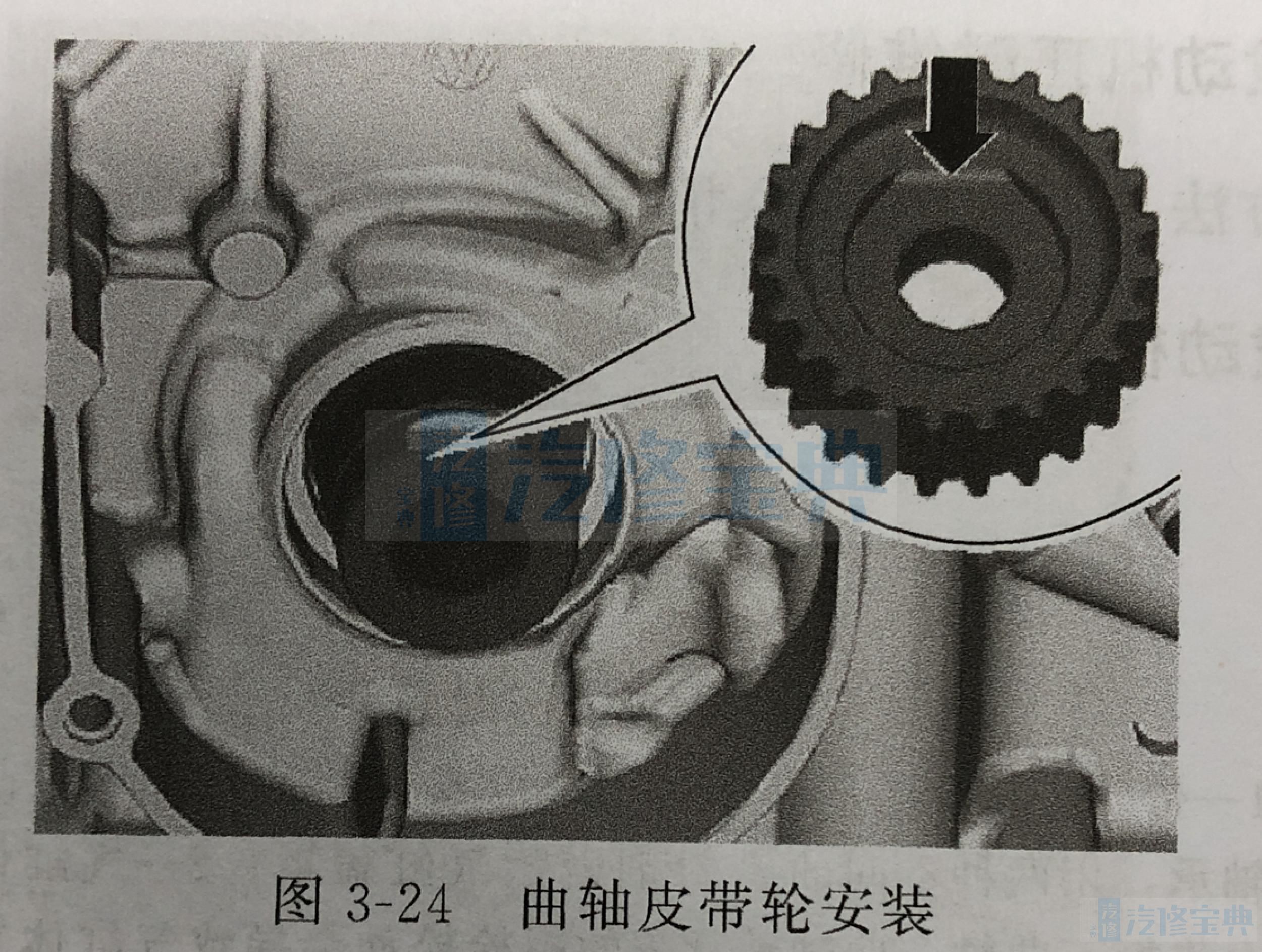
④将正时齿形皮带轮装到曲轴上。必须保证曲轴皮带轮和正时齿形皮带轮的接触面无油脂。正时齿形皮带轮铣切面(图3-24所示箭头指处)必须放在曲轴销铣切面上。
⑤首先将齿形皮带套在齿形带的下部。
⑥安装正时齿形皮带下部盖罩。
7.安装曲轴皮带轮。
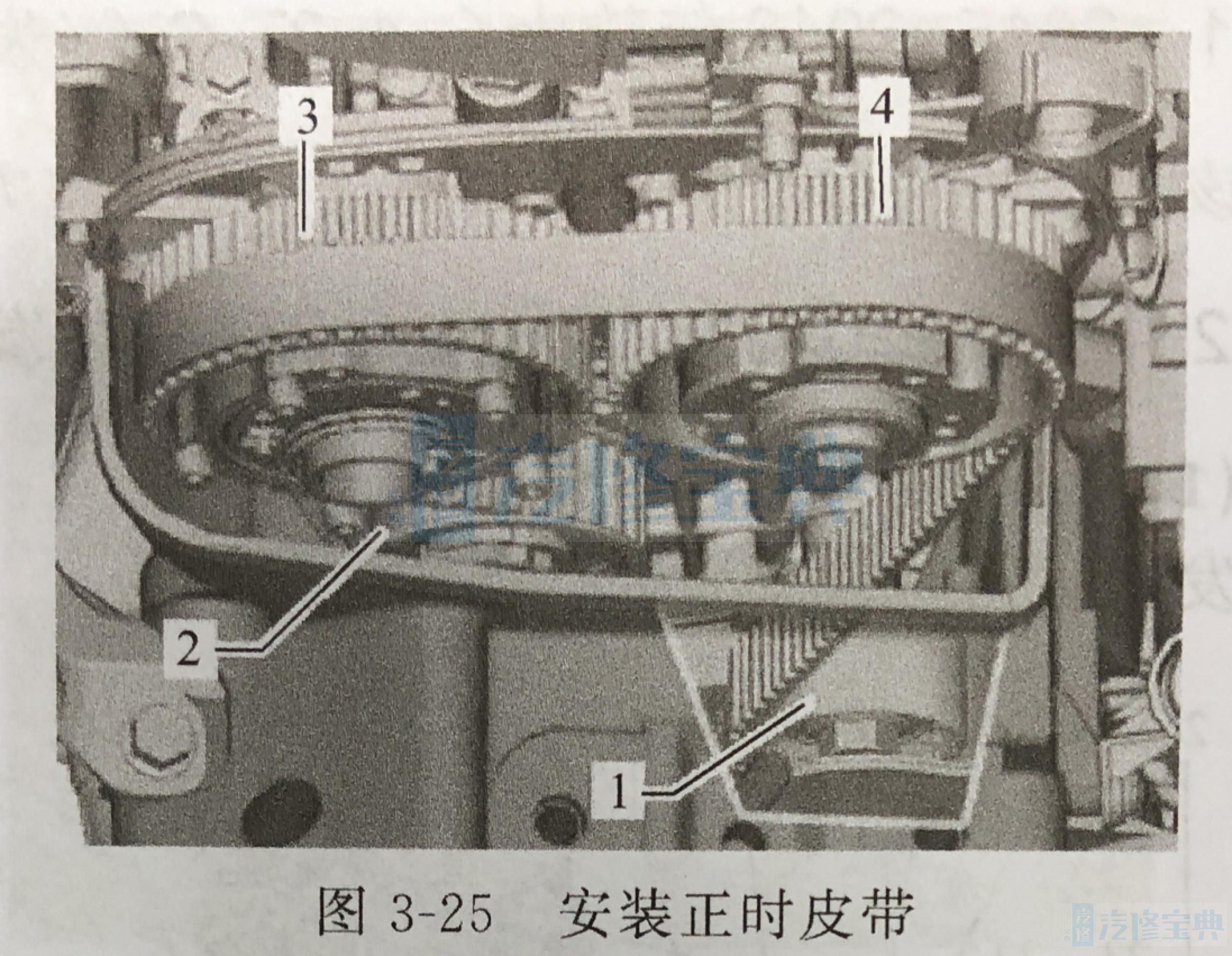
⑧安装齿形皮带时注意安装顺序:向上拉齿形皮带,并置于导向轮(1)张紧轮(2)排气凸轮轴齿形皮带轮(3)和进气凸轮轴齿形皮带轮(4)上,见图3-25。
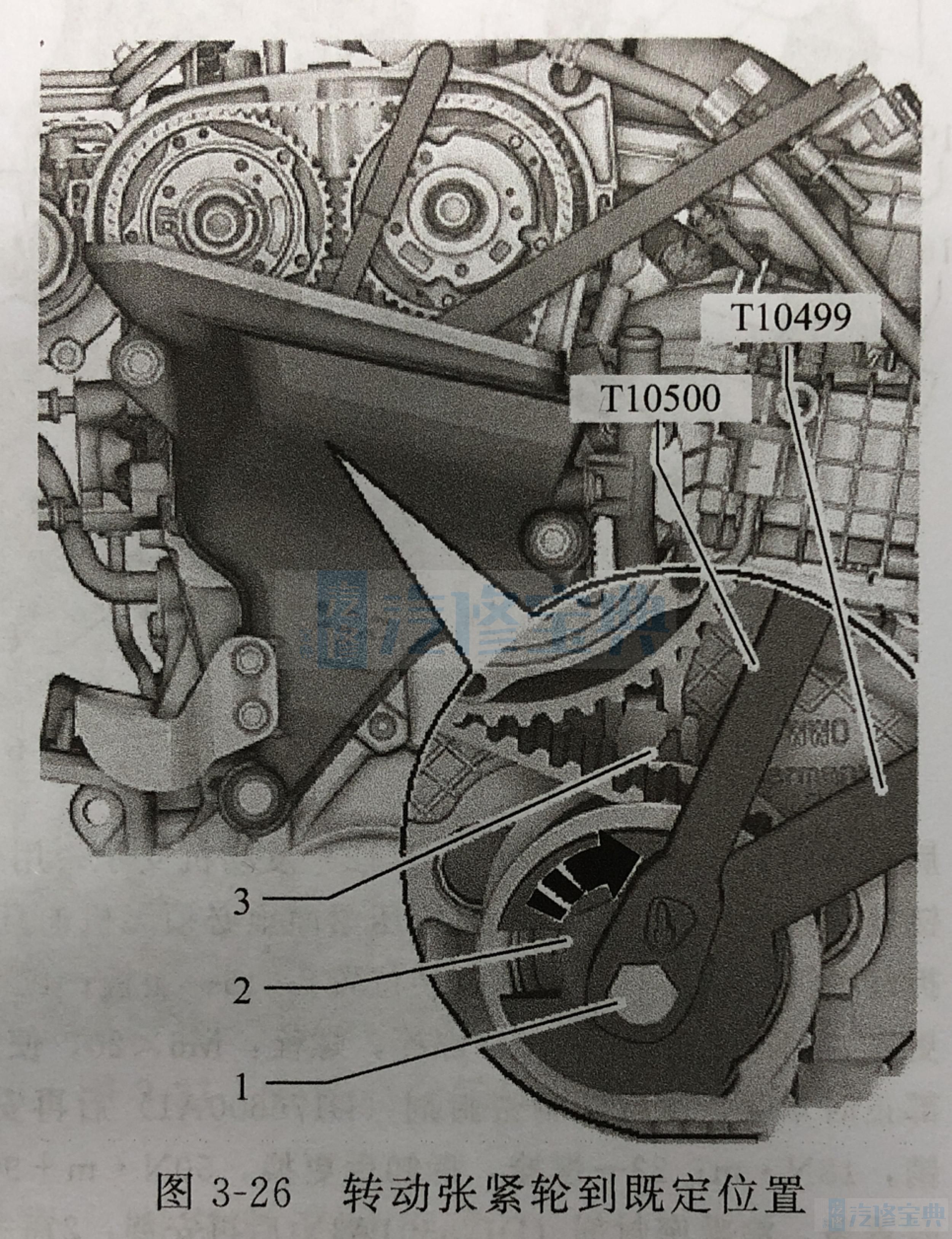
⑨沿图3-26箭头方向转动30mm特殊扳手T10499或CT10499[即转动张紧轮偏心轮(2)],直到设置指示针(3)位于设置窗右侧10mm处。
⑩回转偏心轮,直到指示针正好位于设置窗口内。
11.使用13mm特殊环形扳手T10500或CT10500将偏心轮保持在该位置,拧紧螺栓(1)至额定要求。发动机转动或运行后,指示针(3)位置和设置窗口之间的距离可能会出现细小差异这对齿形皮带张紧并没有影响。
12.使用带适配器T10172/1或CT10172/1的定位扳手T10172或CT10172和扭力扳手 Hazet 6292-1CT或V.A.G1332以50N·m的力矩拧紧2个凸轮轴皮带轮螺栓。
13.旋出定位销T10340或CT10340。
14.旋出螺栓,取出凸轮轴固定工具T10494。
15.检查正时,参考上面第2小节步骤。
16.使用带适配器T10172/1或CT10172/1的定位扳手T10172或CT10172、扭力扳手 hazet 62921CT或V.A.G1332和角度盘 Hazet 6690将凸轮轴皮带轮螺栓拧紧至额定要求。
17.使用带适配器T10172/2或CT10172/2的定位扳手T10172或CT10172和扭力扳手Hazet 6290-1CT或V.A.G1331拧紧密封螺栓。
18.维修工作结束后,需检查是否已经取下定位销T10340或CT10340和凸轮轴固定工具T10494。
进一步的安装以拆卸的相反顺序进行。