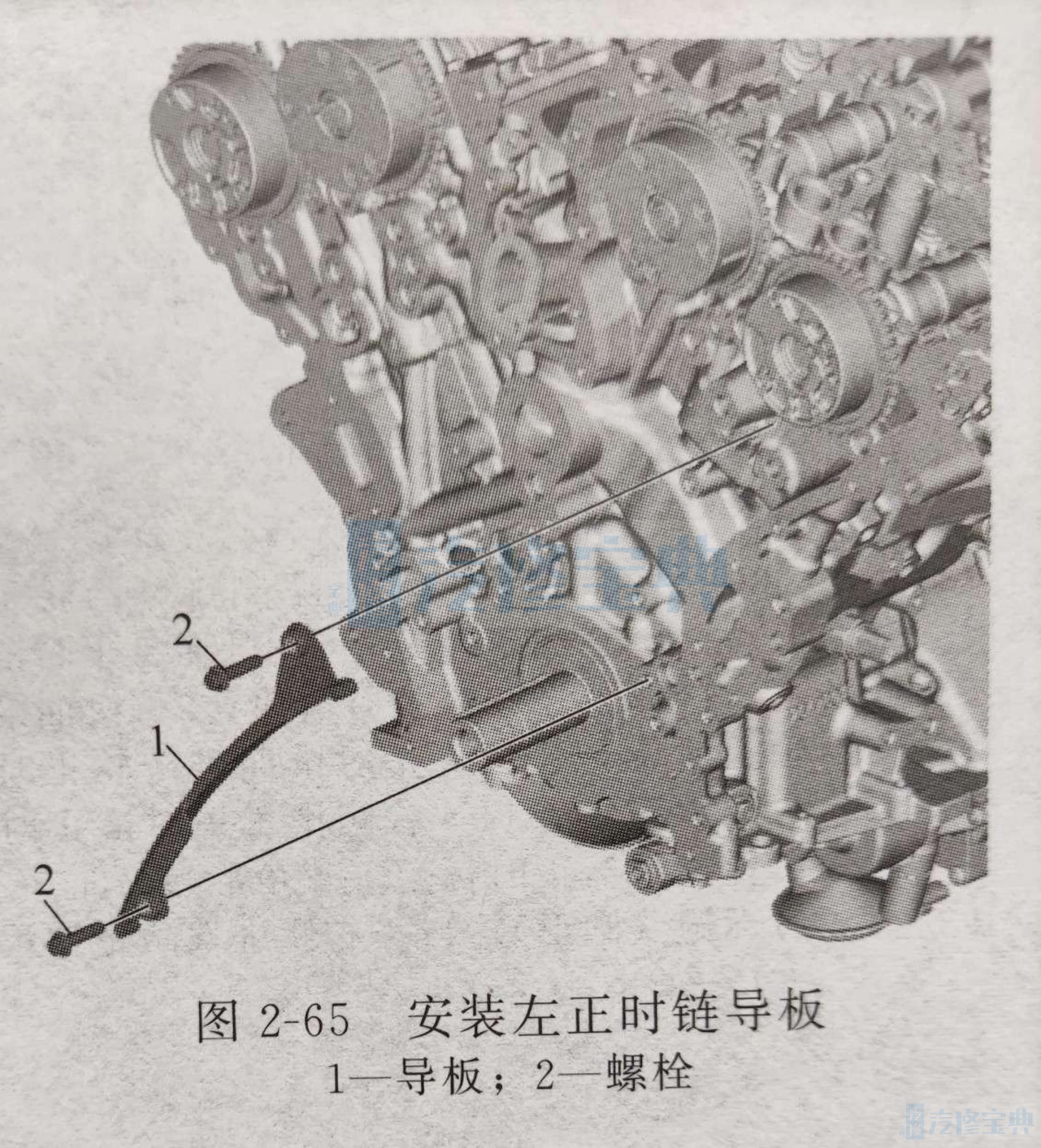
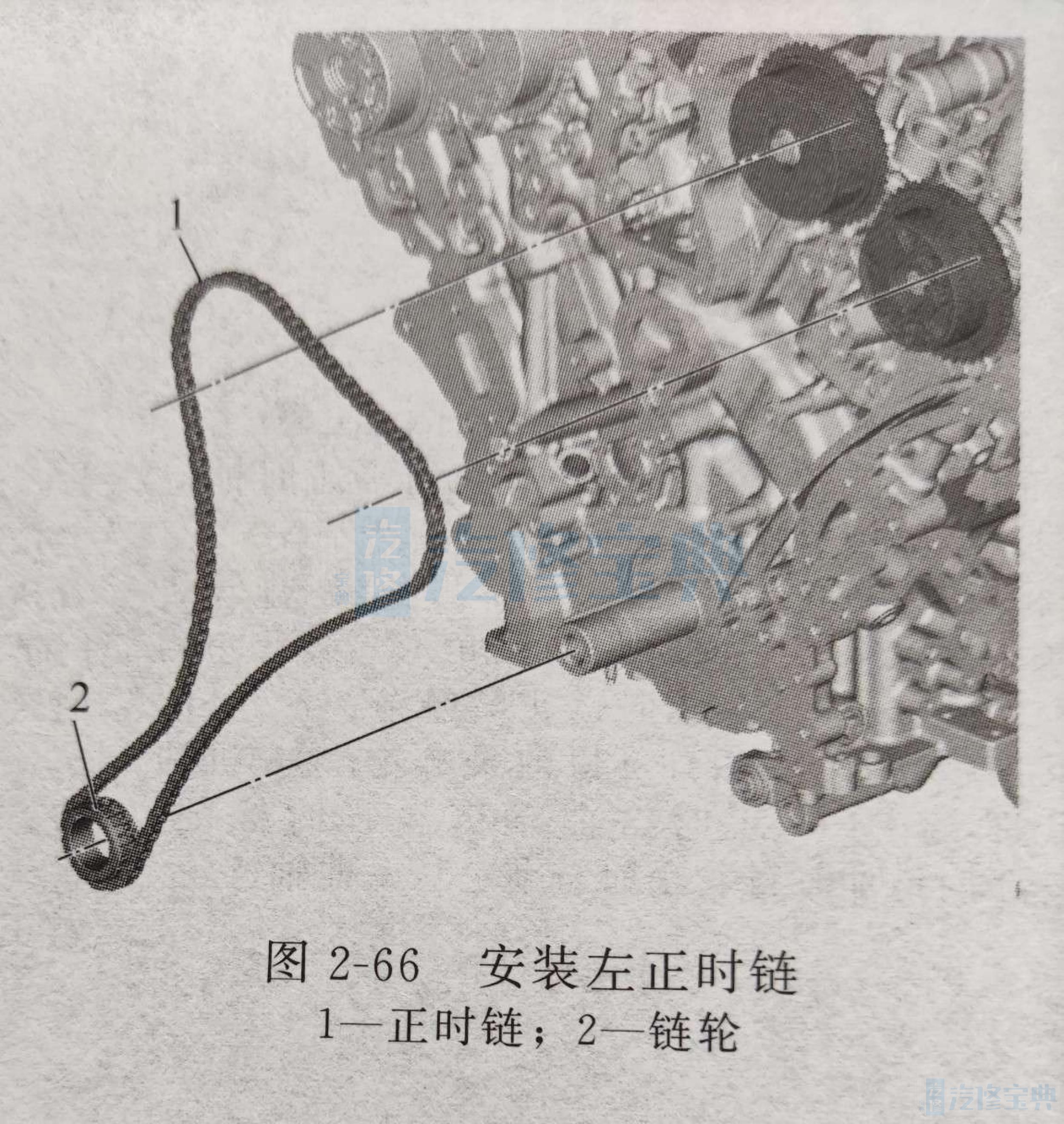
凸轮轴正时链部件安装步骤如下: ①如图2-65所示安装左正时链导板1,紧固正时链导板螺栓2(2个),拧紧力矩25N·m注意确认指定的进气和排气执行器正确就位。 ②安装左正时链,如图2-66所示。确保带激光蚀刻标记的凸轮轴平面与气缸盖垂直并且曲轴处于第一阶段位置。曲轴键槽将处于大约11点位置。将曲轴链轮2预装配到左正时链1上。固定正时链的同时,将曲轴链轮安装到曲轴上。将正时链引导至导板,不要搁置在塑料侧肋条上。在凸轮轴的六角形铸件上使用开口扳手,以转动凸轮轴,这将辅助正时标记的对准。凸轮轴执行器链轮区域可能有多个标志。找到执行器体表面上的L。正确的正时标记可以是竖直位于链轮齿内侧并与L标识符对齐的圆形或三角形。将左侧L排气凸轮轴位置执行器链轮的三角形正时标记对准凸轮轴传动链正时链节。将左侧(L)进气凸轮轴位置执行器链轮的圆形正时标记对准凸轮轴传动链正时链节。
③安装左正时链导板和正时链张紧器,如图2-67所示。安装左正时链导板1,紧固正时链导板螺栓2,拧紧力矩25N·m。正时链张紧器柱塞受到较大张力,必须在拆卸或安装正时链张紧器时使用张紧器收紧销将其固定。
用拇指重置正时链张紧器柱塞,并用EN-52234或1/8in(1in=25.4mm)钴头将其固定。将柱塞压进张紧器体,把EN-52234或1/8in钻头插入左正时链张紧器体侧面的检修孔中,使左正时链张紧器锁止。缓慢释放左正时链张紧器上的压力。左正时链张紧器应保持压缩状态。将链条张紧器安放到位,并将螺栓松弛地安装到气缸体上。紧固正时链张紧器螺栓5,拧紧力矩25N·m确保在左气缸盖的左正时链张紧器安装表面上,无任何可能对新的左正时链张紧器衬垫的密封造成影响的毛刺或缺陷。
在释放传动链张紧器4前,确认正时标记处于正确位置。拔出合适的工具,松开正时链张紧器柱塞。参考图2-62,确认左正时链正时标记是否对准。
④如图2-68所示,安装机油泵正时链1:机油泵传动装置螺栓2要安装新螺栓,不可重复使用旧螺栓。按顺序紧固:第一遍拧紧力矩15N·m;最后一遍继续旋转110°
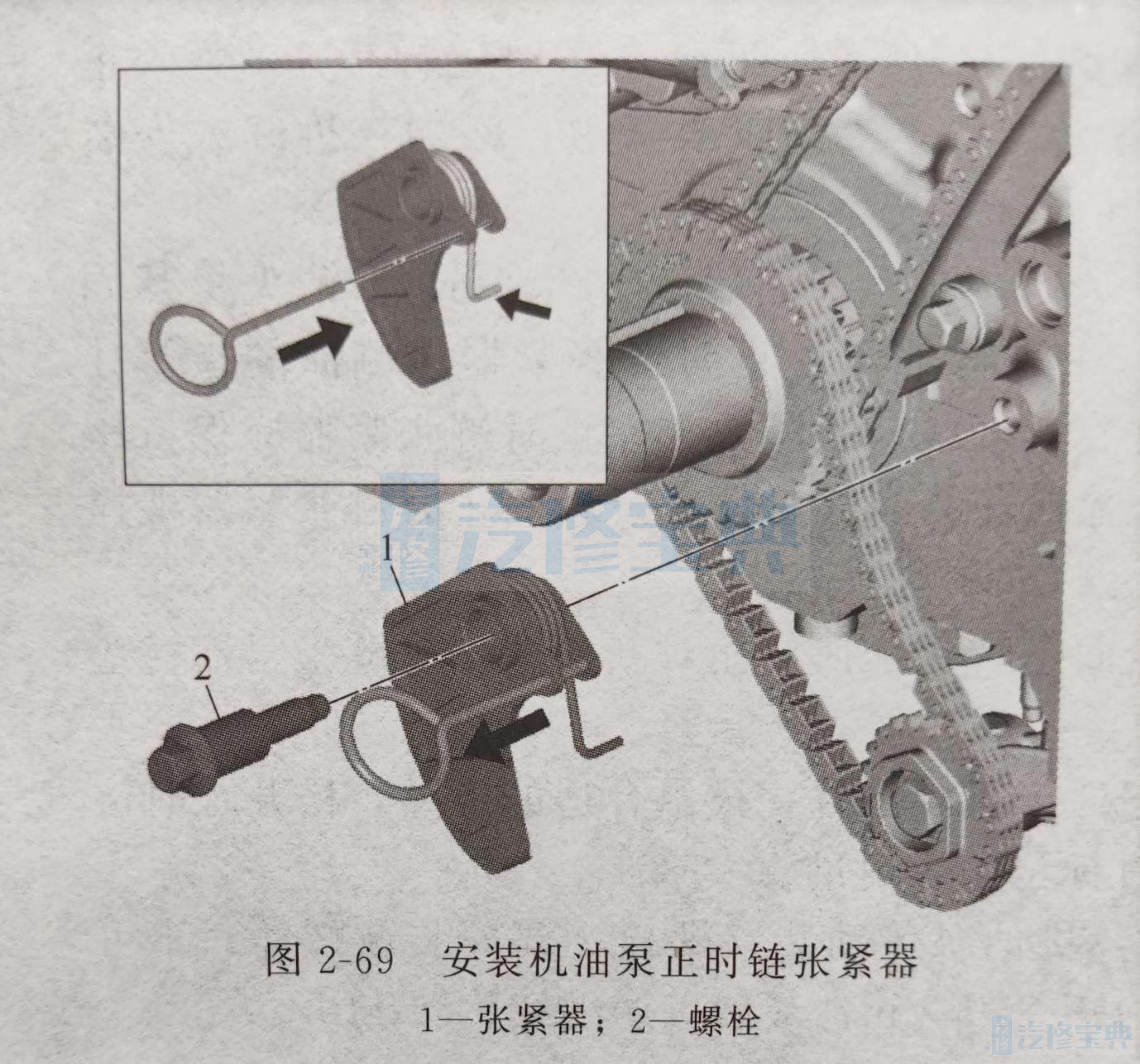
⑤安装机油泵正时链张紧器,如图2-69所示。用手折叠机油泵正时链张紧器1并安装EN-52234或1/8in钻头将其固定到位。将张紧器安放到位,并将螺栓松弛地安装到气缸体上,用手紧固正时链张紧器螺栓2。在释放张紧器前,确认正时标记处于正确位置。通过拔出合适的工具,松开张紧器。紧固正时链张紧器螺栓,拧紧力矩25N·m。
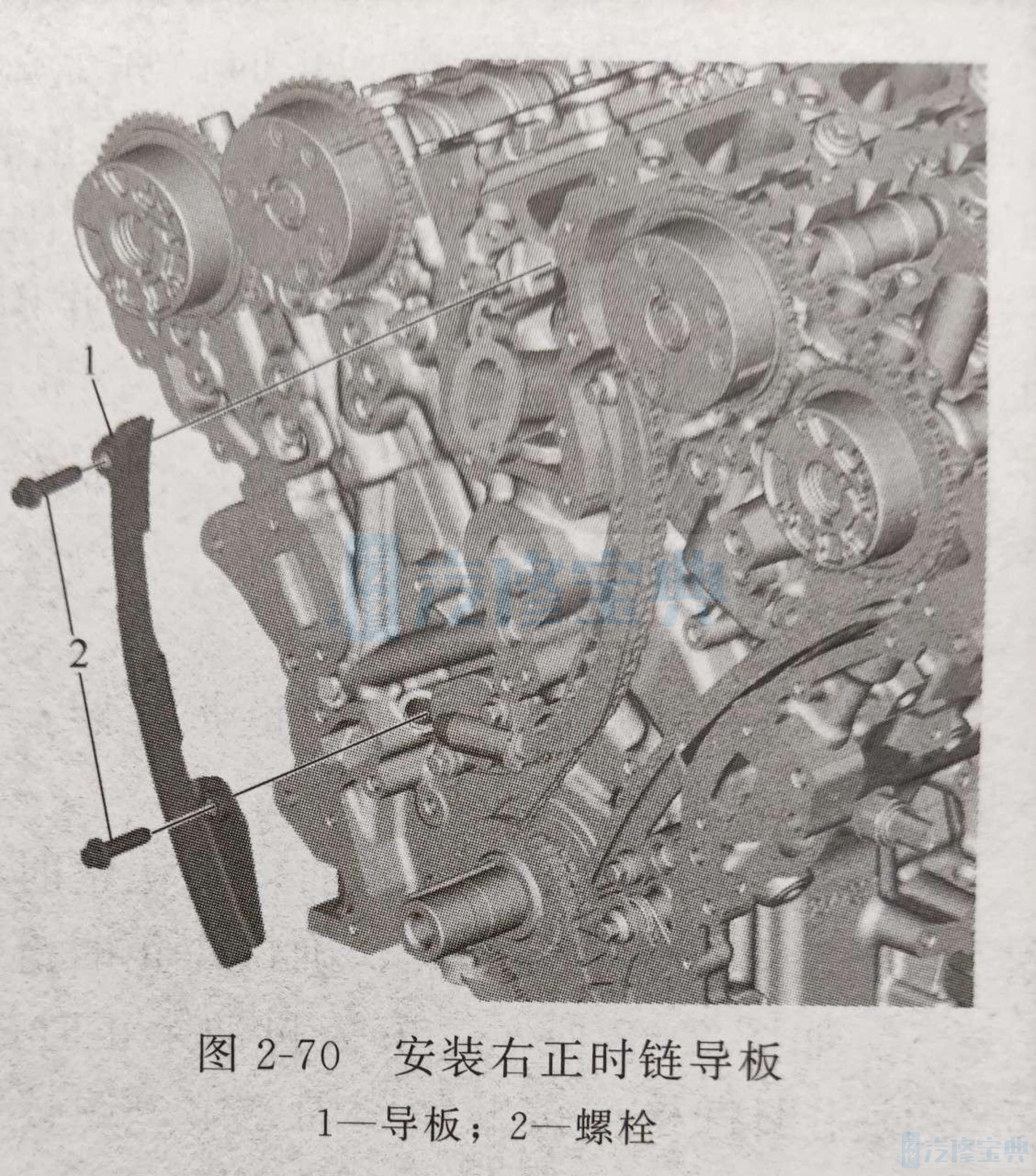
⑥如图2-70所示安装右正时链导板1,紧固正时链导板螺栓2,拧紧力矩25N·m,确认指定的进气和排气执行器正确就位。
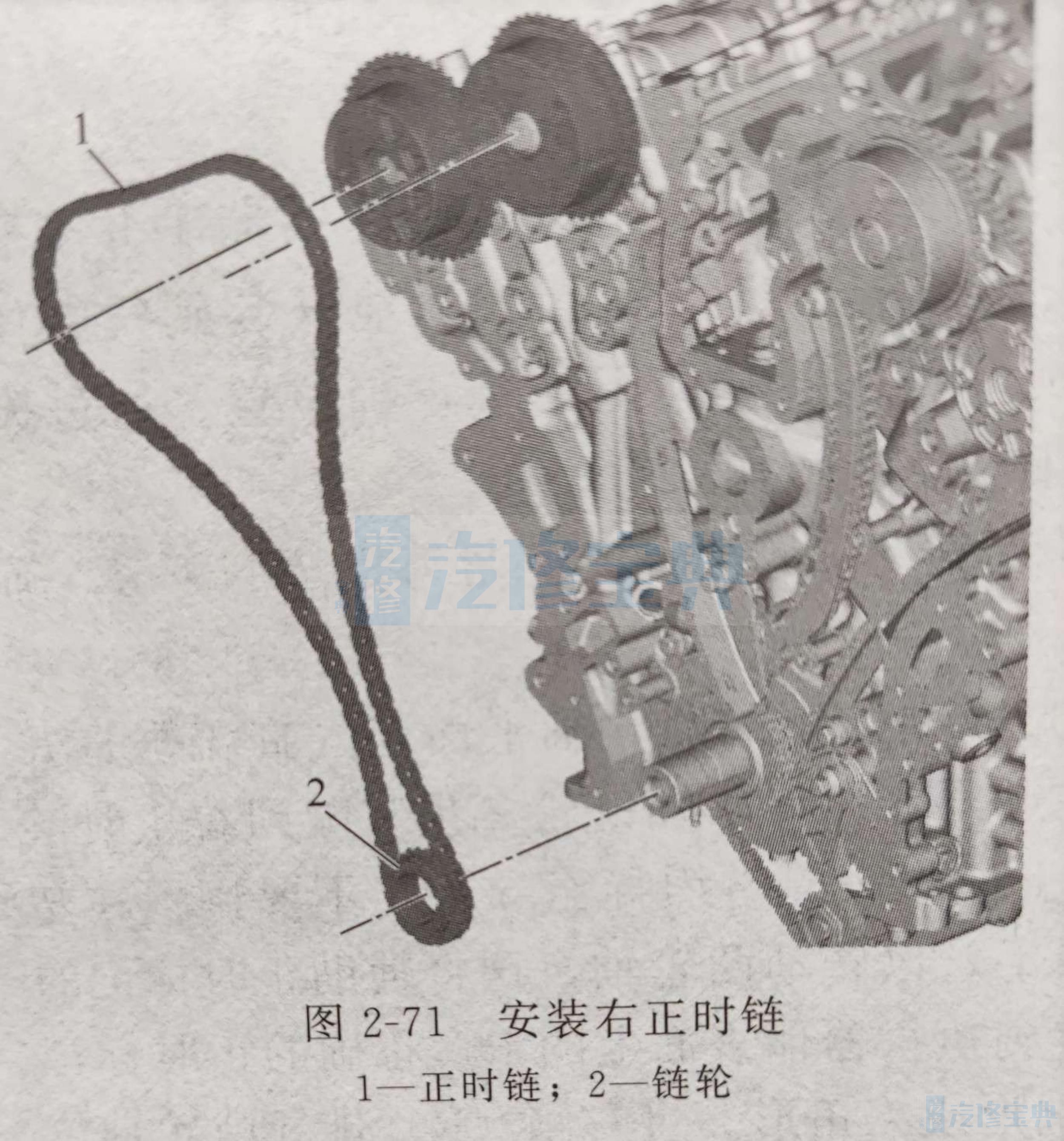
⑦安装右正时链,如图2-71所示。确保带激光蚀刻标记的凸轮轴平面与气缸盖垂直并且曲轴处于第二阶段位置。曲轴键槽将处于大约3点位置。将曲轴链轮2预装配到右正时链1上。固定正时链的同时,将曲轴链轮安装到曲轴上。将正时链引导至导板,不要搁置在塑料侧肋条上。在凸轮轴的六角形铸件上使用开口扳手,以转动凸轮轴,这将辅助正时标记的对准。凸轮轴执行器链轮区域可能有多个标志。找到执行器体表面上的R。正确的正时标记可以是竖直位于链轮齿内侧并与R标识符对齐的圆形或三角形。将右侧(R)排气凸轮轴位置执行器三角形正时标记对准凸轮轴传动链条正时链节。将右侧(R)进气凸轮轴位置执行器圆形正时标记对准凸轮轴传动链正时链节。
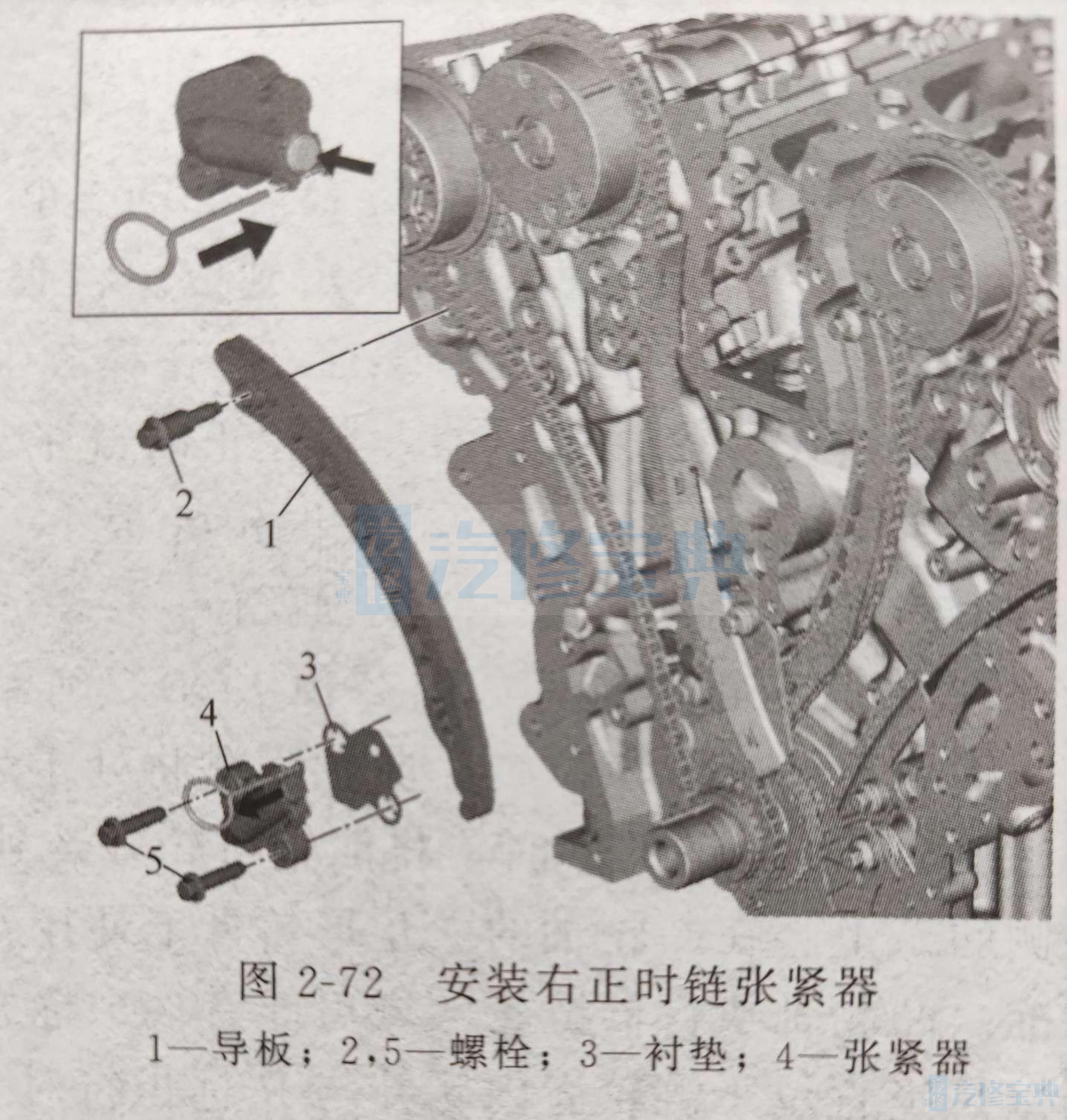
⑧安装右正时链导板和正时链张紧器,如图272所示。安装右正时链导板1,紧固正时链导板螺栓2,拧紧力矩25N.m,确保在右气缸盖的右正时链张紧器安装表面上,无任何可能对新的右正时链张紧器衬垫3的密封造成影响的毛刺或缺陷。
用拇指重置正时链张紧器柱塞,并用EN-52234或1/8in钻头将其固定。将柱塞压进张紧器体,把EN-52234或1/8in钻头插入右正时链张紧器体侧面的检修孔中,使右正时链张紧器锁止。缓慢释放右正时链张紧器上的压力。右正时链张紧器应保持压缩状态。将链条张紧器安啟放到位,并将螺栓松弛地安装到气缸体上。紧固正时链张紧器螺栓5,拧紧力矩25N·m。
正时链张紧器柱塞受到较大张力,必须在拆卸或安装正时链张紧器4时使用张紧器收紧销将其固定。
在释放传动链张紧器前,确认正时标记处于正确位置。通过拔出合适的工具,松开正时链张紧器柱塞。
参考图2-63,确认右正时链正时标记是否对准。