1.制动钳的检修检修制动钳时,需要拆下制动钳,然后按照以下内容进行检查(1)检查钳体是否有锈蚀和损伤现象,轮缸橡胶防尘套是否完好且有良好的弹性。 (2)检查活塞在钳体中是否能平滑移动(3)检查导向销是否磨损或变形,弹性夹的弹性是否正常(浮动式制动钳)2.制动片的检修如图2-13所示,使用专用圆盘规在制动片多个位置测量其厚度,查看制动片是否达到磨损极限及磨损是否均匀,并根据情况进行更换。更换制动片时,同一车轮上的制动片应一起更换。当制动片出现不均匀的磨损时,应查找故障原因并进行修理。
3.制动盘的检修。
在检查制动盘表面和磨损时,先用工业酒精或经许可的制动器清洗剂清洁制动盘的摩擦面,然后检查制动盘摩擦面是否存在锈蚀、点蚀、开裂、灼斑变形等情况。如果制动盘的摩擦表面出现上述情况,则制动盘需要表面修整或更换制动盘磨损会导致其发生形变,这可通过制动盘厚度偏差测量和制动盘端面跳动量测量进行判断。
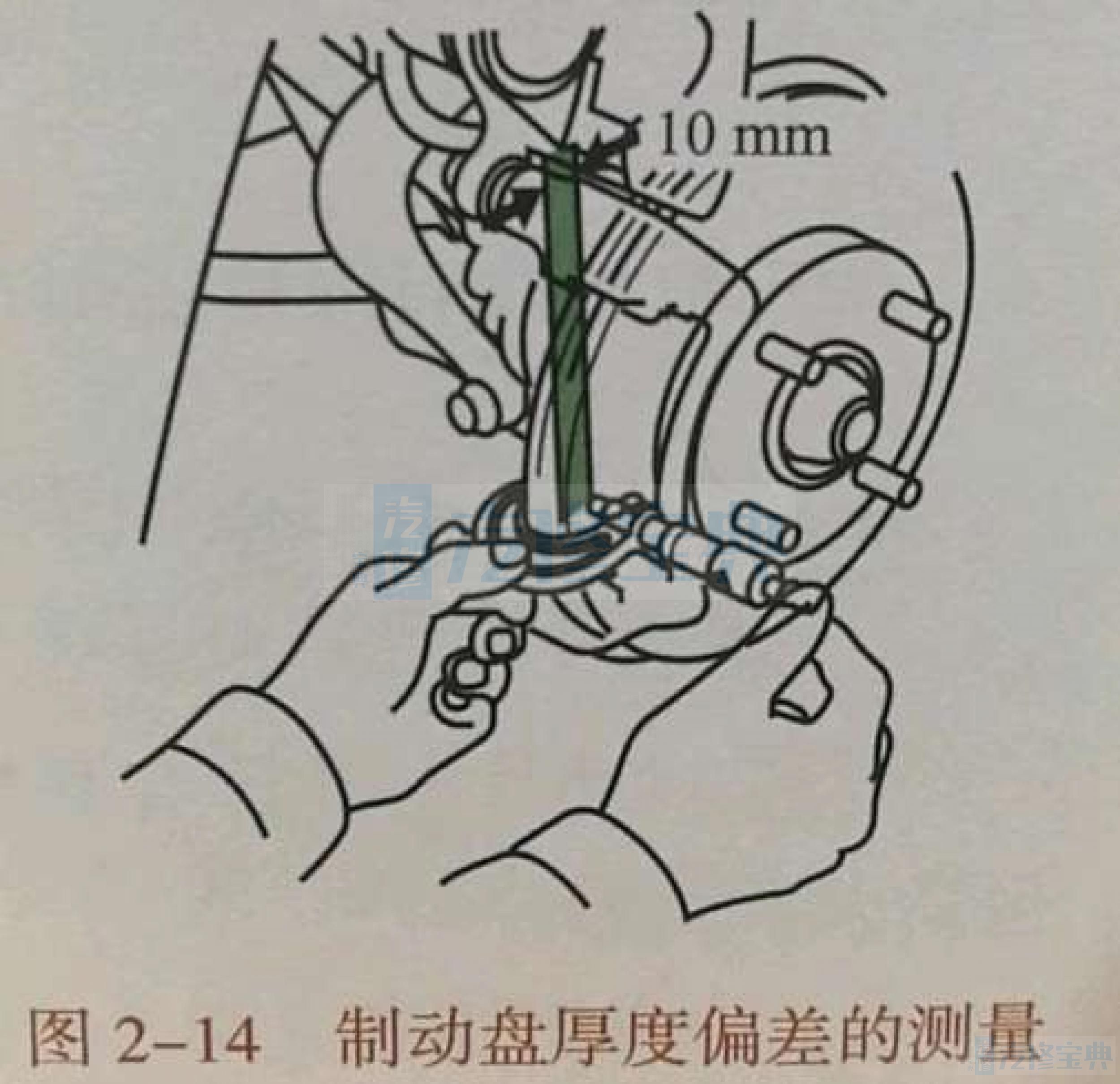
4.制动盘厚度偏差的测量(1)拆卸制动钳及制动片,并清洁制动盘的摩擦面,以便于千分尺能接触到清洁的制动盘内摩擦面。
(2)使用千分尺测量并记录制动盘圆周上均匀分布的4个点或更多点的厚度。操作时,务必确保在制动盘摩擦面内进行测量,且每次测量时千分尺与制动盘外边缘的距离相等(约10mm).如图2-14所示。
(3)计算所记录的最大厚度和最小厚度之差,得出厚度偏差值,并根据维修手册判断该差值是否符合规定。如果制动盘厚度偏差超出规定,则制动盘需要进行表面修整或更换。
注意:对制动盘进行表面修整或更换后,必须测量制动盘端面跳动量,以确保盘式制动器的最佳制动性能。
5.制动盘端面跳动量的测量。
在测量制动盘端面跳动量前,需要拆卸制动盘,检查轮毂和制动盘的接合面,确保没有异物、锈蚀或碎屑等。拆下制动盘前,必须标记制动盘与车轮双头螺柱的相对位置,以保证装配的唯一性。
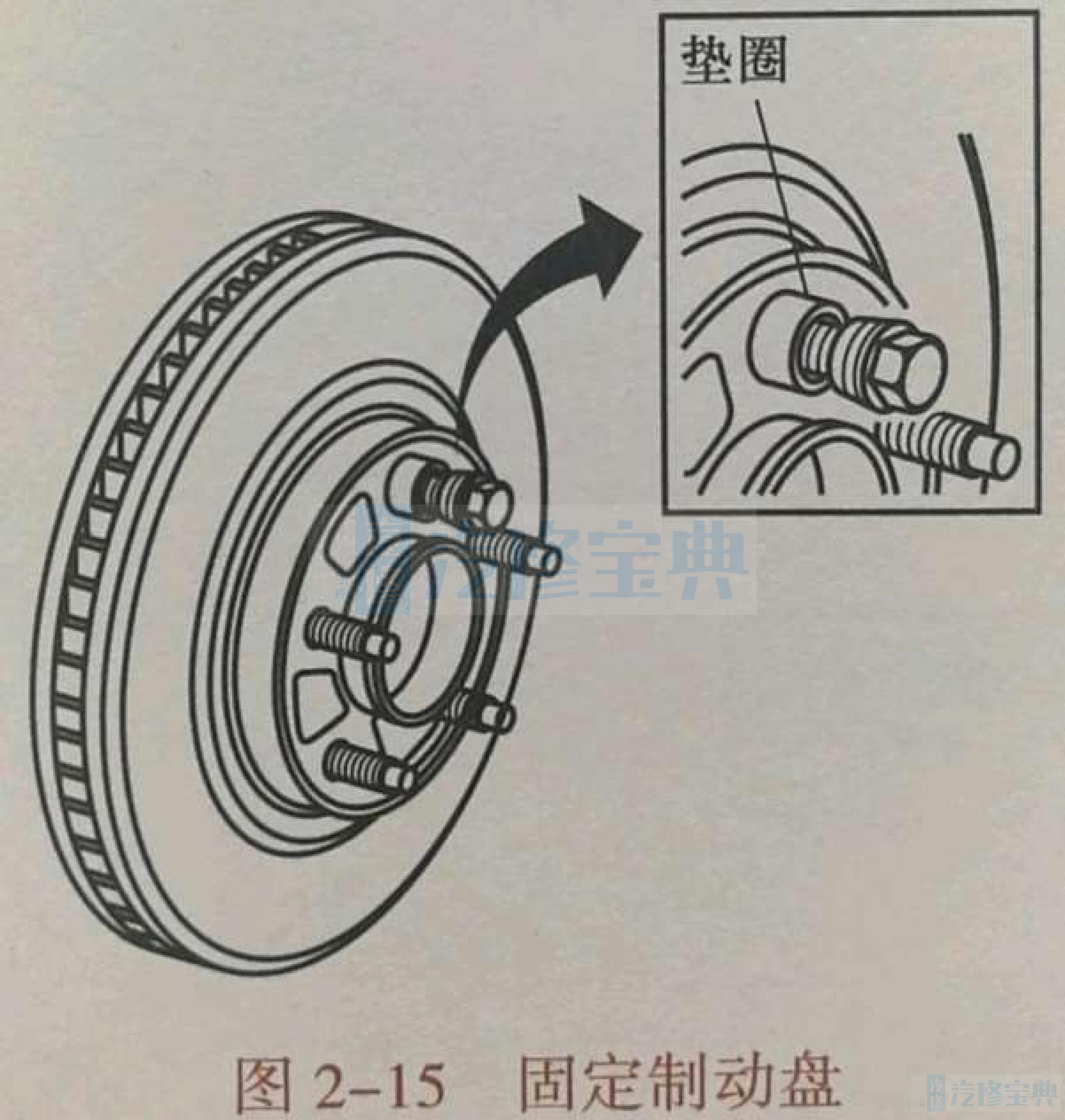
(1)对准拆卸前所作的装配标记,将制动盘安装至轮毂,并在车轮双头螺柱上安装垫圈,再将车轮螺母按照合理顺序紧固至规定值,以正确固定制动盘,如图2-15所示。
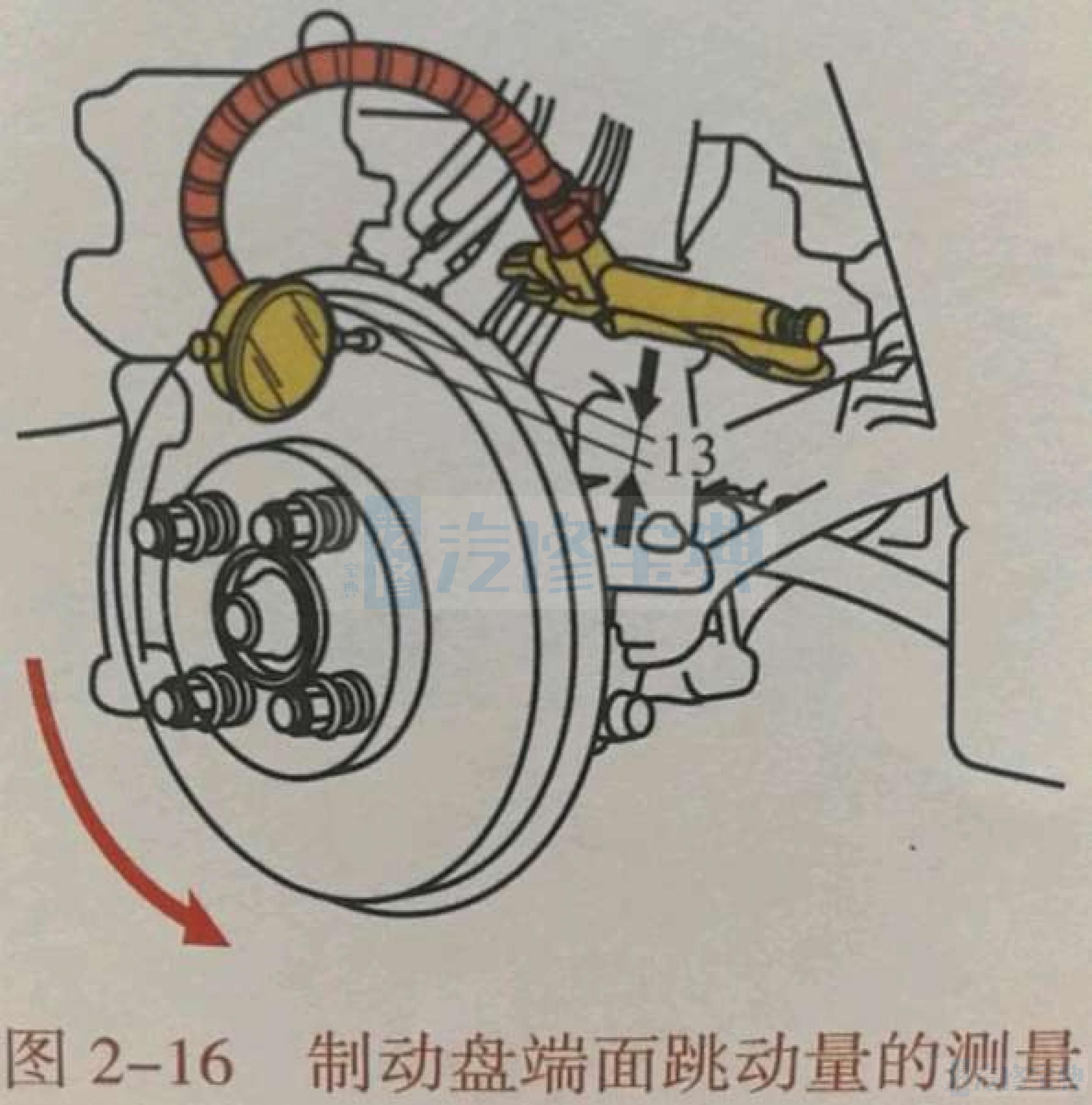
(2)将百分表组件或同等工具安装至支柱,使百分表测量头与制动盘摩擦面以90°角接触,且距离制动盘外边缘约13mm,如图2-16所示。转动制动盘,直到百分表读数达到最小值,然后将百分表归零;然后再次转动制动盘,直到百分表读数达到最大值,并标记最大值对应的测量点的位置,该最大值就是制动盘端面跳动量。
(3)根据维修手册判断制动盘的端面跳动量是否符合规定。如果制动盘端面跳动量符合规定,则安装制动钳并踩几下制动踏板,以便使制动盘固定到位,然后再拆下垫圈。如果制动盘端面跳动量超出规定,则对制动盘进行表面修整或更换,并再次测量制动盘端面跳动量,以确保盘式制动器的最佳制动性能。