1.拆卸气门杆密封件。
所需要的专用工具和维修设备:火花塞扳手3122B或 Hazet 4766-1、气门杆密封件起拔器3364、气门杆密封件推杆3365、适配接头T40012、扭矩扳手VAG 1331、拆卸和装配工具组VAS 5161、导向板VAS 5161/19A。
拆卸气门杆密封件的步骤如下。
①拆卸凸轮轴。
②取出滚子摇臂并将其放到一块干净的垫板上。同时注意,不要混淆滚子摇臂。
③用火花塞扳手3122B或 Hazet 4766-1旋出火花塞。
④将导向板VAS 516119A用滚花螺栓VAS 516112按图4-3-8所示拧紧在气缸盖上。
⑤将相应气缸的活塞置于“下止点”。
⑥将适配接头T40012旋入火花塞螺纹中,并用至少6bar(1bar=10 5Pa)过压的高压空气将其连接(图4-3-9)。
⑦将固定的气门锥形锁夹用锤芯VAS 5161/3和一个塑料锤敲松。
a.在进气侧。
●将棘爪分度机构VAS 5161/6和挂入叉ⅥAS 5161/5拧入导向板WAS 5161/19A的中间螺纹中(图4-3-10)。
●将装配套筒VAS 5161/8插入导向板VAS 5161/19A中。
●将压叉VAS 5161/2挂在棘爪分度机构VAS 5161/6上。
b.在排气侧。
●将棘爪分度机构VAS 5161/6和挂入叉VAS 5161/5拧入导向板VAS 5161/19A的外侧螺纹中(图4-3-11)。
●压下装配套筒VAS 5161/8,同时向右旋转装配套筒VAS 5161/8的滚花螺栓,直到螺栓尖端嵌入气门锥形锁夹中。
●略微来回移动滚花螺栓,借此将气门锥形锁夹相互压开并纳入装配套筒中。
●松开压叉VAS 5161/2。
●取出装配套筒VAS 5161/8。
⑧用气门杆密封件起拔器3364沿箭头方向接出气门杆密封件(图4-3-12)。
⑨如果气门杆密封件起拔器334因为空间有限而无法使用,请按下列步骤处理。
用一个芯轴将夹紧销(箭头)顶出并将敲击套件取下(图4-3-13)。
将气门杆密封件起拔器3364的下部装到气门杆密封件上。
将一根芯轴1插在起拔工具下部件的钻孔中(图4-3-14)。
将装配杆安装在起拔工具上并将气门杆密封件拔出(箭头)(图4-3-14)。
2.安装气门杆密封件。
①为了避免损坏新的气门杆密封件B,将塑料套筒A套到气门杆上(图4-3-15)。
②给气门杆密封件B的密封唇涂上油,将其装入气门杆密封件推杆365中,并小心地推到气门导管上。
③取出塑料套筒A。
④将气门弹簧和气门弹簧座安装上。
⑤将拆卸和装配工具VAS 5161按要求进行安装。
提示:
如果气门锥形锁夹已从装配套筒中取出,必须先将它们装入插入工具VAS5161/18中。
a.将装配套筒VAS 5161/8从上面压在插入工具VAS 5161/8上并定位气门锥形锁夹。
b.将装配套筒VAS 5161/8用压叉VAS 5161/2向下压,将装配套筒的滚花螺栓来回转动并同时将其向上拉。
c.在拉住滚花螺栓时,松开压叉VAS 5161/2。
d.拆卸和装配工具VAS 5161。
e.其余的安装工作大体以倒序进行。
f.安装凸轮轴。
3.配气相位。
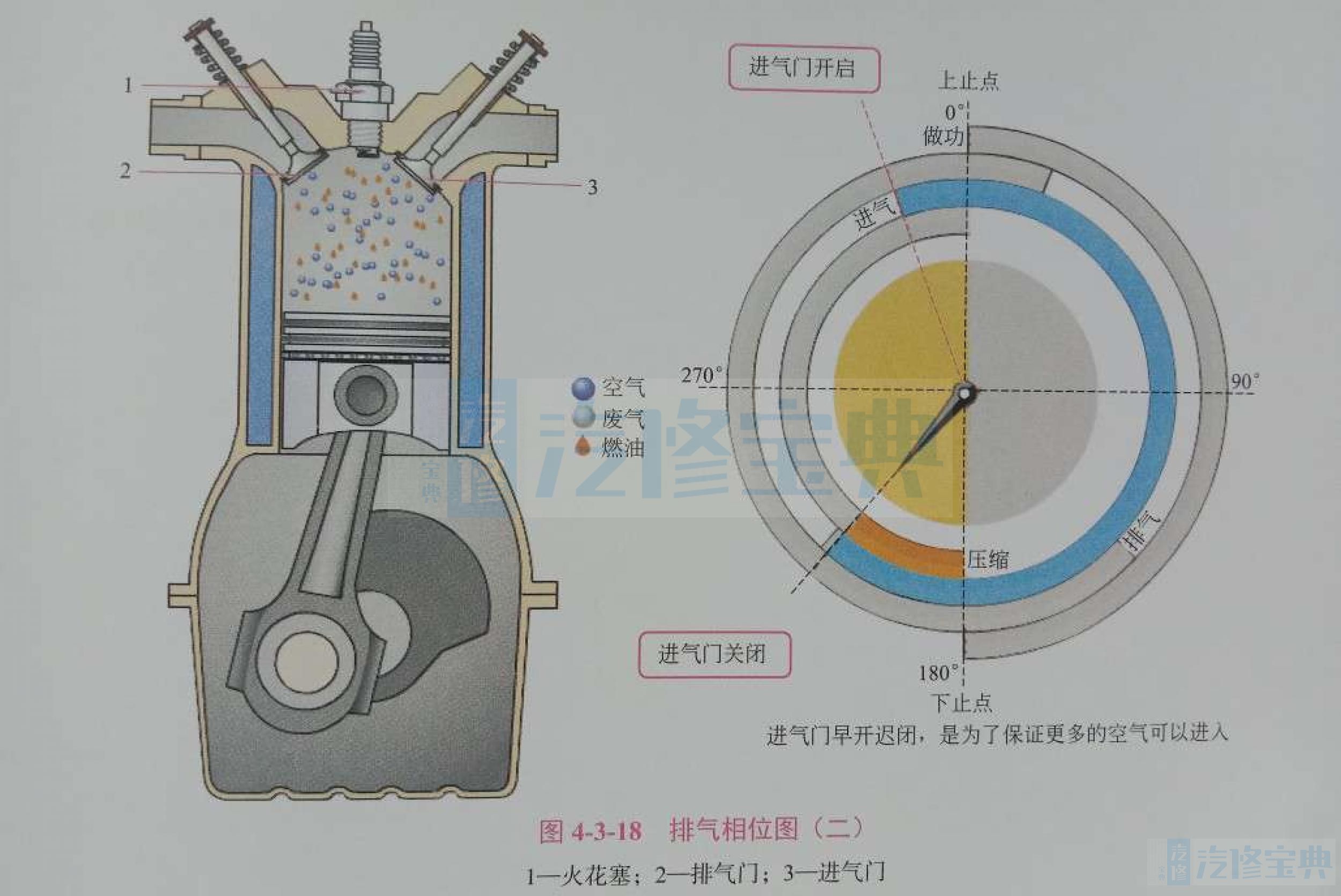
配气相位是指用曲轴转角来表示进、排气门实际开闭时间和开启持续时间。通常用相对于上、下止点曲拐位置的曲轴转角的环形图来表示,环形图被称为配气相位图(图4-3-16)。
发动机气门实际开闭时刻是早开迟闭,延长进、排气时间,以保证进气充足,废气排放完全进气门提前角一般为10°~30°,进气门延迟角一般为40°~80°。排气门提前角一般为40°~80°,排气门延迟角一般为10°~30°(图4-3-17和图4-3-18)。