⒈轴瓦结构。
轴瓦也称轴承(连杆上的称小瓦,曲轴上的称大瓦),连上的轴瓦装在连杆大头内,保护连杆轴颈和连杆大头孔。曲轴安装在主轴承盖和主轴座内,由于其工作时承受较大的交变载荷,且润滑困难,要求它具有足够的强度、良好的减摩性和耐腐蚀性。
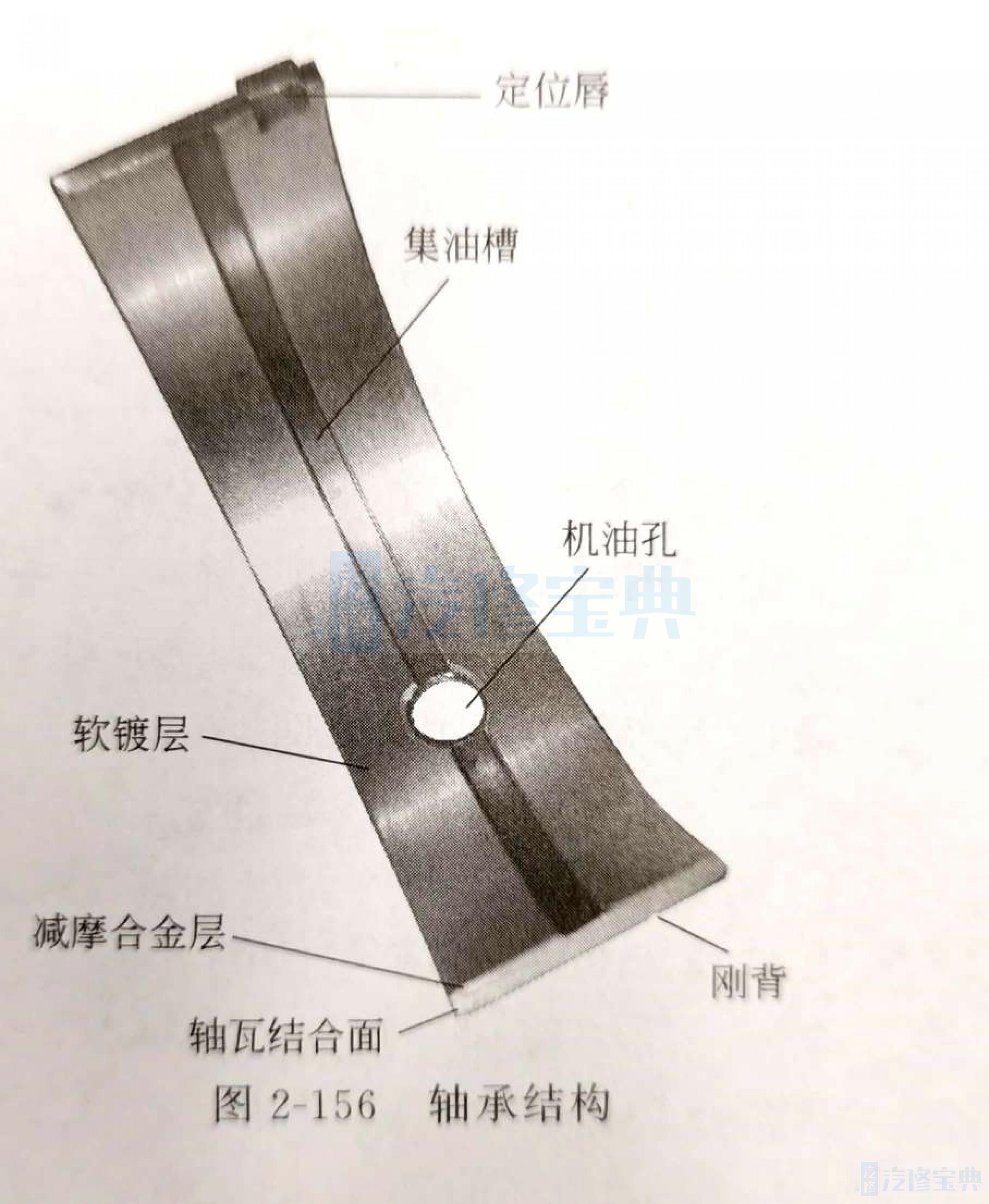
轴由钢背和减摩层组成,为两半分开形式。钢背由厚1~3mm的低碳钢制成,是轴承的基体,减摩层由浇铸在钢背内圆上厚为0.3~0.7mm的薄层减摩合金制成,减摩合金具有保持油膜、减少摩擦阻力和易于磨合的作用。轴承结构如图2-156所示。
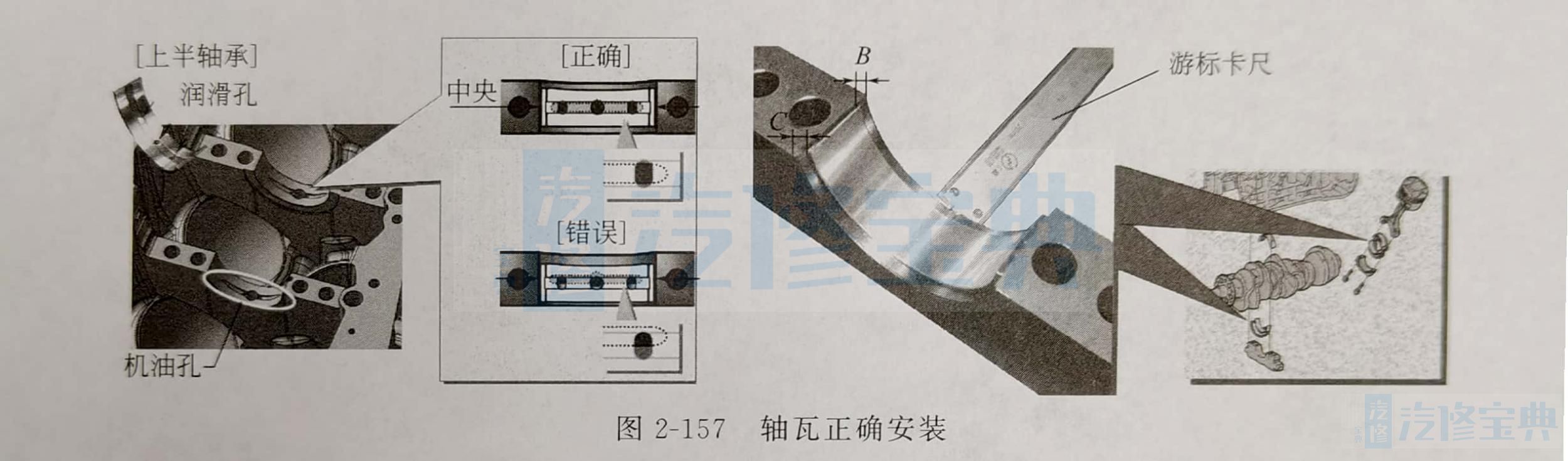
曲轴上半轴承的安装:曲轴轴承应该安装在轴承座中央以对准机油孔曲轴下半轴承、连杆上/下轴承的安装:轴承应安装在轴承座中央并经过测量调整“B和“C”之差:小于0.7mm,如图2-157所示。不同曲轴轴承(上/下)位置其宽度不同。
2.轴瓦选配。
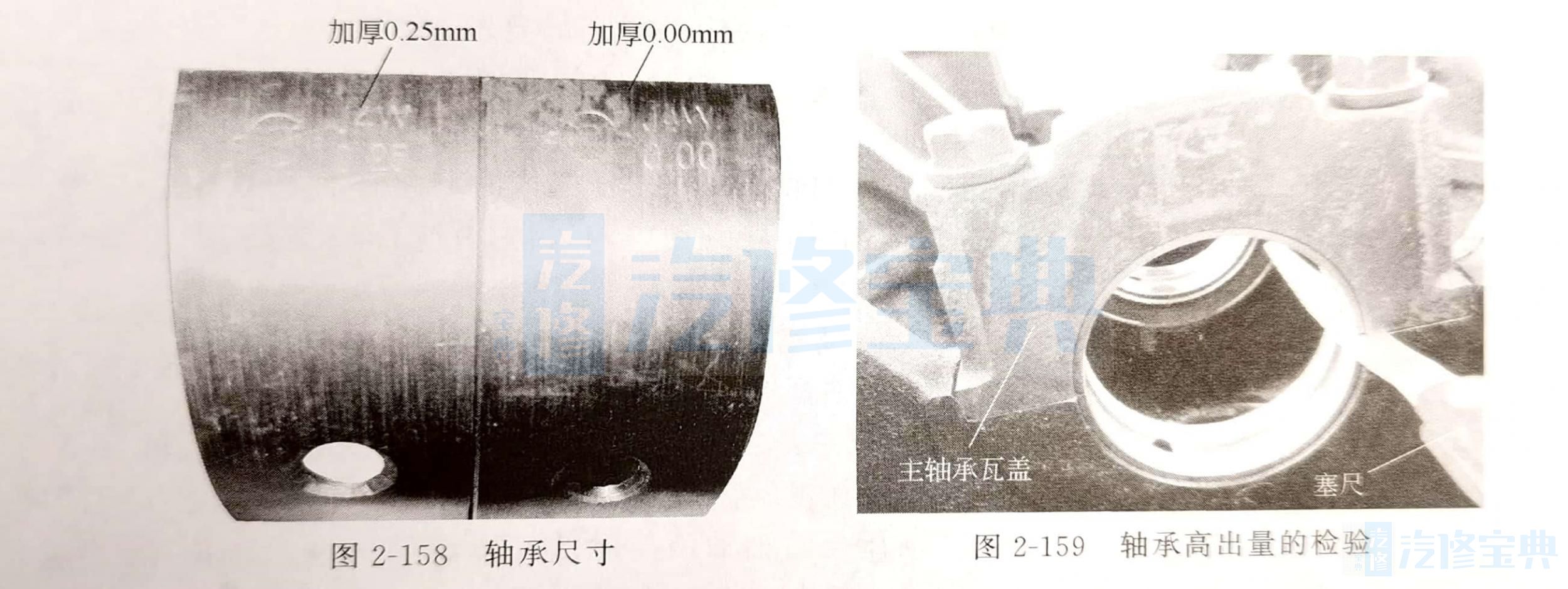
①根据轴径选配轴承。连杆轴颈和主轴颈的修理尺寸确定,每级以0.25mm递减,并在
数值前面标以“一”号,表示轴颈缩小,如图2158所示。要求轴承座孔的圆度和圆柱误差不超过0.025mm。
②轴承的圆弧长度符合规定。轴承高出量一般为0.03~0.05mm。对于轴承高出量的检验,也可把轴承装在轴承孔中,按规定力矩拧紧两个轴承螺栓,然后完全松开其中一个螺栓,用厚薄规检查轴承孔部分面的间隙,此间隙就是轴承高出量,如图2-159所示。连杆轴承高出量为0.035~0.06mm,柴油机略大于汽油机。
③经验法检查为,将轴承安装好,装上轴承盖,按规定力矩拧紧一端螺栓,在另一端轴承座与盖的平面插入厚度为0.05mm的垫片,当把该螺栓拧紧到10~20N·m时,垫片抽不出,说明轴承长度合适;如垫片抽得出,说明轴承过长;如果未加力时就抽不出垫片,说明轴承过短,应重新选配。
④定位凸点要完整,瓦背要光滑。轴承定位凸点是轴承在座孔内圆周方向和轴向的定位结构。凸点损坏轴瓦正确安装失效后,将导致轴承走外圆。如凸点过低,可用尖铳铳出些许;若无法修复,应重新选配。
轴承背面应光滑,无斑点,表面粗糙度R。应不大于1.25mμm。
⑤弹性合适。新轴承的曲率半径应大于轴承座孔的半径。保证轴承压入座孔后,借轴承自身的弹力能与座孔贴合紧密。此外,轴承合金表面应无裂缝和砂眼。轴承合金与瓦背应有一定的结合强度,轻敲瓦背,应清脆而无嘶哑声音。
3.轴瓦的刮削方法。
刮削的目的是使各个轴瓦与轴颈之间具有良好的接触面和正常的配合间隙。新轴瓦和使用过的旧轴瓦的刮削方法基本相同。旧轴瓦表层合金已硬化,表面还可能镶嵌着较多硬粒杂质,所以在刮削时要将表层的旧合金层刮去。通常只刮削巴氏合金轴瓦,具体刮削方法如下:
①将曲轴放在专用的支架上。
②在连杆轴颈表面涂上薄薄一层红丹油或其他有色涂料。将连杆按正确的位置和方向装配到轴颈上,均匀扭紧连杆螺栓,紧度以能转动连杆稍有阻力为好。
③转动连杆几圈后,松开螺栓,拆下连杆,观察轴瓦表面与轴颈的接触情况。若轴瓦染色不均匀且不均匀部位在两端部时,应将染有色迹的凸出部分刮去。
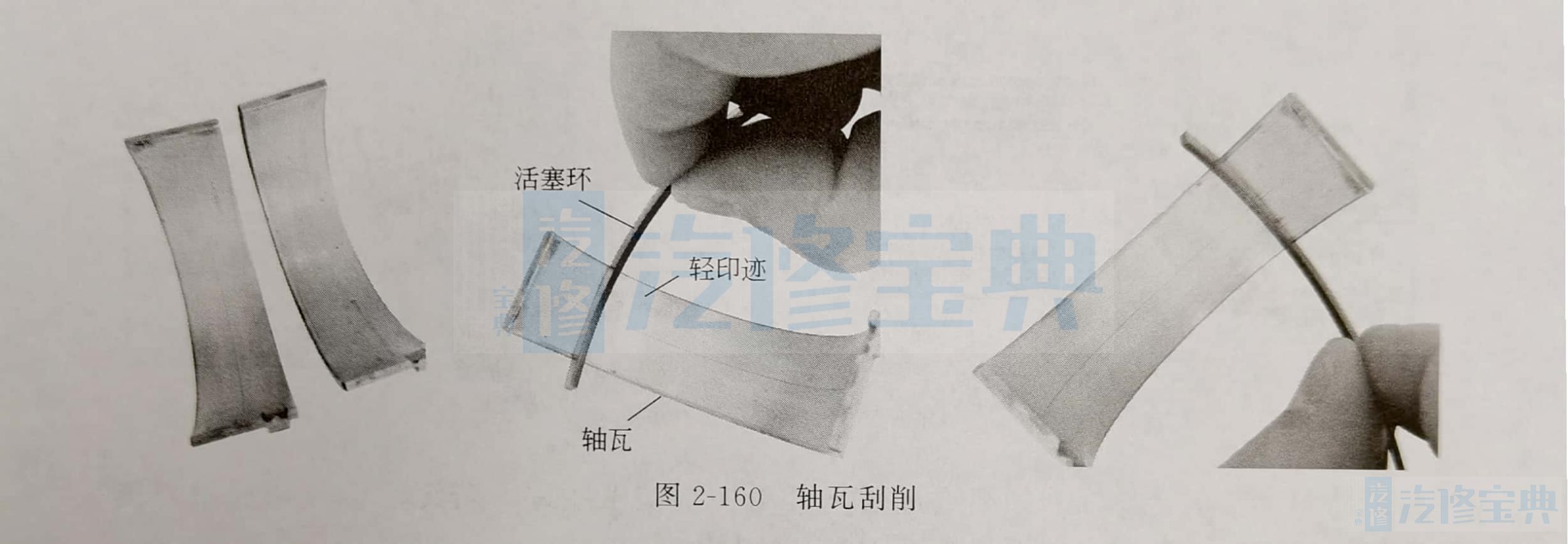
④在刮削的时候,通常以左手握住连杆盖或连杆,右手握住活塞环并持平,运用手腕的力量使活塞环由外向里刮削。刮削的要求:刮削的方向应经常变换,第一次的方向应与轴瓦轴线成30°角,第二次的方向也与轴瓦轴线成30°角,但朝向另一边。在刮削过程中,活塞环一定要锋利,刮削的力量要适当,用力过大会产生波纹:要刮大留小、刮重留轻、重迹重刮、轻迹轻刮,起刀和落刀要淮、轻、稳,如图2-160所示。
⑤刮削好的轴瓦要用细砂纸蘸机油擦拭一遍,使表面光滑。
⑥刮削好的轴瓦与轴颈的接触面积应在75%以上且接触点要分布均匀,轴瓦的圆度和圆柱度应为0.02~0.03mm,配合间隙应符合技术说明书规定的要求。
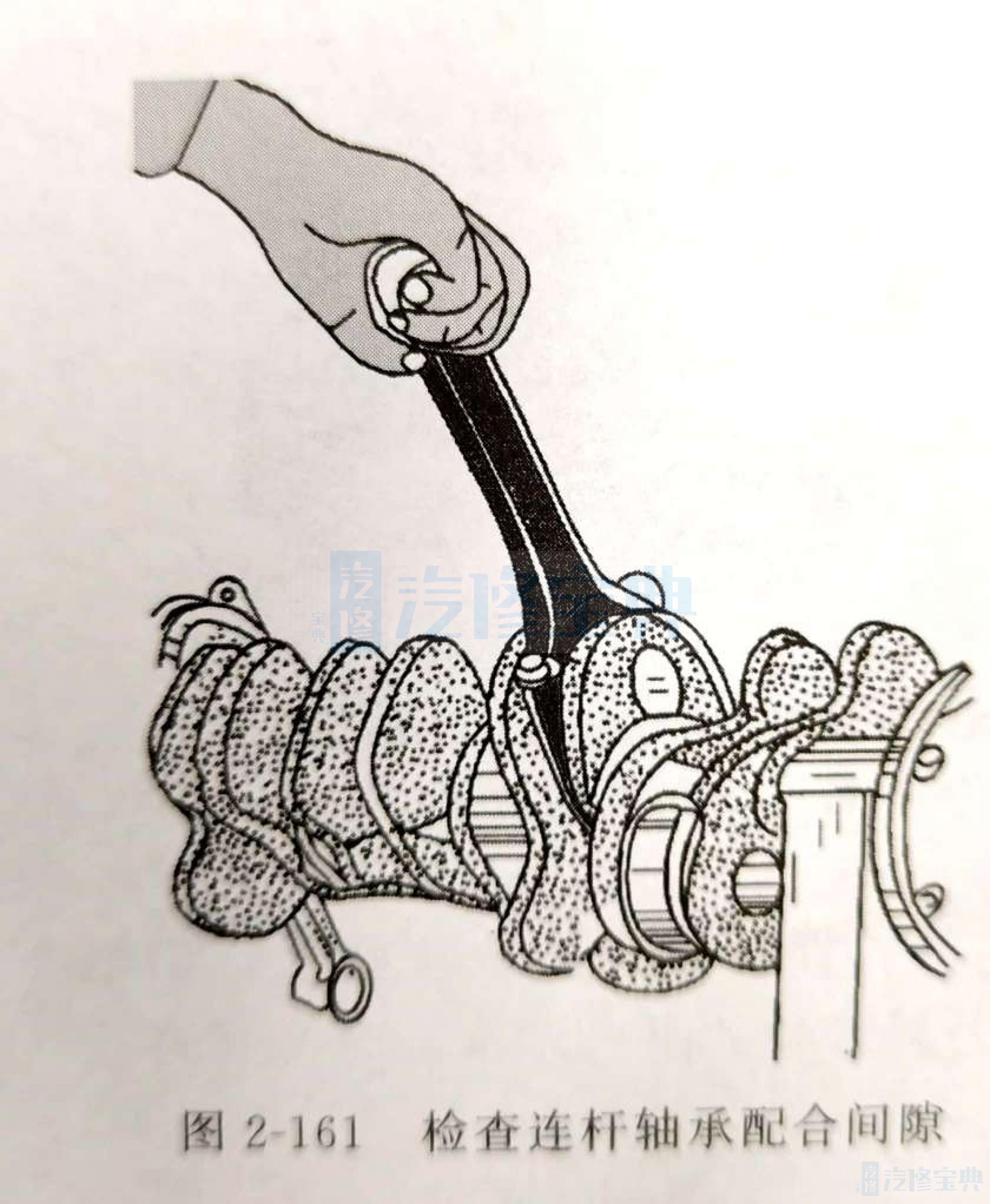
⑦检查连杆轴承配合间隙如图2-161所示。当单道主轴承的配合间隙符合标准时,曲轴的转动力矩<10N·m。
连杆轴承的配合间隙符合标值时,将连杆按规定装在轴颈上,然后用手甩动连杆小头,连杆应能转动1.25~1.75圈。