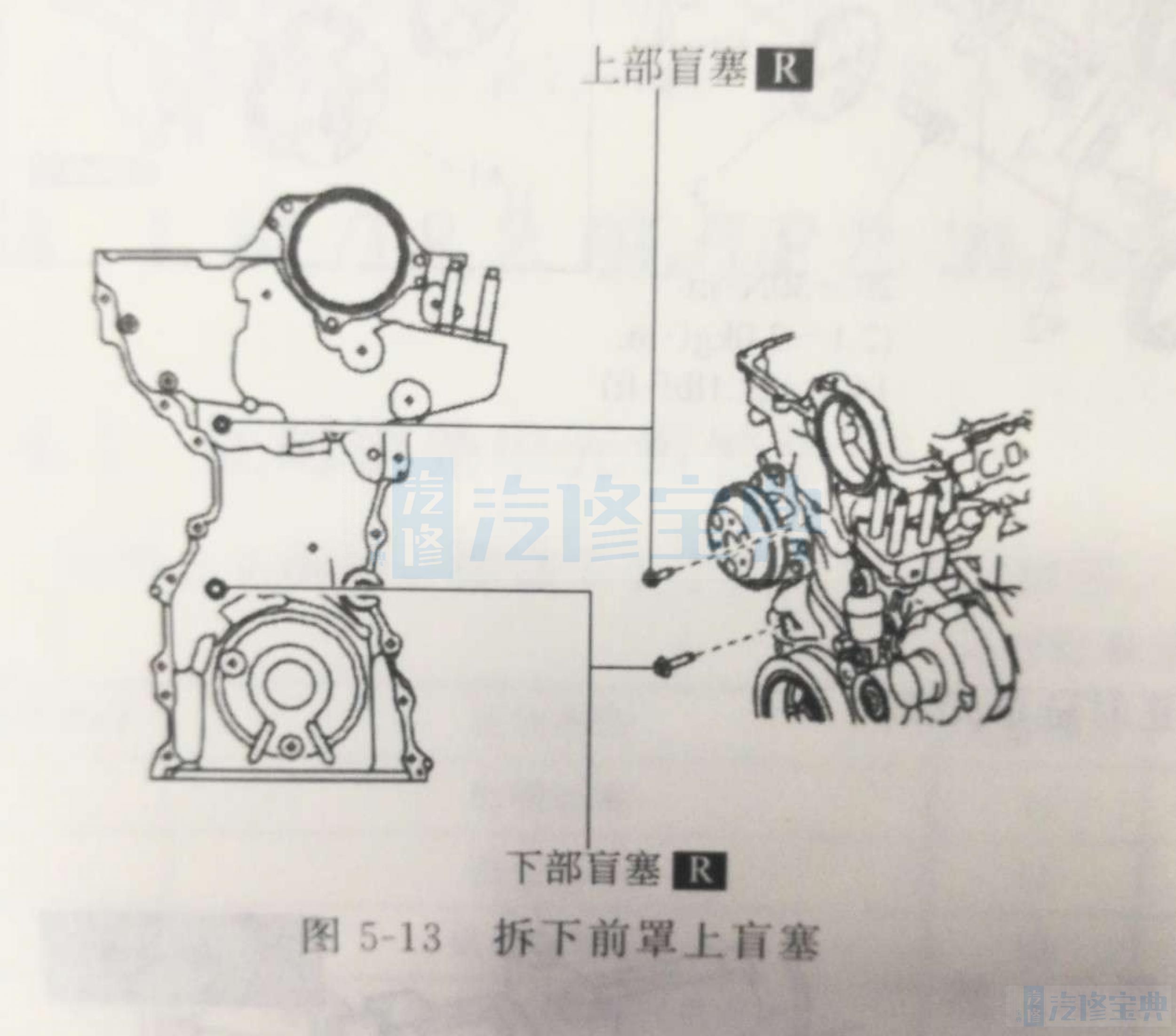
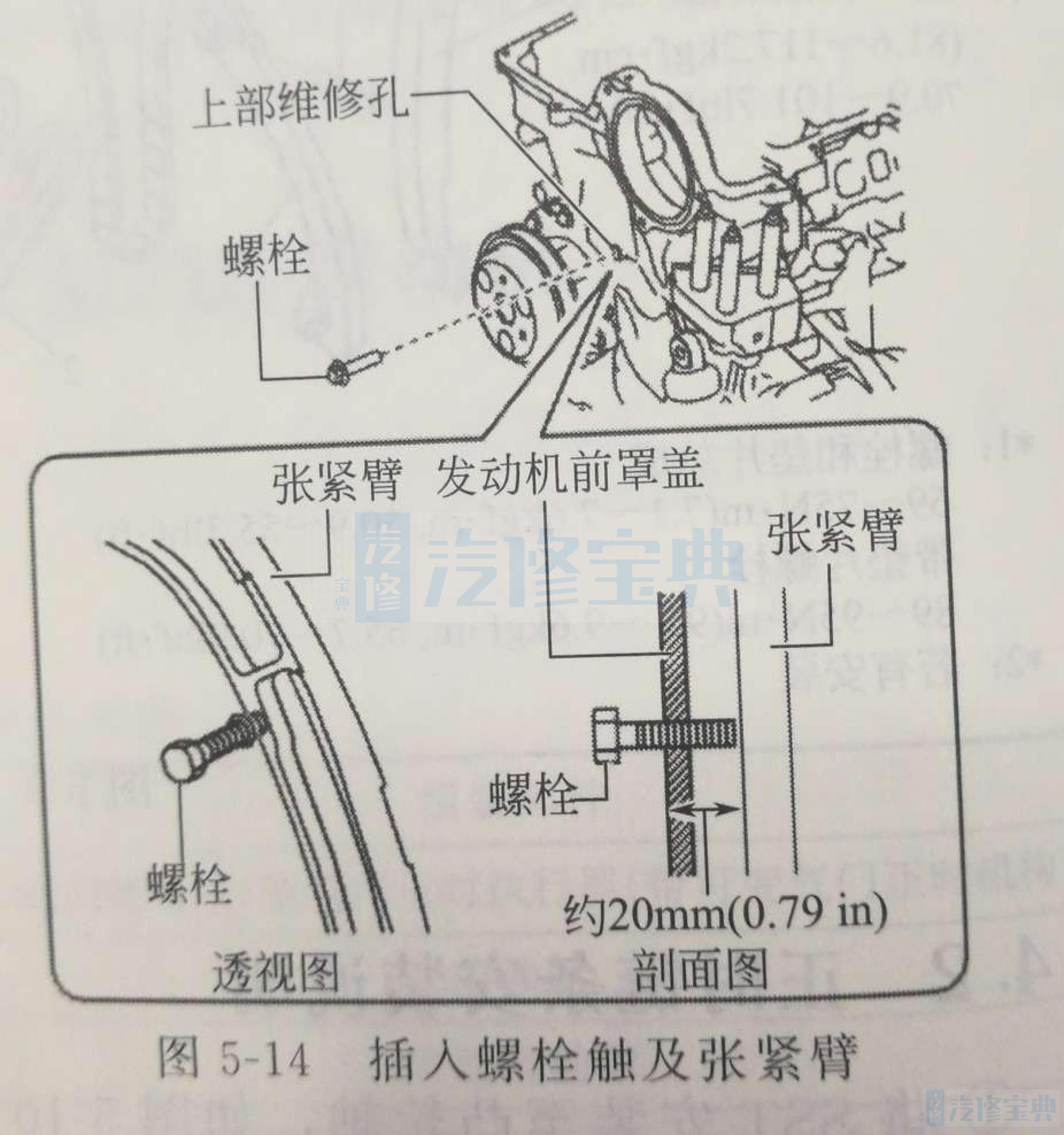
正时链条拆卸①穿过发动机前罩上的维修孔固定正时链条张紧器臂以释放正时链条上的张力,减小正时链条上的张力。 ②拆下发动机前罩上的维修孔上的盲塞(上和下),见图5-13。 ③将一个M6螺栓[螺纹至端末的长度为35~60mm(1.4~2.3in)]插入维修孔的上部,拧紧直到它触碰到张紧器臂,然后拧松约180°(固定螺栓,使它在张紧臂略微靠前的位置)。 当它插入约20mm(0.79in)时,螺栓触碰到张紧器臂,见图5-14。
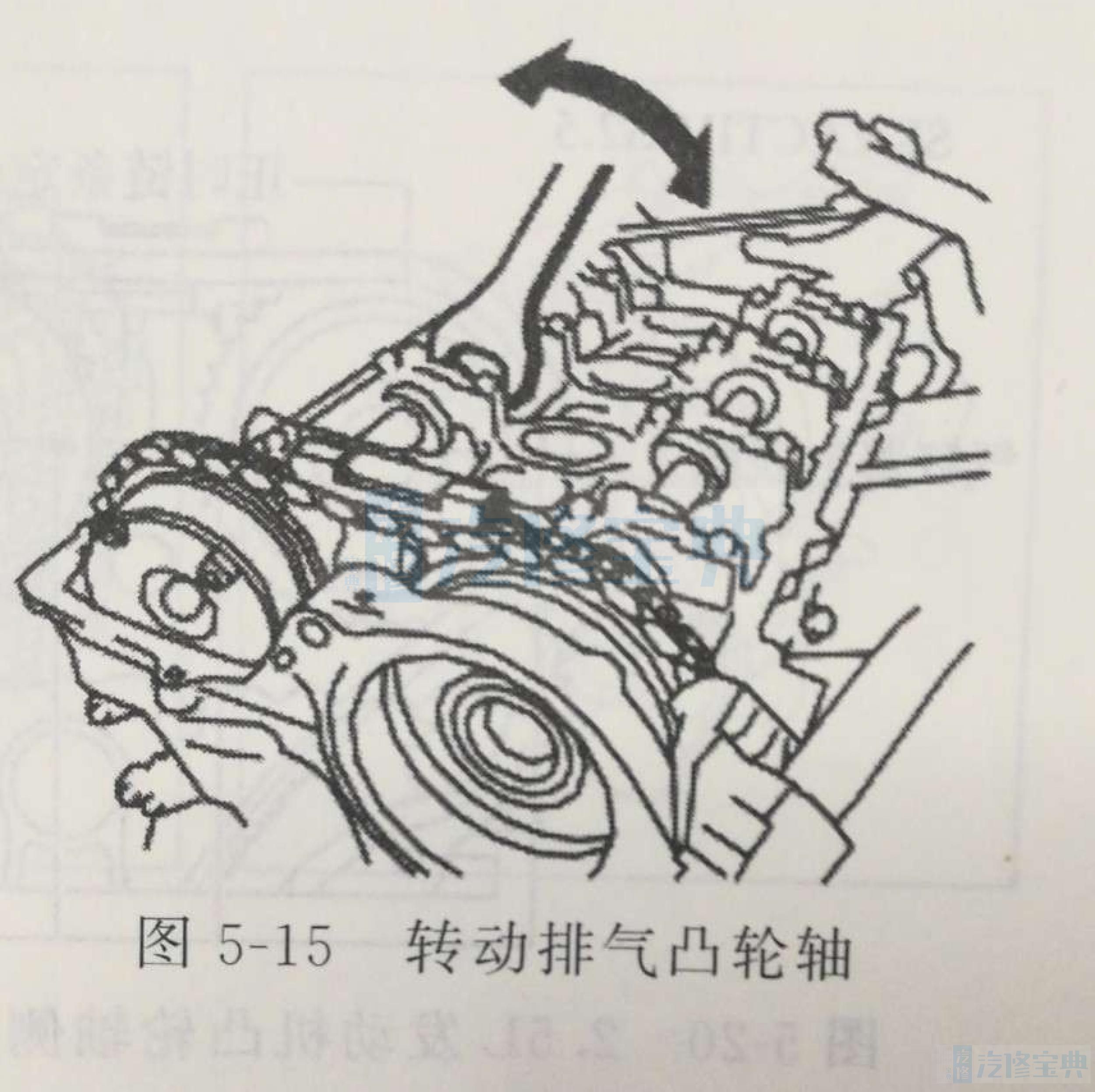
在铸造六角螺栓上使用扳手固定排气凸轮轴,如图5-15所示,前后移动几次。这样可以排出链条张紧器里的油,以便于下面的维修操作。
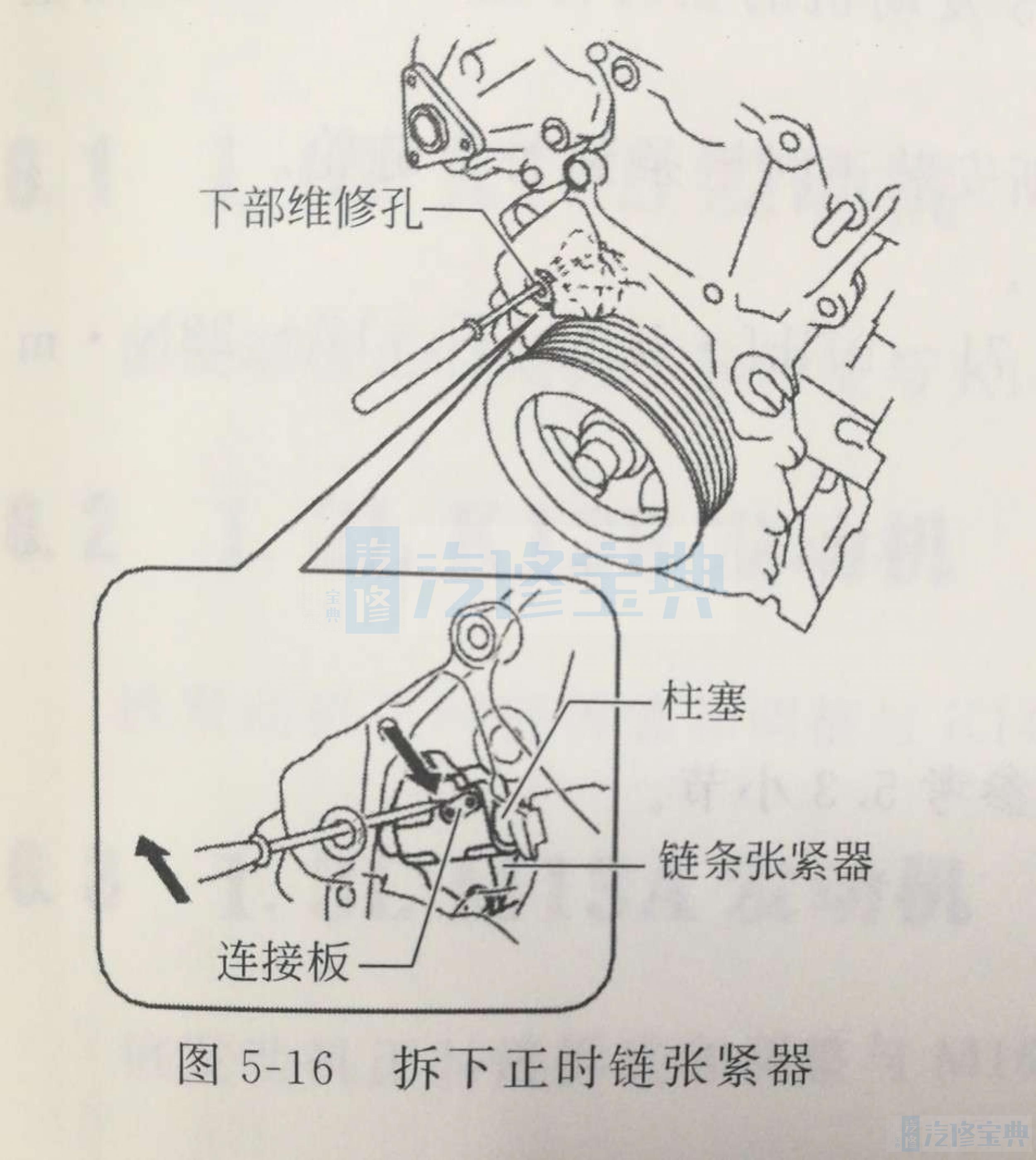
④将精密螺丝刀插入维修孔下部。
⑤当用扳手夹住六角形铸件沿箭头方向前后移动排气凸轮轴时,请用精密螺丝刀按下正时链条张紧器的连接板,并松开对柱塞的锁定,见图5-16。
当前后移动排气凸轮轴时,正时链条推动链条张紧器中的柱塞,使得连接板的作业更容易。
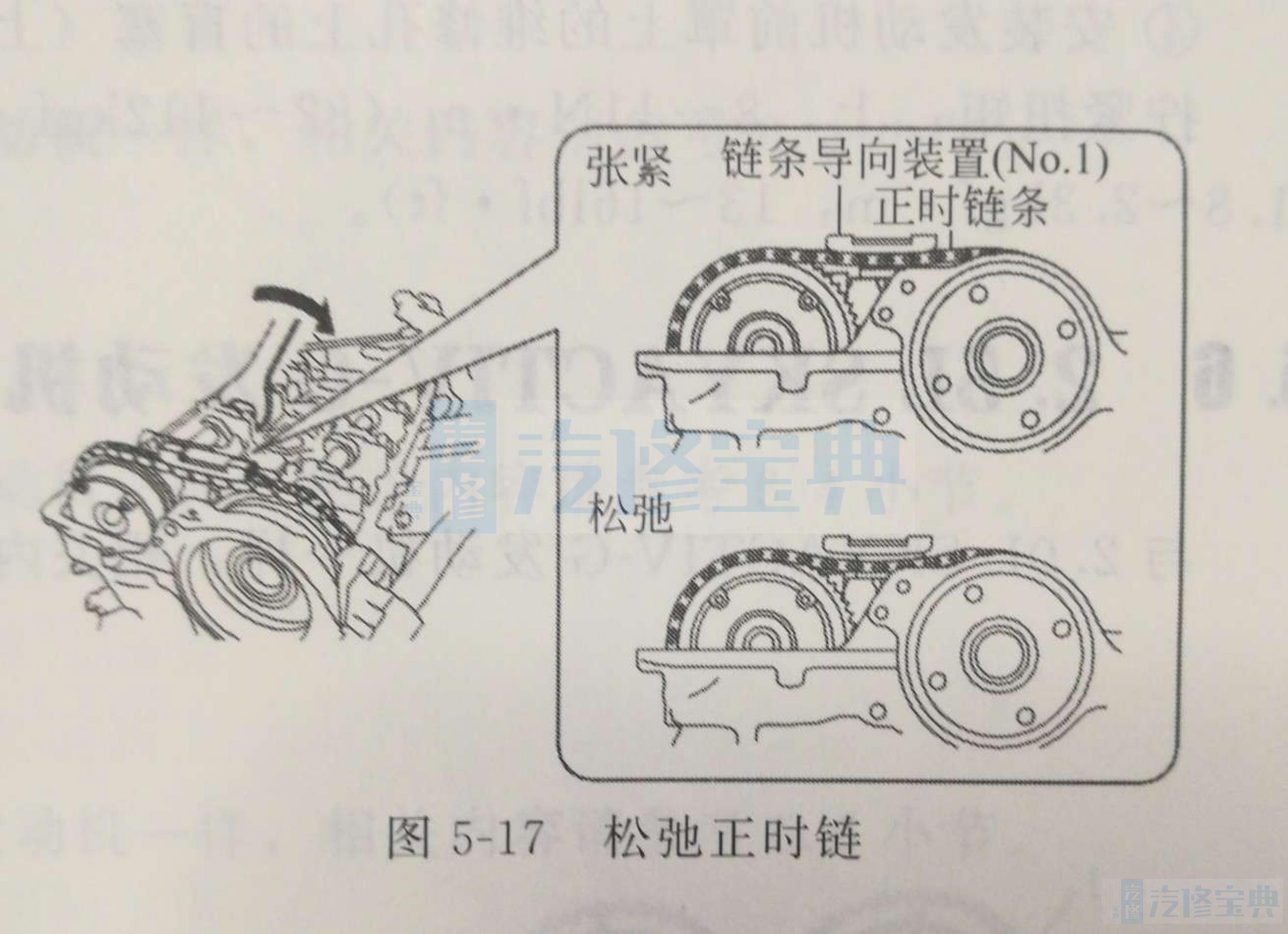
⑥释放柱塞锁紧装置,顺时针转动排气凸轮轴,直到正时链条松动,见图5-17。
⑦链条松动以后,拧紧维修孔上部的M6螺栓,这样螺栓就又插入了约5mm(0.2in)以固定张紧器臂。
如果螺栓不能插入约5mm(0.2in),那么链条张紧器的柱塞锁紧装置可能不会释放,或链条可能不是足够松动。将螺栓恢复至原来的位置,从第④步开始重新进行操作。
通过顺时针旋转排气凸轮轴,正时链条推动张紧器臂,同时筋的位置偏离了。整个张紧器臂可以通过让螺栓钩住偏离筋来固定。
⑧固定张紧器臂后,拆下链条导板(1号)。
正时链条安装①安装链条导向装置(N.1)。
②拆下张紧器臂上的紧固螺栓,向正时链条施加压力。
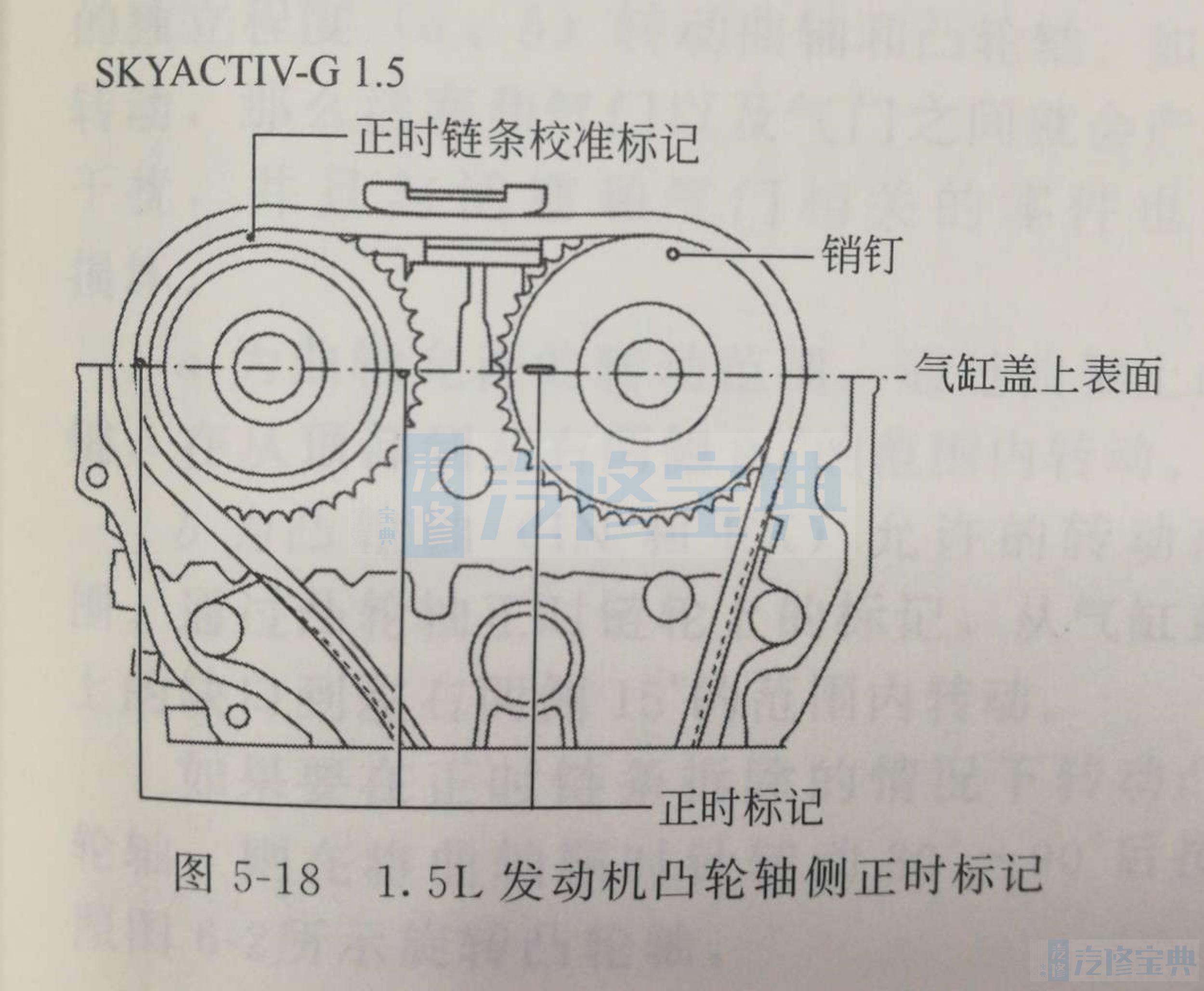
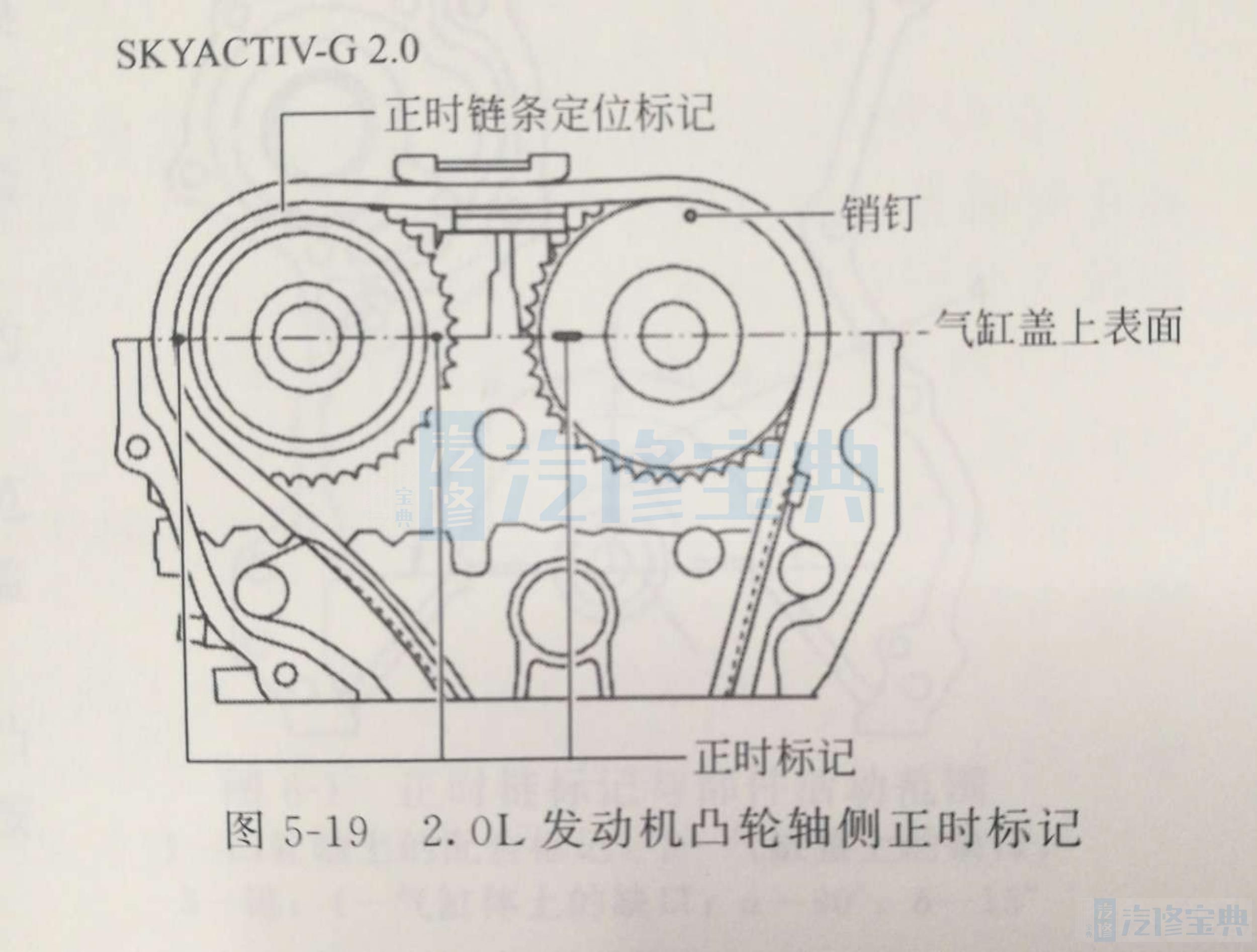
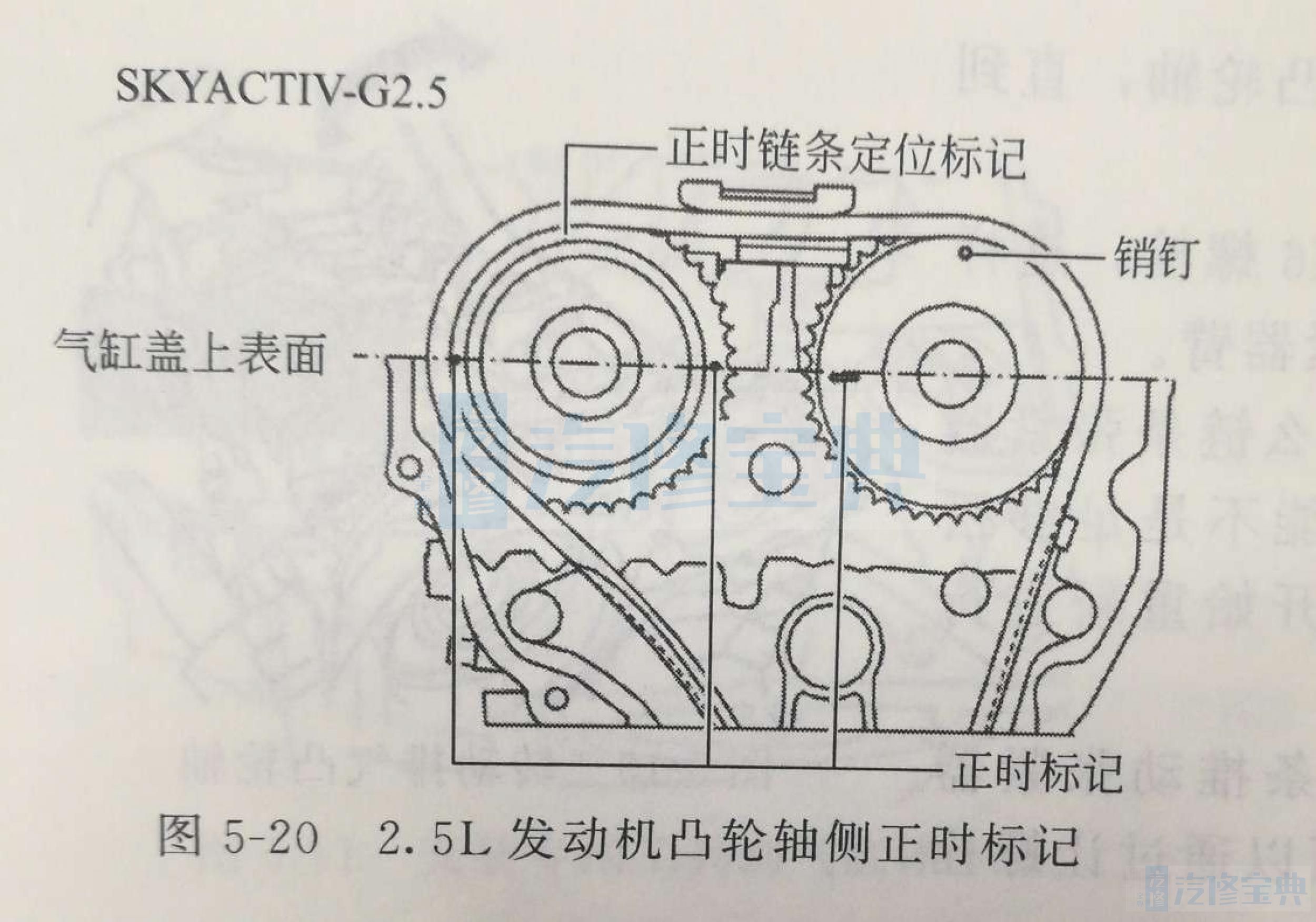
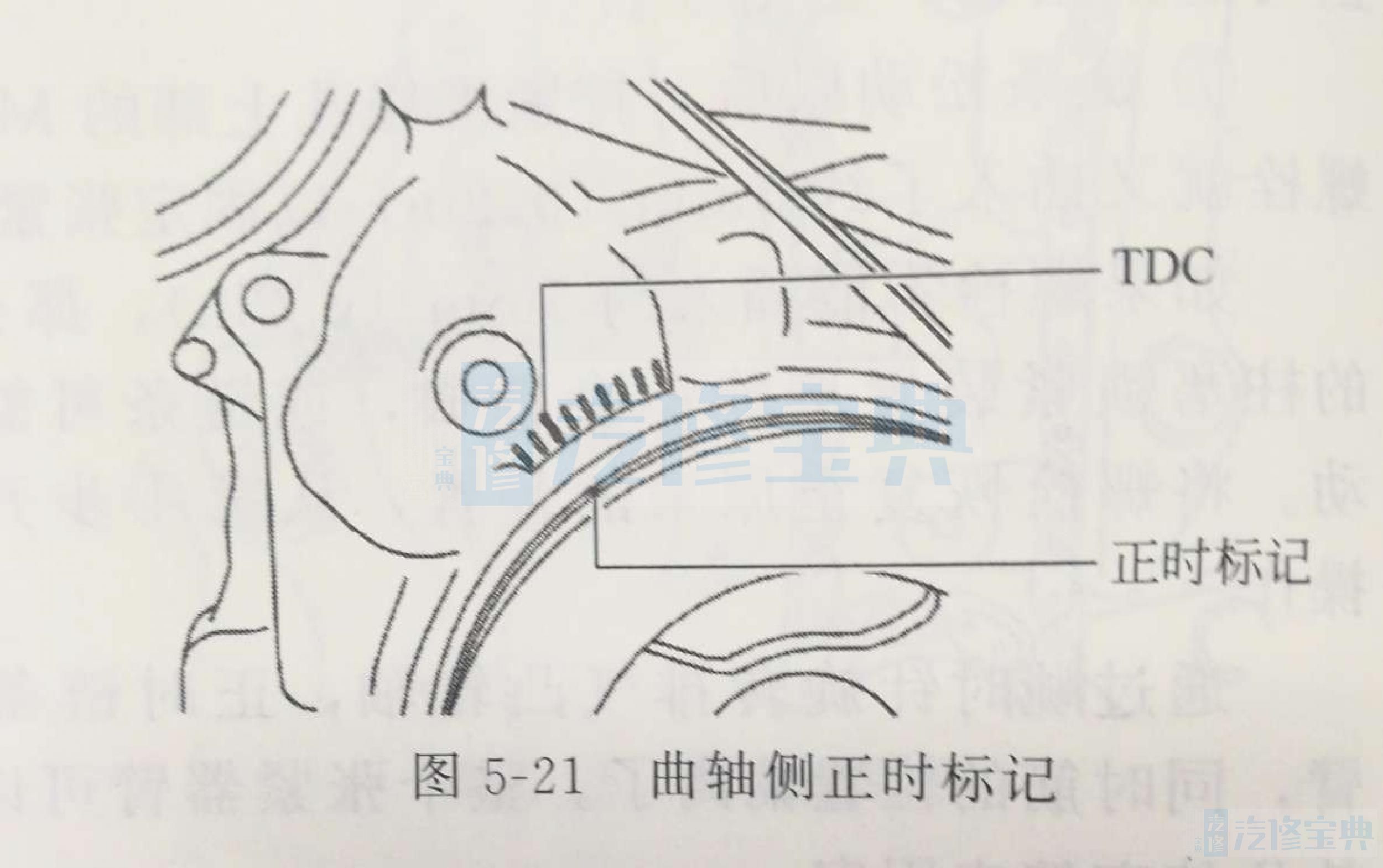
③将曲轴顺时针旋转两圈,然后确认气门正时是正确的,见图5-18~图5-21。