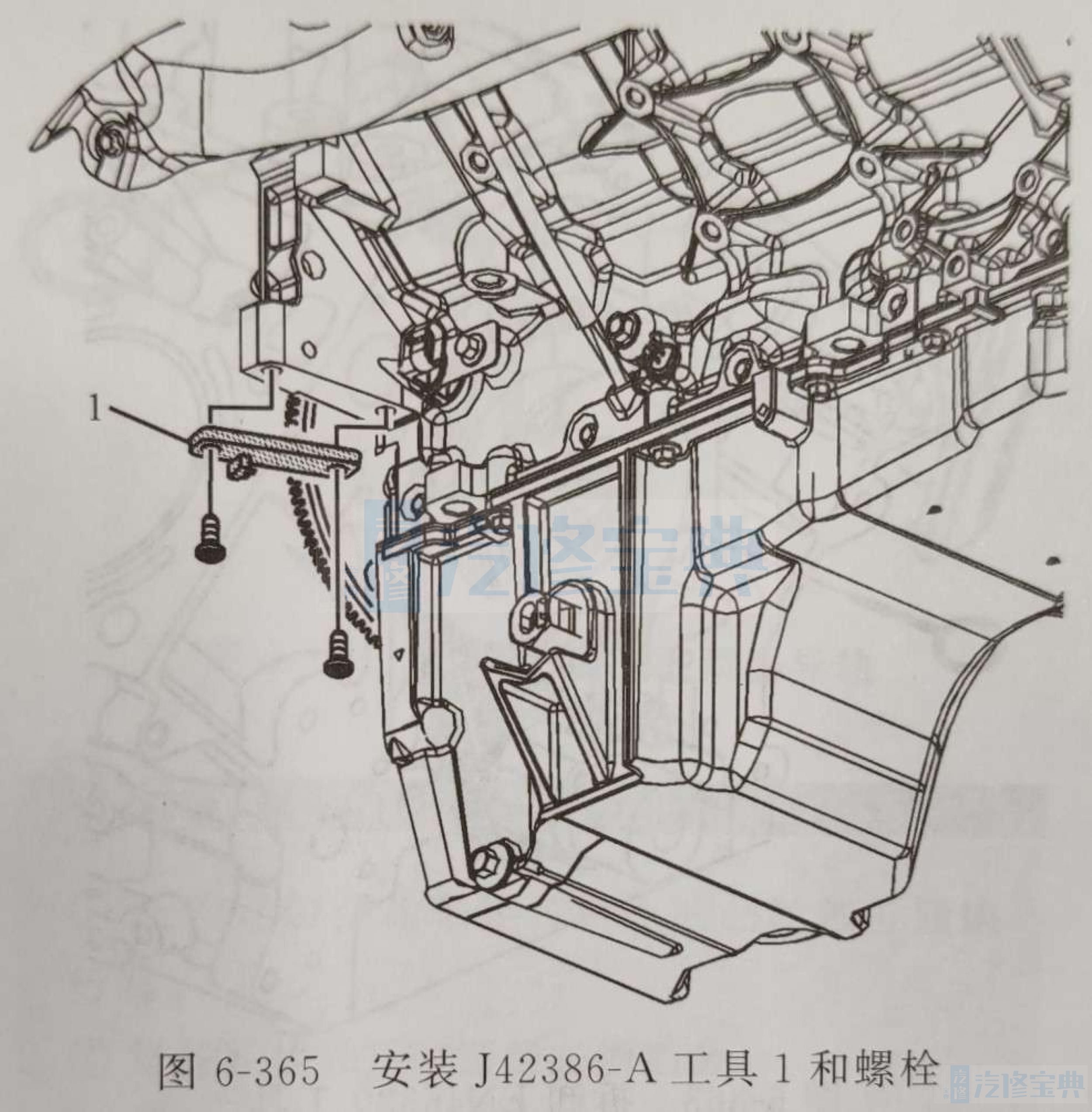
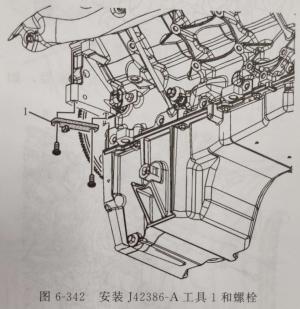
(一)正时链条和链轮的拆卸(1)拆下机油泵。 (2)拆下起动机电机。 (3)安装J42386-A工具1和螺栓。正确操作工具,使用M10-1.5mm×120mm螺栓和一个M10-1.5mm×45mm螺栓,如图6-365所示。 (4)转动曲轴链轮直至凸轮轴位置(CMP)执行器定位标识1与曲轴链轮定位标识2对齐,如图6-366所示。
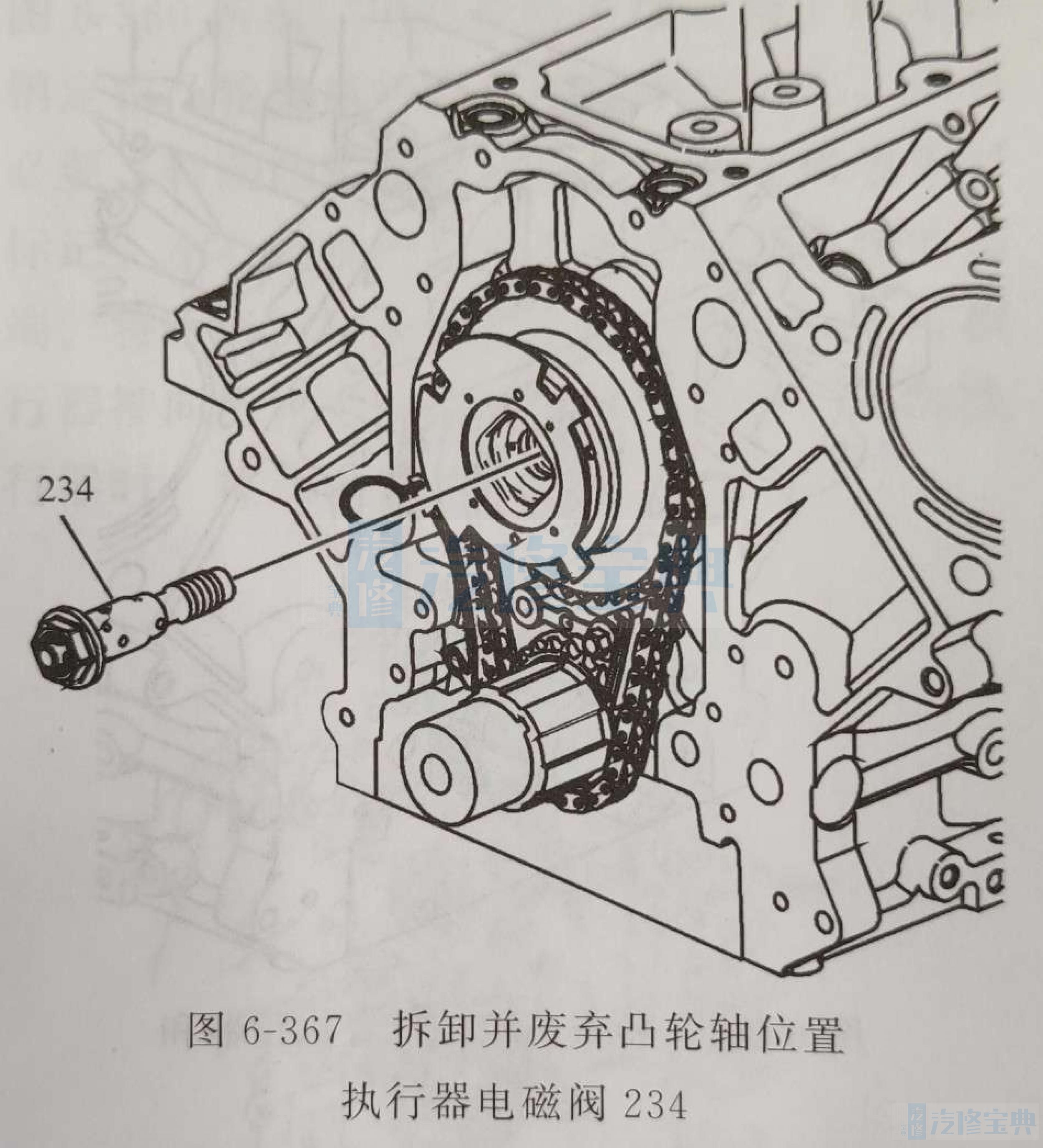
(5)拆卸并废弃凸轮轴位置执行器电磁阀234,如图6-367所示。
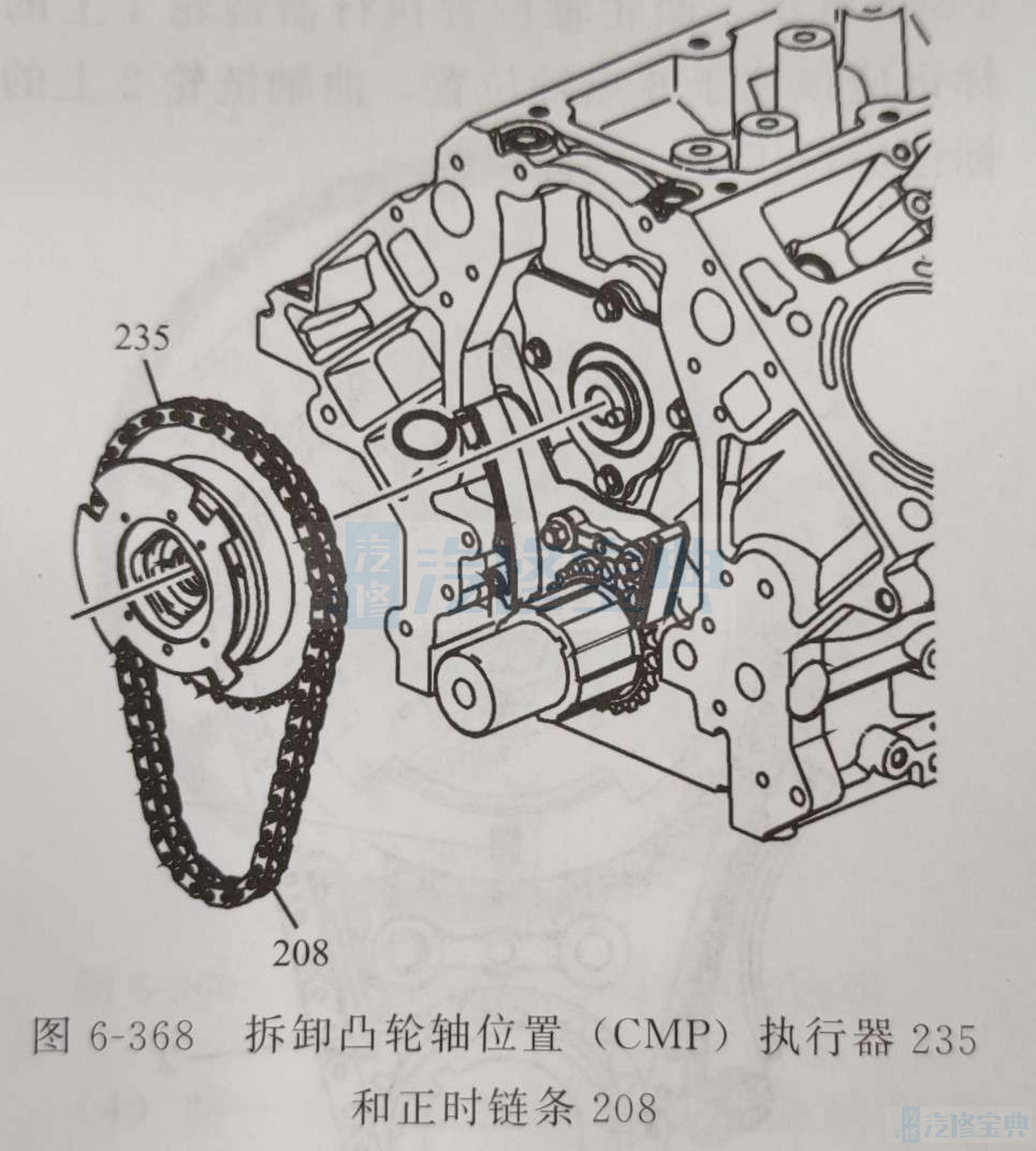
(6)拆卸凸轮轴位置(CMP)执行器235和正时链条208,如图6-368所示。
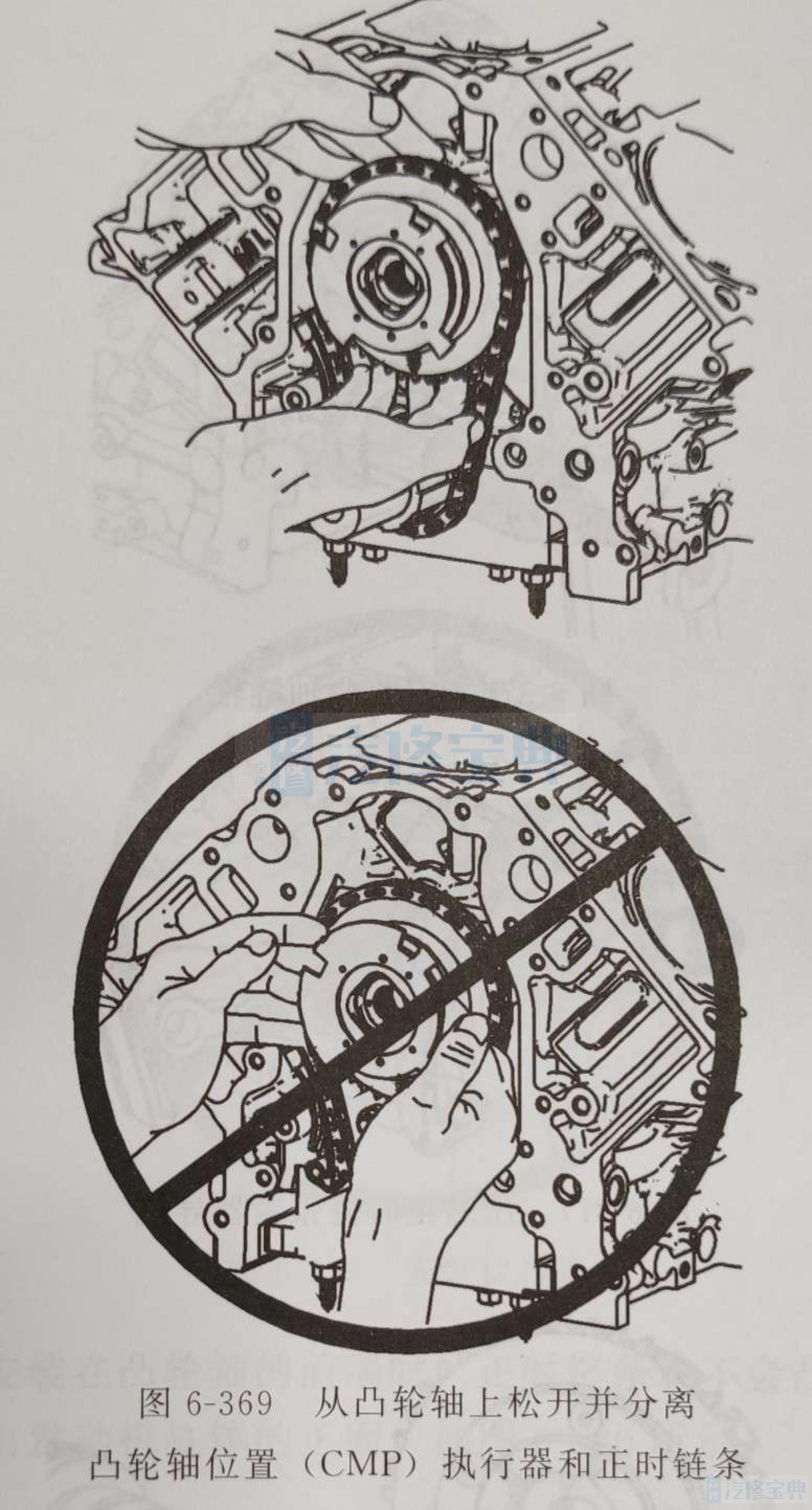
(7)从凸轮轴上松开并分离凸轮轴位置(CMP)执行器和正时链条。将手指放在执行器链轮的后面,从凸轮轴的前面将执行器拉出。切勿在尝试拆卸执行器时,拉动变磁阻轮,如图6-369所示。
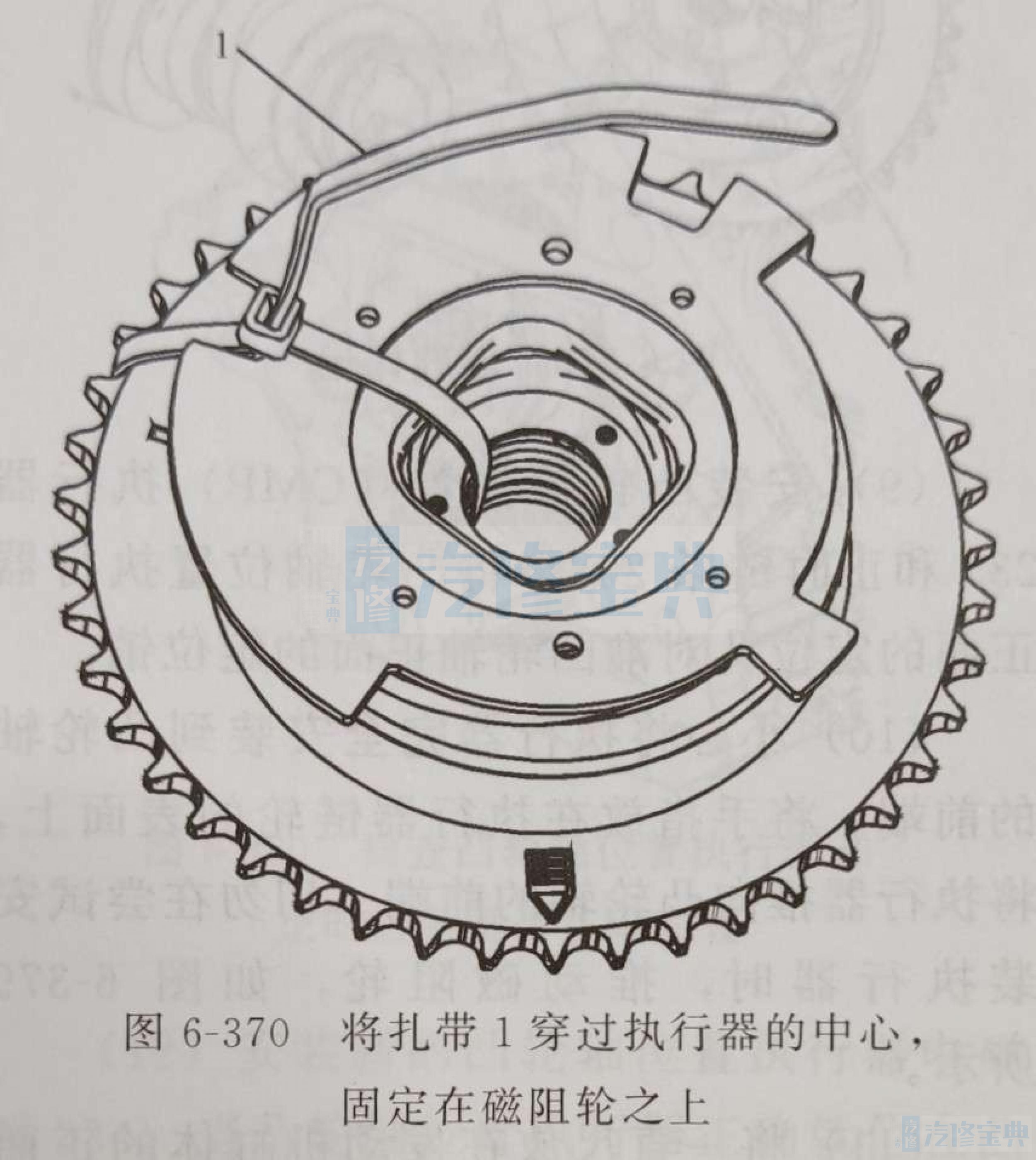
(8)将扎带1穿过执行器的中心,固定在磁阻轮之上,如图6-370所示。
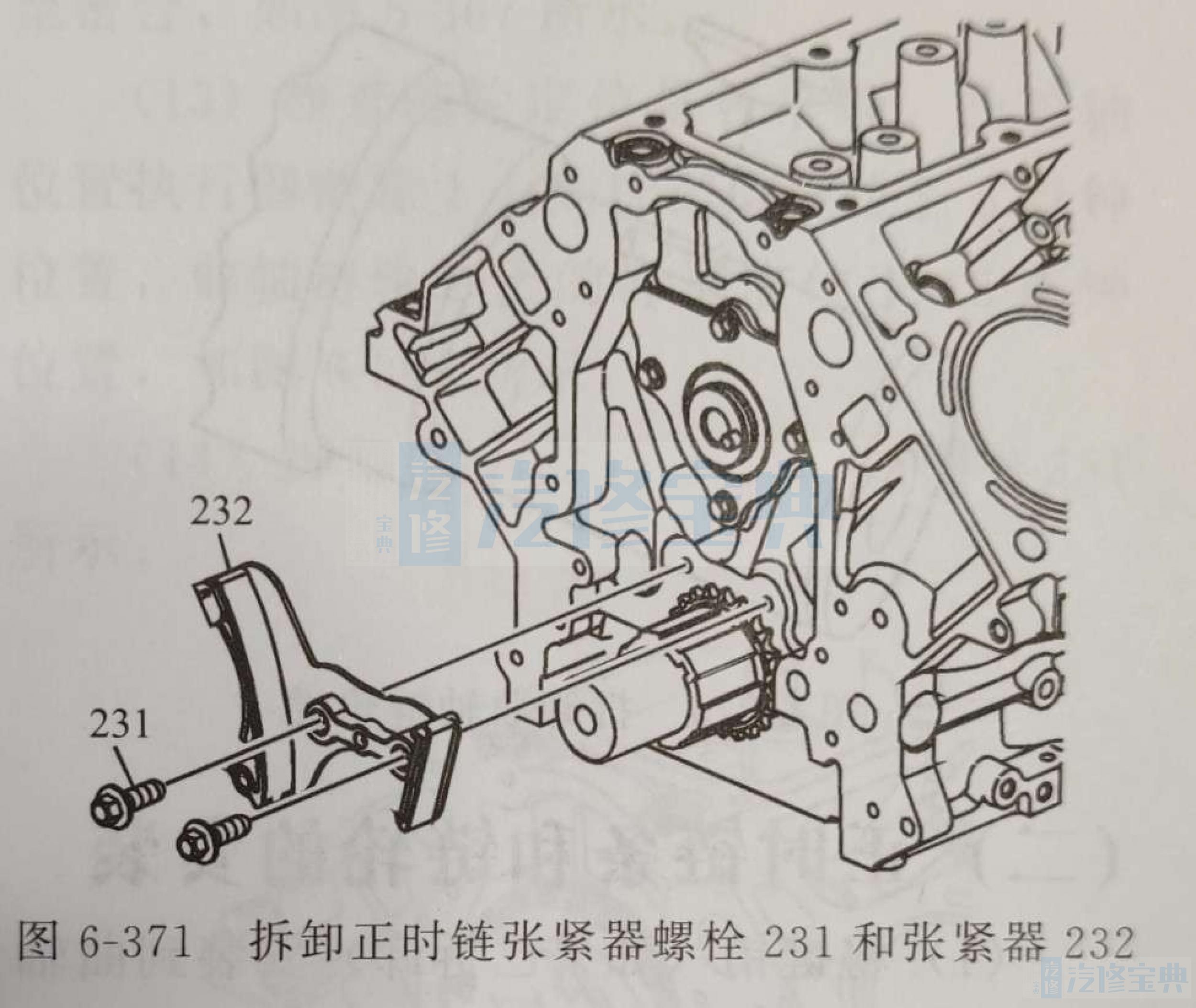
(9)拆卸正时链张紧器螺栓231和张紧器232,如图6-371所示。
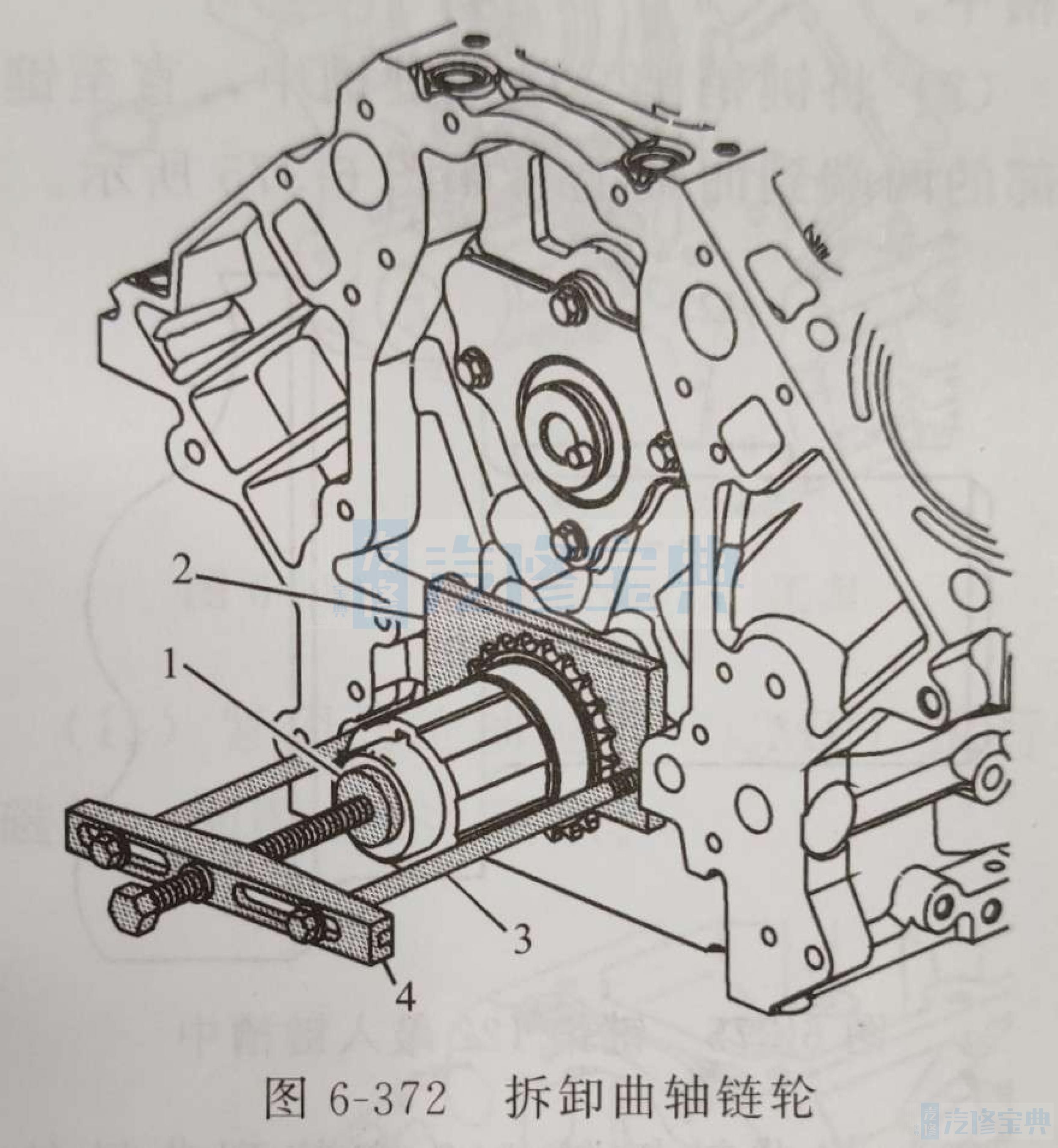
(10)用J41816-2工具1,J41558工具2、螺栓3和J8433工具4拆卸曲轴链轮,如图6-372所示。
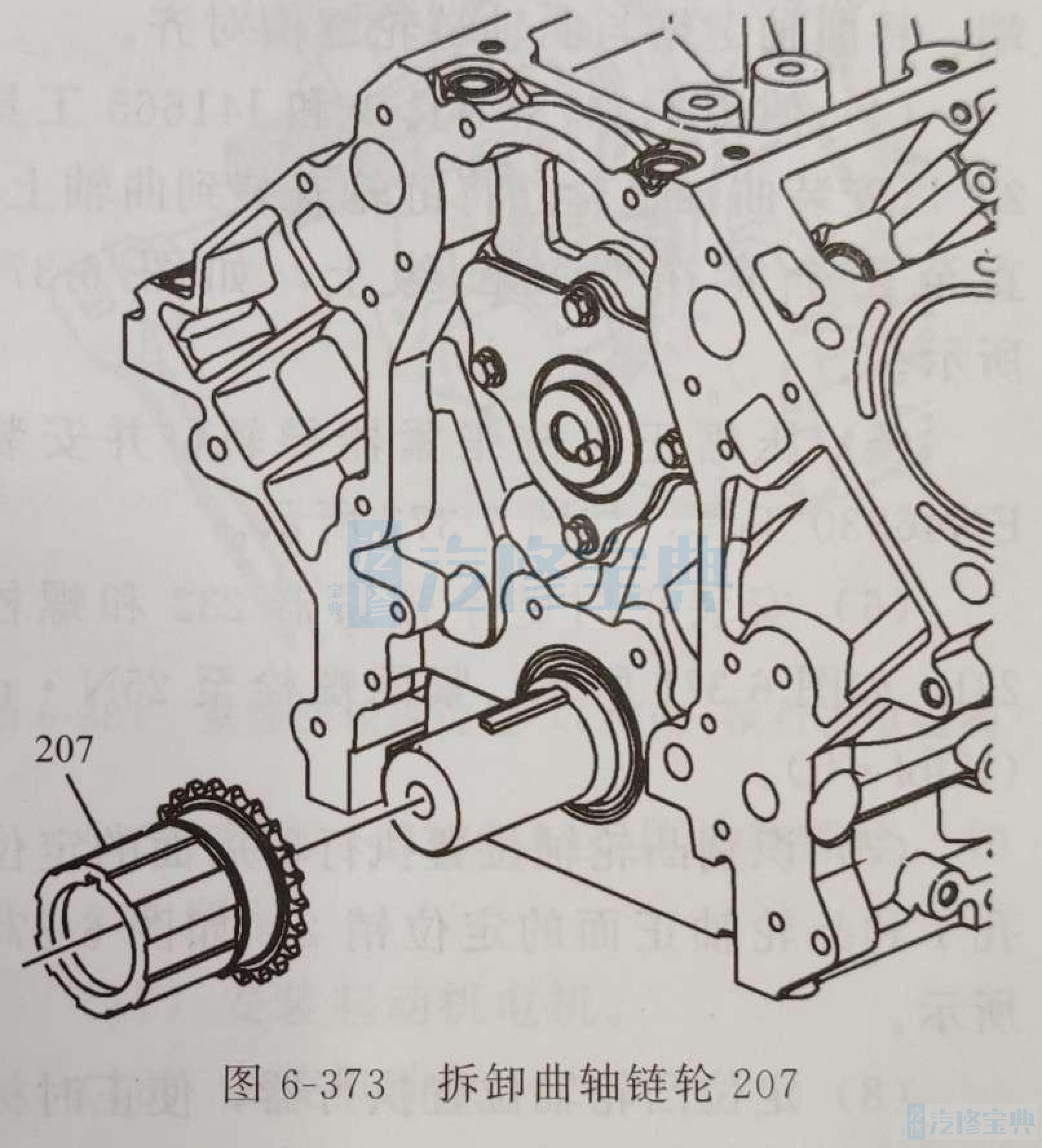
(11)拆卸曲轴链轮207,如图6-373所示。
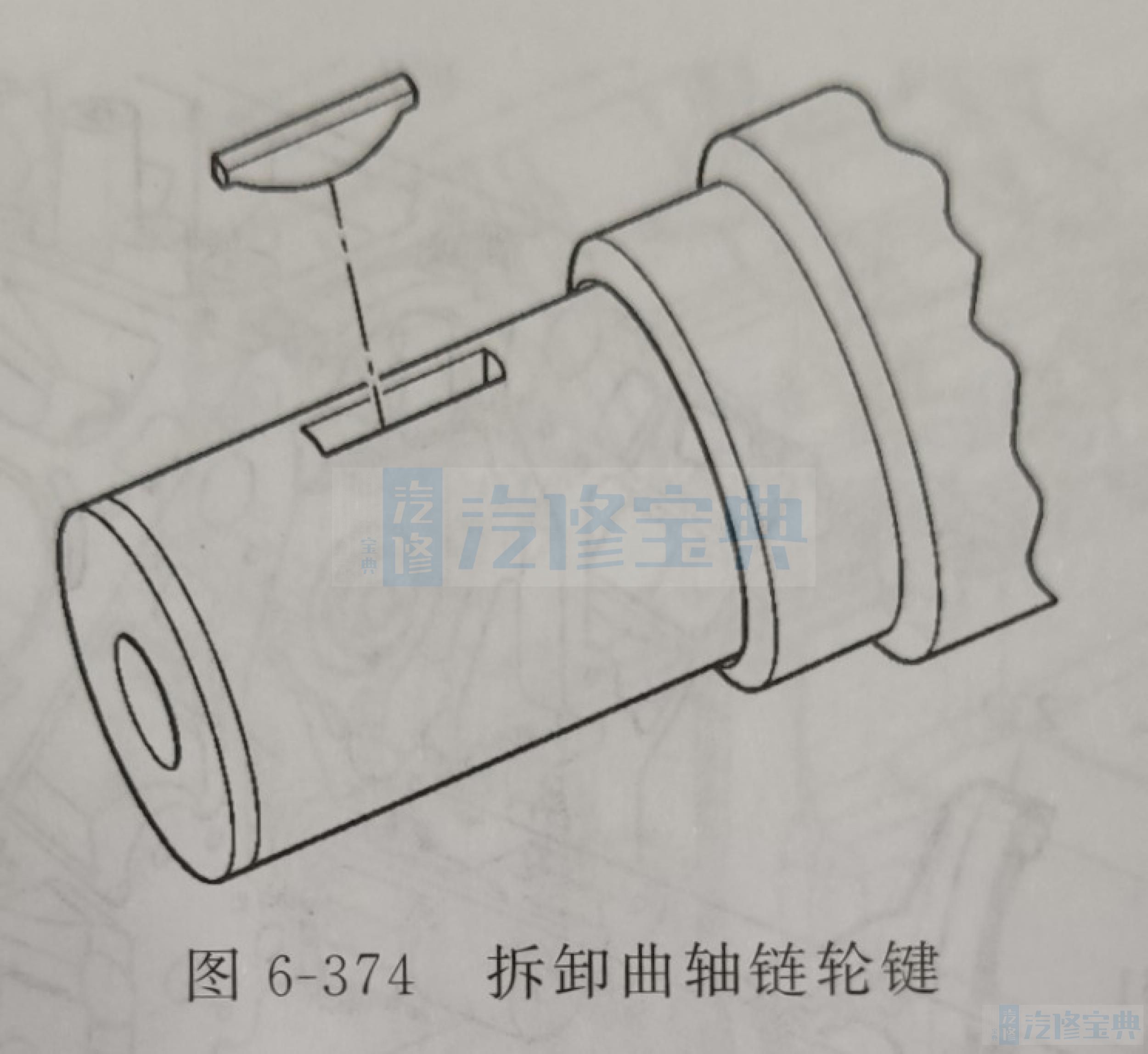
(12)必要时,拆卸曲轴链轮键,如图6-374所示。
(二)正时链条和链轮的安装(1)将键销(如果已拆卸)安装到曲轴键槽中。
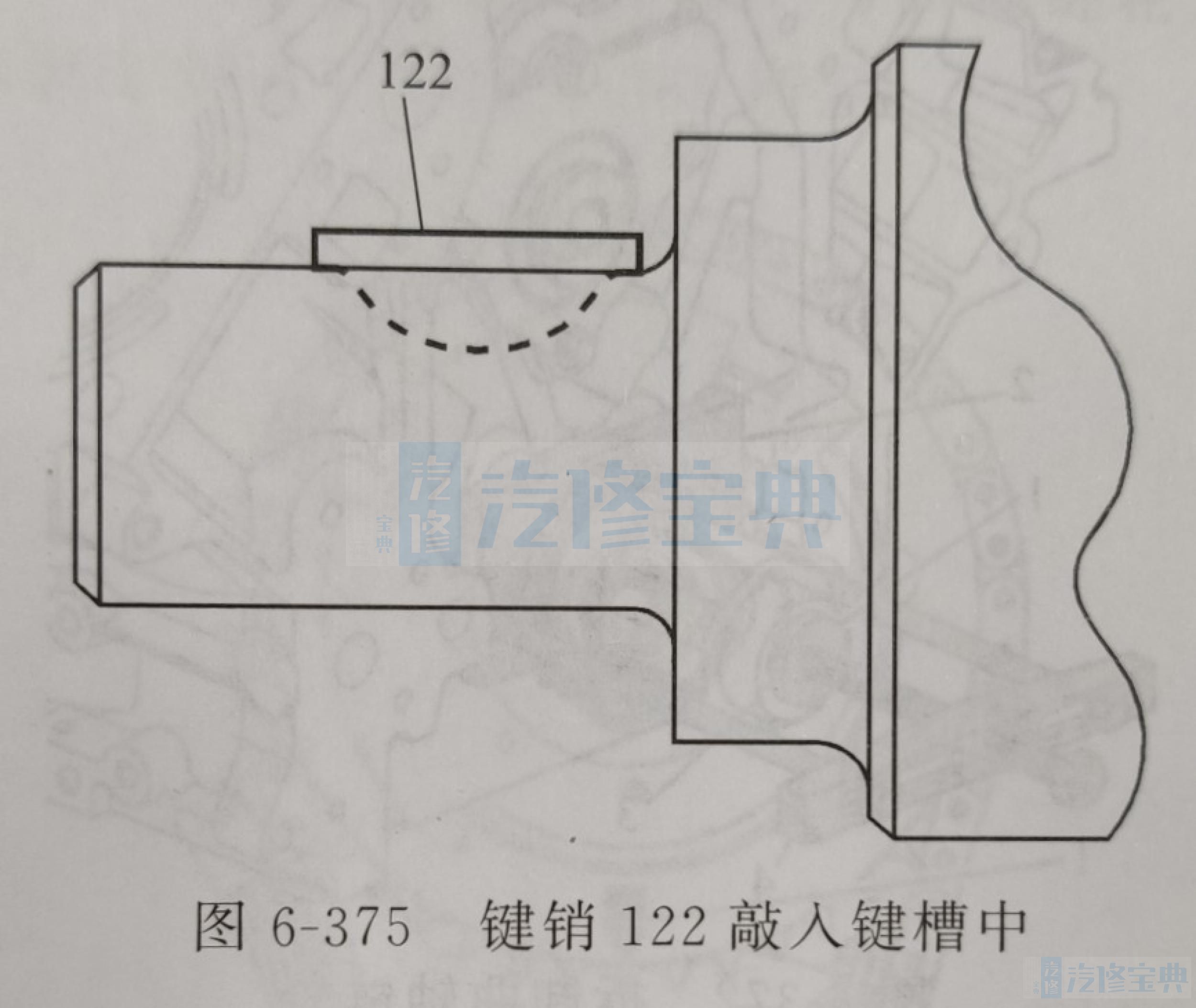
(2)将键销122敲入键槽中,直至键销底部的两端到曲轴上,如图6-375所示。
(3)将曲轴链轮207安装到曲轴的前端。将曲轴键销与曲轴链轮键槽对齐。
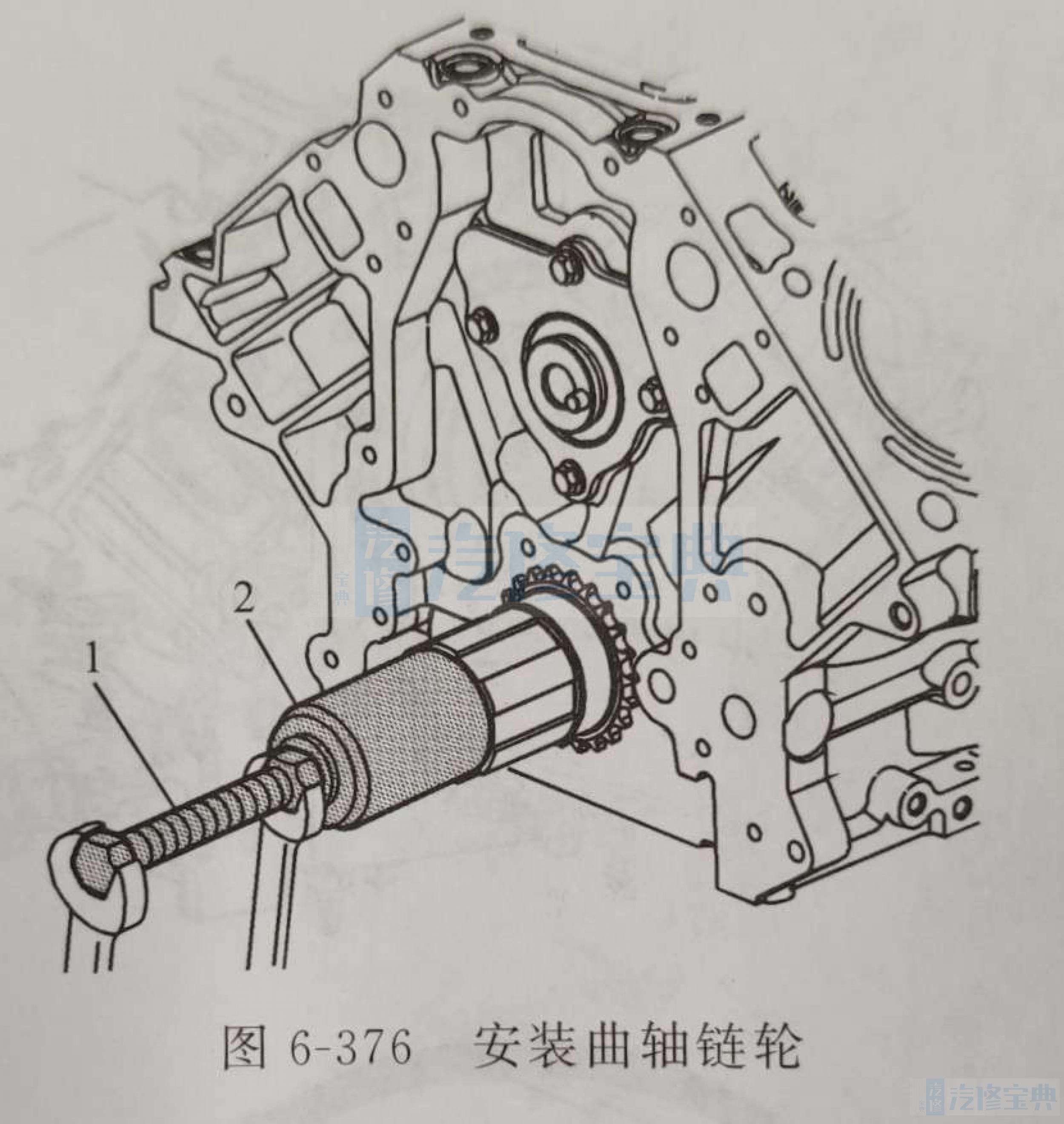
(4)使用J41478工具1和J41665工具,以安装曲轴链轮。将链轮安装到曲轴上,直至完全靠在曲轴凸缘上,如图6-376所示。
(5)压缩正时链张紧器导轨,并安装EN46330工具,如图6-377所示。
(6)安装正时链条张紧器232和螺栓231,如图6371所示。紧固螺栓至25N·m(18lbf·ft)。
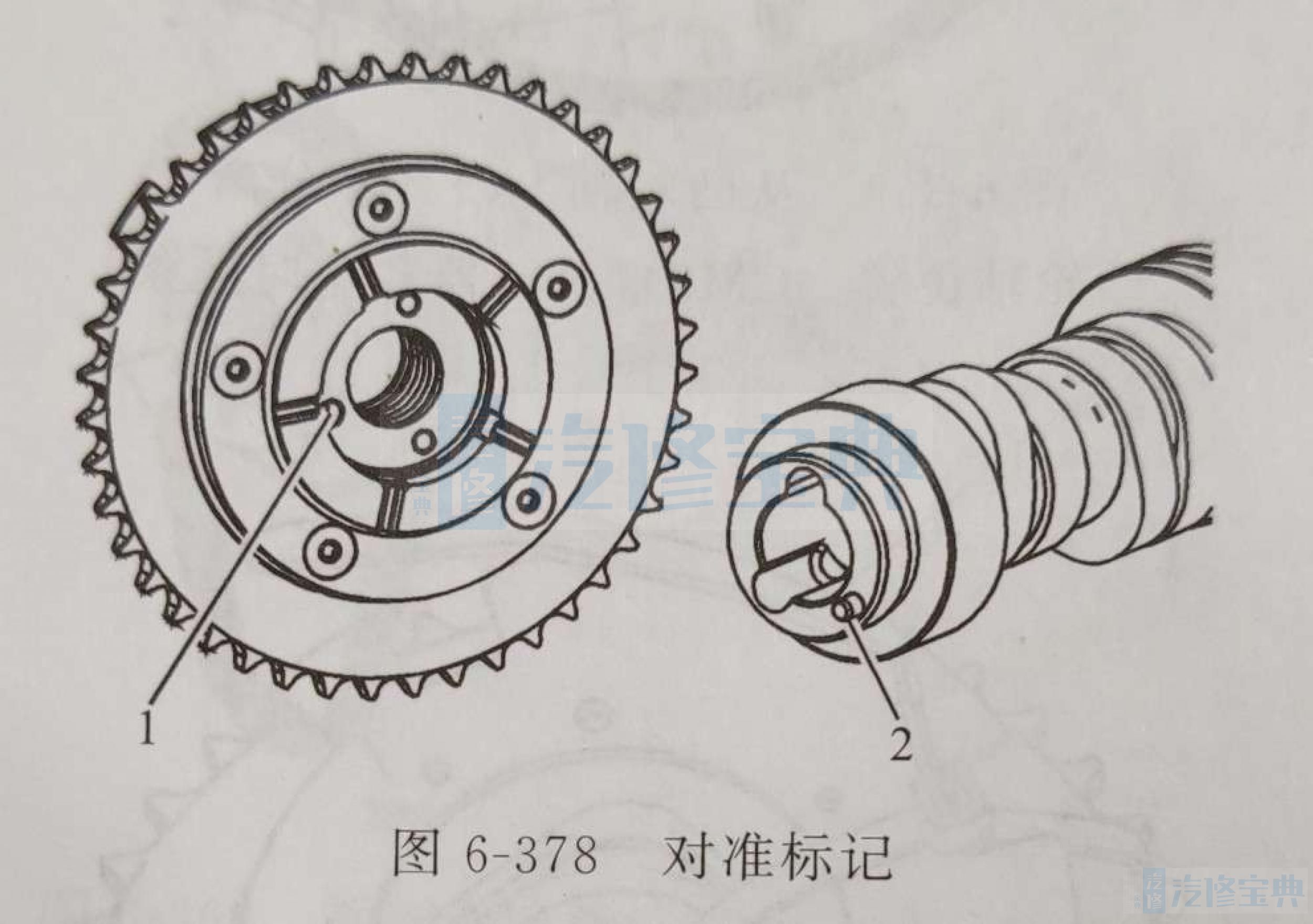
(7)识别凸轮轴位置执行器后面的定位孔1和凸轮轴正面的定位销2,如图6-378所示。
(8)定位凸轮轴位置执行器,使正时标记处于6点钟位置,如图6-368所示。
(9)安装凸轮轴位置(CMP)执行器235和正时链条208。将凸轮轴位置执行器正面的定位孔对准凸轮轴正面的定位销。
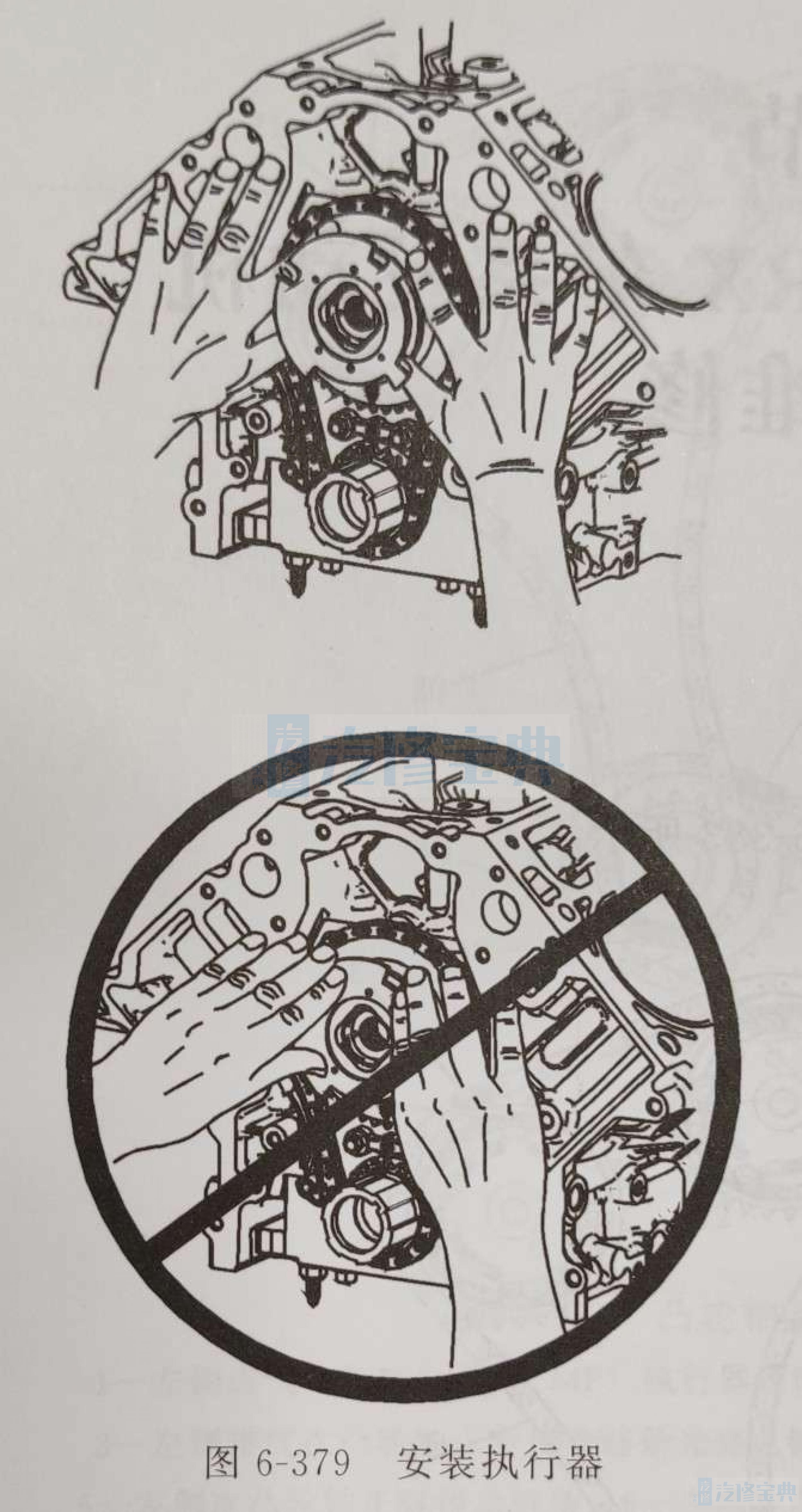
(10)小心将执行器完全安装到凸轮轴的前端。将手指放在执行器链轮的表面上,将执行器推向凸轮轴的前端。切勿在尝试安装执行器时,推动磁阻轮,如图6-379所示。
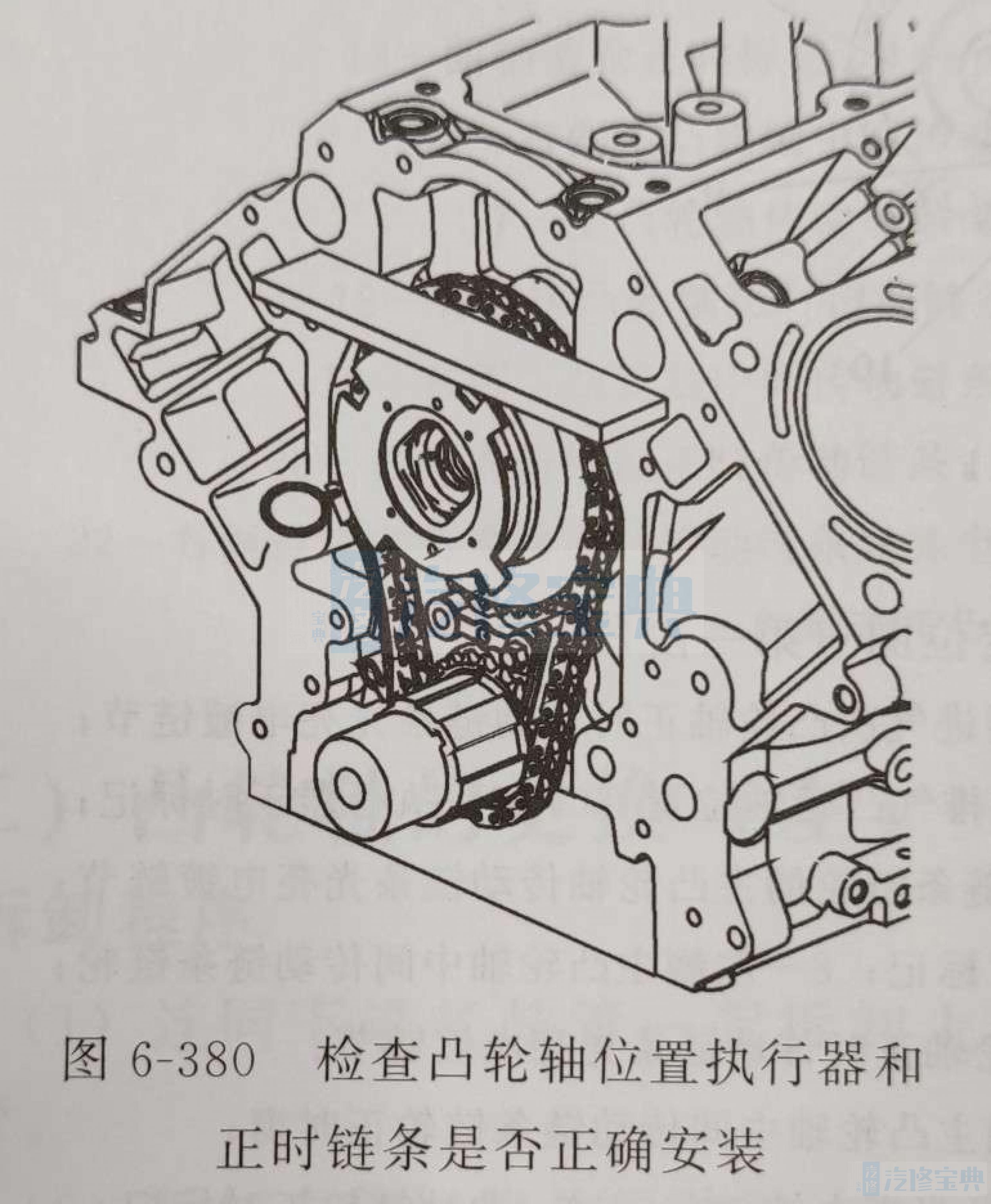
(11)将一直尺放在发动机缸体的正面上,检查凸轮轴位置执行器和正时链条是否正确安装。当凸轮轴位置执行器正确并完全安装在凸轮轴的前端时,正时链条就不会凸出发动机缸体的正面,如图6-380所示。
(12)安装新的凸轮轴位置执行器电磁阀234。当凸轮轴位置执行器正确就位在凸轮轴上时,可以用手轻压,将凸轮轴位置执行器电磁阀完全拧入凸轮轴中。用手拧紧直至密合,如图6-367所示。
(13)检查链轮定位是否准确。凸轮轴位置执行器链轮1上的标记应该位于6点钟位置,曲轴链轮2上的标记应位于12点钟位置,如图6-366所示。
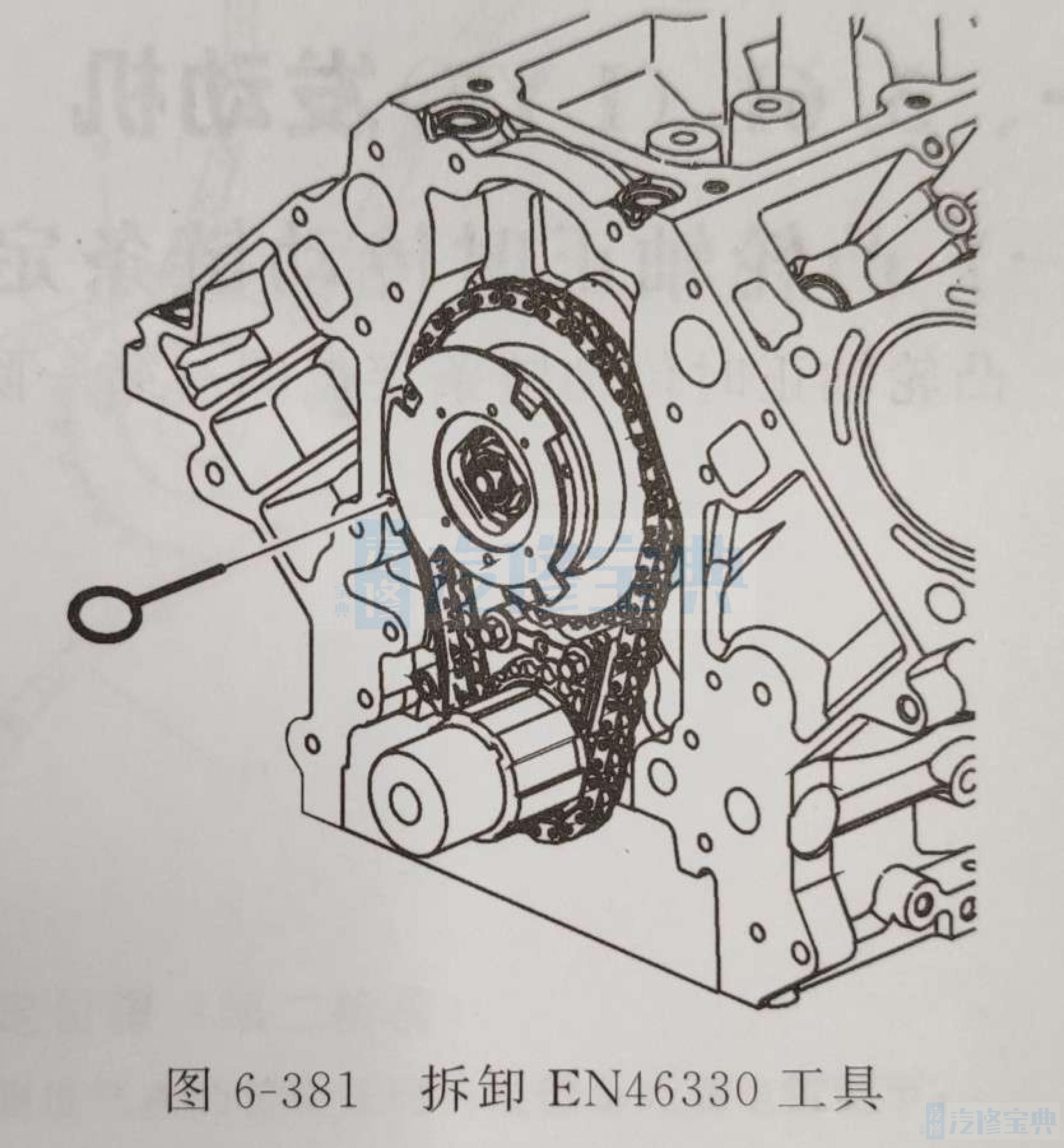
(14)拆卸EN46330工具,如图6-381所示。
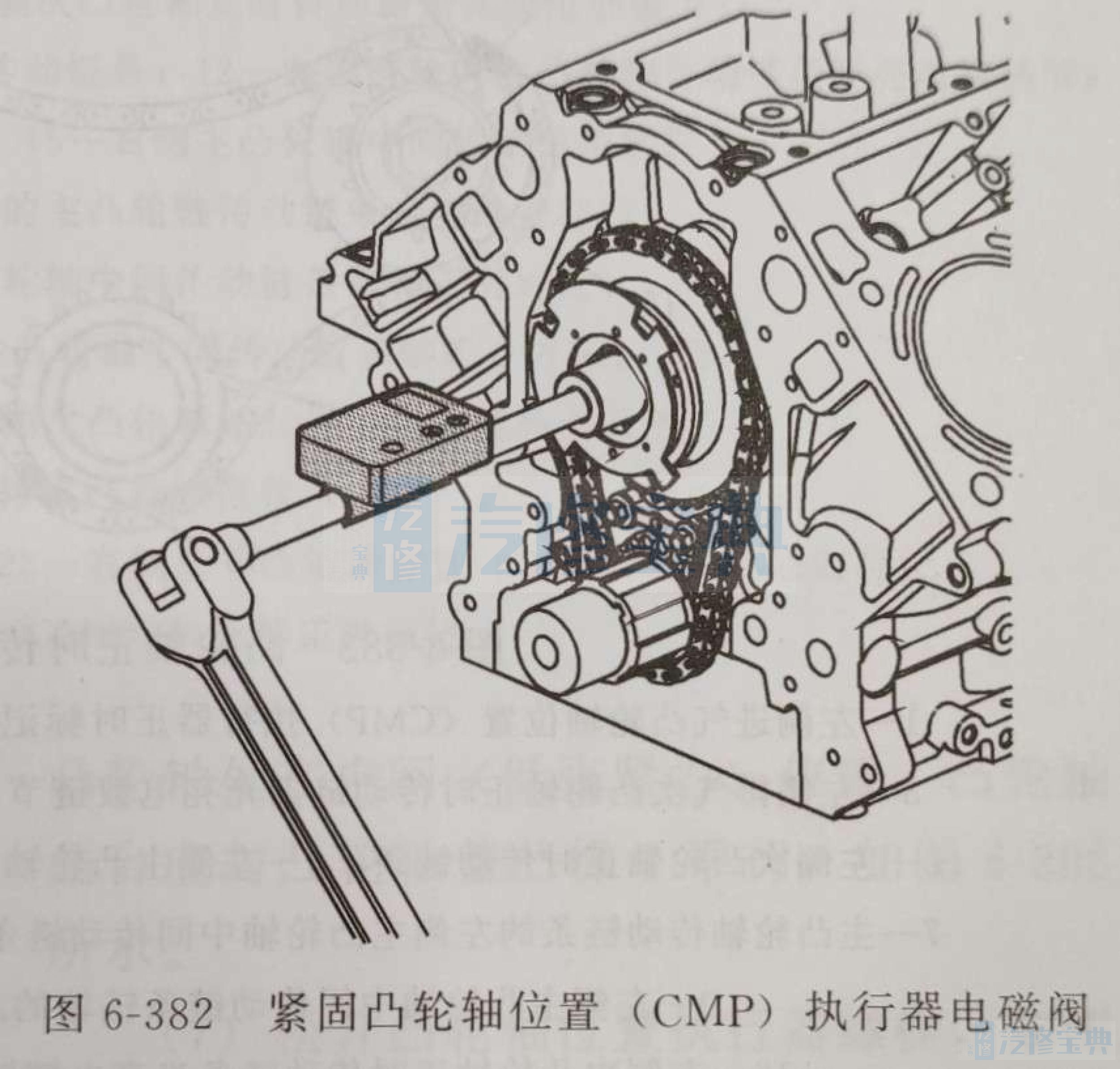
(15)紧固凸轮轴位置(CMP)执行器电磁阀,如图6-382所示。
(16)拆卸J42386-A工具1和螺栓,如图6-365所示。
(17)安装起动机电机。
(18)安装机油泵。