①清洁正时齿轮和带轮。 注意:如果烧结的带轮已经污染了过多的机油,就必须把它们泡到溶解液中,然后在安装前彻底用干净的溶解液清洗;因为烧结的带轮的多孔性结构,内含的机油会慢慢地释放出来并且会污染新的皮带。 ②把曲轴正时齿轮装到曲轴上。 ③检查曲轴齿轮上的孔和机油泵上的法兰是否对准。 ④装上正时带张紧轮,固定在如时钟9点的位置,拧紧新的夹紧螺栓,直到刚好能移动张紧轮杆。 ⑤确保凸轮轴带轮标记对准。 ⑥只能用手指装上正时带。确保皮带能在曲轴齿轮间运转,而且在安装的过程中排气凸轮轴带轮是张紧的。如果装的是原来的正时带,则要确保旋转方向的标记对着正确的方向。 ⑦检查并保证正时带装在所有齿轮和皮带张紧轮的中央。 ⑧清洁正时带前下盖。 ⑨把密封装到盖上。 ⑩装上正时带前下盖并把螺钉拧紧到9N·m的扭矩。 清洁PAS皮带张紧器和结合面。 装上PAS皮带张紧器并拧紧螺栓至25N·m的扭矩。 装上曲轴皮带轮。
拿开凸轮轴带轮锁止工具T10029。
用一个6mm的Allen键,逆时针方向转动张紧轮杆,并使指针和指针线对准。
如果要装原来的皮带,那么指针就必须对准好,这样指针线就靠近指针的下区域。
把张紧轮螺栓拧紧到22N·m的扭矩。
指针应该从上面接近指针线。如果指针过了指针线,那就必须完全地放松张紧度,然后重新张紧调整程序。
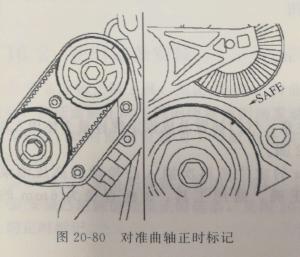
把扳手放到曲轴辅助皮带轮上,转动曲轴2整圈,对准凸轮轴带轮正时标记。
注意:不要用凸轮轴带轮、凸轮轴带轮螺栓或正时带来转动曲轴。
检查指针与指针线的对准情况。
如果指针对得不准,则松开螺栓直到刚好移动张紧轮杆。顺时针转动张紧轮杆直到张紧完全解除,然后逆时针转动张紧轮杆直到指针能与指针线正确对准。
把张紧器螺栓拧紧到22N·m的扭矩。
转动曲轴2整圈,对准正时标记。
检查指针与指针线的对准情况,如果不正确,则重复调整程序。
装上正时带前上盖。
清洁发动机右托架和机体结合面。
装上发动机右托架到发动机上,将螺栓并拧紧至100N·m的扭矩。