一.适用车型辉腾( Phaeton)4.2L。 二.拆卸和安装张紧齿形皮带(1)必备的专用工具、检测仪器以及辅助工具鞏回宝國固定螺栓(3242)、双臂起拔器(T40001)、凸轮轴固定件(T40005)、张紧辊扳手(T40009)定位销(T40011)、转换棘轮(VAS5122),如图5-9-1所示。 扭矩扳手(VAG1410)、扭矩扳手(VAG1331)。
(2)拆卸步骤小心:在进行任何装配工作时,特别是在空间紧凑的发动机舱中进行装配工作时,请注意下列事项:
正确铺设所有类型的管路(例如燃油、液压、活性炭罐装置、冷却液和制冷剂、制动液、真空系统路)和电气导线,以便恢复原来的布线。注意与所有可移动或发热部件之间的距离是否足够。
1 拆卸隔音垫。
2 排出冷却液。
3 拆卸锁支架横梁。
4 从散热器上拔下上部冷却液软管。
5 拆下多楔带。
6 拆下左右齿形皮带护罩。
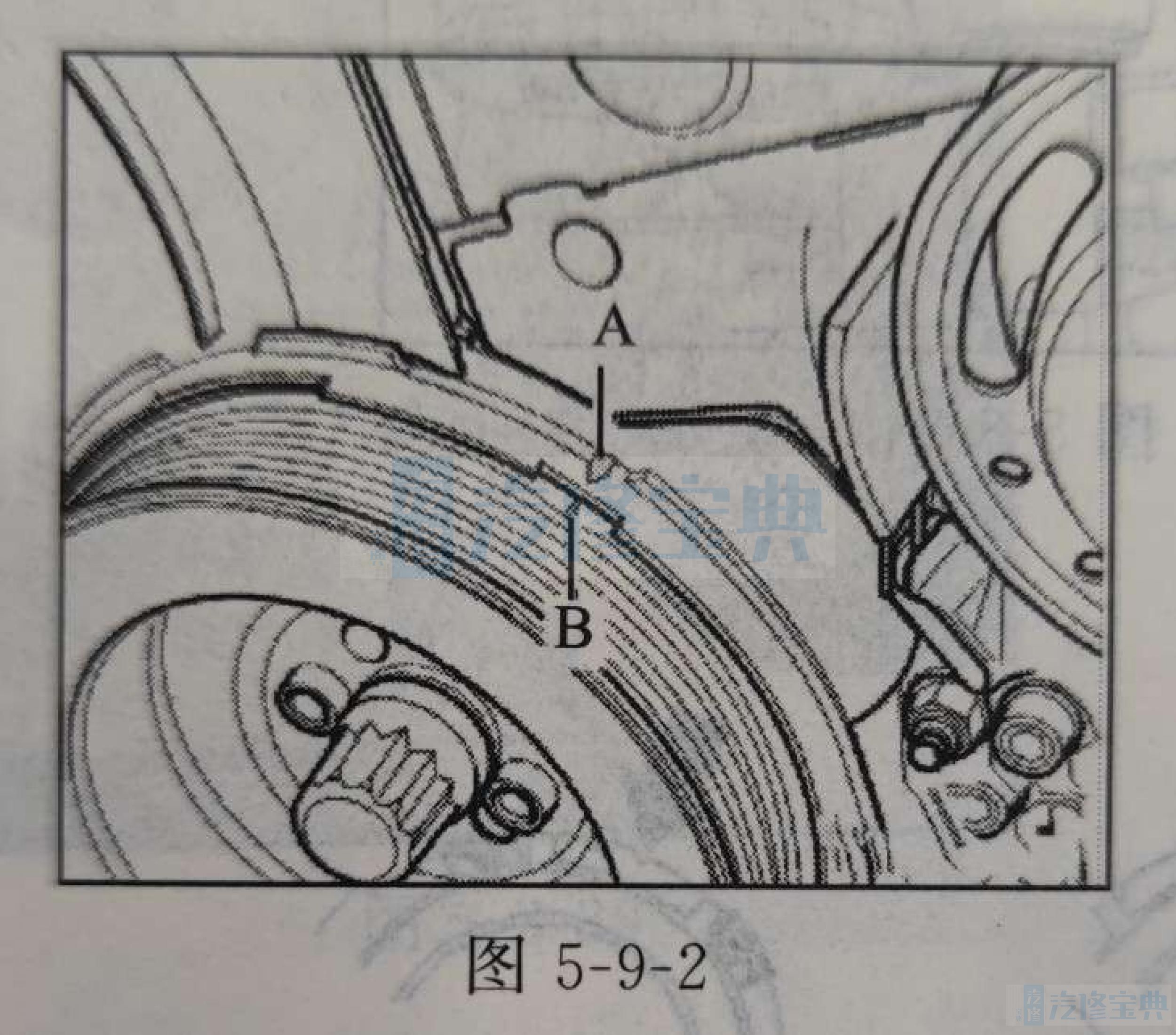
7 将曲轴置于上止点位置。齿形皮带护罩上的标记A必须与皮带轮上的切口B对齐(图5-9-2)。
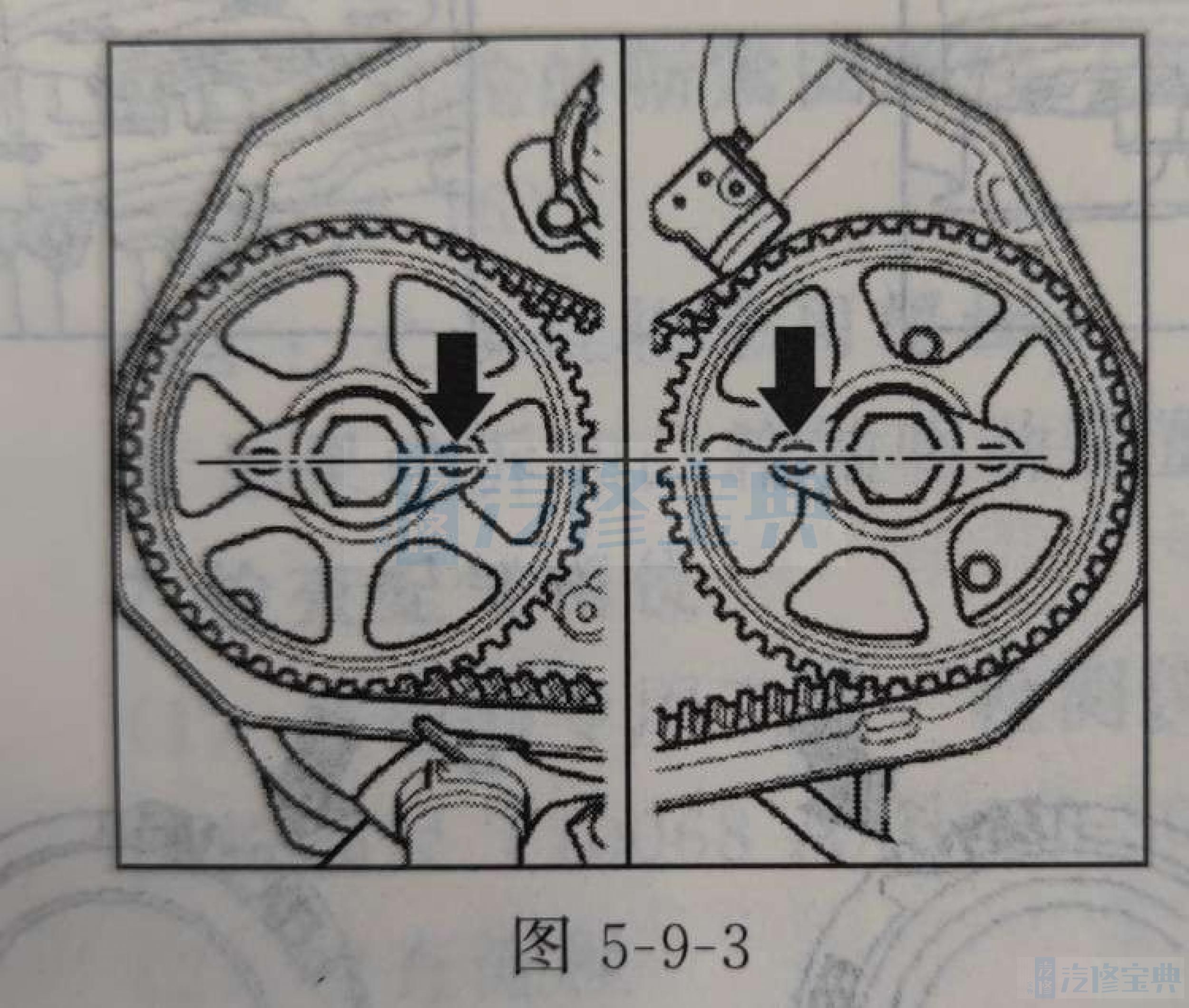
8 检查凸轮轴正时齿轮的位置。固定板上的大孔(箭头)必须向内对准(图5-9-3)。
提示:如果大孔位于齿形皮带轮的外侧,则必须将曲轴再转动一圈。
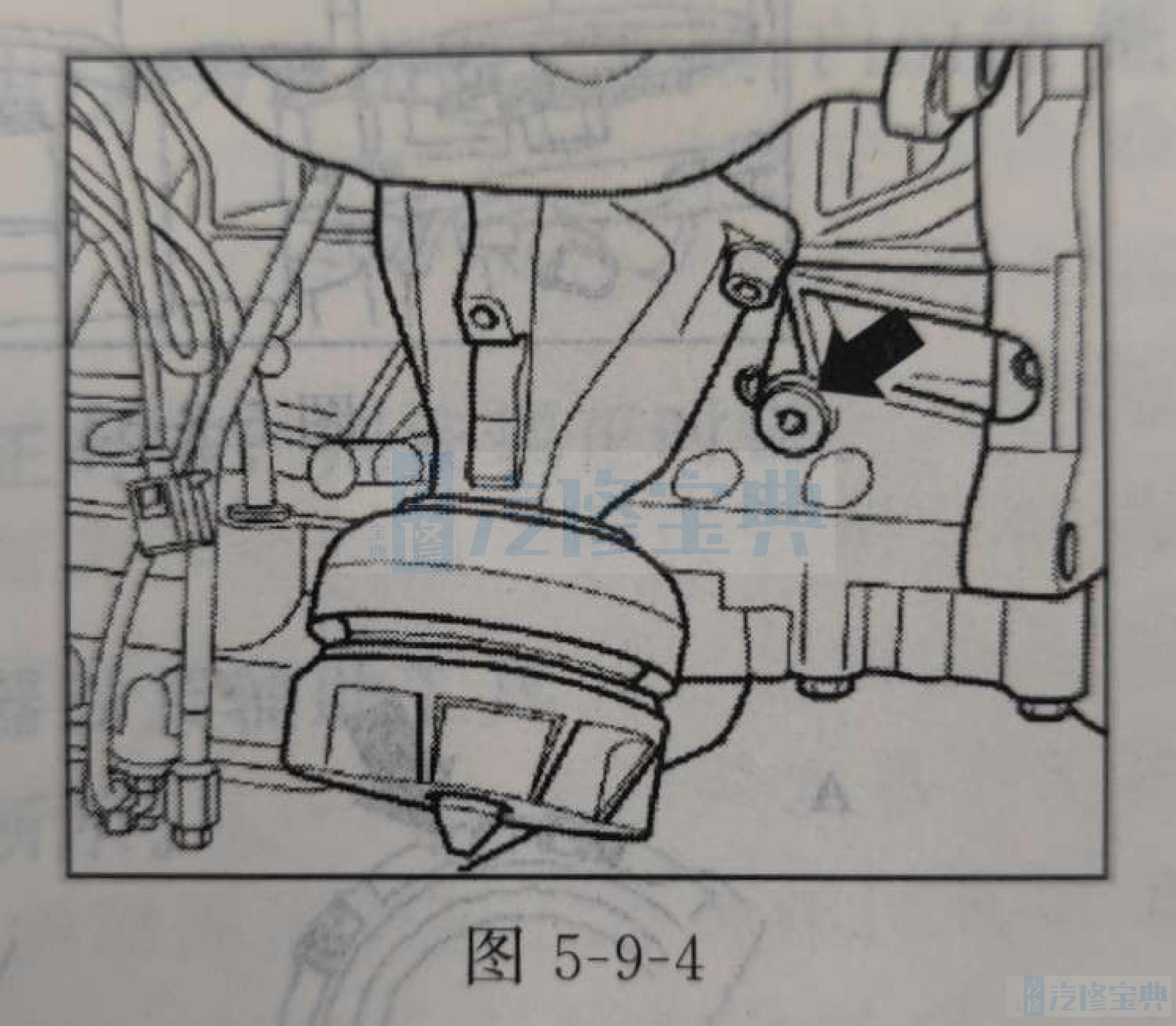
9 将密封塞从左侧气缸体(箭头)中旋出。从螺塞孔后面必须可以看到或接触到曲轴上止点(图5-9-4)。
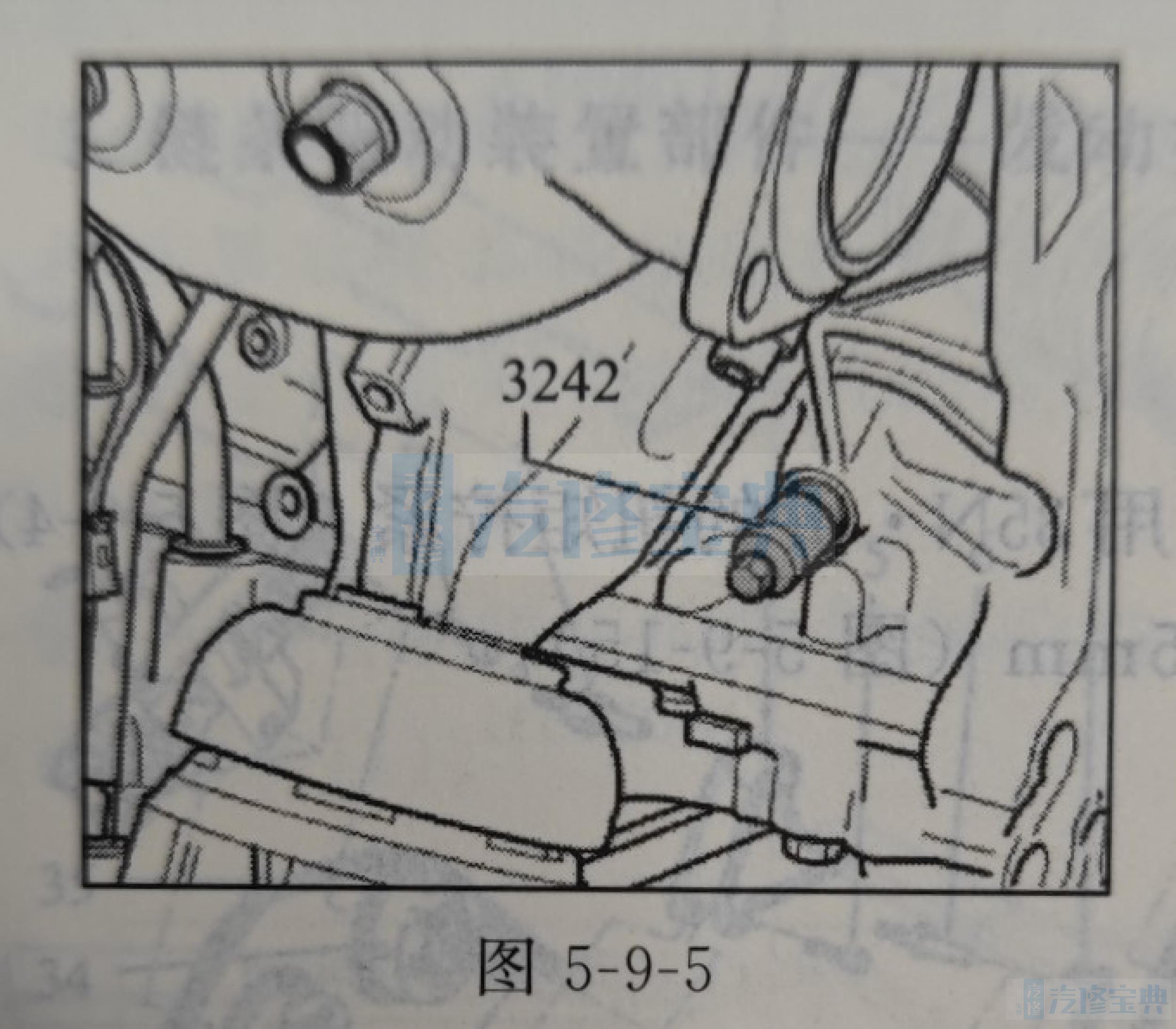
10 将固定螺栓3242小心旋入孔中至限位位置,以此锁住曲轴以防转动(图5-9-5)。
11 拆下中间的齿轮带护罩。
12 拆下减振器。
提示:用8个紧固螺栓将减振器固定在曲轴上。
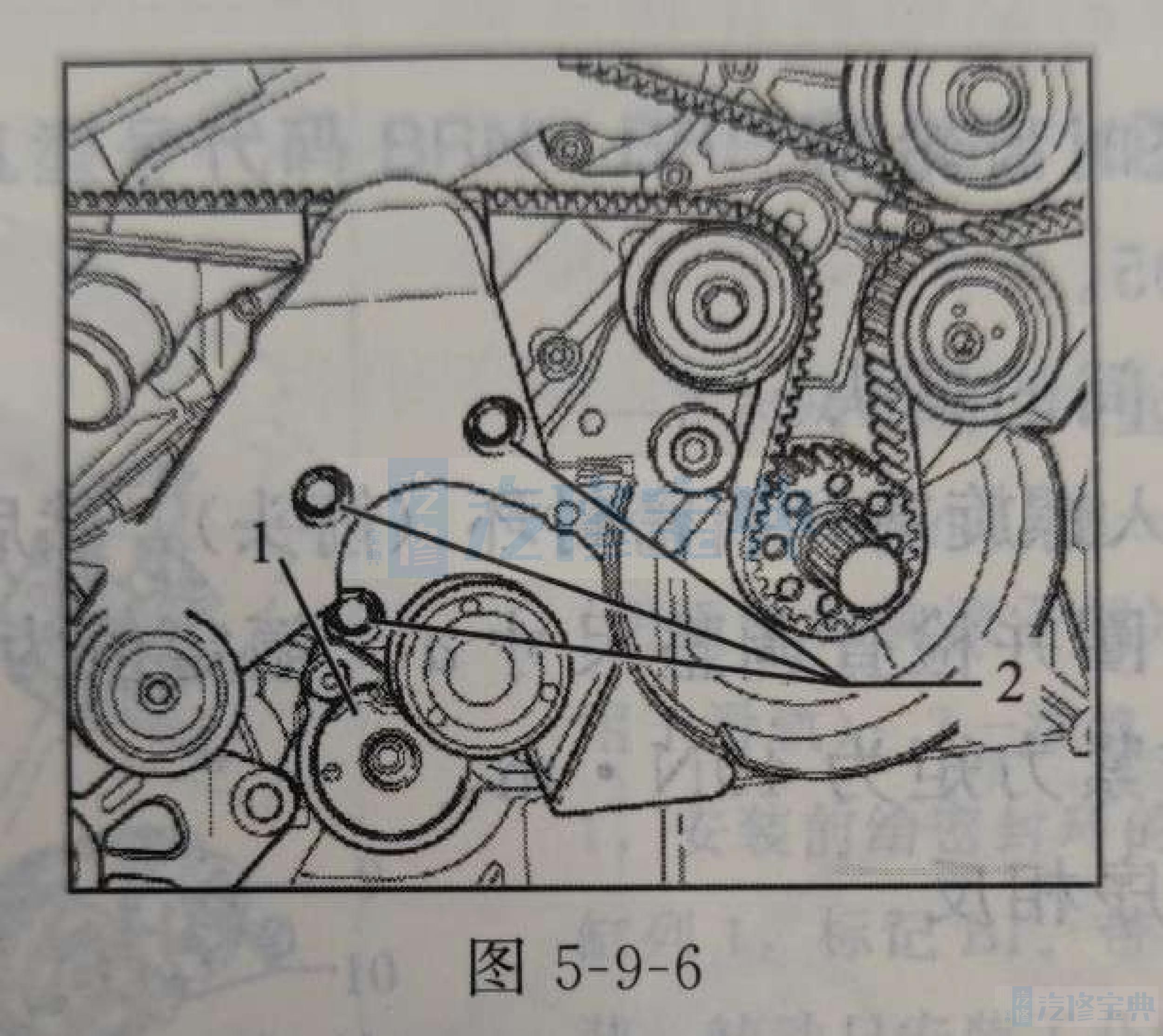
13 拆下多楔带张紧件1(图5-9-6)。
14 旋出齿形皮带张紧件的盖板螺栓2(图5-9-6)。
15 取下盖板。
16 标记齿形皮带的运转方向。
提示:齿形皮带张紧件是使用油来作为减振介质的,因此它只会被慢慢地压紧。使用定位销T40011固定张紧件。
17 必要时在张紧前用尖嘴钳或细金属丝校准挺杆。
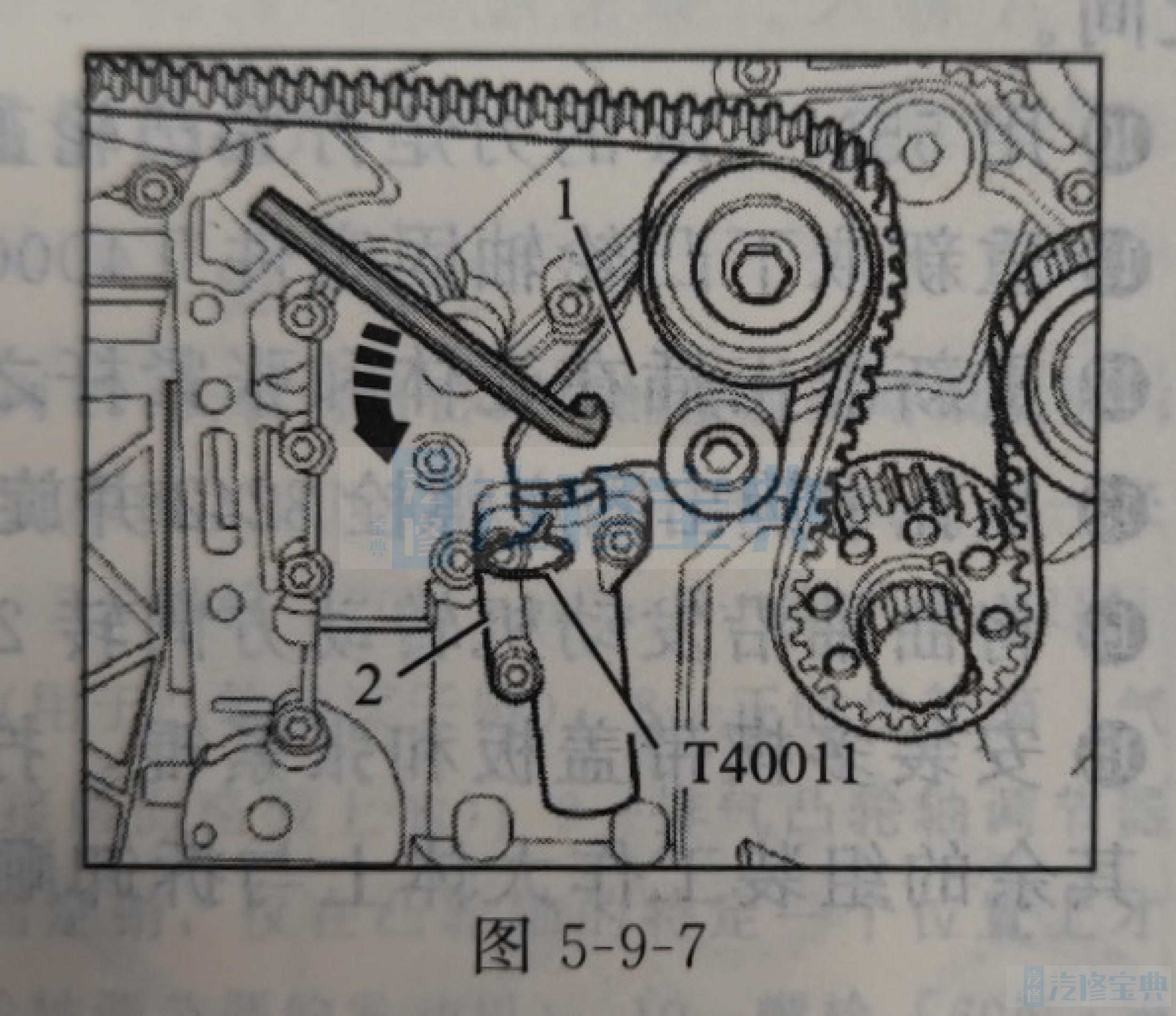
18 用内六角扳手沿箭头方向旋转齿形皮带张紧辊1的张紧杆(图5-9-7)。
19 如果齿形皮带张紧辊的张紧杆2已压到一起,使外壳和活塞内的孔对齐,则用定位销T40011固定张紧件(图5-9-7)。
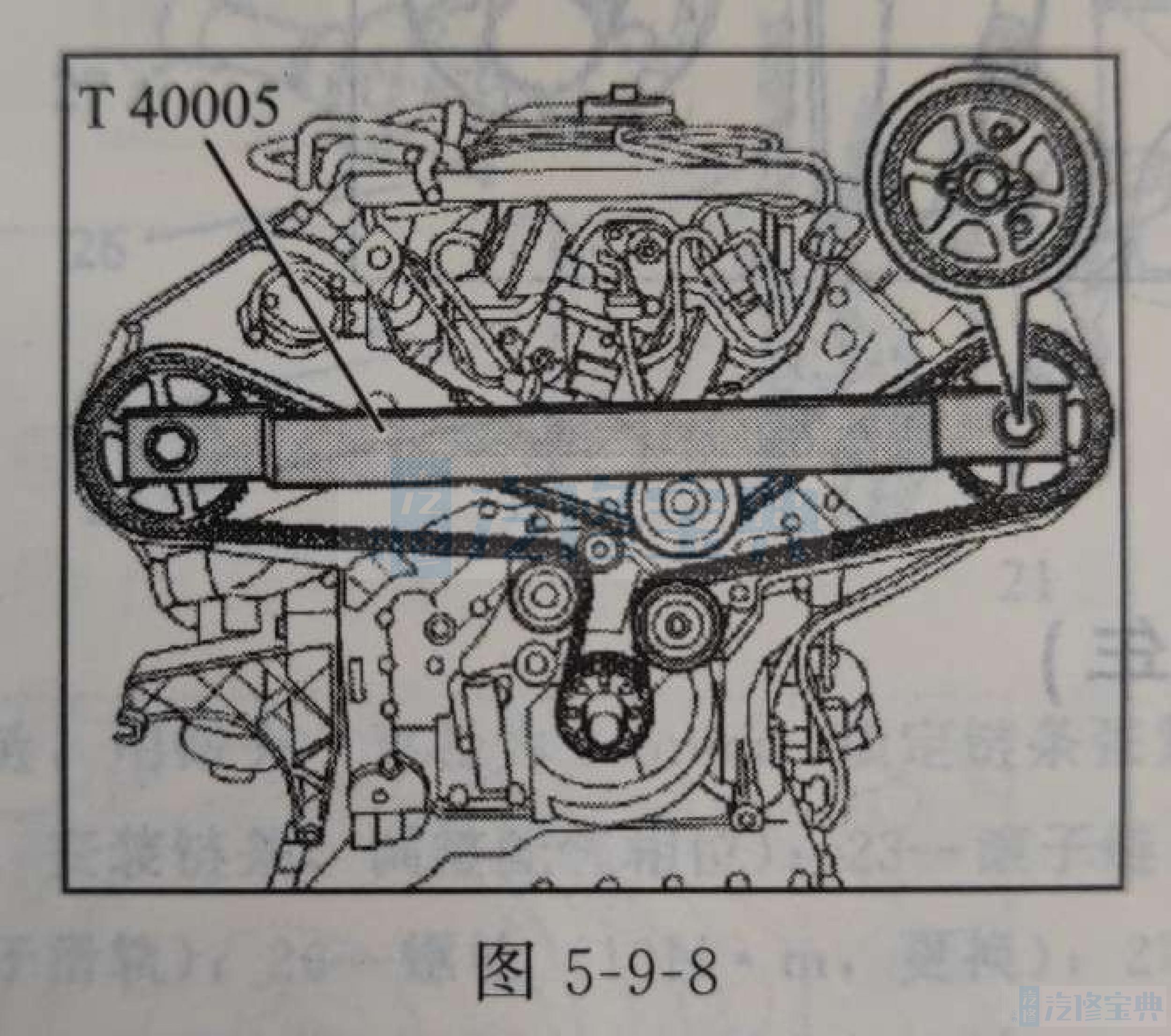
20 将凸轮轴固定件T40005安装在凸轮轴的固定板内,并将21 紧固螺栓拧松大约5圈(图5-9-8)。
重新取下凸轮轴固定件T40005。
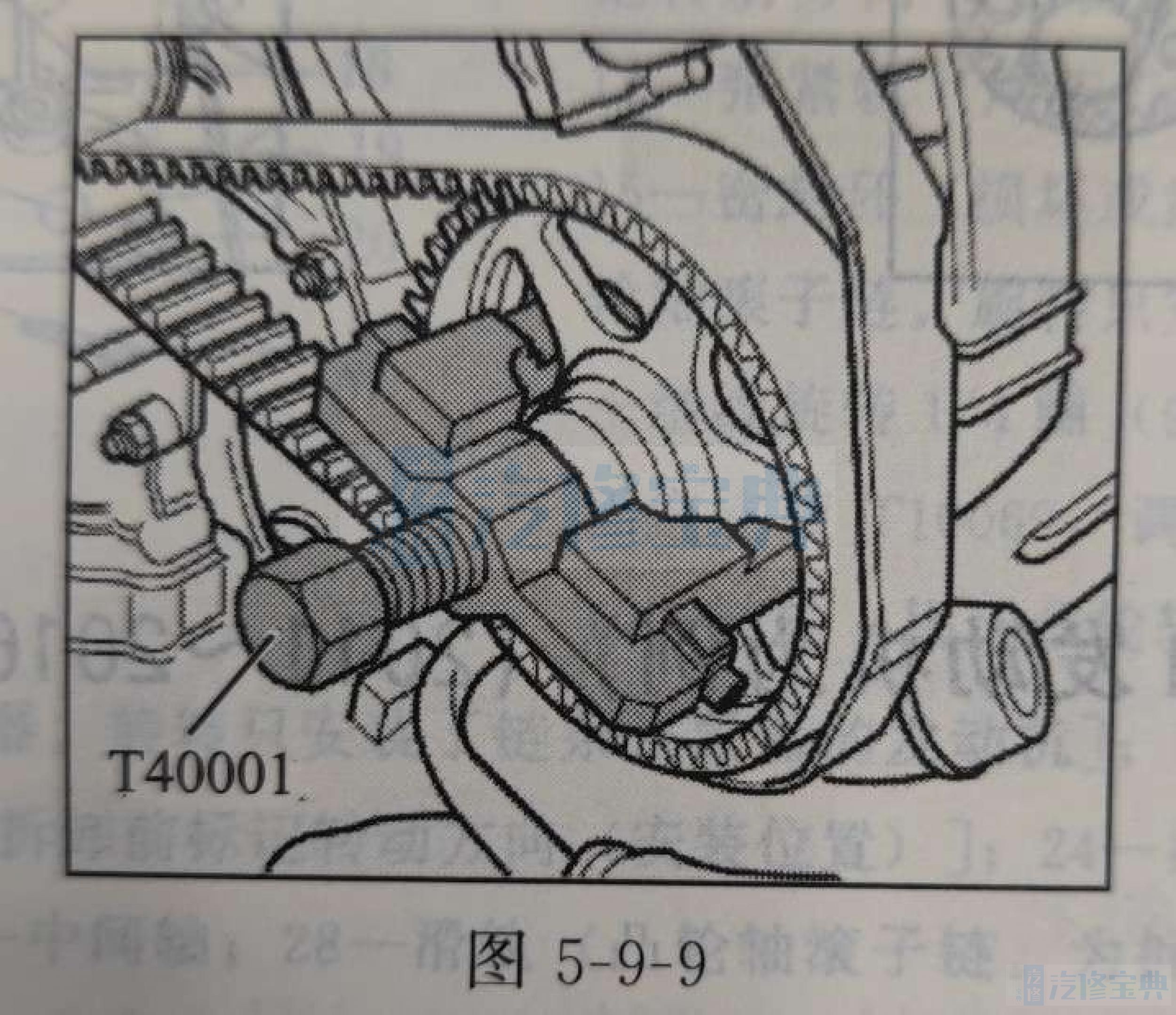
22 用双臂起拔器T40001和起拔钩T40001/2从锥齿轮上拔出凸轮轴正时齿轮(图5-9-9)。
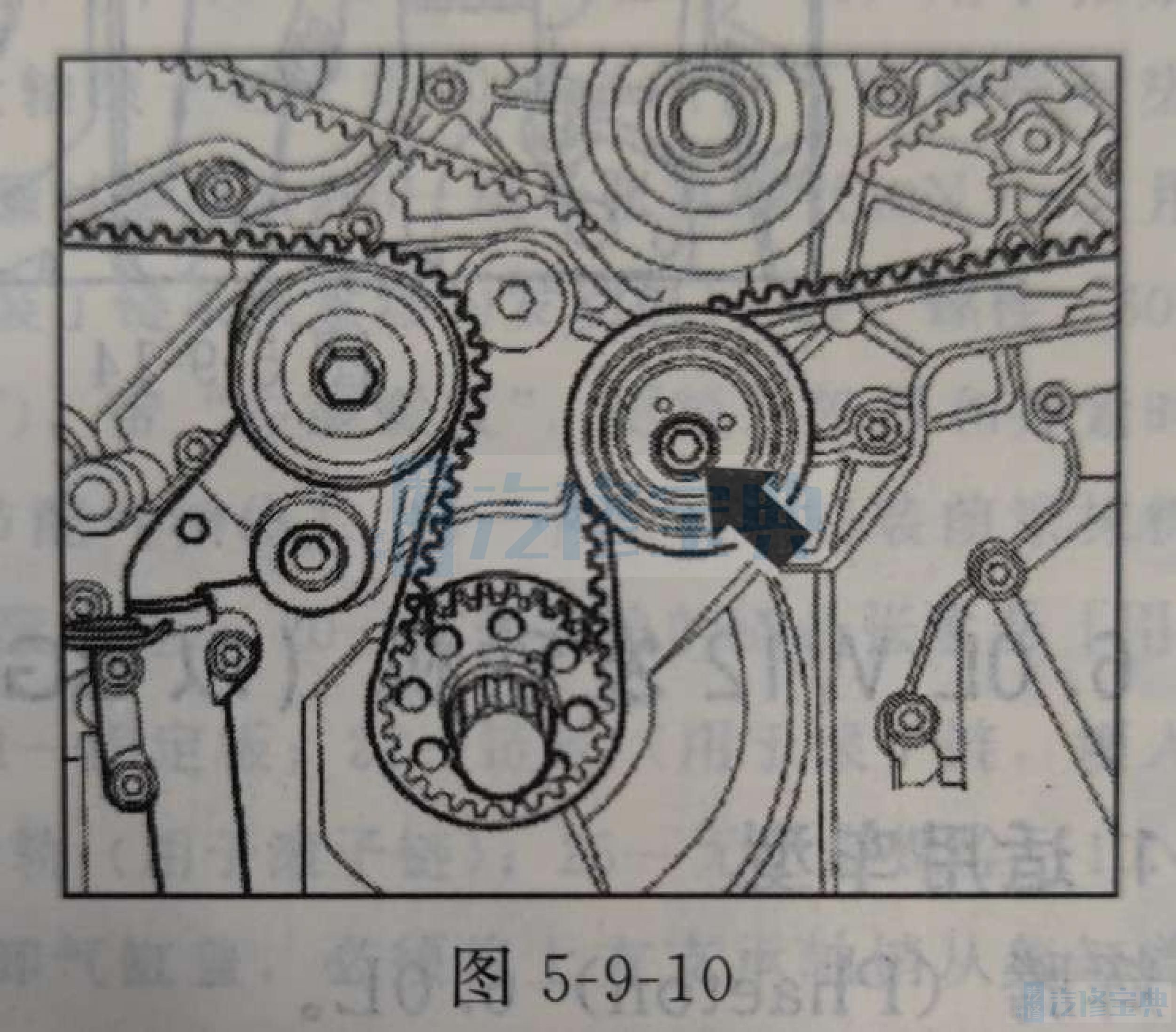
23 松开张紧辊(箭头),并取下齿形皮带(图5-9-10)。
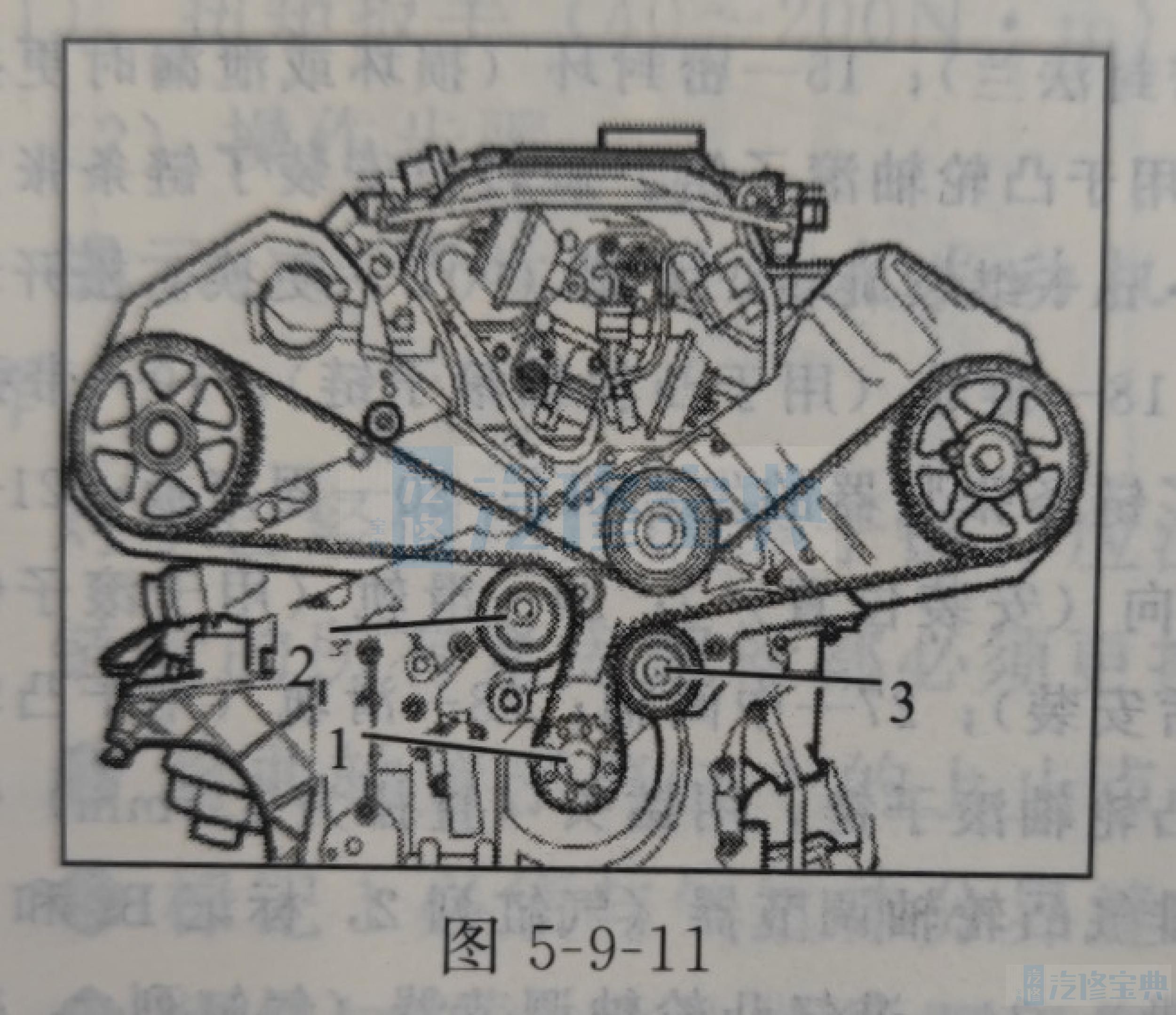
(3)安装步骤1 首先将齿形皮带装到曲轴的齿形皮带轮1上,然后装到齿形皮带张紧器的导向辊2上,再挂到张紧轮3上。然后如图5-9-11所示挂到凸轮轴正时齿轮上和冷却液泵的齿形皮带轮上。
提示:正确调整凸轮轴正时齿轮,使它在凸轮轴的锥齿轮上刚好可以转动。
2 重新将凸轮轴固定件T40005插在凸轮轴正时齿轮上(图5-9-8)。
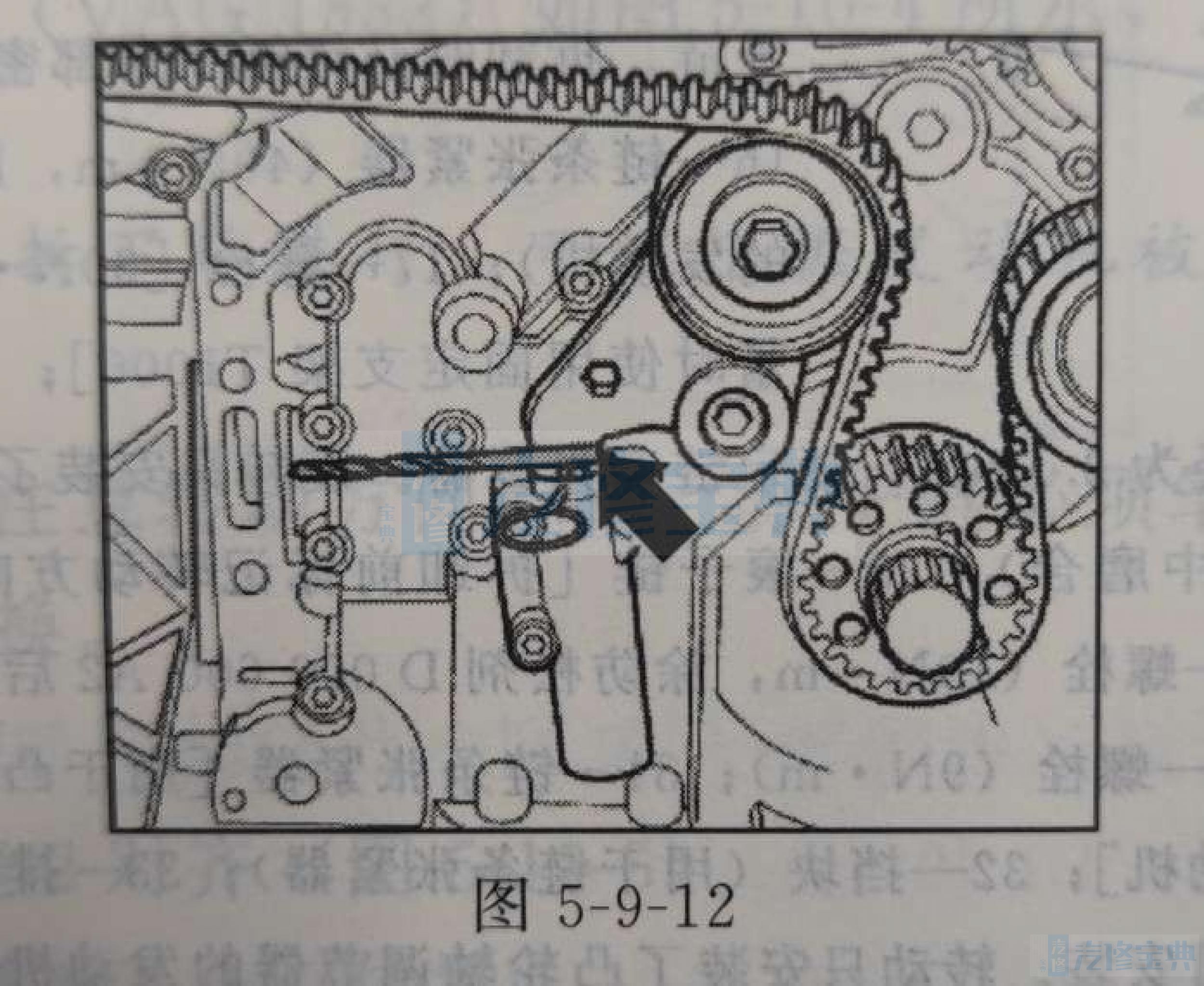
3 将一个5mm的钻头插入张紧杆和液压件的活塞之间(图5-9-12中箭头)。
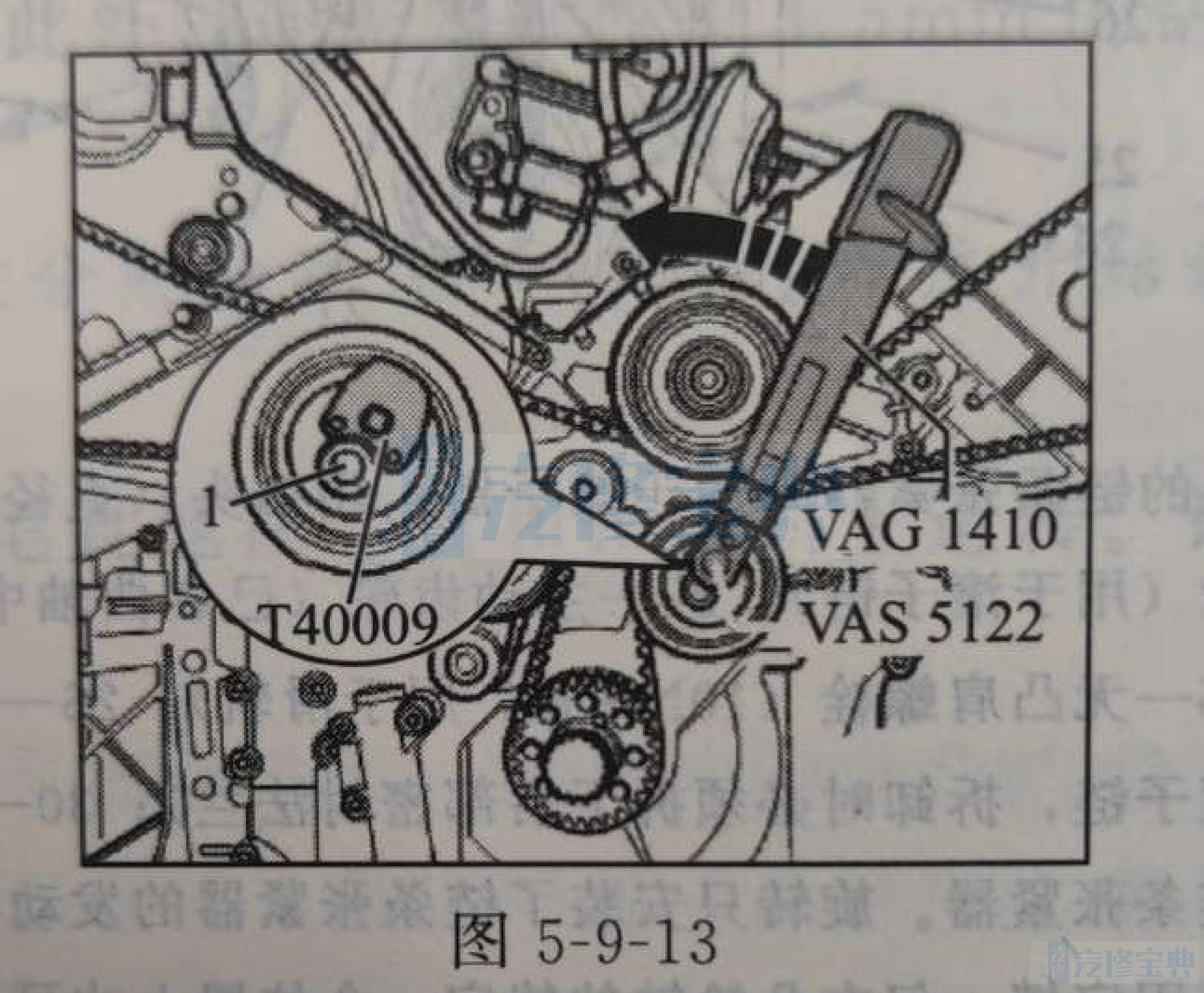
4 用扭矩扳手VAG1410预紧已松开的张紧辊,并使用张紧辊扳手T40009沿逆时针方向(箭头)用4N·m的扭矩预紧已插上的转换棘轮VAS5122(图5-9-13)。
5 在该位置上用45N·m的力矩拧紧螺栓1(图5-9-13)。
6 重新取出5mm钻头。
7 用内六角扳手沿箭头方向旋转齿形皮带张紧辊1的张紧杆(图5-9-13)。
8 当张紧杆压紧齿形皮带张紧件2内的活塞时,拉出定位销T40011(图5-9-7)。
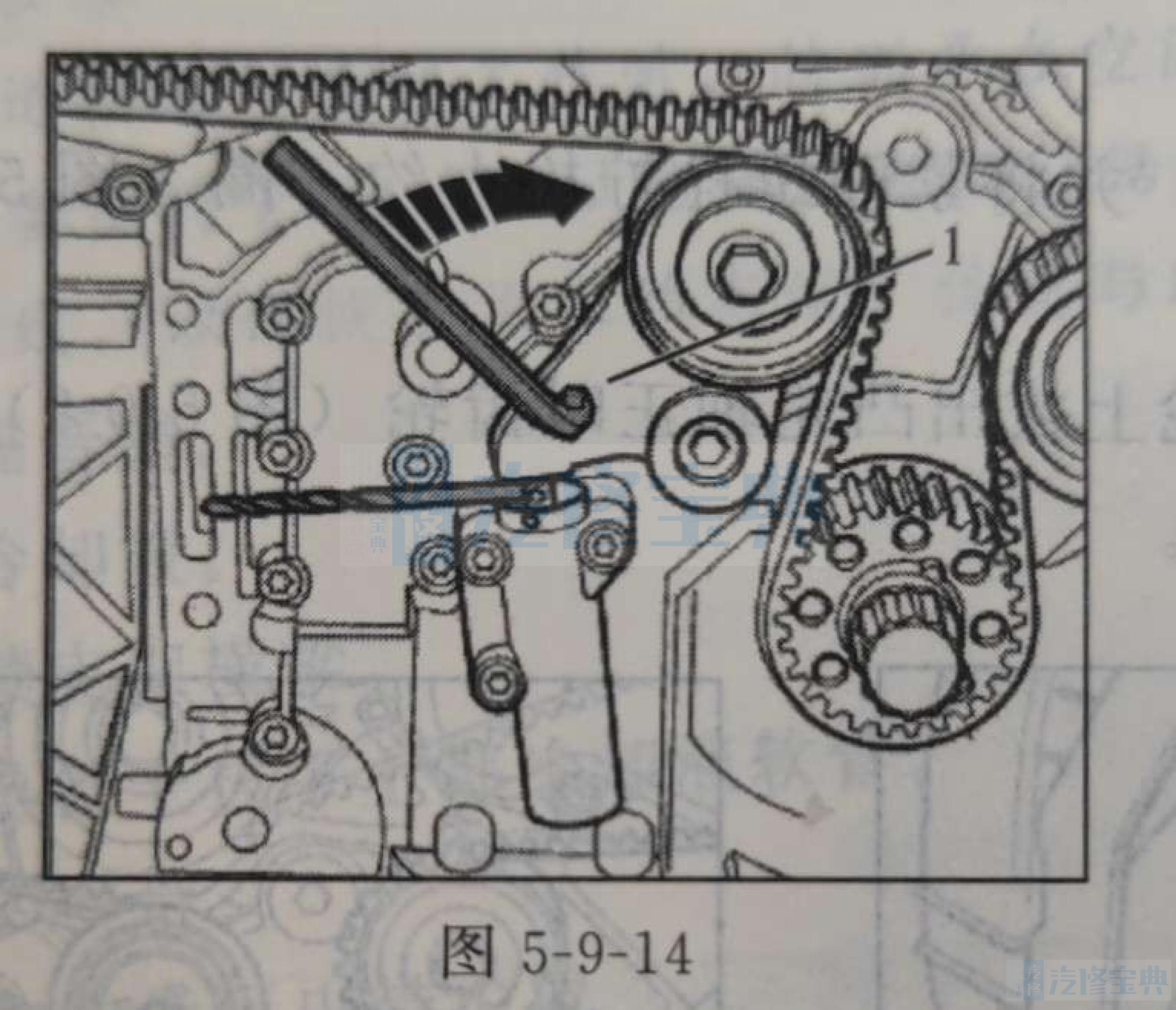
9 用内六角扳手按箭头方向旋转齿形皮带张紧轮1(图5-9-14)。将一个7mm的钻头插入壳体和张紧杆之间。
10 用55N·m的力矩拧紧凸轮正时齿轮。
11 重新取下凸轮轴固定件T40005。
12 重新取出插在壳体和张紧杆之间的钻头。
13 从孔中旋出固定螺栓3242并旋入螺旋塞和新密封环(箭头),然后用35N·m的扭矩拧紧(图5-9-4)。
14 将曲轴沿发动机转动方向转2圈并检查调整尺寸a。额定值为5mm(图5-9-15)。
15 安装多楔带盖板和张紧辊。拧紧力矩为40N·m。其余的组装工作大体土与拆卸顺序相反。