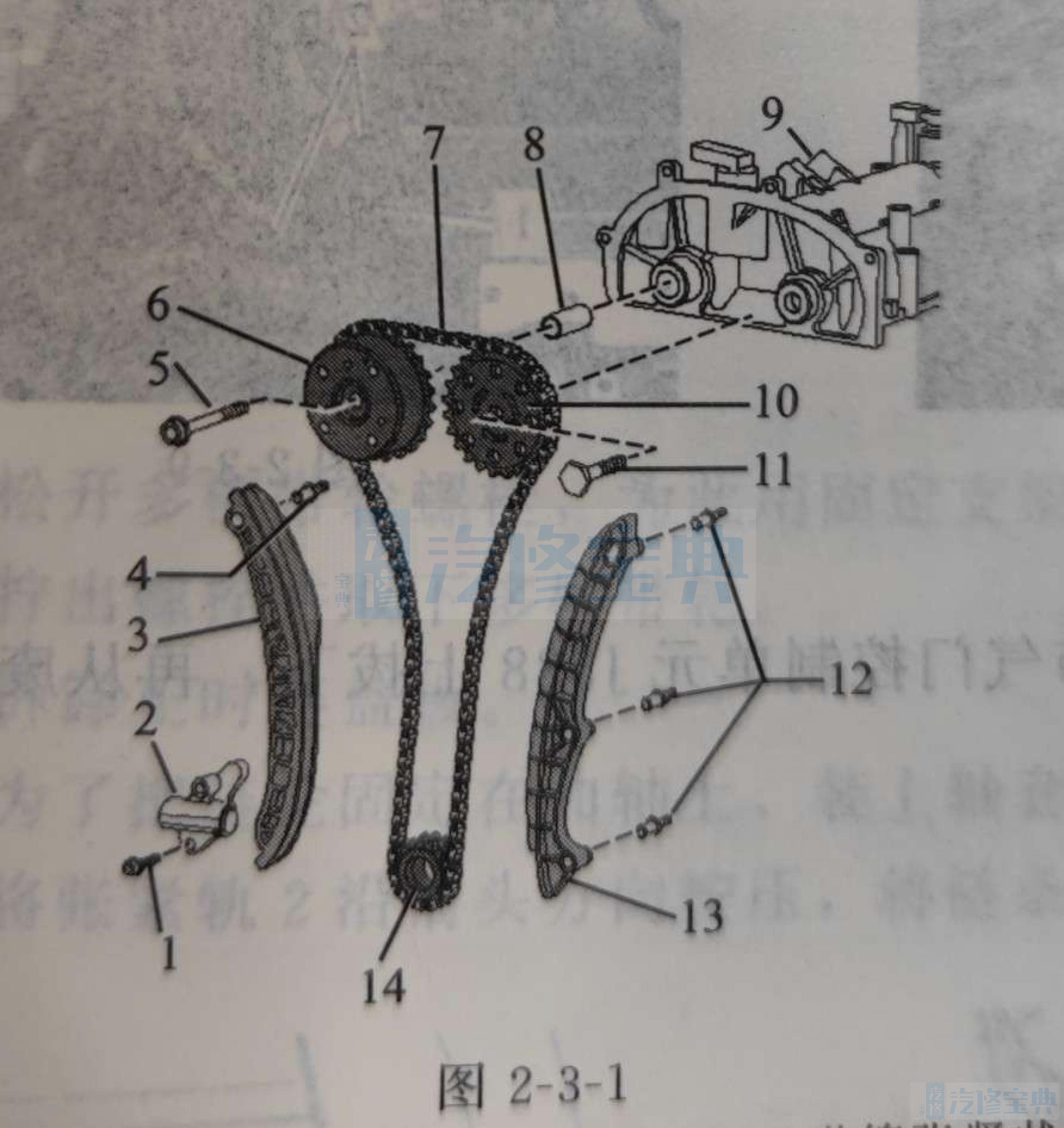
1.适用车型奥迪A1。 2.装配正时链(图2-3-1)
3.拆卸和安装凸轮轴正时链(1)所需要的专用工具和维修设备千分表组件(VAS6341)、拔出器(T10094A)千分表适配接头(T10170A)、凸轮轴固定装置(T10171A)、固定支架(T10172)、定位销T40011如图2-3-2所示。火花塞扳手(3122B)如图2-3-3所示。固定螺栓(T10340)如图2-3-4所示。
固定支架3415如图2-3-5所示。软管夹圈钳AS6362如图2-3-6所示。
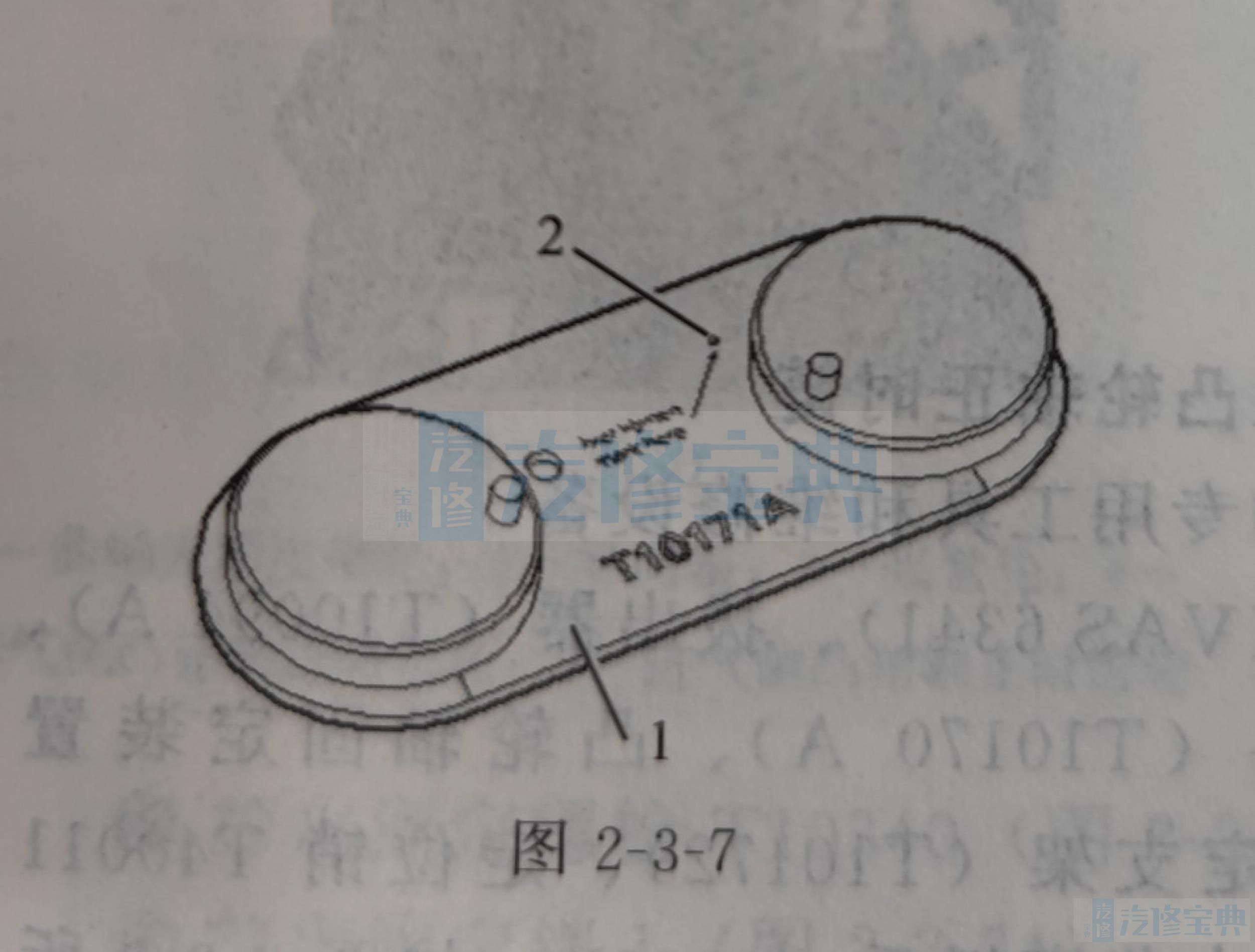
提示:如果另外带有一个下文所述的孔,那么也可以使用原来的凸轮轴固定装置T10171代替凸轮固定装置T10171A。
1如图2-3-7所示,将模板1安装到凸轮轴固定装置T10171上。
2在标记2上用冲头冲一个印记。
3用直径7mm的钻头钻穿冲头标记位置,去除孔上的毛刺。
4在工具名称T10171上再附加一个“A”做标记(2)拆卸步骤1拆卸多楔带2拆下发动机罩。
3将真空软管从空气导流软管上拔下。
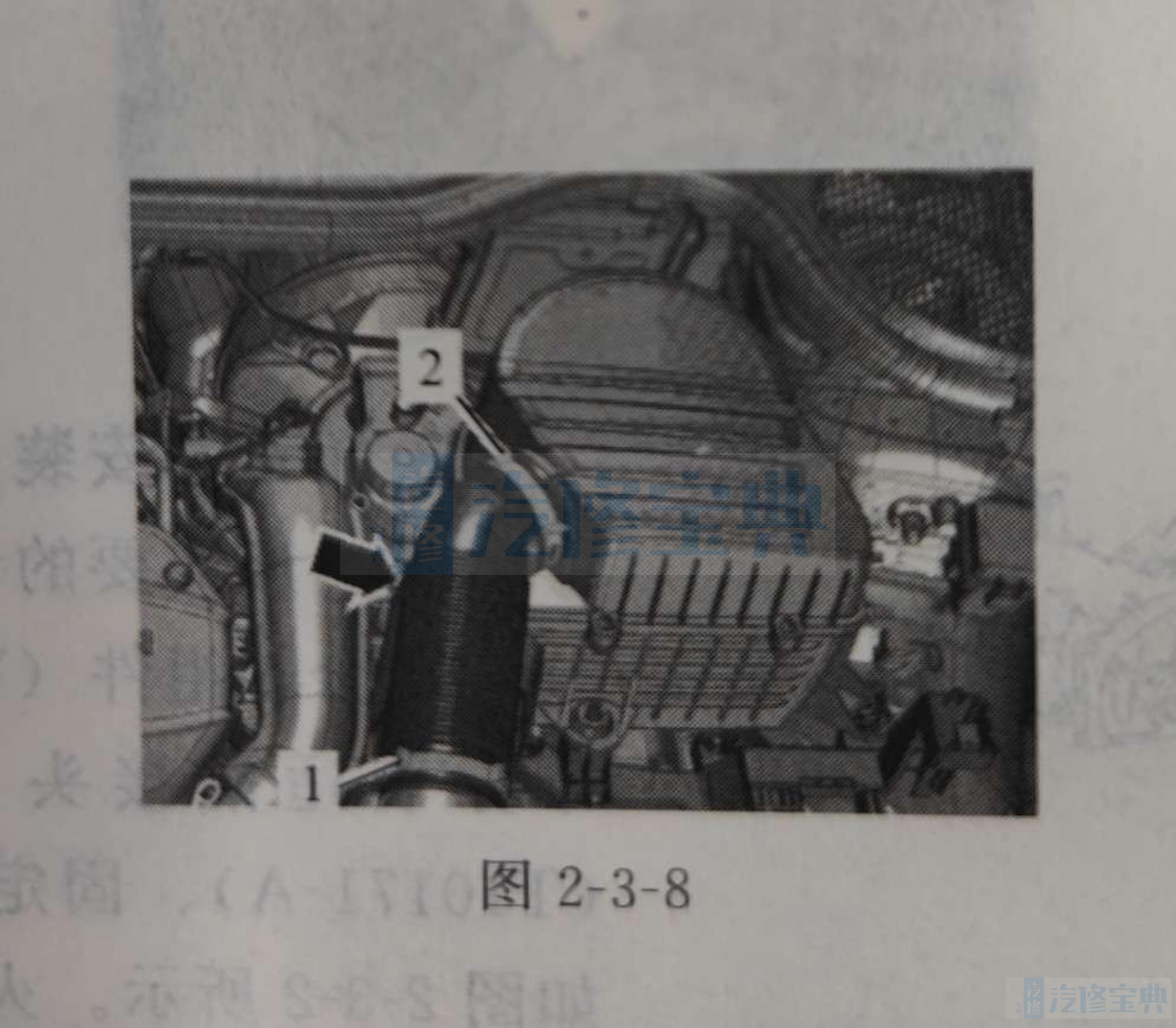
4拆下空气导流软管,为此松开软管卡箍1、2(图2-3-8)。
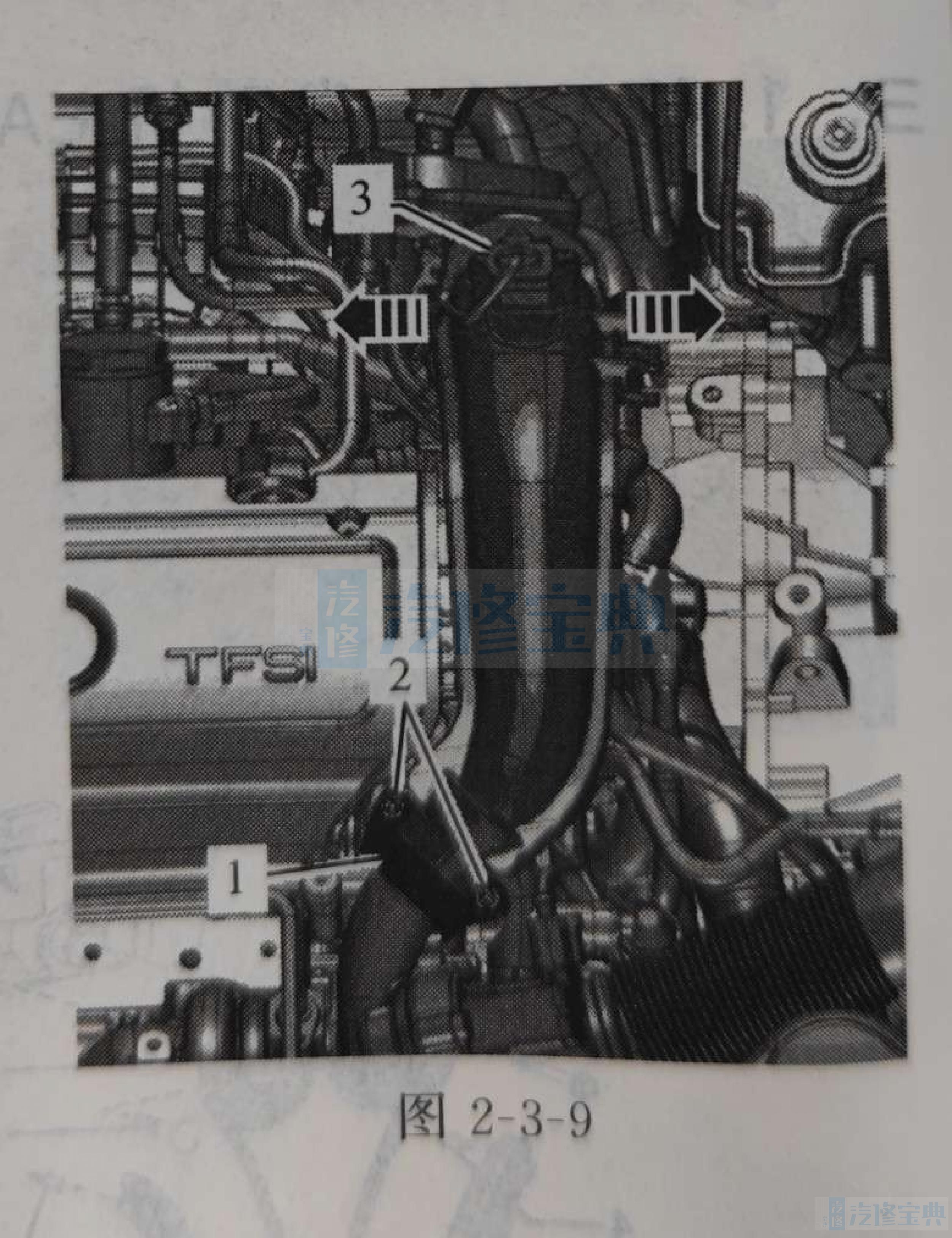
5拧下螺栓2,取下固定卡箍1(图2-3-9)。
6脱开增压压力传感器G31/进气温度传感器G299上的电插头3(图2-3-9)。
7松开卡止装置(图23-9中箭头),将空气导流管先从节气门控制单元J33上拔下,再从废气涡轮增压器上拔下。
8露出空气导流管上的软管9拔下真空管路。
10脱开真空管路,为此按压解锁环。
11将拔出器T10094A安装到所有点火线圈上,拔出点火线圈,同时脱开气缸1~4的点火线圈上的电插头。
12用火花塞扳手3122B拧出气缸1的火花塞。
13脱开电插头,把导线槽从凸轮轴外壳上拔下,然后向左翻到旁边。
14将电插头从机油压力开关上脱开。
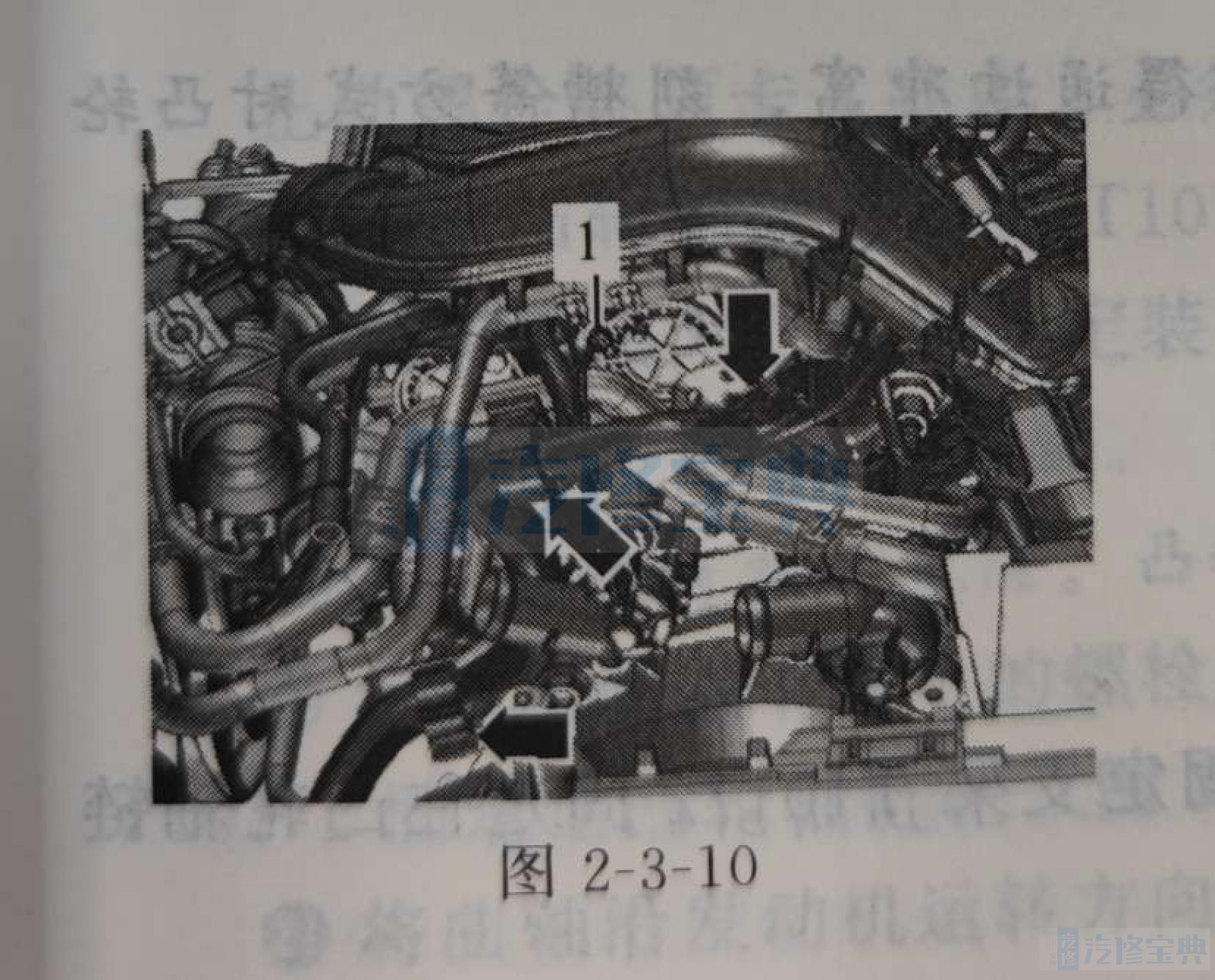
15旋出接地线螺栓1(图2-3-10)。
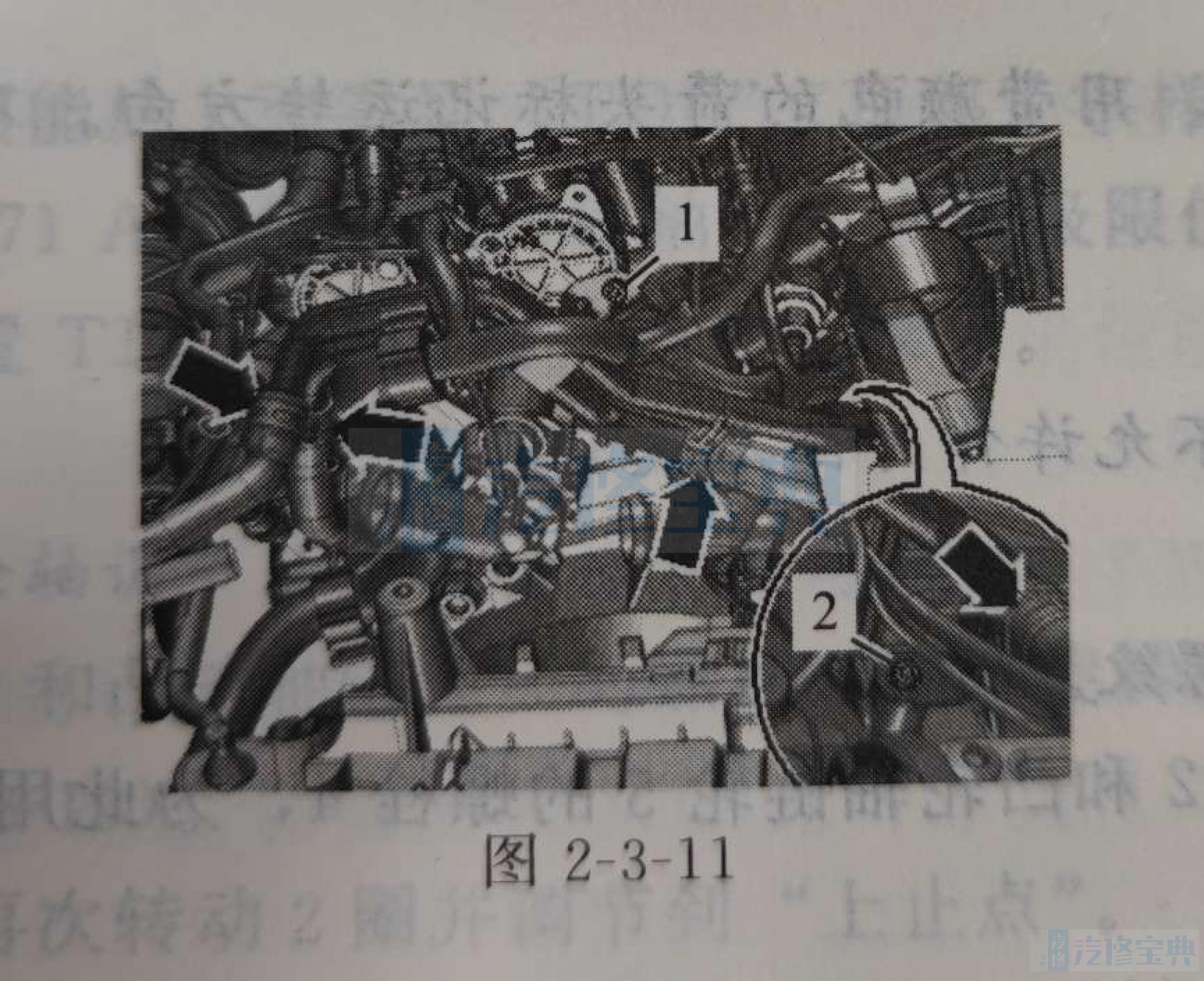
16旋出螺栓1、2(图2-3-11),将左侧冷却液管路向左推到旁边。
17将千分表适配接头T10170A拧入火花塞螺纹内,直至极限位置(图2-3-12)。
18将千分表VAS6841用加长件T10170A/1插入并用锁紧螺母固定(图2-3-12中箭头)。
19将曲轴沿发动机运转方向拧到“上止点”。“上止点”是指千分表上的最大测量值。
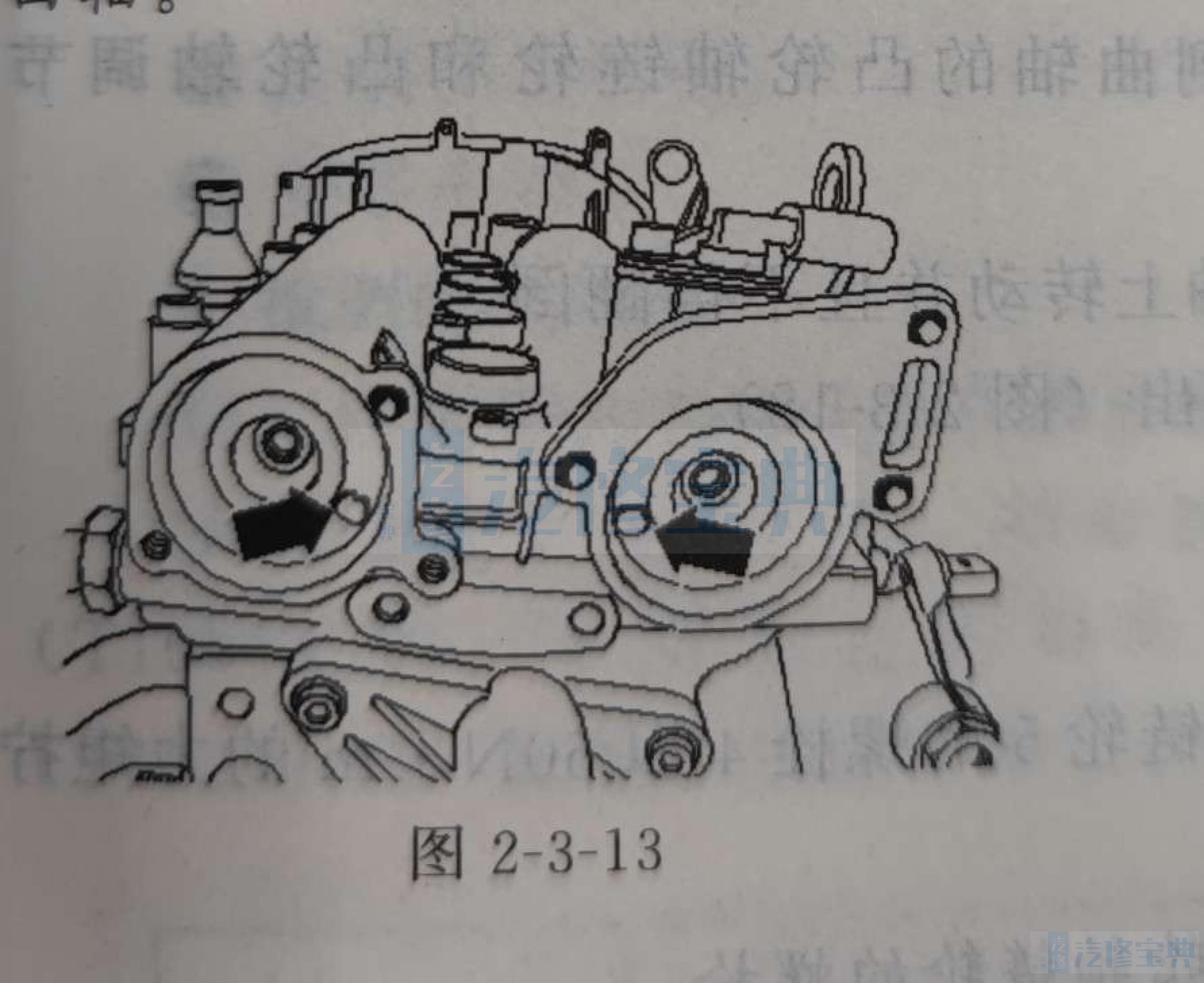
20凸轮轴内的孔(图2-3-13中箭头)必须处于图示位置。必要时继续转动曲轴一圈(360°)。
21将凸轮轴固定装置T1071A装入凸轮轴开口,直至极限位置并。
22止动螺栓必须卡入孔中。
23必须能从上面看到“TOP”(顶部)字样。
24为了固定凸轮轴固定装置10171A,用手拧入螺栓,不要拧紧。
当心:凸轮轴有损坏的危险。凸轮轴固定装置T1017A不允许作为固定支架使用25拧出气缸体“上止点”孔的螺旋塞(图2-3-14中箭头)。
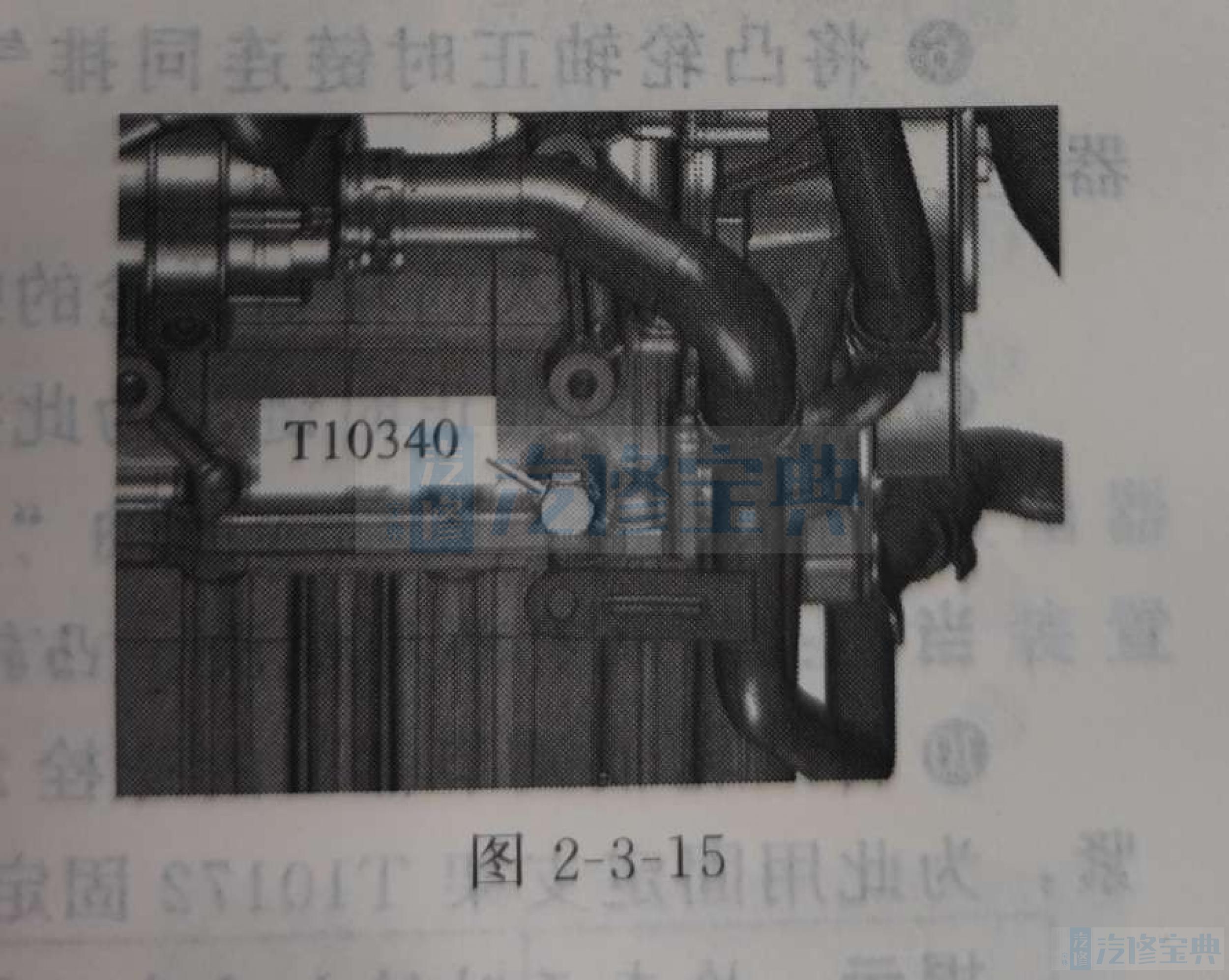
26将固定螺栓T10340拧入气缸体到极限位置,并用30N·m的力矩拧紧(图2-3-15)。
提示:用固定螺栓T10340只在发动机运转方向上卡住曲。阳当心:有损坏发动机的危险。为了避免曲轴上的链轮从从动件中滑出,松开多楔带轮后不得转动曲轴。
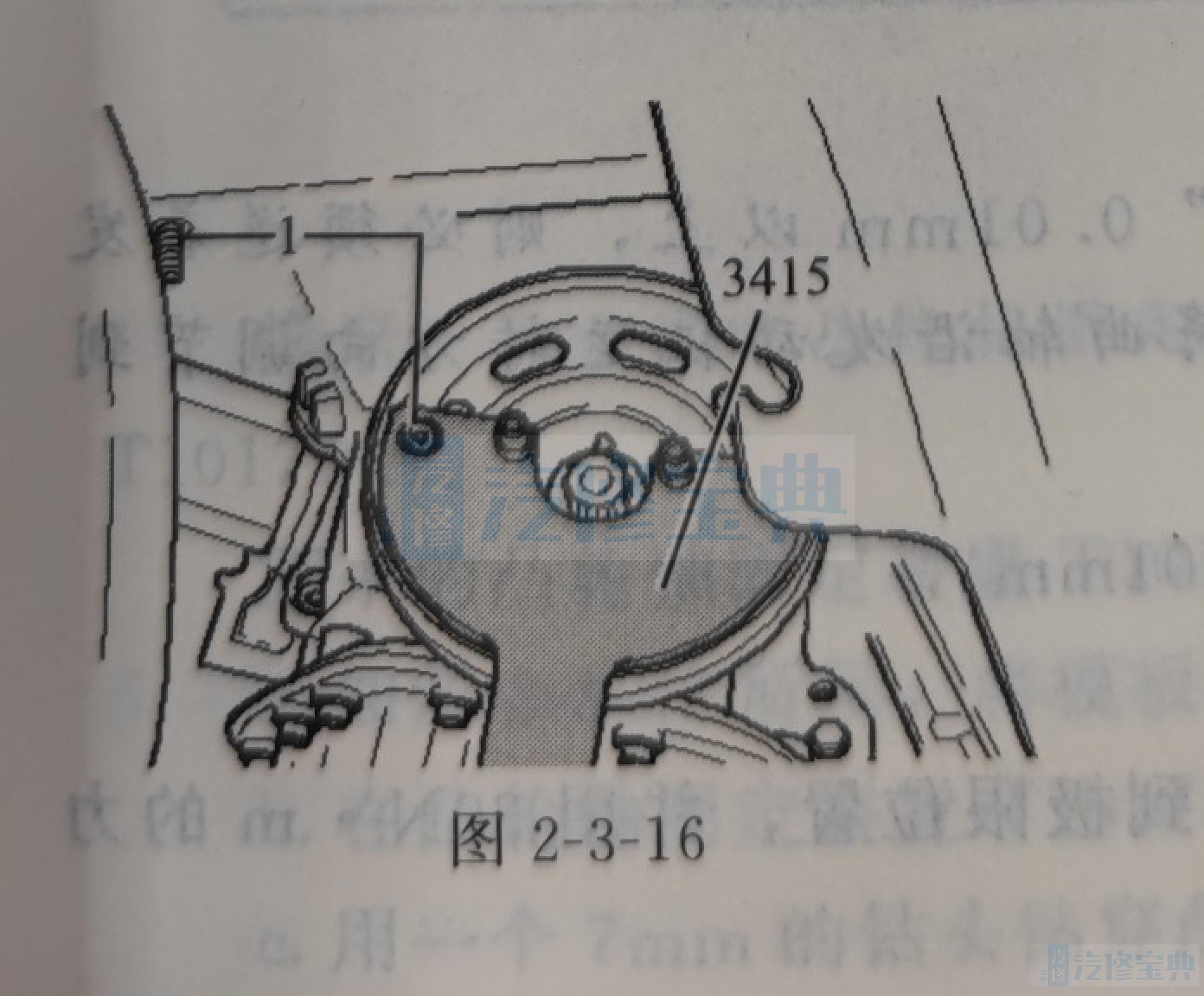
27松开多楔带轮螺栓,为此用固定支架3415和螺栓1固定住(图2-3-16)。
28拧出螺栓并取下多楔带轮。
29拆卸正时链盖板。
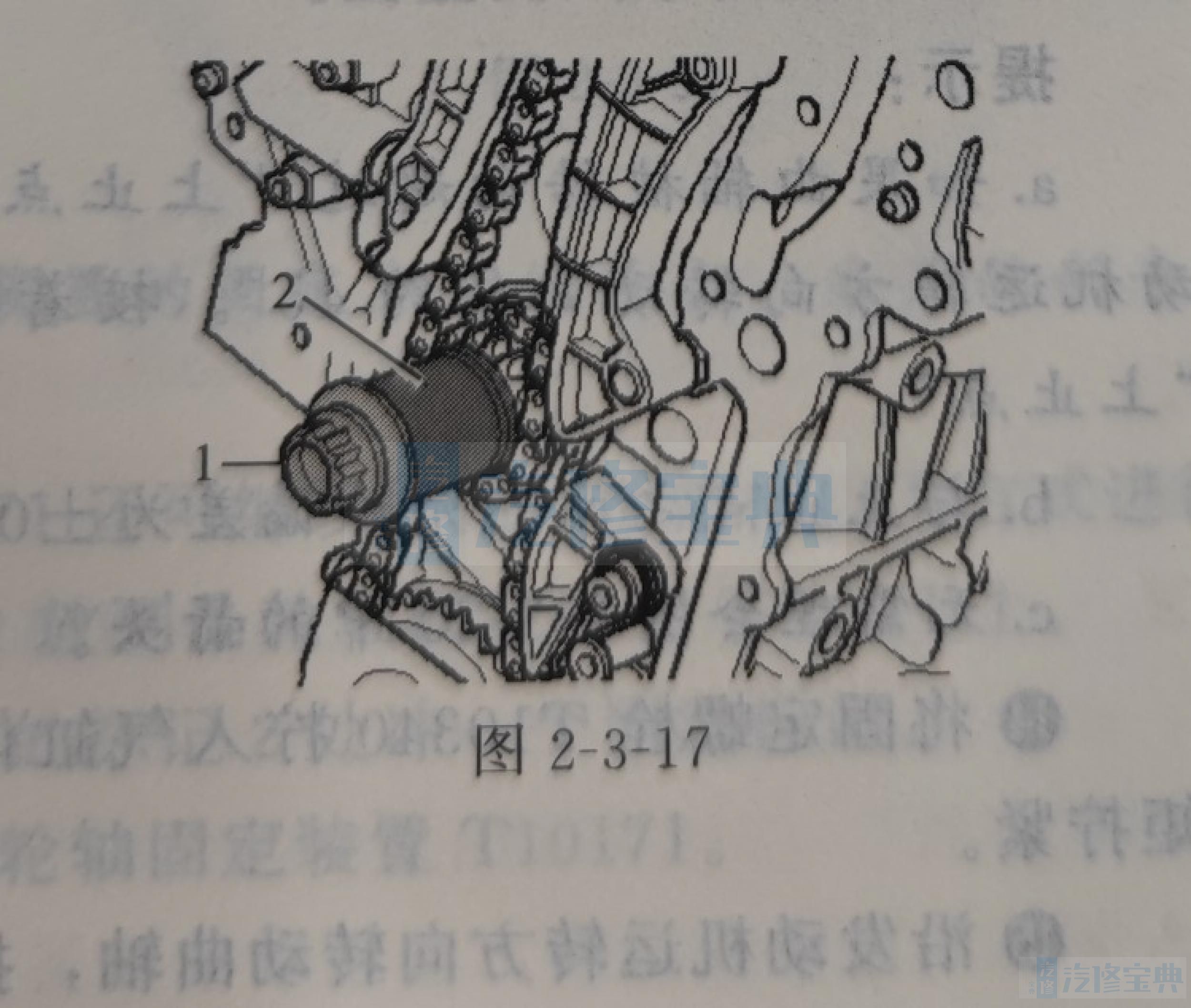
30为了把链轮固定在曲轴上,装上轴套2,并用手拧入曲轴多楔带轮的螺栓1(图2-3-17)。
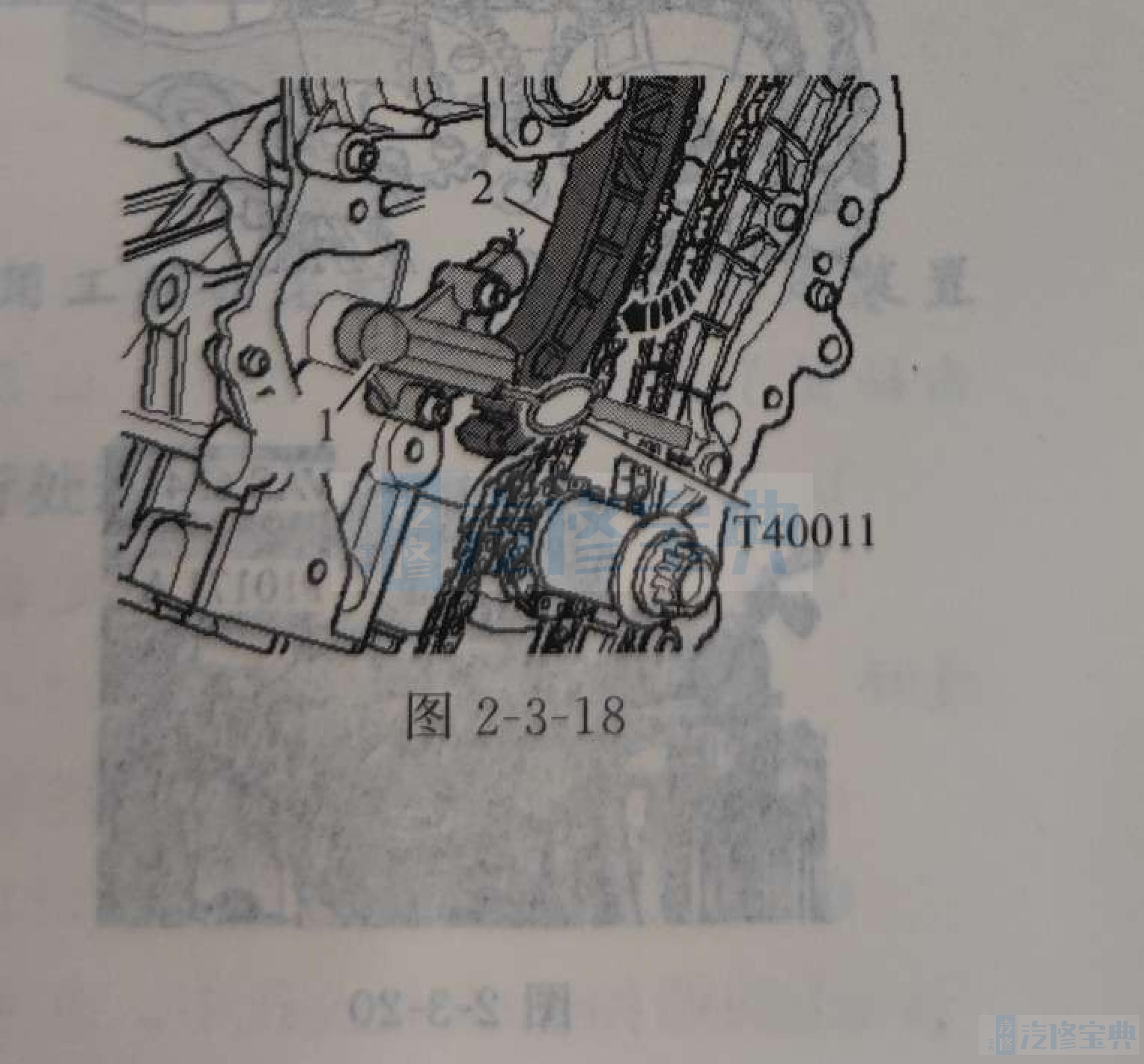
31将张紧轨2沿箭头方向按压,将链条张紧器的活塞1用定位销T40011锁住(图2-3-18)。
当心a.对于用过的凸轮轴正时链,运转方向相反时有损坏的危险。
b.为了重新安装凸轮轴正时链,用带颜色的箭头标记运转方向。不得通过冲窝、刻槽等方式对凸轮轴正时链做标记。
c.凸轮轴有损坏的危险。
d.凸轮轴固定装置T10171A不允许作为固定支架使用。
e.螺纹有损坏危险。
f.凸轮轴调节器的螺栓为左旋螺纹。
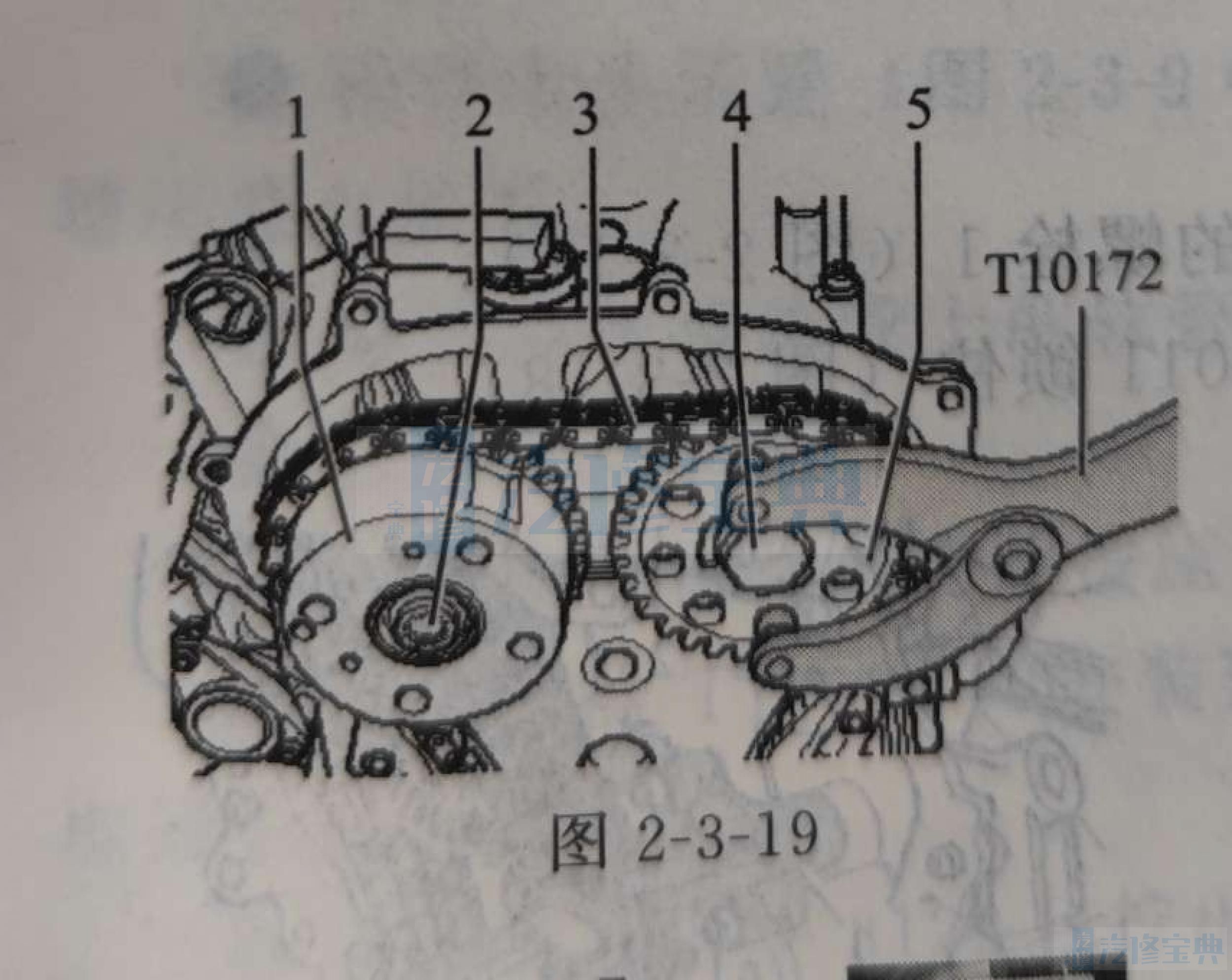
32松开凸轮轴调节器1的螺栓2和凸轮轴链轮5的螺栓4,为此用固定支架T10172固定住凸轮轴链轮(图2-3-19)。
33将凸轮轴链轮连同凸轮轴正时链3一起取下。
提示:凸轮轴调节器可以保留在凸轮轴上。
(3)安装步骤提示:更新时更换需要继续旋转一个角度拧紧的螺栓。更换凸轮轴封盖的密封件和O形环。用标准型软管卡箍固定所有软管连接。
1检查凸轮轴和曲轴的“上止点”位置。
2凸轮轴固定装置T10171 A必须安装在凸轮轴外壳上。
当心:气门机构有损坏危险。转动时不得沿轴向移动凸轮轴。
3固定螺栓T10340必须拧入气缸体到极限位置,并用30N.m的力矩拧紧。
曲轴必须沿发动机运转方向安装到固定螺栓T10340上当心:螺纹有损坏危险。凸轮轴调节器的螺栓为左旋螺纹。
4松松地拧人凸轮轴调节器的螺栓。凸轮轴调节器必须还能在凸轮轴上转动并且不得翻倒。
5按照拆卸时做好的标记安装凸轮轴正时链。
6将凸轮轴正时链连同排气凸轮轴的凸轮轴链轮一起安装到曲轴的凸轮轴链轮和凸轮轴调节。
器上。
7松松地拧入凸轮轴链轮的螺栓。凸轮轴链轮必须还能在凸轮轴上转动并且不得翻倒。
8张紧凸轮轴正时链,为此把定位销T40011从链条张紧器中拉出(图2-3-18)。
9再次检查凸轮轴和曲轴“上止点”位置。
当心:螺纹有损坏危险。凸轮轴调节器的螺栓为左旋螺纹。
10将凸轮轴调节器1的螺栓2以40N·m的力矩拧紧,将凸轮轴链轮5的螺栓4以50N·m的力矩拧紧,为此用固定支架T10172固定住凸轮轴链轮(图2-3-19)。
提示:检查正时链之后才以最终拧紧力矩拧紧凸轮轴调节器和凸轮轴链轮的螺栓。
拧紧螺栓时不得扭转曲轴,且凸轮轴正时链3(图2-3-19)必须在两侧保持张紧。
11拆卸凸轮轴固定装置T10171 A。
12拧出固定螺栓T10340。
13将曲轴沿发动机运转方向转动2圈并调节到“上止点”。“上止点”表示千分表上的最大测量值提示a如果曲轴被转动超过“上止点”0.01mm以上,则必须逆着发动机运转方向转动曲轴约45°。接着将曲轴沿发动机运转方向调节到上止点。
b.与上止点之间的允许偏差为士0.01mm。
C.无需理会图2-3-20中的箭头。
14将固定螺栓T10340拧入气缸体到极限位置,并用30N·m的力矩拧紧。
15沿发动机运转方向转动曲轴,把它装到固定螺栓上。
16将凸轮轴固定装置T10171A装入凸轮轴开口,直至极限位置。止动螺栓必须卡入孔中。必须能从上面看到“TOP”(顶部)字样。
17如果凸轮轴固定装置T10171A不能装入凸轮轴开口内到极限位置,则重新调节。
18如果能装入凸轮轴固定装置T10171A,则重新把它取下。
19拧出固定螺栓T10340。
当心:螺纹有损坏危险。凸轮轴调节器的螺栓为左旋螺纹。
20将凸轮轴调节器1的螺栓2和凸轮轴链轮5的螺栓4继续旋转一定角度直至拧紧,为此用固定支架T10172固定住凸轮轴链轮(图2-3-19)。
21将曲轴沿发动机运转方向再次转动2圈并调节到“上止点”。
22检查调节情况,必要时重新调节。
当心:有损坏发动机的危险。为了避免曲轴上的链轮从从动件中滑出,松开多楔带轮螺栓后不得转动曲轴。
23拧下多楔带轮的螺栓1(图2-3-17)。
提示:轴套2保留在曲轴上。后续组装以倒序进行24安装正时链盖板。
25安装前在凸轮轴封盖的O形环上涂油26安装曲轴多楔带轮。
27拧紧“上止点”孔的螺旋塞。
28安装左侧冷却液管。
29电接口和线路布置30安装火花塞。
31安装空气导管。
32安装发动机罩。
33安装多楔带。
4.检测配气相位(1)所需要的专用工具和维修设备火花塞扳手(3122B)、扭矩扳手(5~50N·m)2(VAG131)千分表(VAS6079)、拔出器(T10094A)、千分表适配接头(T10170)或千分表适配器(T10170A)、凸轮轴固定装置(T10171A)如图2-3-21所示。
提示:用于固定凸轮轴固定装置的固定点已经改变。(采用的新专用工具的名称为凸轮轴固定装置T10171A。
原来的凸轮轴固定装置T10171还可继续使用,但需按以下方式进行处理。
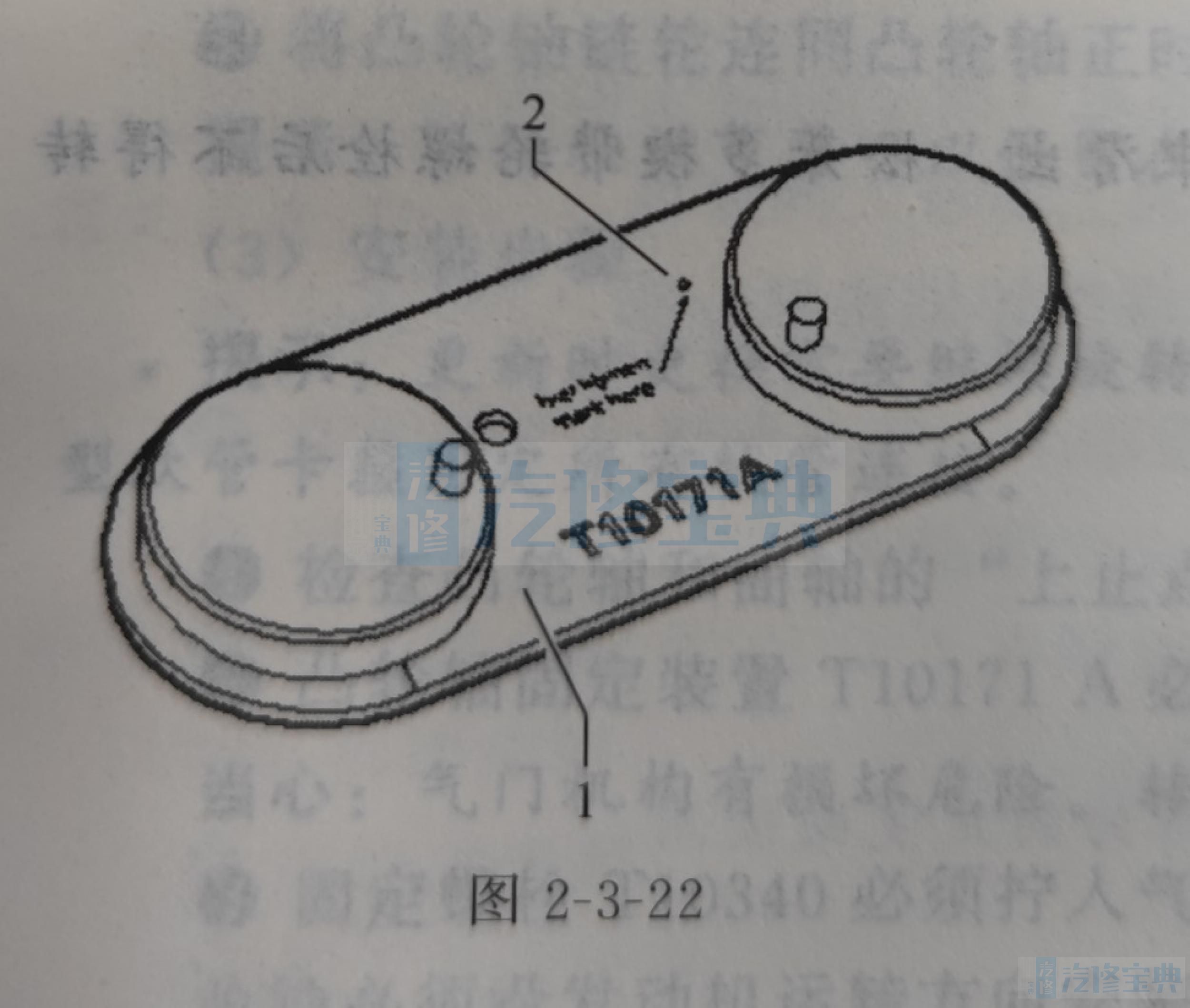
a.如图2-3-22所示,将模板1放到凸轮轴固定装置T10171上。
b.在凸轮轴固定装置T10171的标记2处冲一个固定标记。
c.用一个7mm的钴头钻穿凸轮轴固定装置T10171。
d.去除钻孔两侧的毛刺。
置的至直,内口谢西入Ae.在工具名称T10171上再附加一个“A”做标记。”(2)检测步骤1拆卸右前轮罩内板的下部分。
2排放出冷却液。
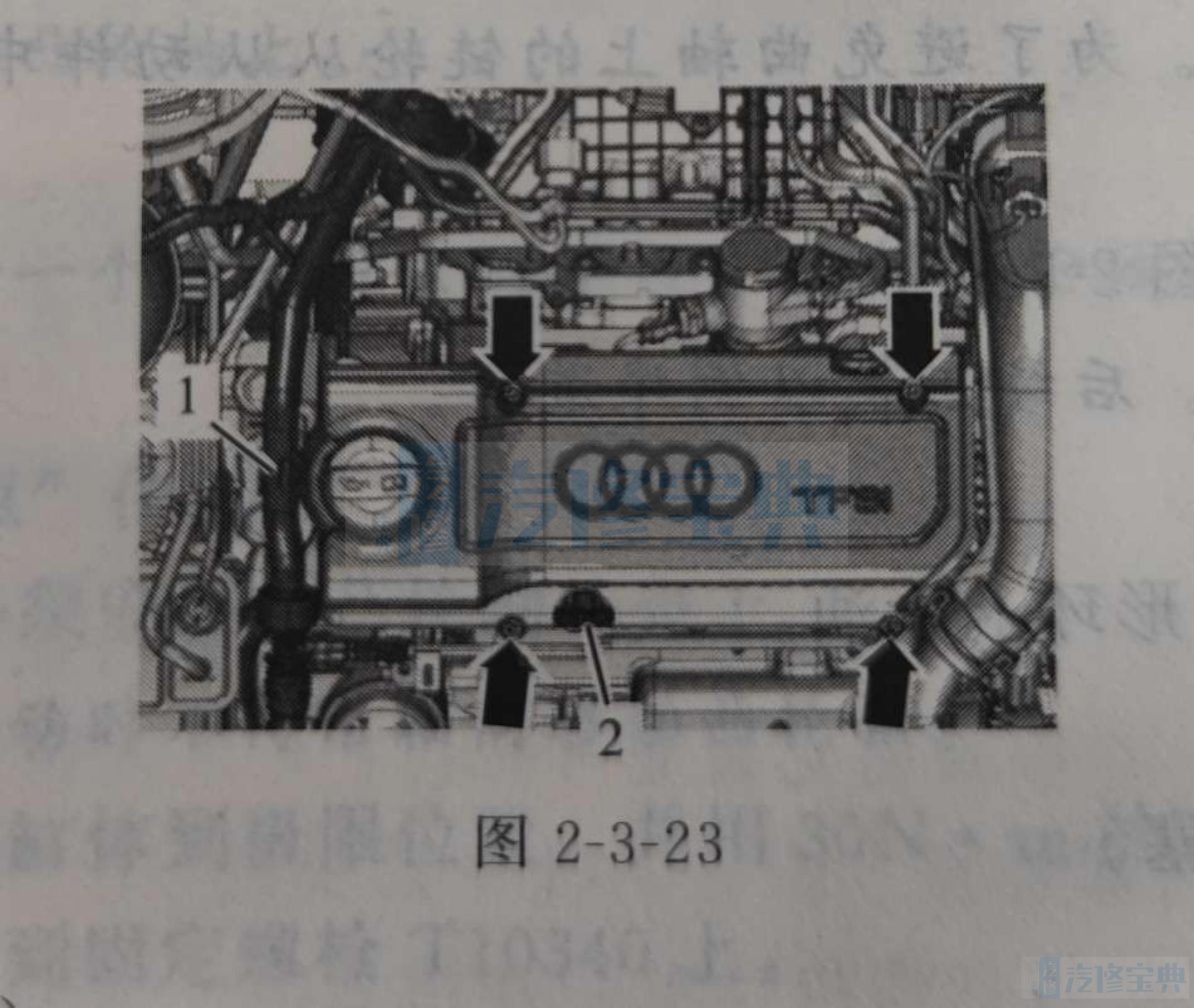
3拧出发动机罩的紧固螺栓(图2-3-23中箭头)。
4将机油尺2从导管中拉出(图2-3-23)。
5从发动机罩上摘下冷却液软管1并将发动机罩向上拉(图2-3-23)。
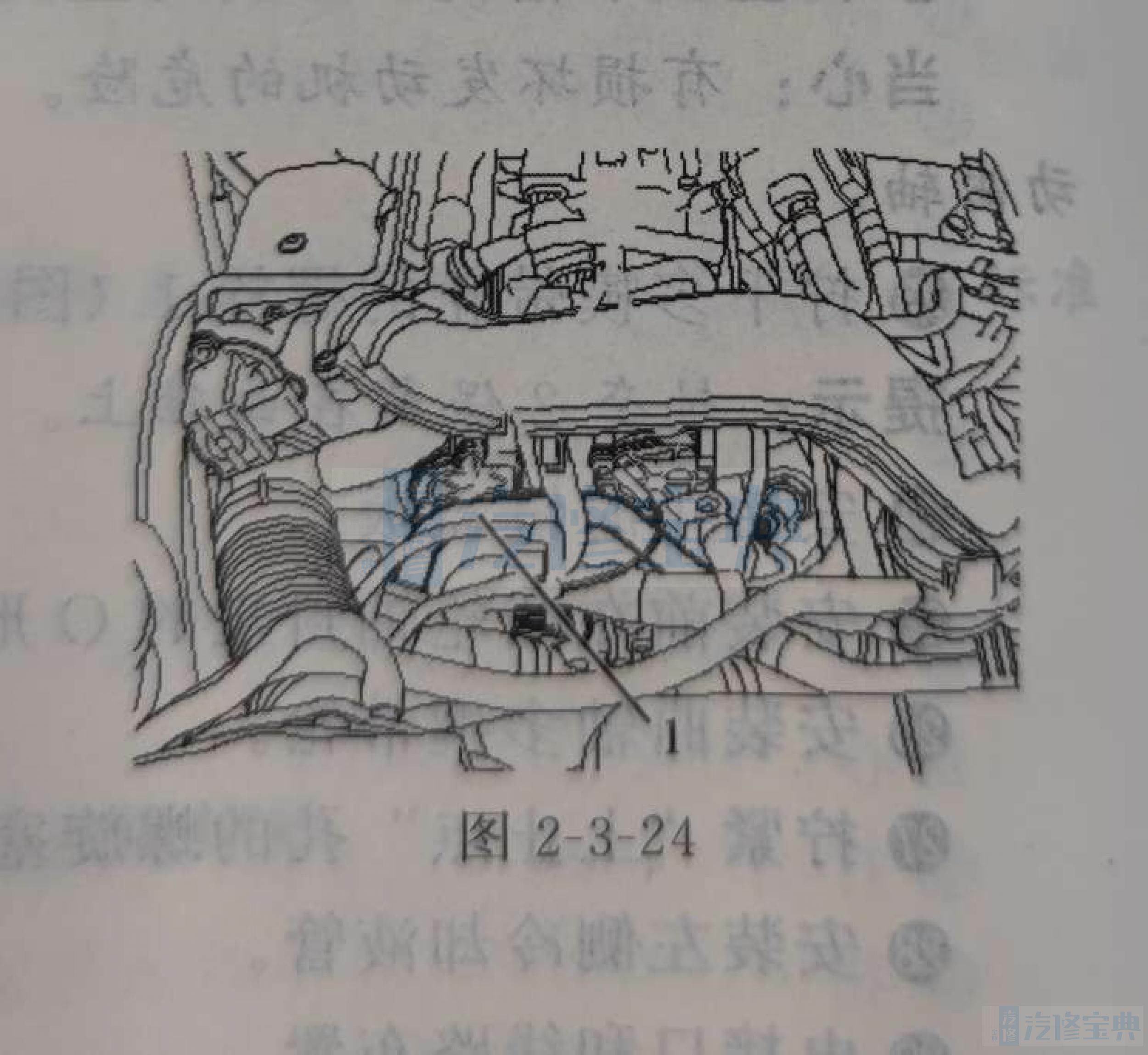
6将冷却液软管从冷却液管1上拔下,然后从下面将冷却液管从凸轮轴壳体和气缸体上拔下(图2-3-24)。
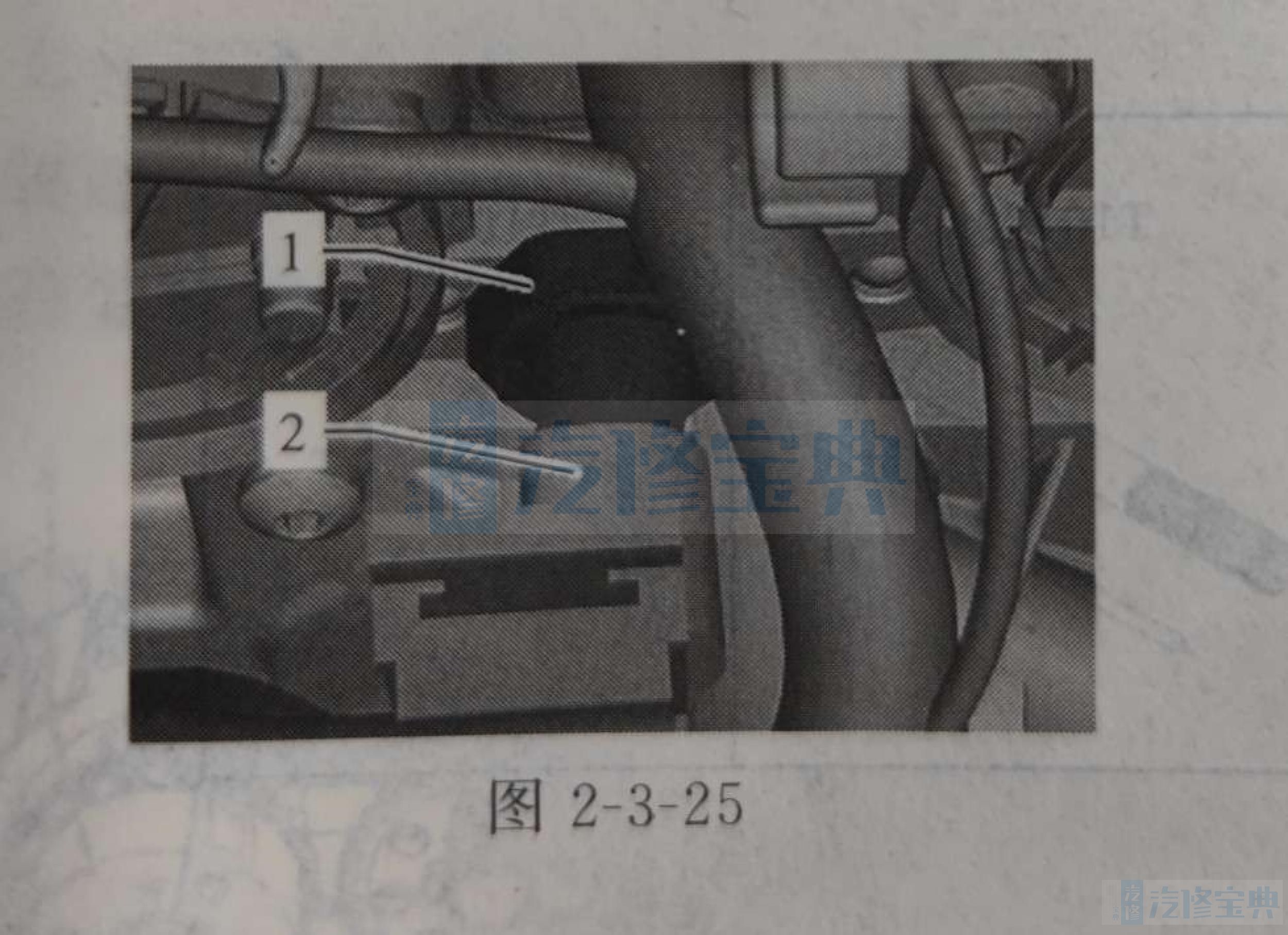
7松开并拔出插头2(图2-3-25)。
8拆卸机油压力开关1(图2-3-25)。
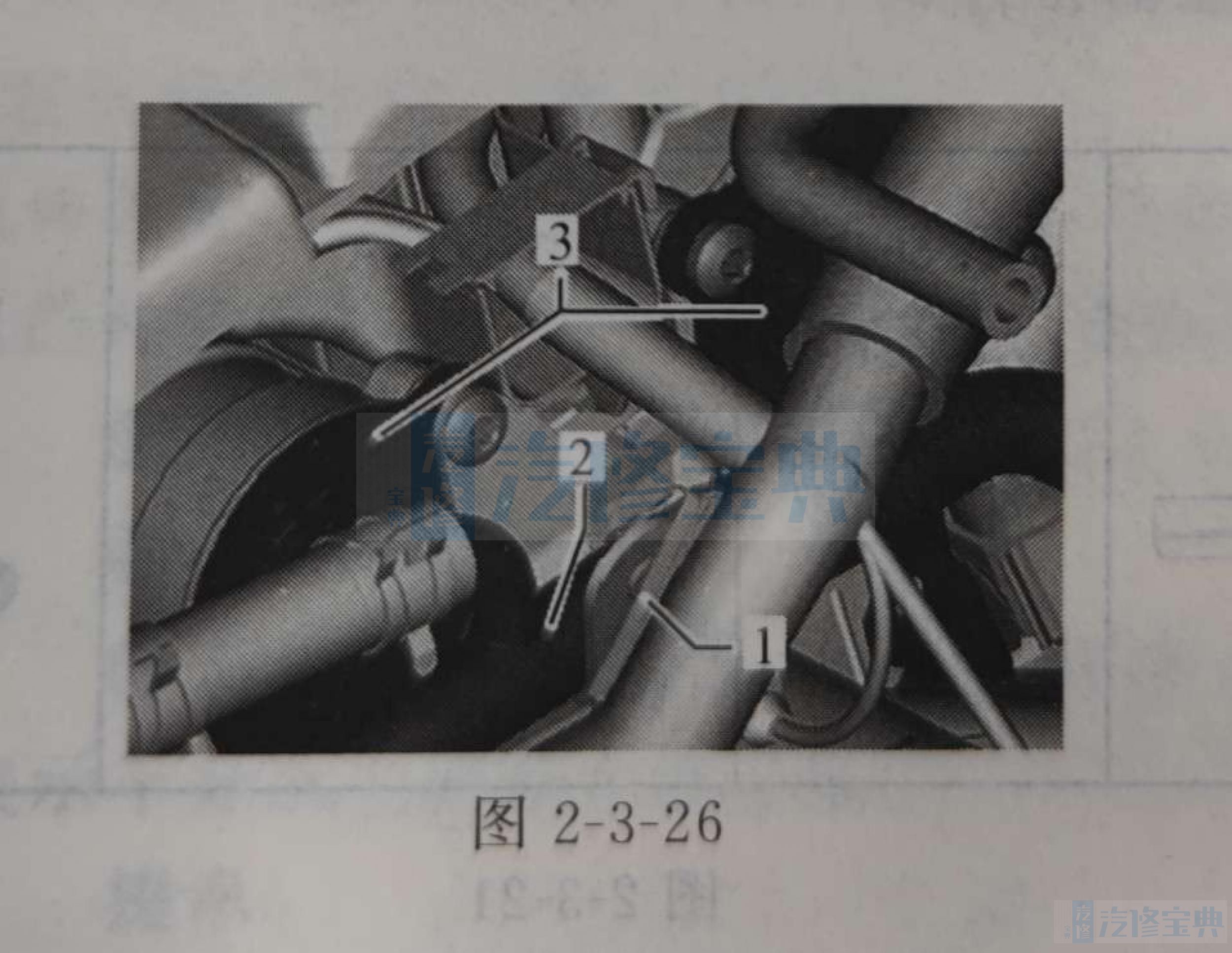
9旋出两块凸轮轴盖板3的螺栓(图2-3-26)。
10松开发动机预置导线1(图2-3-26)。
11将冷却液管2和发动机预置导线1从气缸盖上拔下(图2-3-26)。
12将两块凸轮轴盖板3从气缸盖中撬出(图2-3-26)。
13从气缸1上拆下火花塞,为此使用拔出器T10094A和火花塞扳手3122B。
14将千分表适配接头T10170拧入火花塞螺纹内,直至限位位置。
15将千分表WAS6079和加长件T10170/1插入到极限位置并用锁紧螺母(图2-3-27中箭头)将其固定。
16将曲轴沿发动机运转方向转到气缸1的“上止点”,记住千分表小指针的位置。
提示a.如果转动曲轴时超过“上止点”0.01mm,则必须再次将曲轴沿发动机运转方向转动2圈,以便将曲轴置于气缸1的“上止点”位置。
b.气缸1“上止点”的允许偏差为士0.01mm。
综算c.当心:在装入凸轮轴固定装置T10171A前,必须检查工具的销钉是否突出至少7mm。如果不是这样,则说明凸轮轴固定装置损坏,必须更换。
d.不允许通过工具敲入凸轮轴固定装置!
17将凸轮轴固定装置T10171A装入凸轮轴开口内,直至限位位置。
止动螺栓必须卡入孔中。必须能从上面看到“TOP”(顶部)字样。
如果无法将凸轮轴固定装置T10171A装入凸轮轴开口内的限位位置,则说明配气相位不一致并且必须进行调整。
如果能够将凸轮轴固定装置T10171A装入凸轮轴开口内的限位位置,则说明配气相位正常。
其余的组装工作以与拆卸相反的顺序进行。
同时要注意下列事项。
a.更换凸轮轴端盖密封环并在安装前涂油。
b.拆卸后必须更换油压力开关,因为密封环无法单独更换。
c.机油压力开关的拧紧力矩为20N·md.加注冷却液。
5.检查正时链(1)所需要的专用工具和维修设备a.扭矩扳手VAS6583(图2-3-28);b.检测工具T10550(图2-329);c.凸轮轴固定装置T10550/1;
d.指针T10550/2;e.刻度导套T10550/3。
发动机机油温度必须至少为40℃。
(2)检查步骤1将两块凸轮轴盖板3从气缸盖中撬出(图2-3-26)。
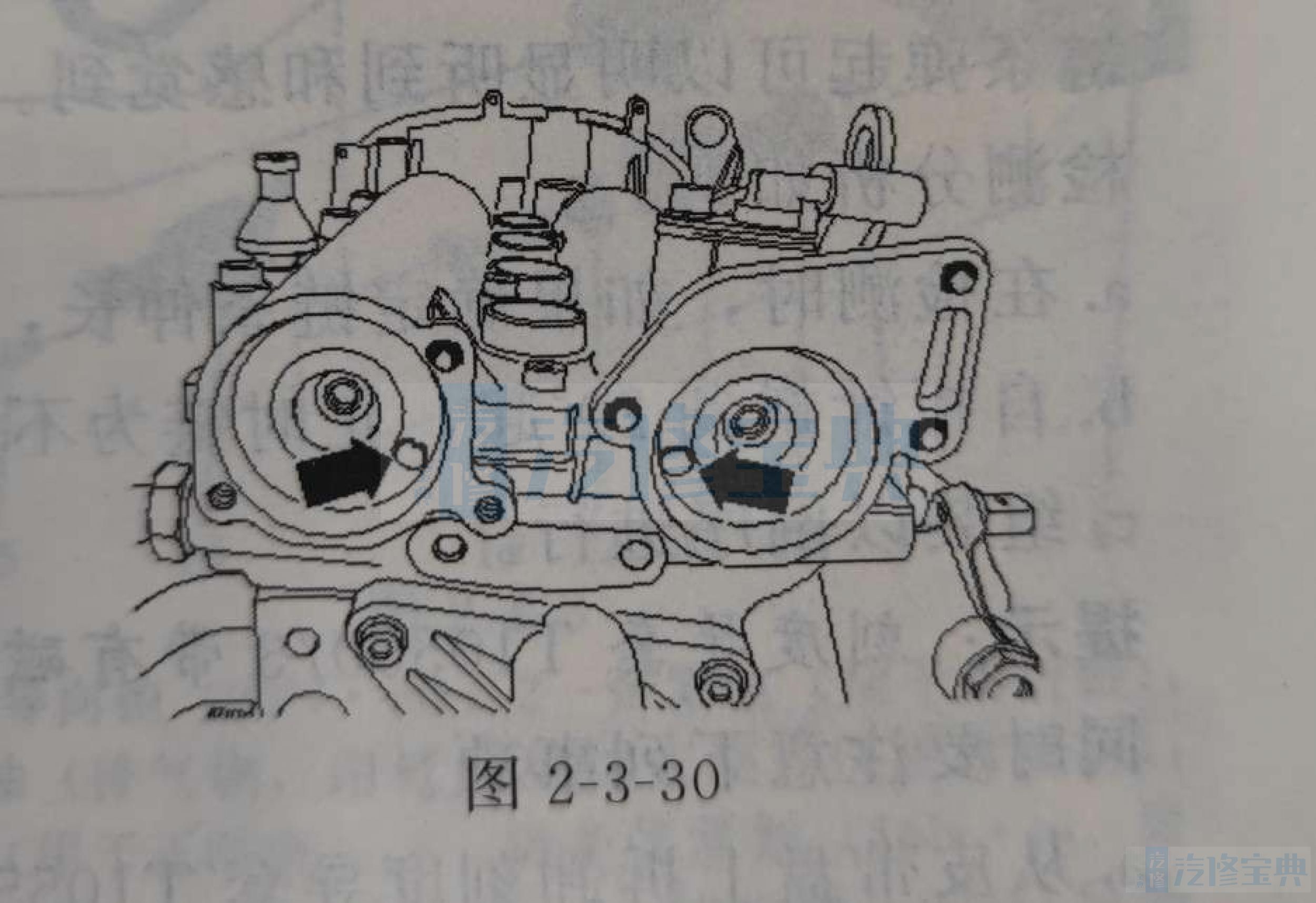
2左侧排气凸轮轴的孔(左侧箭头)必须位于图示位置(图2-3-30)。
3必要时将曲轴沿发动机运转方向转动。
4将凸轮轴固定装置T10550/1装入凸轮轴开口,直至极限位置(图2-3-31)。
a.止动螺栓(箭头A)必须卡入排气凸轮轴的孔(箭头B)中。
b.必须能从上面看到“TOP”(顶部)字样。
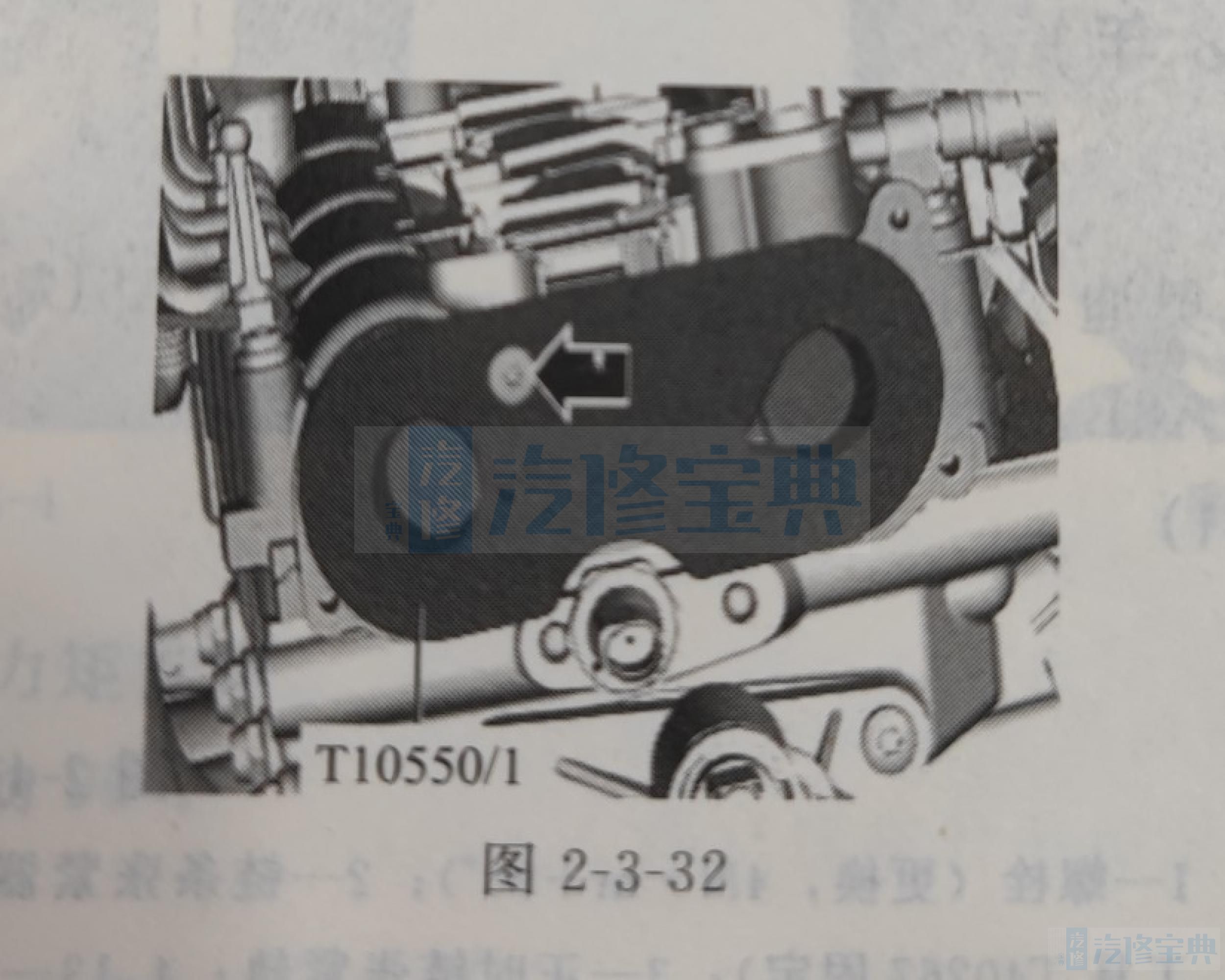
5将凸轮轴固定装置T10550/1手动拧紧(图2-3-32),为此使用一个凸轮轴盖板螺栓(箭头)。
6将指针T10550/2拧入油底壳的孔中(图2-3-33)。
7将定心顶尖调整为垂直,此时顶尖必须朝上。
8用滚花螺母拧紧定心顶尖。
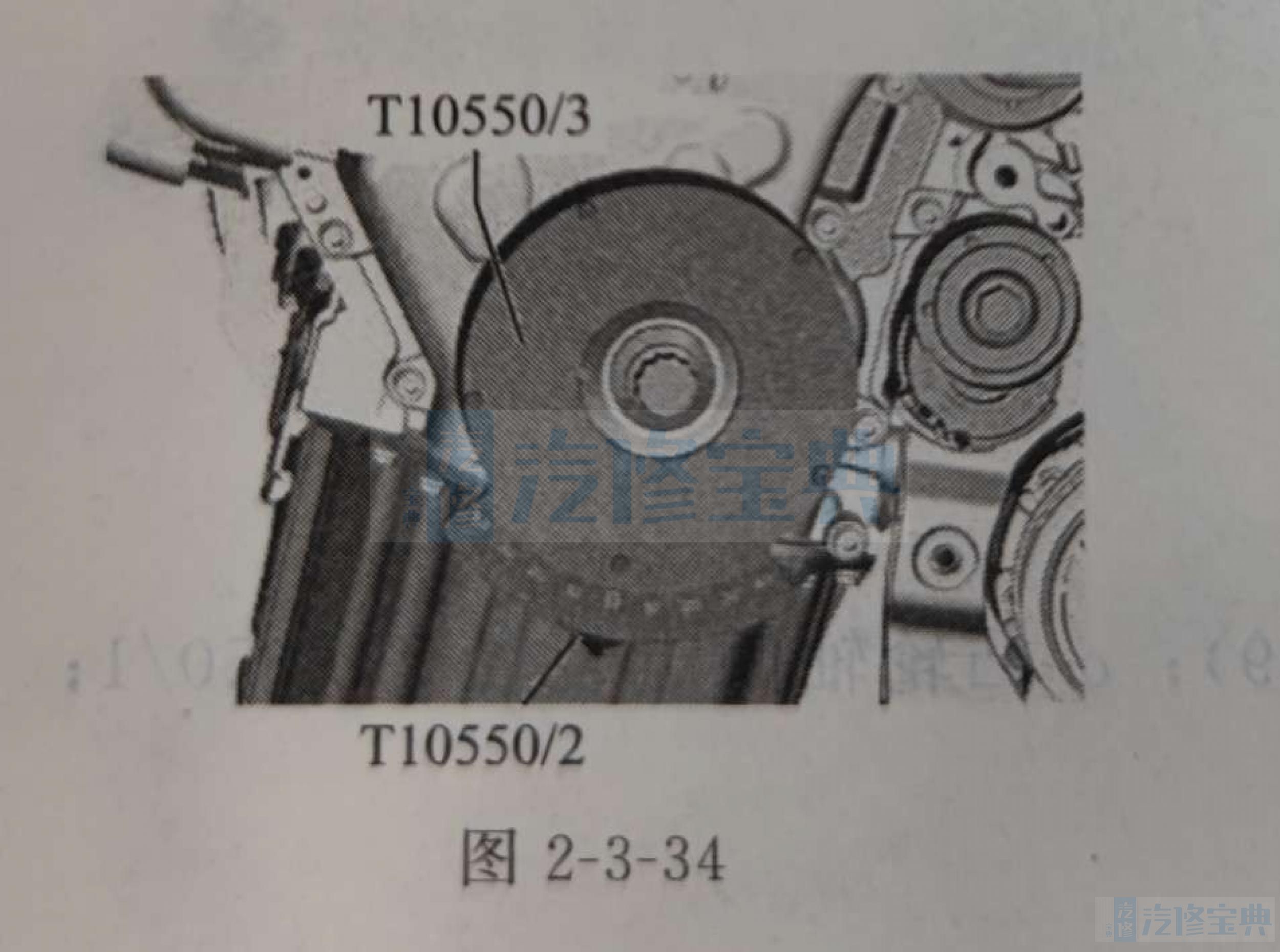
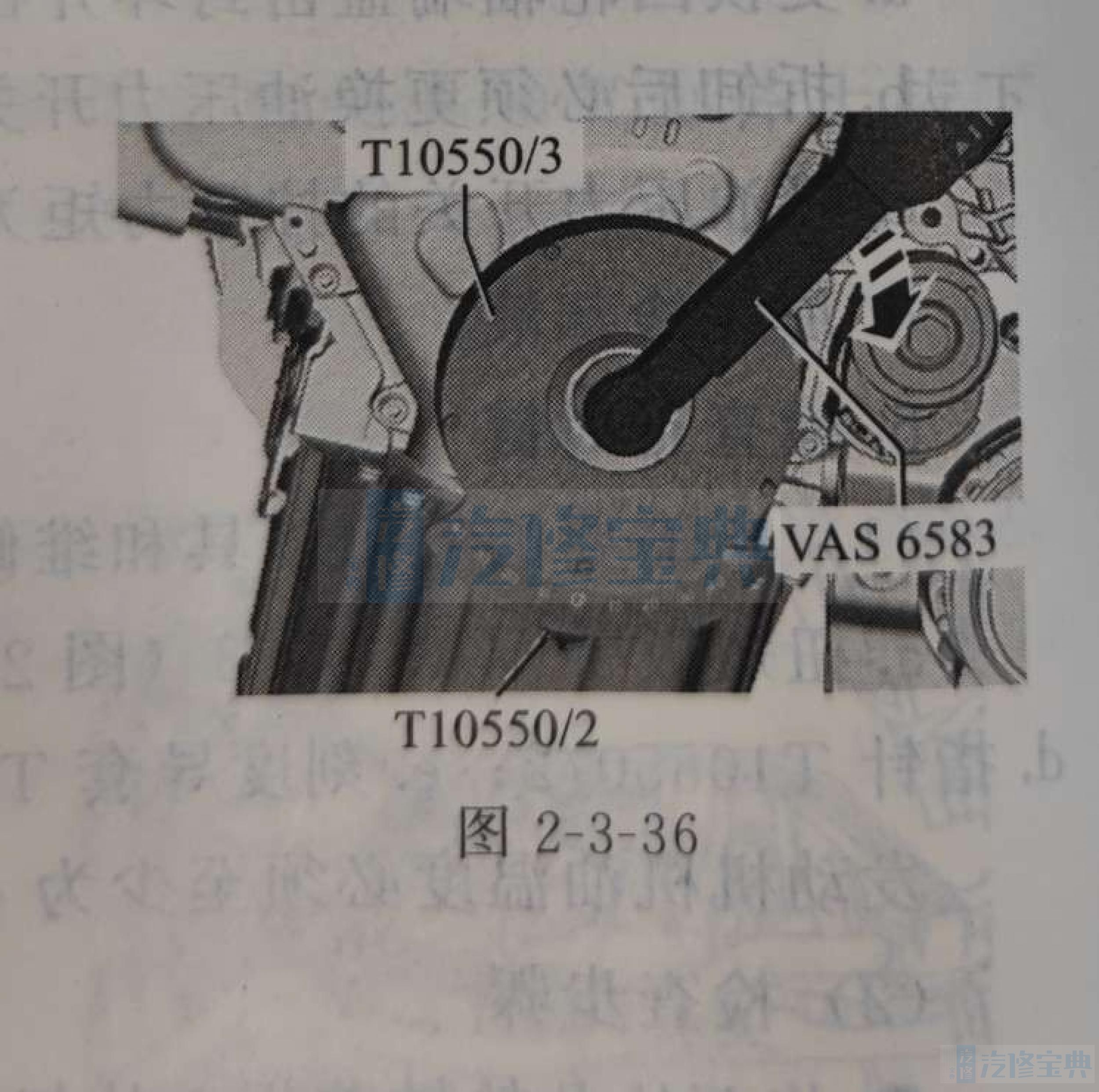
9将刻度导套T10550/3在皮带盘上定位(图2-3-34)当心:
a.夹住手指有造成人身伤害的危险;b.刻度导套T10550/3带有磁铁;c.小心地组合部件;d.组合时注意,部件会快速相互吸引;e.如图2-3-35所示,调整刻度导套T10550/3与指针T10550/2。
10将扭矩扳手VAS6583用合适的工具头装到曲轴螺栓上(图2-3-36)。
11将扭矩扳手VAS6583顺时针按下并用40N·m的力矩按住。
12将刻度导套T10550/3朝指针T10550/2方向调到“0”。
13将扭矩扳手VAS6583换位并逆时针慢慢按压(图2-3-35)。
14用40N·m的力矩按住扭矩扳手VAS6583。
15读取刻度上显示的数值。
如果在检查过程中出现链条弹起的现象,则必须更换链条。
链条弹起可以明显听到和感觉到。
检测分析如下。
a.在检测时,如果确定链条伸长,即刻度指针指到28°,那么正时链即为正常。
b.自指针指到29起,正时链为不正常,必须更换。
c.组装以倒序进行。
提示:刻度导套T10550/3带有磁铁。
同时要注意下列事项。
a.从皮带盘上拆卸刻度导套T10550/3时不可使用撬动工具!
b.将刻度导套T10550/3向右转动约45°,使刻度区域不再位于指针T10550/2之上。
c.用双手在后面抓住刻度导套T10550/3。
d.用拇指顶住皮带盘螺栓,拔出刻度导套T10550/3。
e.更换凸轮轴封盖的密封环,安装前上油。
f.加注冷却液。