1.适用车型奥迪A1,2016年。 2.装配齿形皮带护罩(图2-14-1)
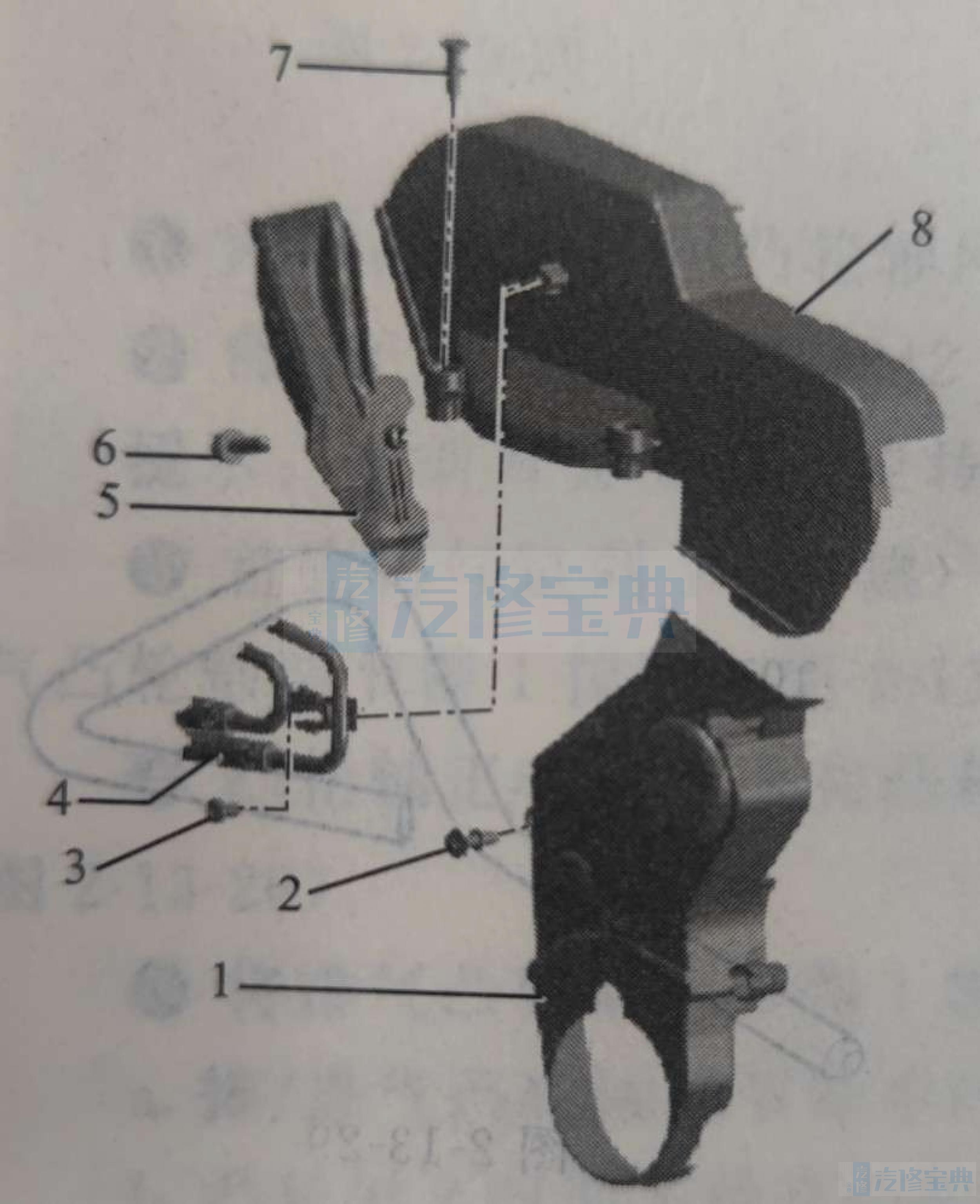
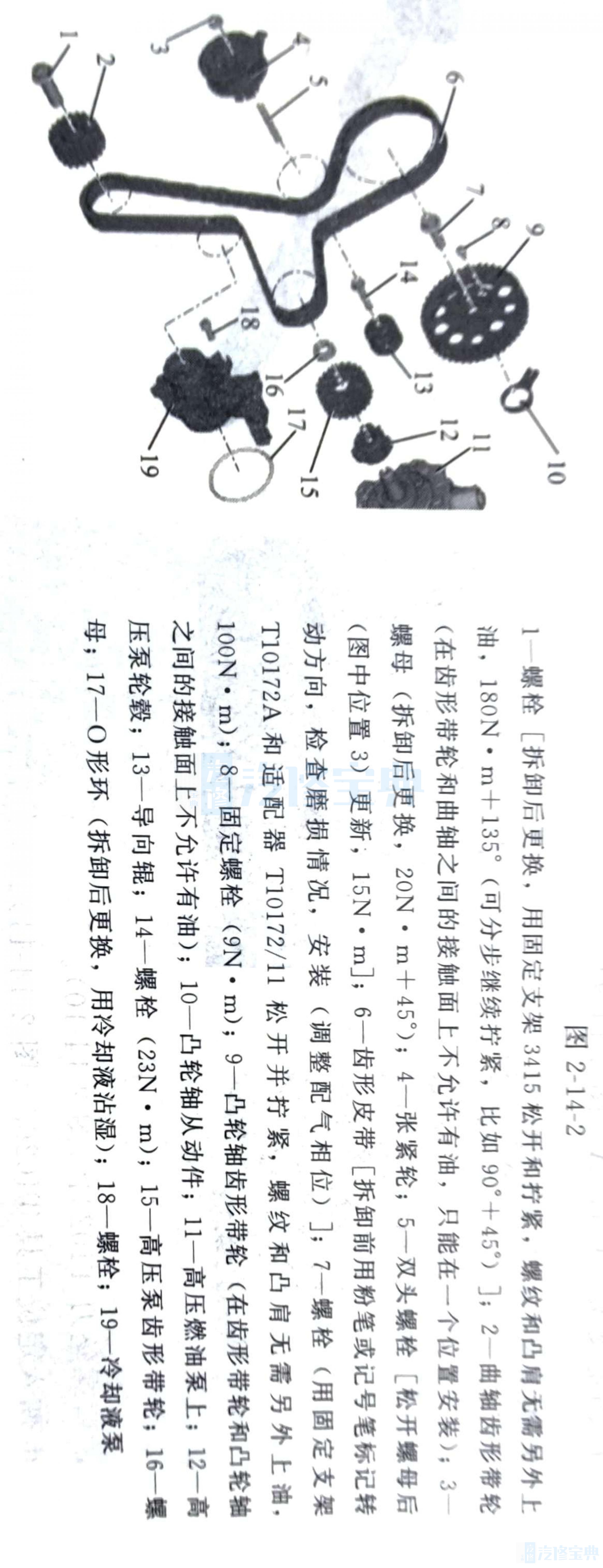
3.装配齿形皮带(图2-14-2)
4.拆卸和安装上部齿形皮带护罩(1)所需要的专用工具和维修设备发动机密封塞套件(VAS6122)如图2-14-3所示。
(2)拆卸步骤当心:有因脏污而损坏的危险。注意在供油系统上进行操作的清洁规定。
1拆下发动机罩。
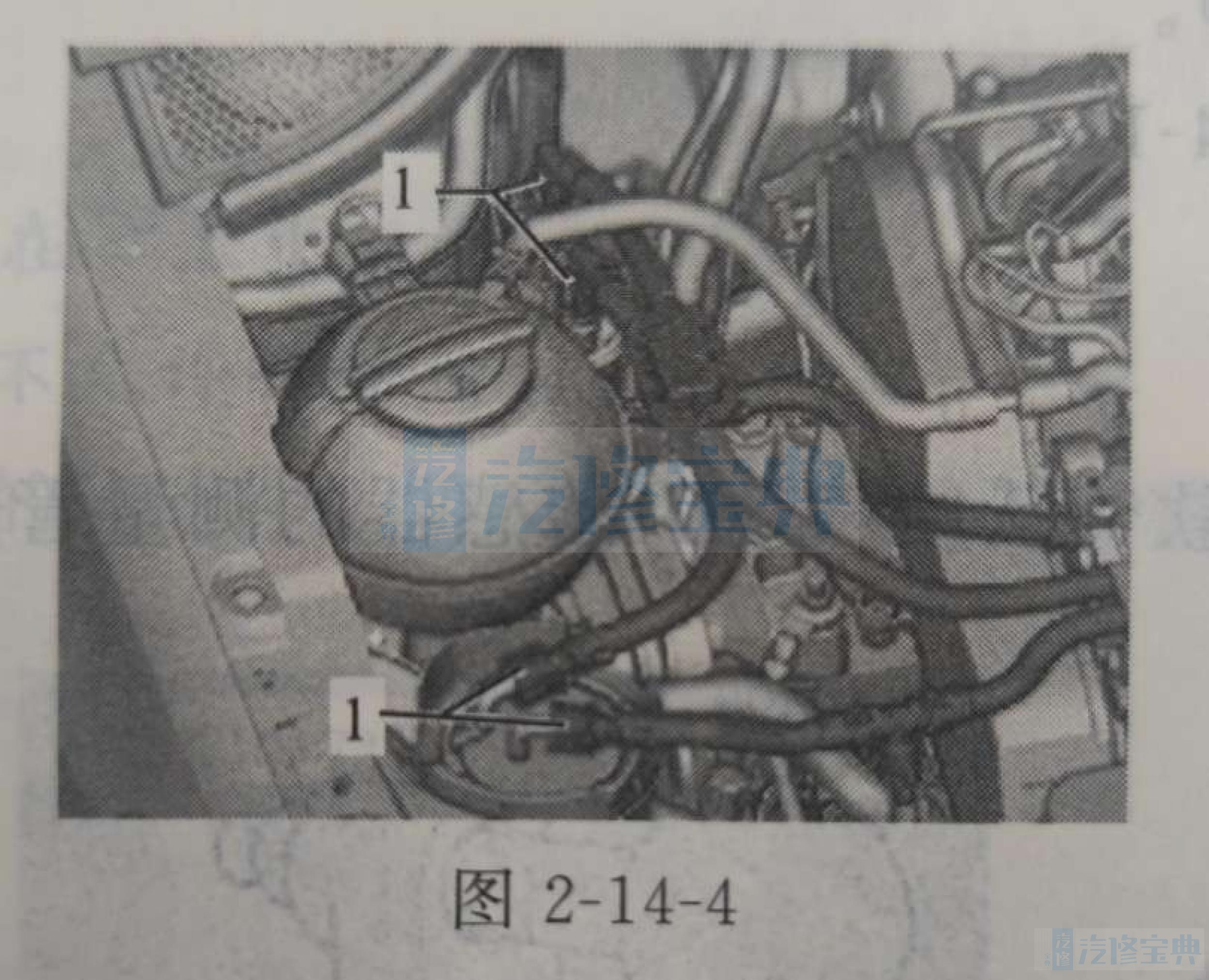
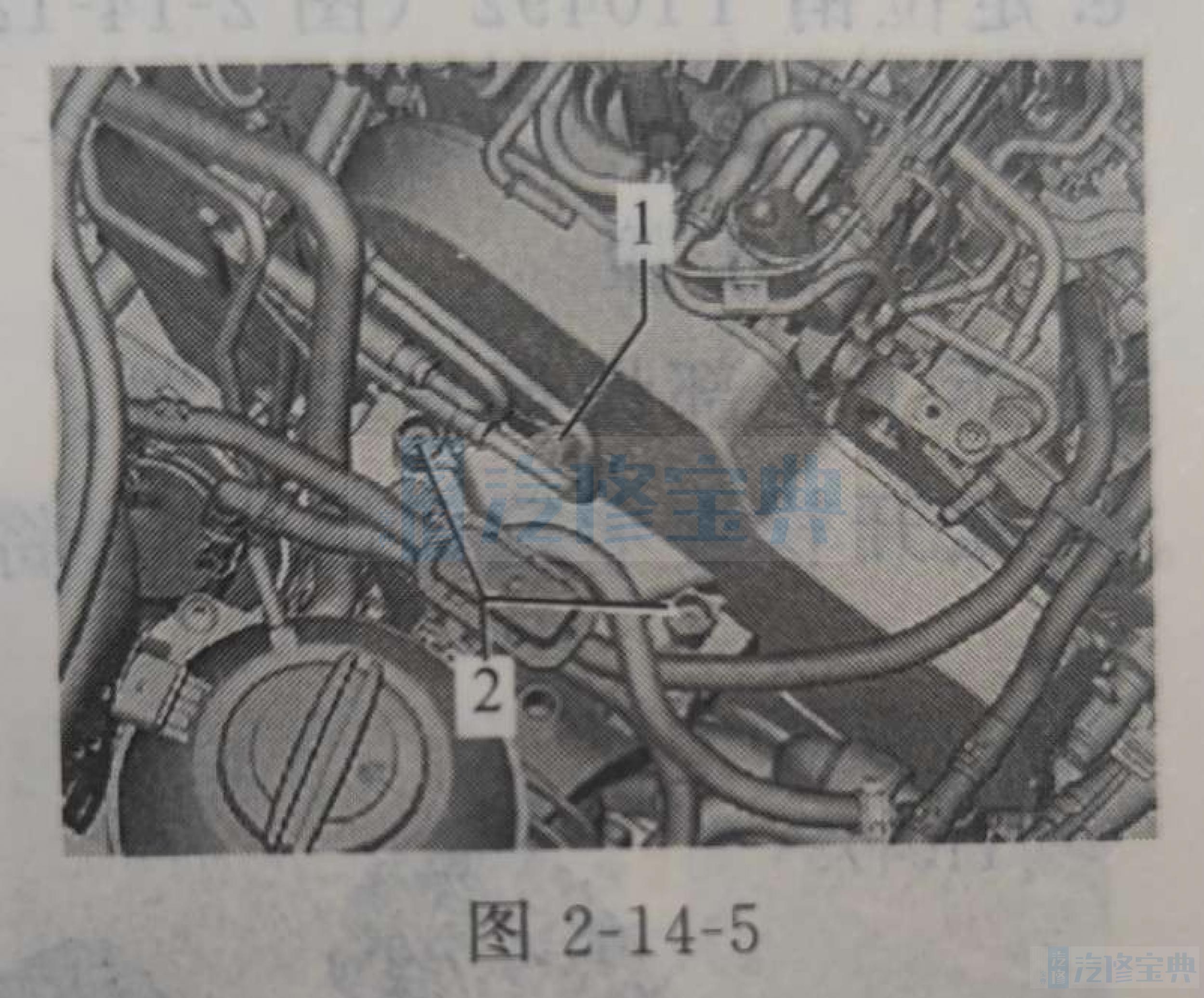
2拆卸燃油软管1(图2-14-4)。
3用发动机密封塞套件VAS6122中的干净密封塞封住敞开的管路和接口。
4拧出螺栓1、2,向上取下齿形皮带护罩(图2-14-5)。
(3)安装步骤安装以倒序进行,同时要注意下列事项。
1连接燃油软管。
2安装发动机罩。
5.拆卸和安装下部齿形皮带护罩(1)拆卸步骤1拆下减振器。
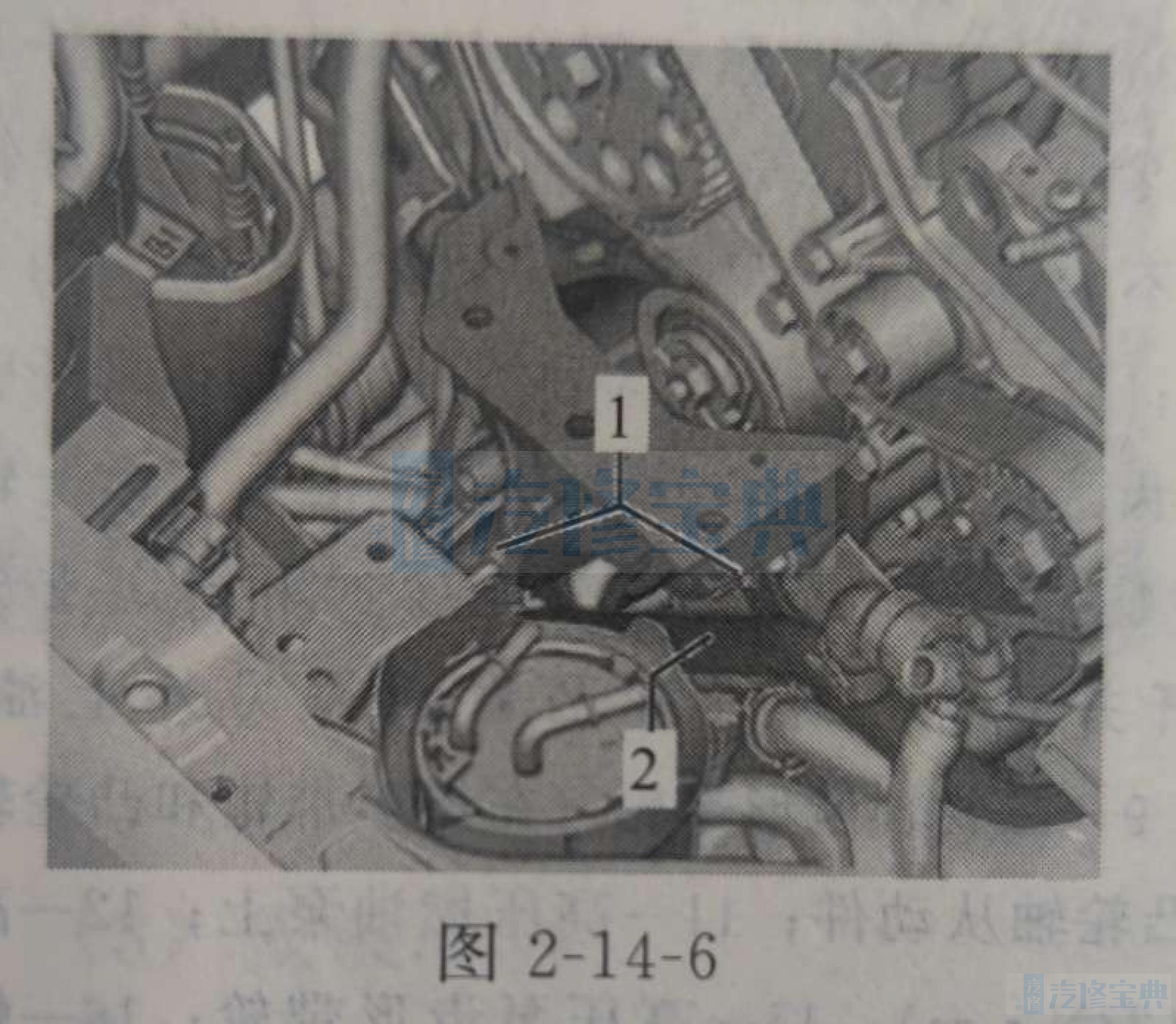
2拧出螺母1,将右侧冷却液管2从双螺栓上取下并推至一侧(图2-14-6)。
提示:为了看得更清楚,图2-14-6所示为拆下发动机支座后的安装位置。
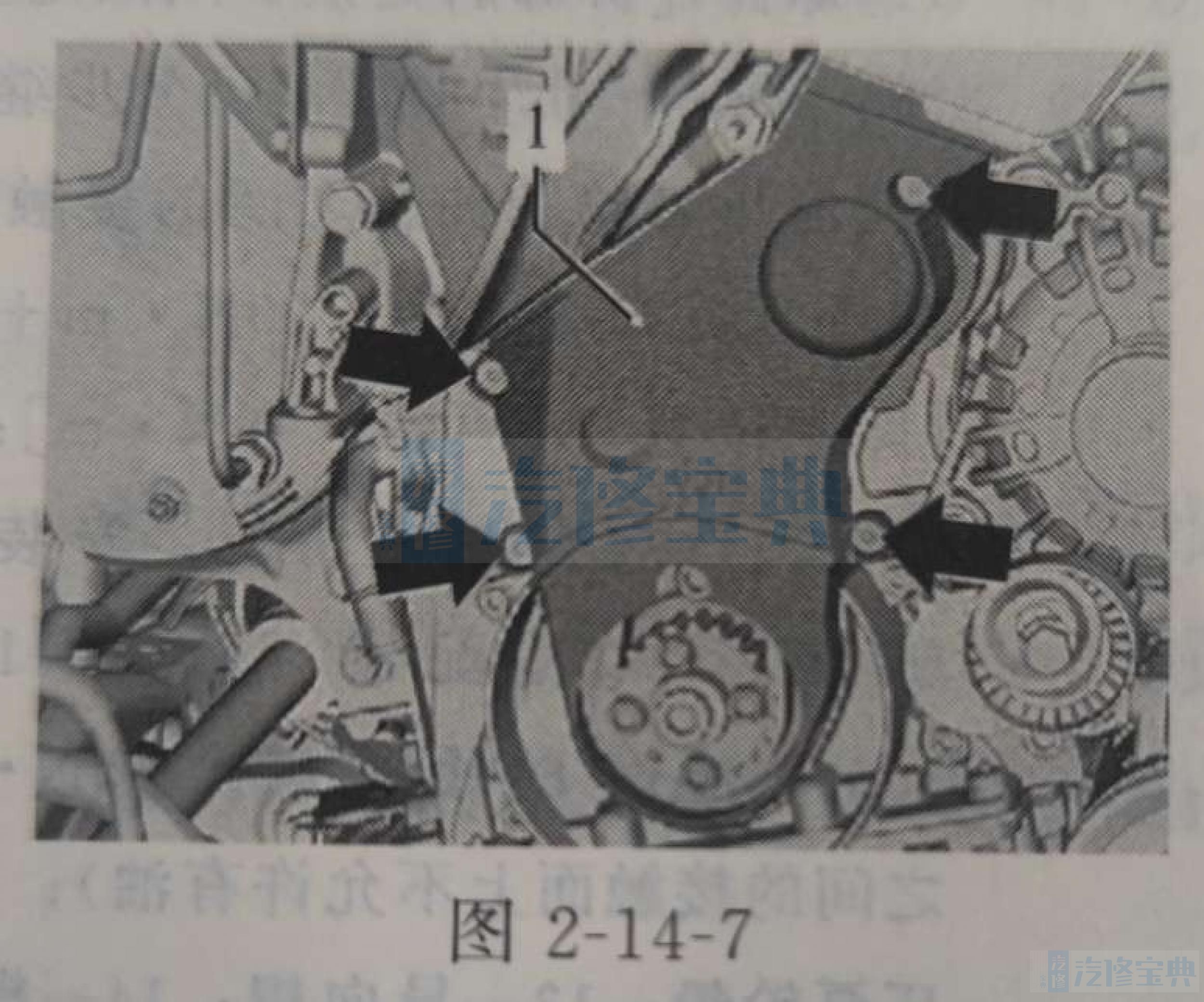
3拧出螺栓(箭头),取下下部齿形皮带护罩1(图2-14-7)。
(2)安装步骤路,安装以倒序进行。
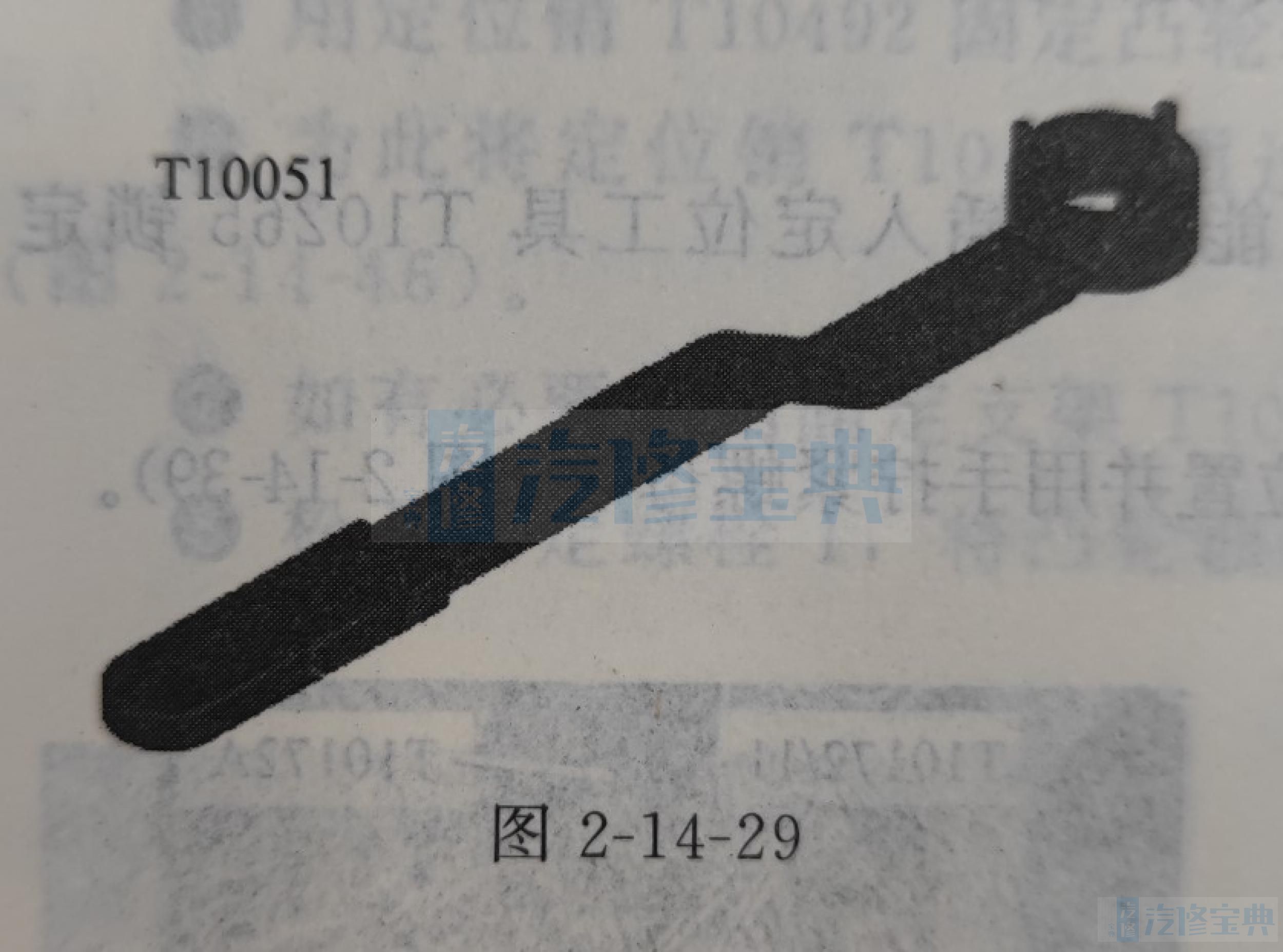
6.从凸轮轴上更换齿形皮带(1)所需要的专用工具和维修设备a.固定支架T10051(图2-14-8)。
b.固定支架T10172A(图2-14-9)。
c.弯螺丝刀T10264(图2-14-10)。
d.插入定位工具T10265(图2-14-11)。
e.定位销T10492(图2-14-12)。
f.曲轴制动器T10490(图2-14-13)。
(2)拆卸步骤1拆下上部齿形皮带护罩。
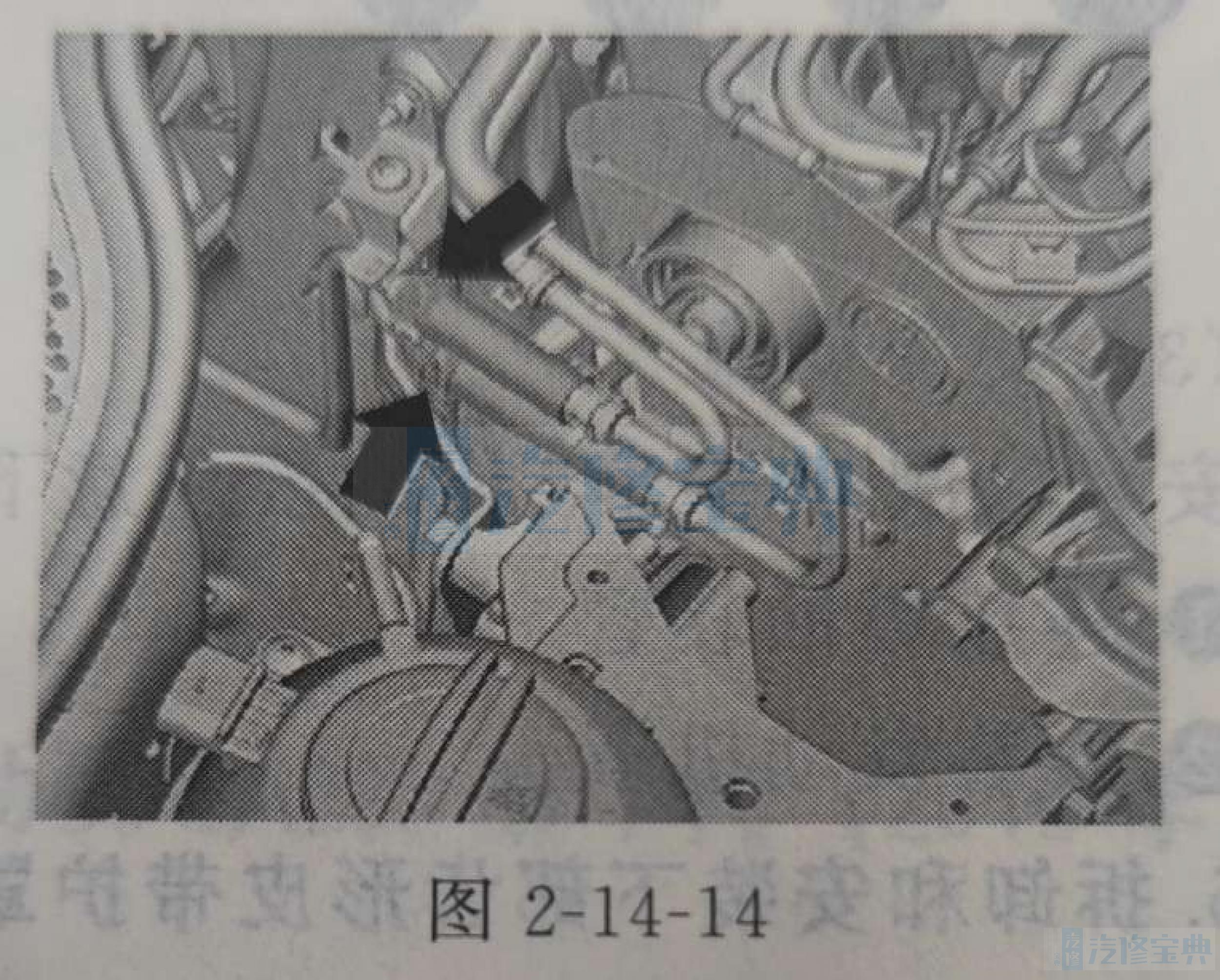
2松开软管卡箍(箭头),将软管从废气压力传感器的测量管上拔下并先后放置(图2-14-14)。
3拆下减振器。
当心a.有损坏发动机的危险!
b.为避免齿形皮带弹起,只可朝发动机运转方向转动曲轴。
c.在松开或拔下凸轮轴齿形带轮的螺栓和高压泵齿形带轮的螺母时出现的扭矩绝对不能传递到相应的定位销上。此处使用固定支架也可能会导致“从动件”损坏。这种情况有时无法看到并会导致发动机损坏。松开和拧紧中心螺栓时拔出定位销,然后(如果需要)再次插入!
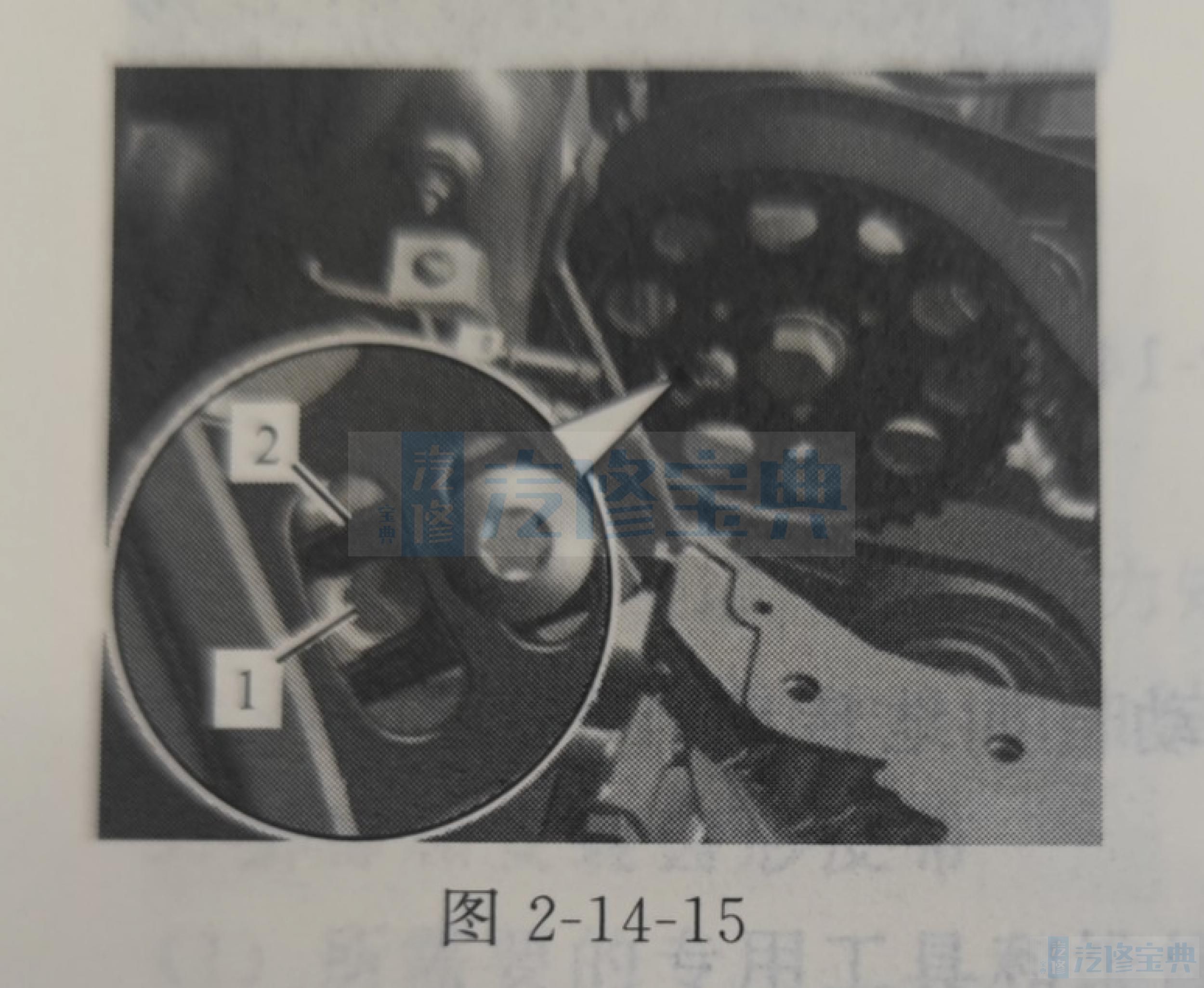
4通过曲轴齿形带轮的螺栓转动曲轴,直到凸轮轴齿形带轮位于“上止点”。轮毂从动件2和位于其后的孔1必须对齐(图2-14-15)。
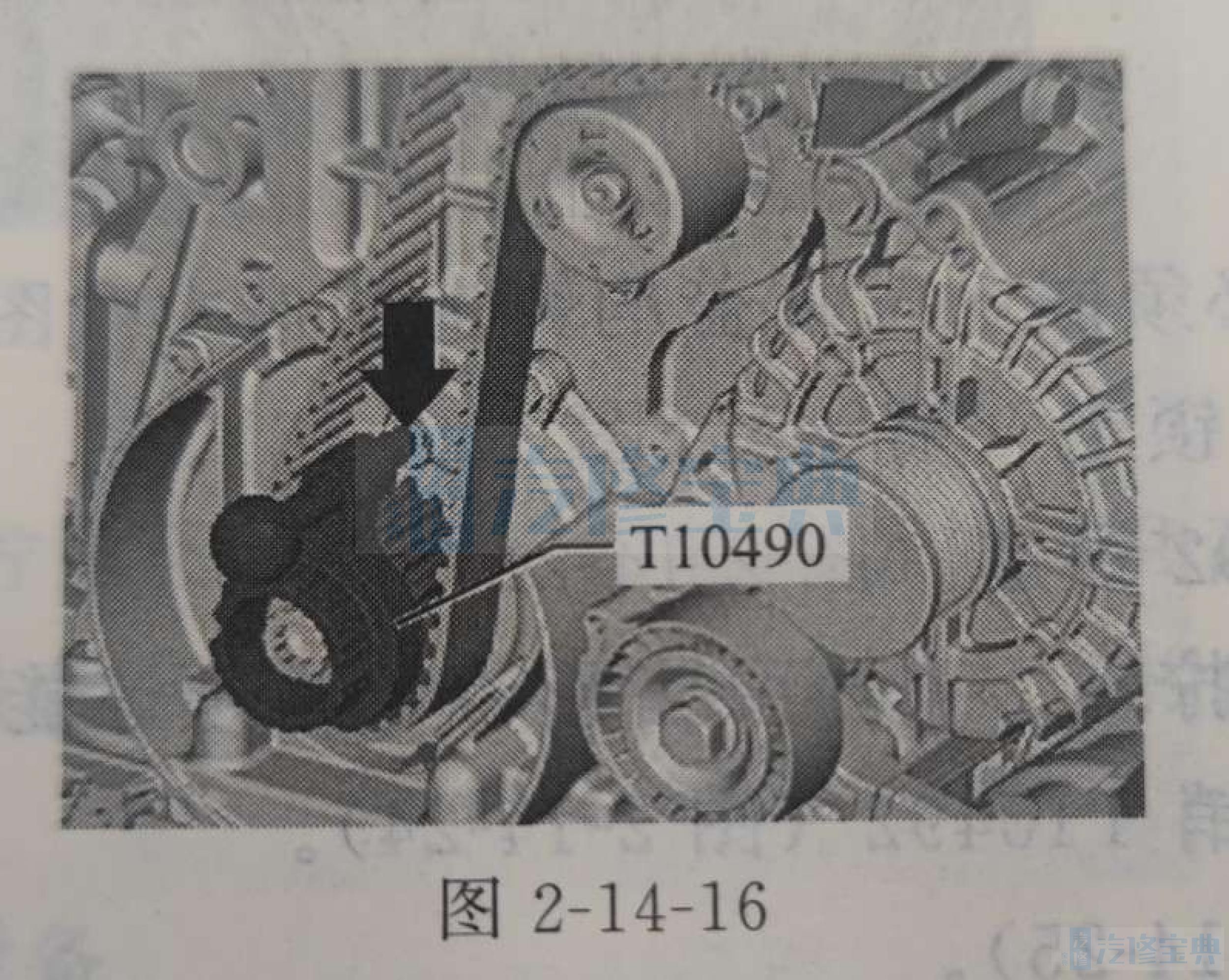
5使用曲轴制动器T10490锁定曲轴齿形带轮。
曲轴制动器T10490的轴颈必须嵌入曲轴齿形带轮的螺纹孔内。
曲轴制动器T10490的定位销必须嵌入密封法兰上的孔箭头内(图2-14-16)。
提示:为了看得更清楚,图2-14-16所示为拆下齿形皮带护罩后的安装位置。
6松开张紧轮螺母1(图2-14-17)。
7用弯螺丝刀T10264逆时针(箭头)转动张紧轮的偏心件,直到能够用插入定位工具T10265锁定张紧轮为止(图2-14-17)。
8然后用弯螺丝刀T10264顺时针(箭头)转动张紧轮的偏心件至极限位置并用手拧紧螺母1(图2-14-18)。
9拧出螺栓(箭头),为此使用固定支架T10172A及适配器T10172/11。
10取下凸轮轴齿形带轮1,将齿形皮2略微向前推(图2-14-19)。
11将凸轮轴齿形带轮重新置于安装位置,将螺栓拧入至贴紧。
12用定位销T10492卡住凸轮轴轮毂的从动件。
当心:
a.气门和活塞头有损坏的危险。
b.在旋转凸轮轴时,活塞不允许停在“上止点”。
c.拆下齿形皮带和安装好凸轮轴后不允许转动曲轴。
13将定位销T10492通过凸轮轴轮毂的从动件2插入位于其后的气缸盖内的孔(箭头)中(图2-14-20)。
14如有必要,用固定支架T10172A及适配器T10172/11调整凸轮轴齿形带轮。
15将固定螺栓1松开半圈,但不要拧出。
16将高压泵齿形带轮的螺母(箭头)松开约90°,对此要使用固定支架T10051(图2-14-21)。
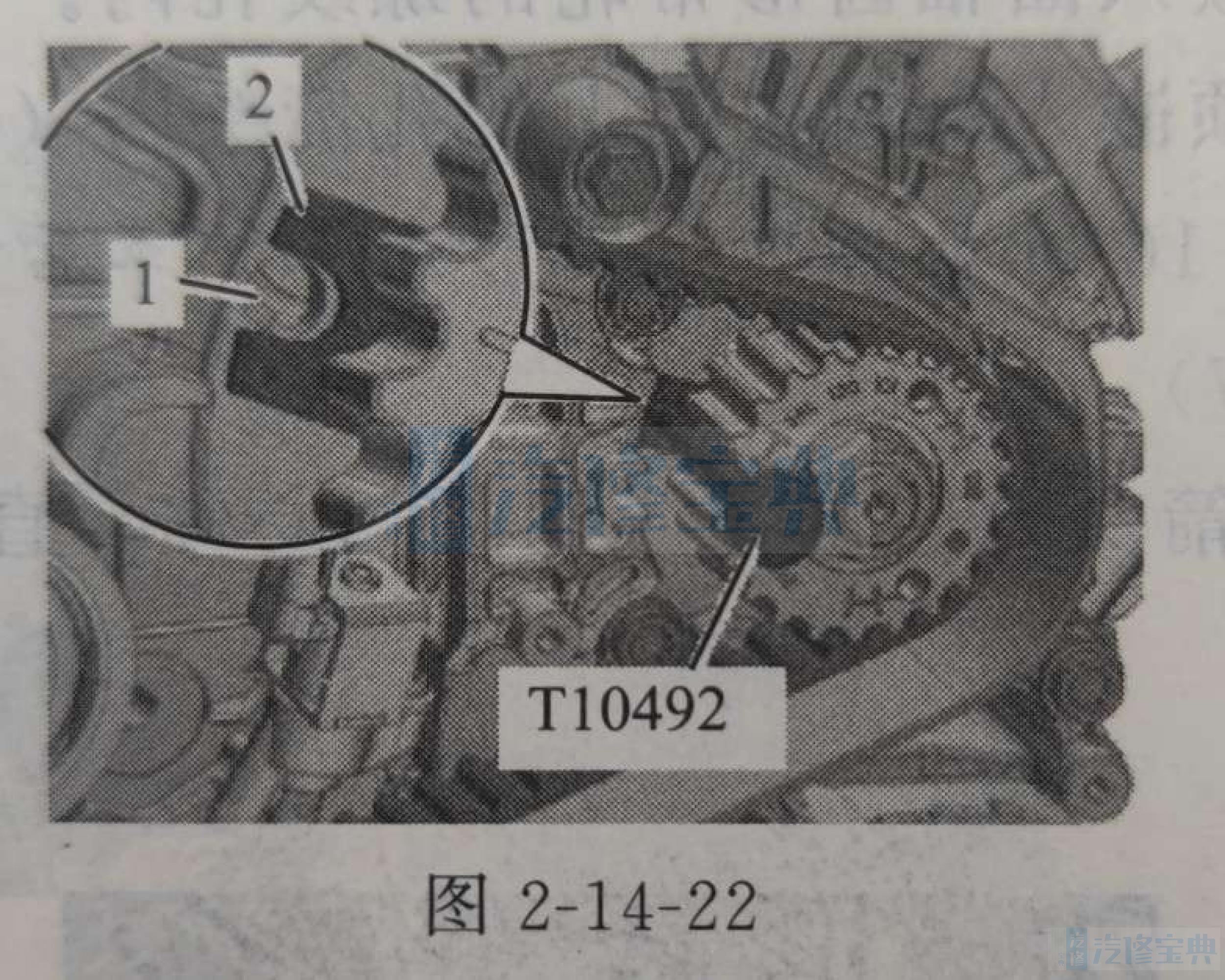
17用定位销T10492固定高压泵轮毂中的叉形件。
18将定位销T10492通过轮毂中的叉形件2插入位于其后的高压泵支架内的孔1中(图2-14-22)。
19为此用固定支架T10051校准高压泵齿形带轮。
(3)安装步骤(调整配气相位)中口的盖提示:在齿形皮带上进行调整工作时,发动机必须处于冷态。
当心:气门和活塞头有损坏的危险。在旋转凸轮轴时,活塞不允许停在“上止点”。拆下齿形皮带和安装好凸轮轴后不允许转动曲轴。
前提:张紧轮已用插入定位工具T10265锁定并用螺母1固定到右侧极限位置(图2-14-18)。
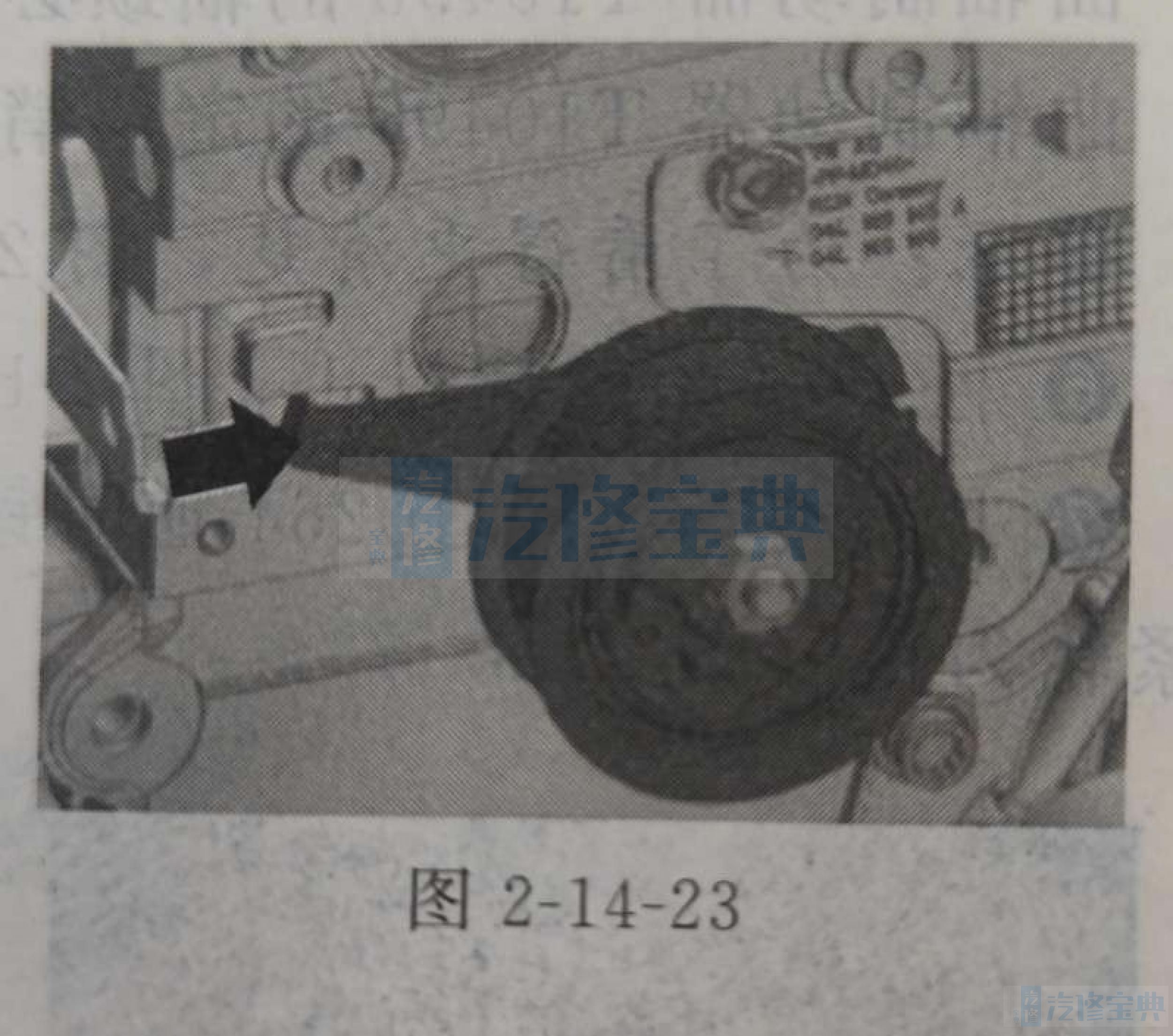
1张紧辊的钢板凸耳(箭头)必须嵌入气缸盖的铸造凹槽中(图2-14-23)。
2曲轴已用曲轴制动器T10490锁定(箭头)(图2-14-16)。
3高压泵轮毂已用定位销T10492锁定(图2-14-22)。
高压泵齿形带轮的螺母已松松地拧入。高压泵齿形带轮必须还能活动自如地转动且不得翻转。
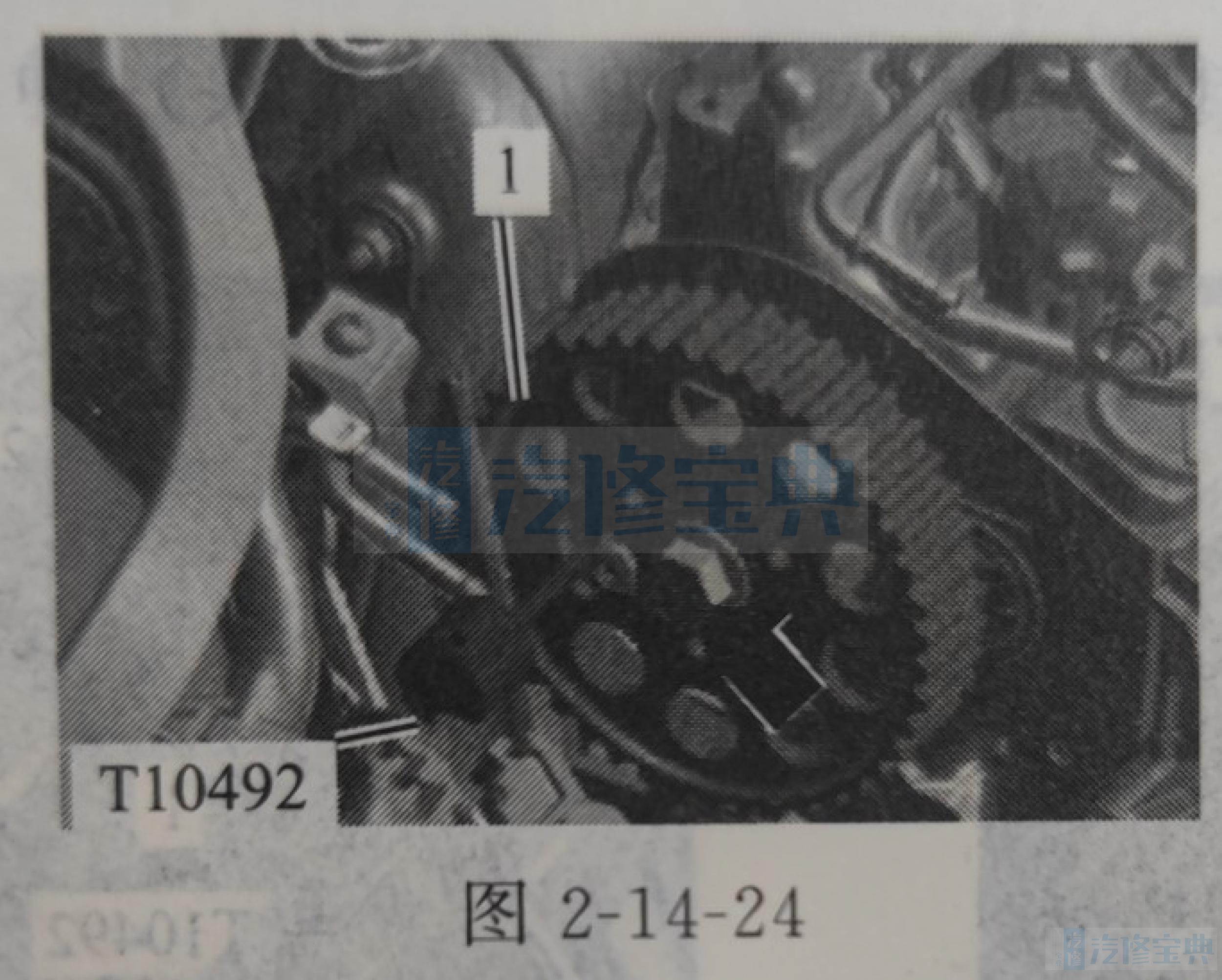
4拧出螺栓(箭头),取下定位销T10492(图2-14-24)。
5取下凸轮轴齿形带轮1(图2-14-25)。
6按照下述顺序安装齿形皮带(图2-14-25)a.张紧轮1。
b.高压泵齿形带轮4。
c.导向辊3。
7最后将凸轮轴齿形带轮2及已装上的齿形皮带置于安装位置,将螺栓(箭头)松松地拧入(图2-14-25)。凸轮轴齿形带轮必须能自如地转动且不得翻转。
8用定位销T10492固定凸轮轴轮毂的从动件。
9为此将定位销T10492通过轮毂的从动件2插入位于其后的气缸盖内的孔(箭头)中(图2-14-20)。
从动件的固定螺栓1必须松开半圈并且位于长孔内的下方。
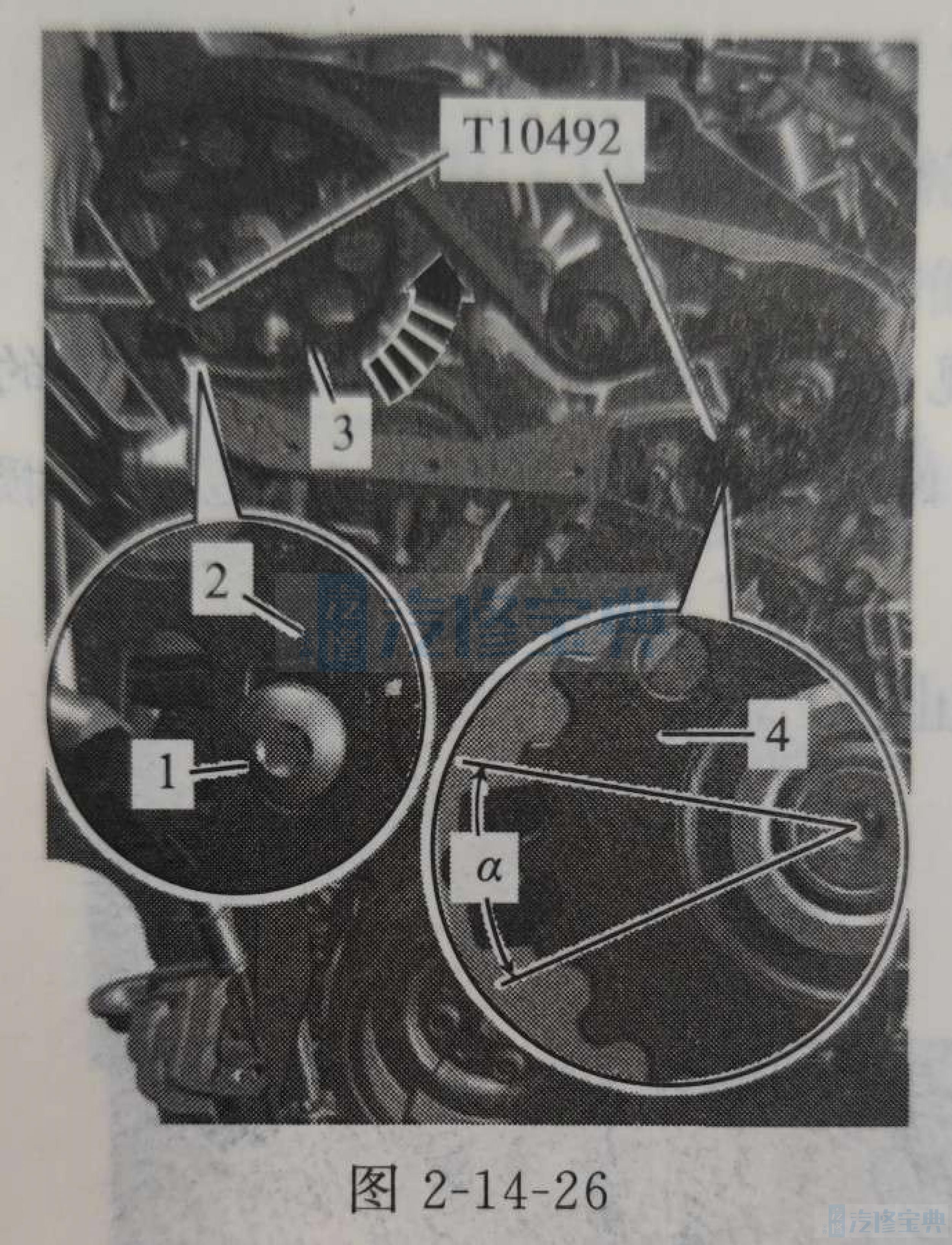
10用手将凸轮轴齿形带轮3沿箭头方向拧入到限位位置并保持不动(图2-14-26)。
如图2-14-26所示,固定螺栓1应大约位于长孔2的下半部分。
当心:
a.固定螺栓在张紧齿形皮带后不允许接触长孔的上部或下部限位位置。
b.高压泵齿形带轮4应大约位于相对定位销T10492的扭转范围a的中间位置上。
c.高压泵齿形带轮在张紧齿形皮带后不允许接触扭转范围a的上部或下部限位位置。
提示:如果齿形带轮的安装位置不正确,那么将相关齿形皮带调整位置再装。
11松开张紧轮螺母1并取出插入定位工具T10265(图2-14-18)。
提示:张紧辊的钢板凸耳必须依然嵌入在气缸盖的铸造凹槽中。无需理会图2-14-18中箭头。
12用弯螺丝刀T10264小心地顺时针(箭头)转动张紧轮的偏心件,直至指针2位于底座缝隙正中(图2-14-27)。不允许同时转动螺母1。
13将张紧轮保持在该位置并拧紧螺母。
14将固定支架T10172A及适配器T10172/11置于凸轮轴的齿形带轮上。
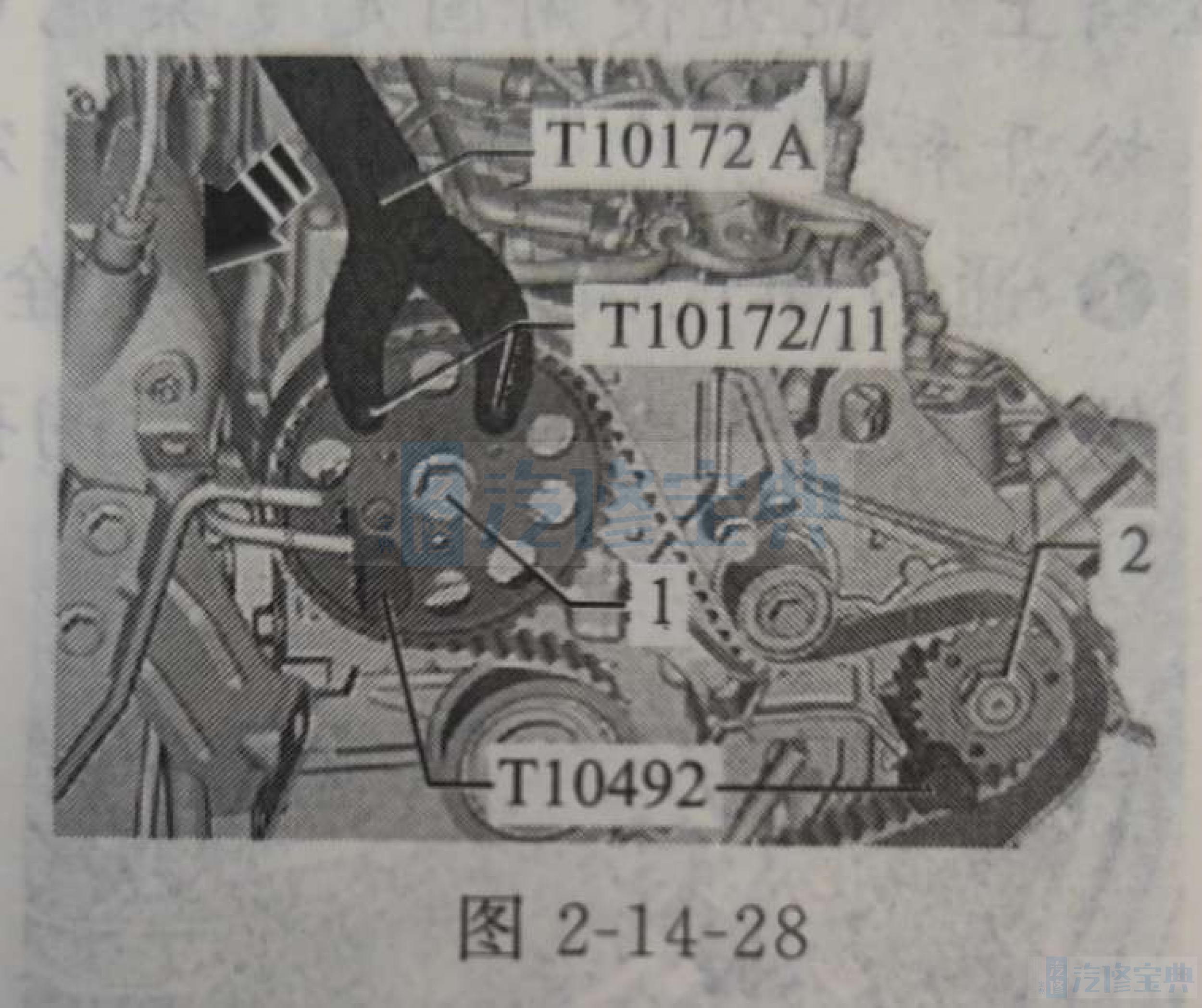
15逆时针(箭头)按压固定支架并保持预紧状态(图2-14-28)。
16在此位置用10N·m的力矩拧紧凸轮轴齿形带轮的螺栓1和高压泵齿形带轮的螺母2。
17拆除定位销T10492和曲轴制动器T10490,然后检测配气相位。
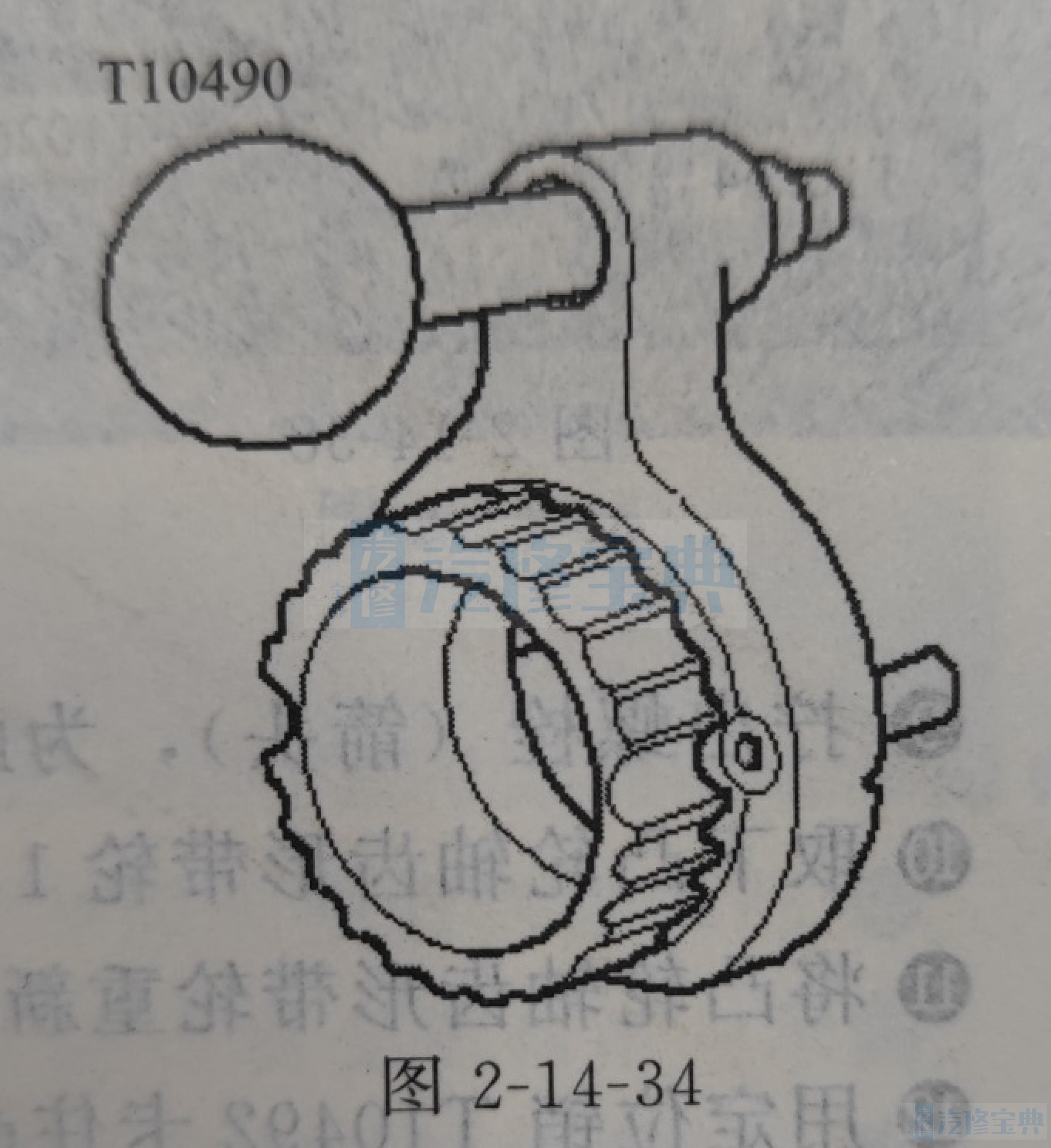
7.拆卸和安装齿形皮带(1)所需要的专用工具和维修设备a.固定支架T10051(图2-14-29);b.固定支架T10172A(图2-14-30);c.弯螺丝刀T10264(图2-14-31);d.插入定位工具T10265(图2-14-32);e.定位销T10492(图2-14-33);曲轴制动器T10490(图2-14-34)。
(2)拆卸步骤1拆下上部齿形皮带护罩。
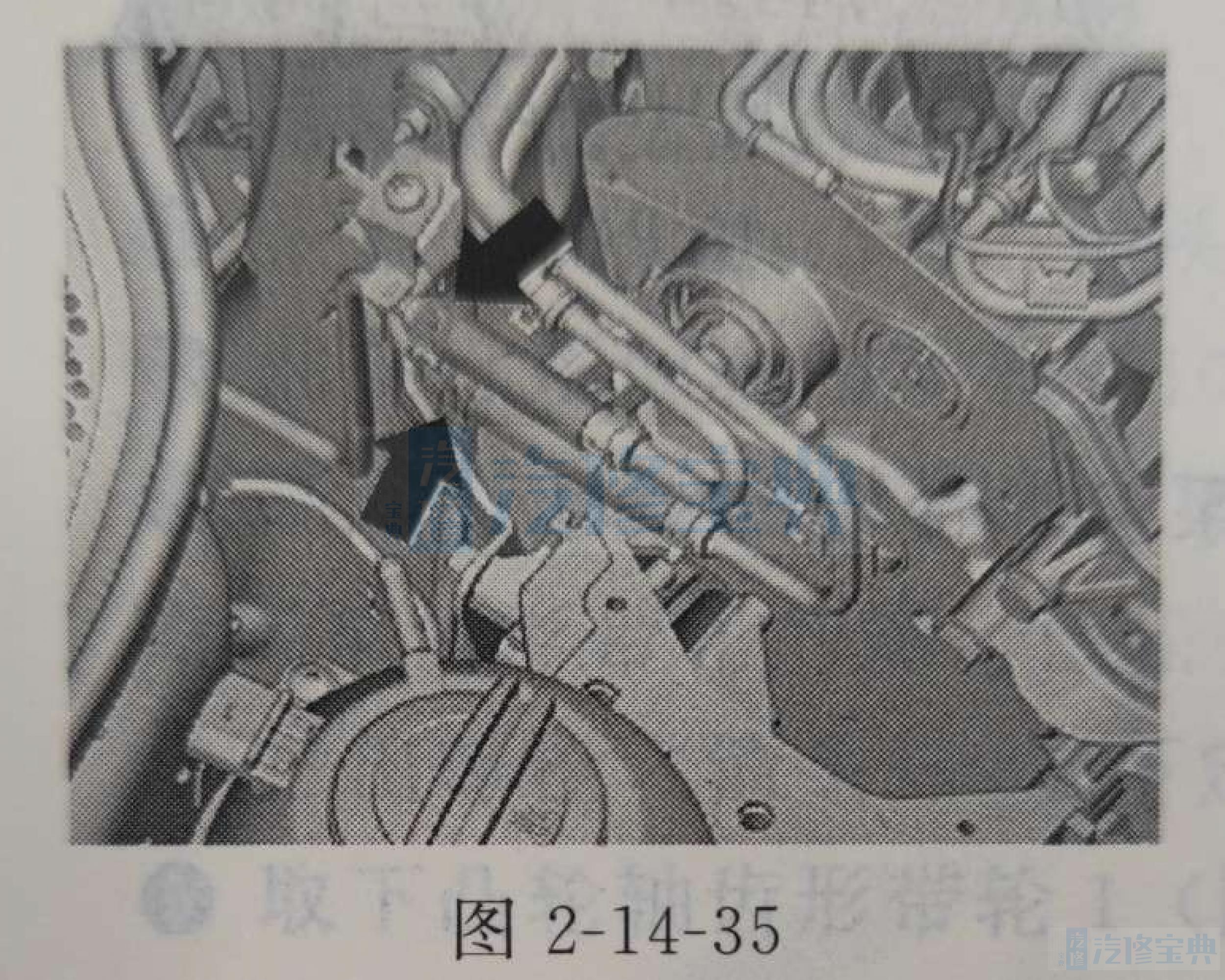
2松开软管卡箍(箭头),将软管从废气压力传感器的测量管上拔下并先后放置(图2-14-35)。
3拆下减振器。
当心:
a.有损坏发动机的危险!
b.为避免齿形皮带弹起,只可朝发动机运转方向转动曲轴。
C.在松开或拔下凸轮轴齿形带轮的螺栓和高压泵齿形带轮的螺母时出现的扭矩绝对不能传递到相应的定位销上。此处使用固定支架也可能会导致“从动件”损坏。这种情况有时无法看到并会导致发动机损坏。松开和拧紧中心螺栓时拔出定位销,然后(如果需要)再次插入!
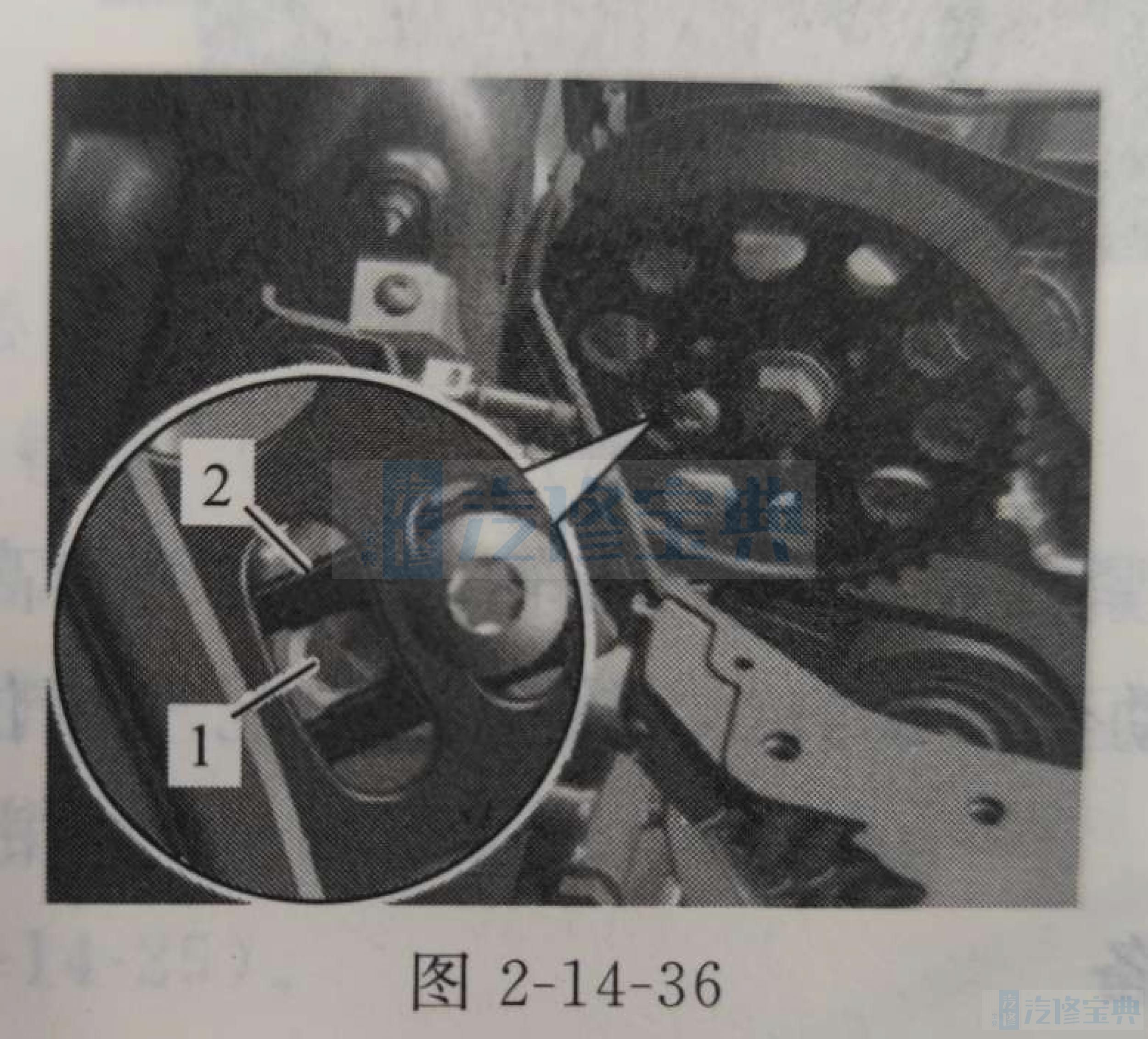
4通过曲轴齿形带轮的螺栓转动曲轴,直到凸轮轴齿形带轮位于“上止点”。
轮毂从动件2和位于其后的孔1必须对齐(图2-14-36)。
5使用曲轴制动器T10490锁定曲轴齿形带轮。
a.曲轴制动器T10490的轴颈必须嵌入曲轴齿形带轮的螺纹孔内。
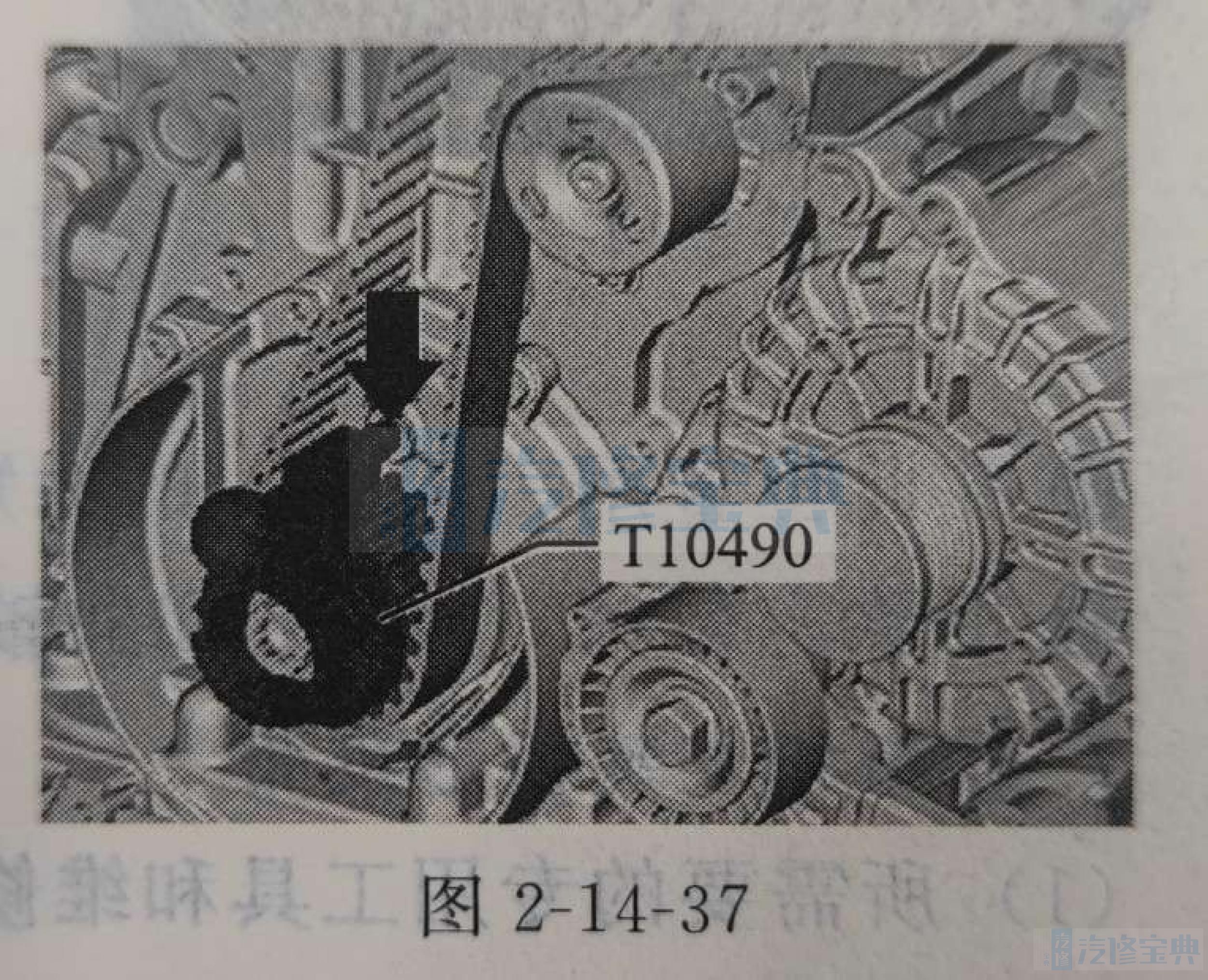
b.曲轴制动器T10490的定位销必须嵌入密封法兰上的孔(箭头)内(图2-14-37)。
提示:为了看得更清楚,图2-14-37所示为拆下齿形皮带护罩后的安装位置。
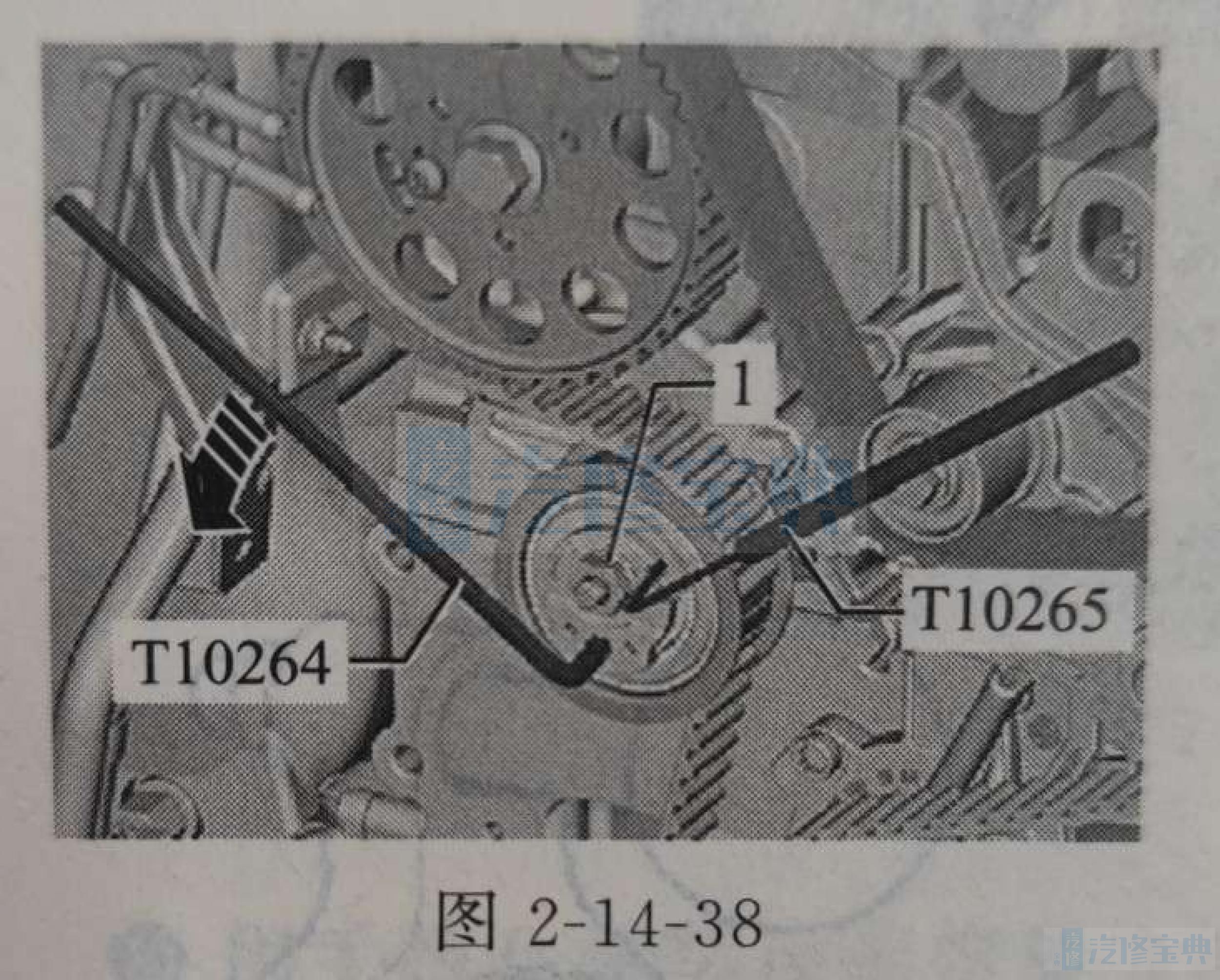
6松开张紧轮螺母1(图2-14-38)。
7用弯螺丝刀T10264逆时针(箭头)转动张紧轮的偏心件,直到能够用插入定位工具T10265锁定张紧轮为止。
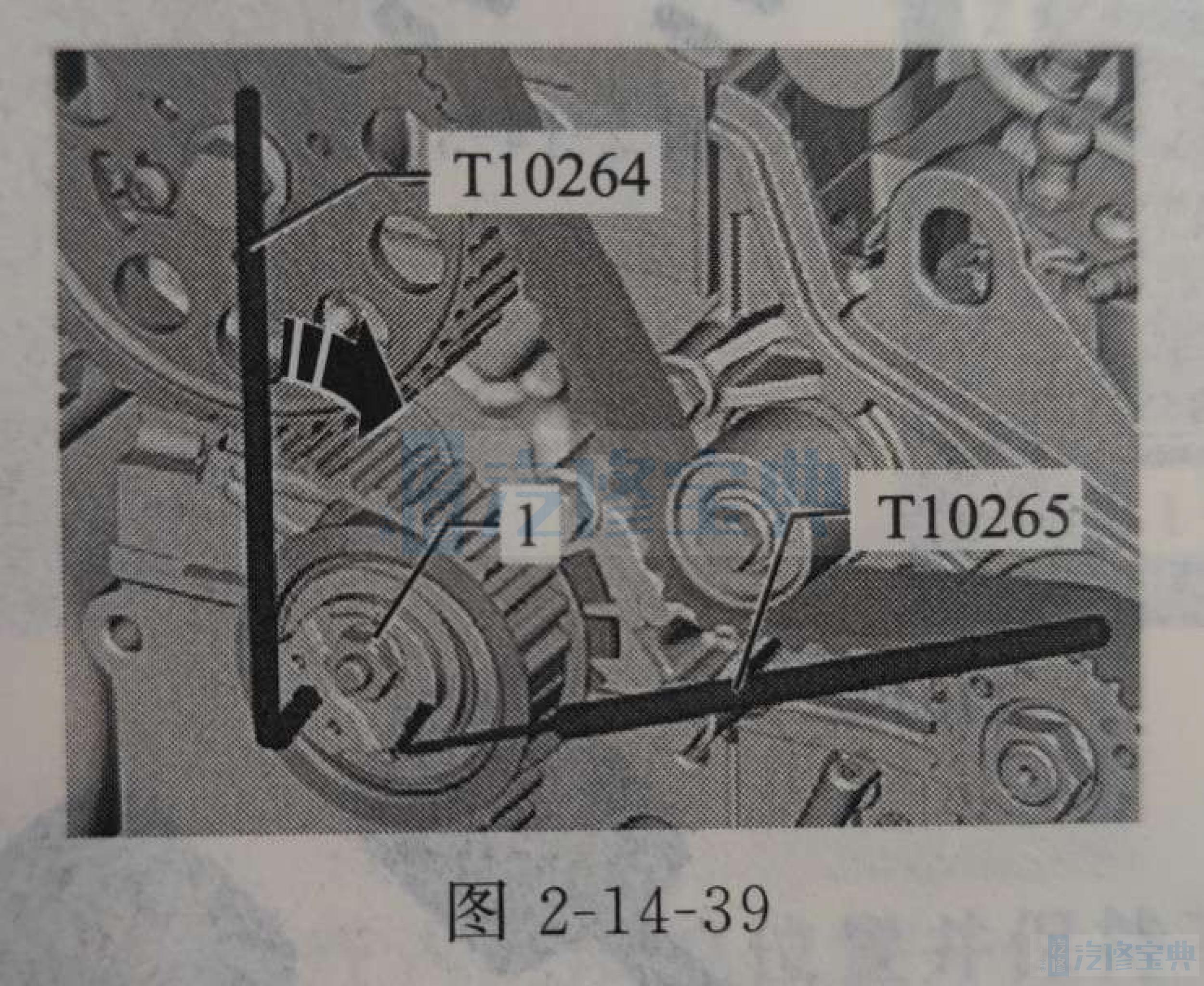
8然后用弯螺丝刀110264顺时针(箭头)转动张紧轮的偏心件至极限位置并用手拧紧螺母1(图2-14-39)。
9拧出螺栓(箭头),为此使用固定支架T10172A及适配器T10172/11。
10取下凸轮轴齿形带轮1,将齿形皮2略微向前推(图2-14-40)。
11将凸轮轴齿形带轮重新置于安装位置,将螺栓拧入至贴紧。
12用定位销T10492卡住凸轮轴轮毂的从动件。
当心:
a.气门和活塞头有损坏的危险。
b.在旋转凸轮轴时,活塞不允许停在“上止点”。
c.拆下齿形皮带和安装好凸轮轴后不允许转动曲轴。
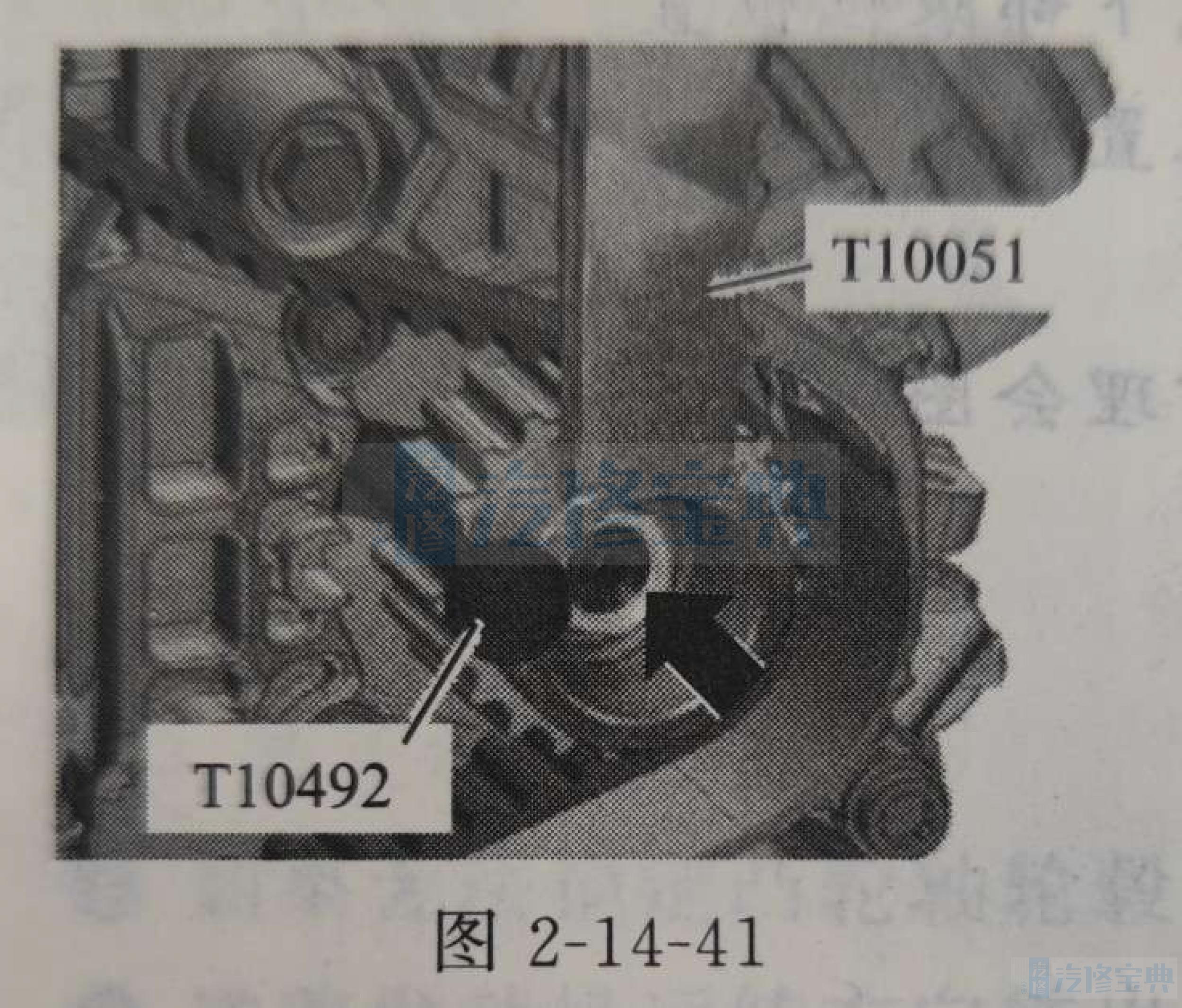
13将高压泵齿形带轮的螺母(箭头)松开约90°,对此要使用固定支架T10051(图2-14-41)。
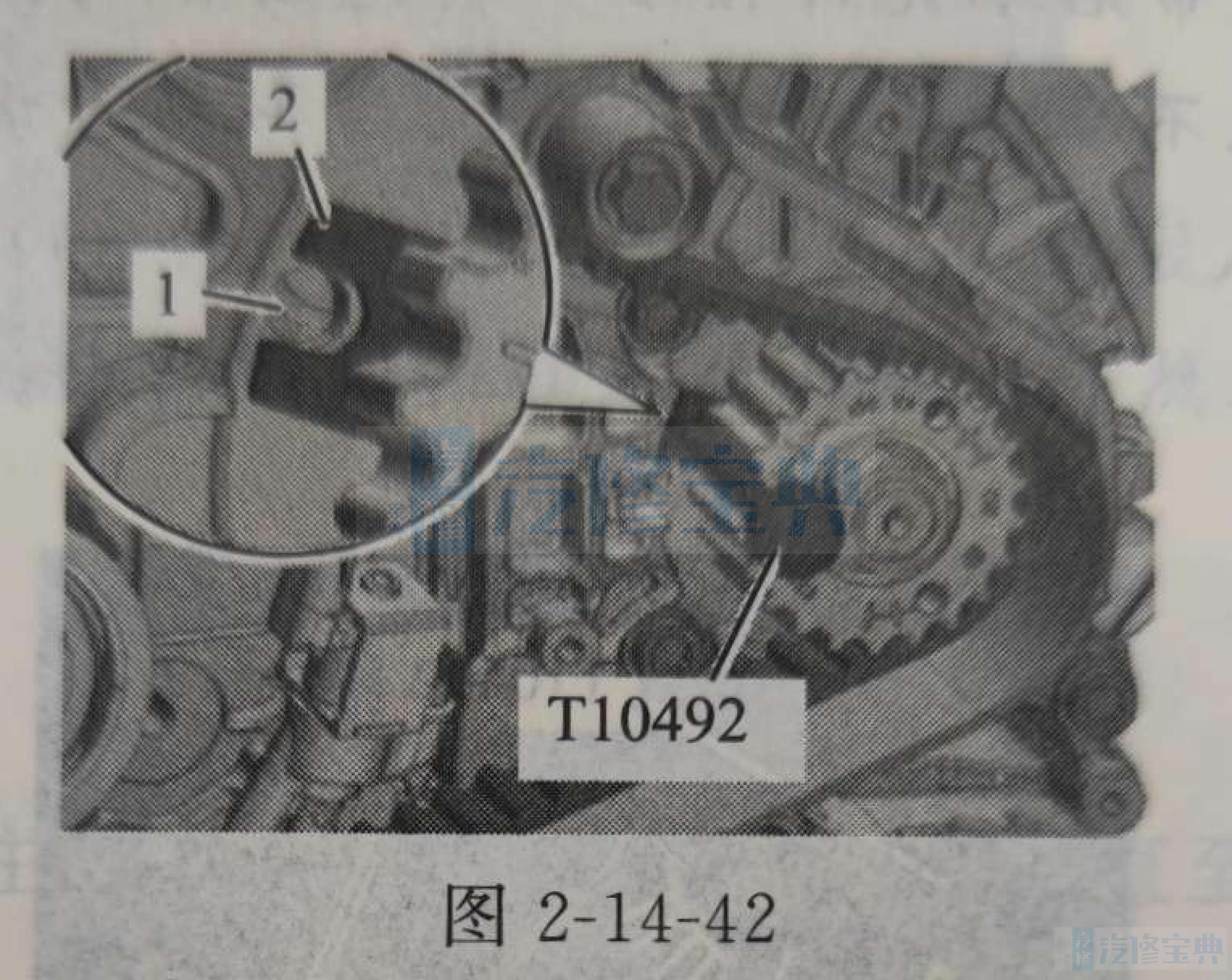
14按照如下说明用定位销T10492固定高压泵轮毂中的叉形件。
15将定位销T10492通过轮毂中的叉形件2插入位于其后的高压泵支架内的孔1中(图2-14-42)。
16用固定支架T10051校准高压泵齿形带轮。
(3)安装步骤(调整配气相位)提示:在齿形皮带上进行调整工作时,发动机必须处于冷态。
前提:张紧轮已用插入定位工具T10265锁定,并用螺母1固定到右侧极限位置(图2-14-39)。
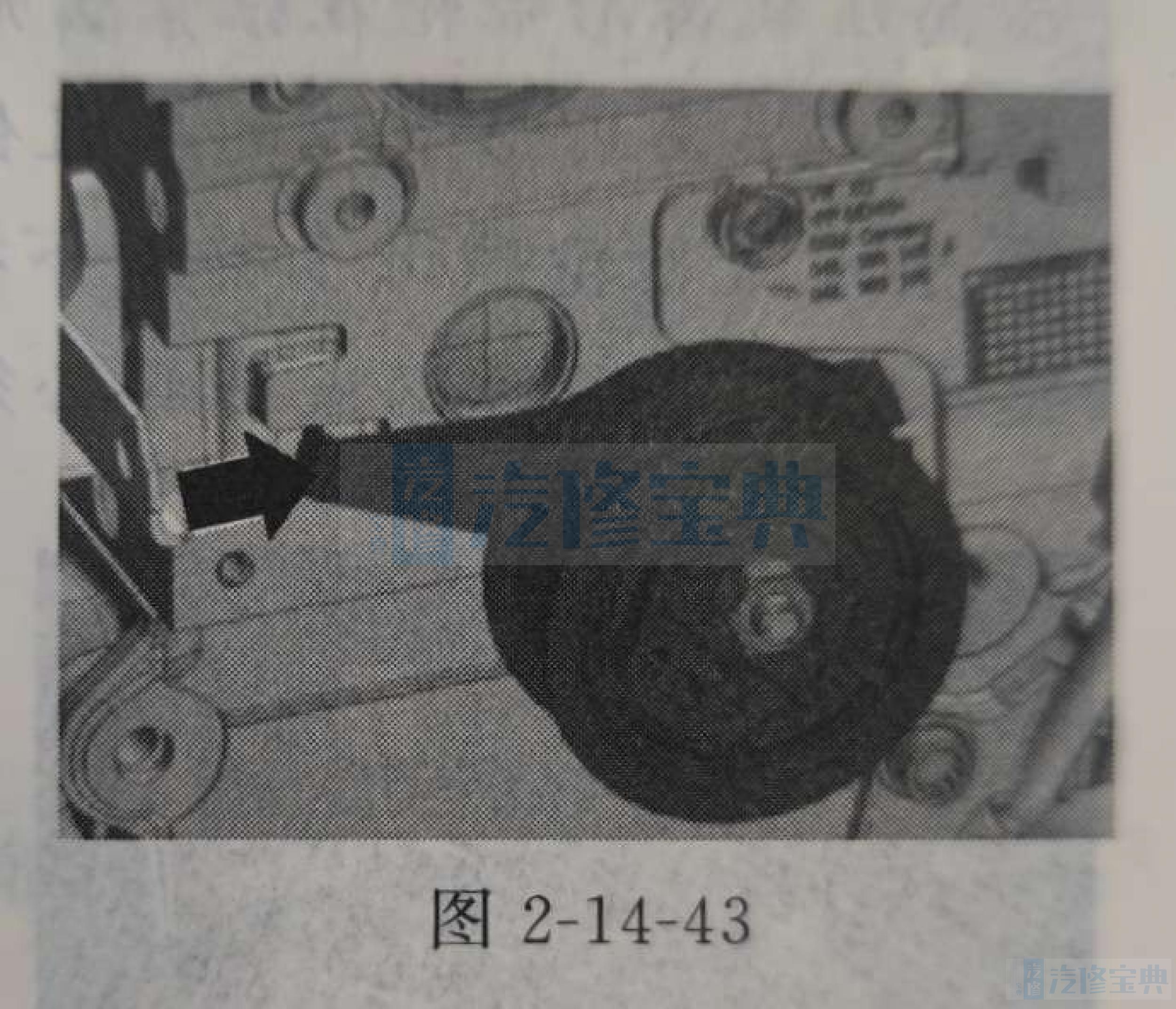
1张紧辊的钢板凸耳(箭头)必须嵌入气缸盖的铸造凹槽中(图2-14-43)。
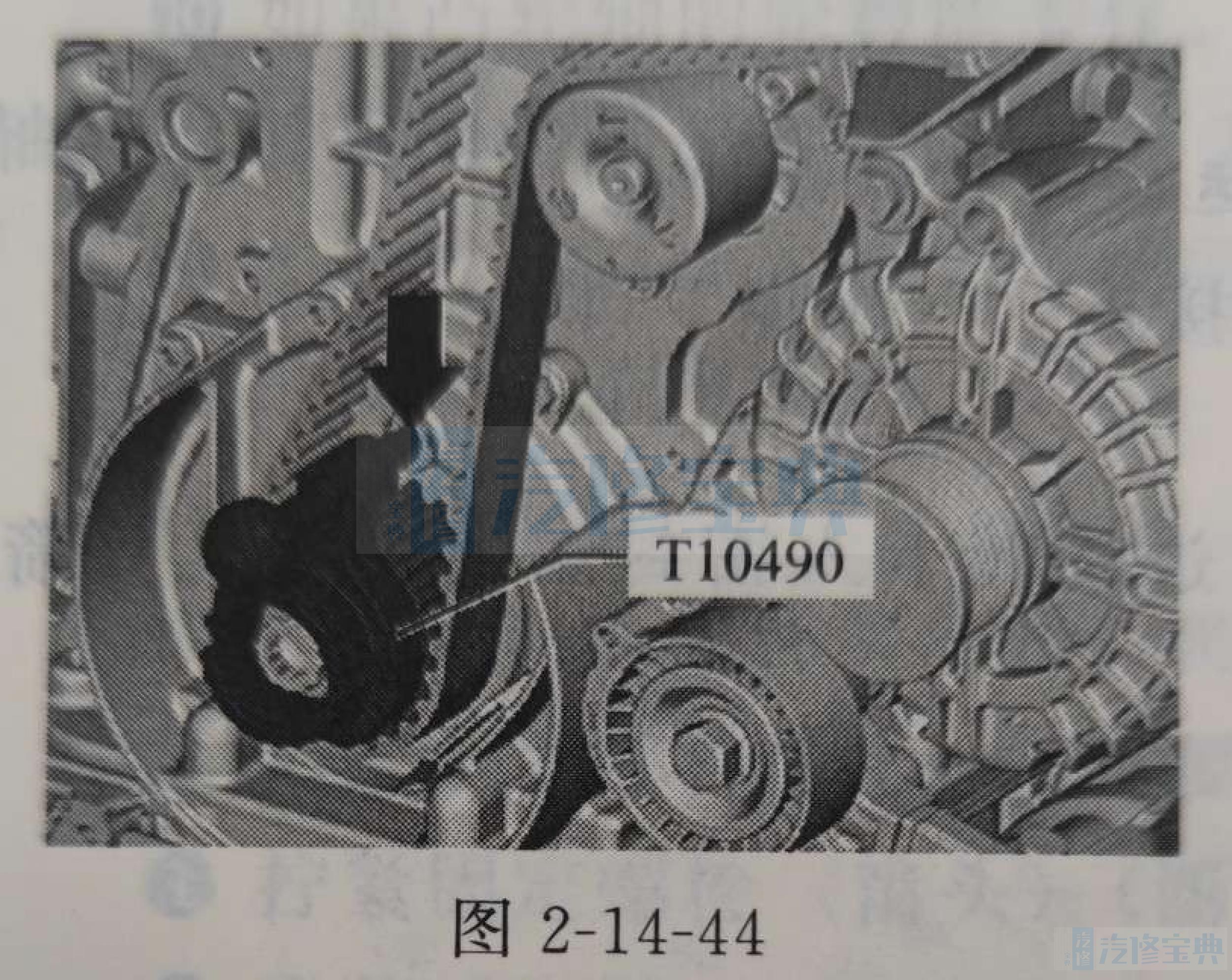
2曲轴已用曲轴制动器T10490锁定(箭头)(图2-14-44)。
3高压泵轮毂已用定位销T10492锁定(图2-14-42)。
高压泵齿形带轮的螺母已松松地拧入。高压泵齿形带轮必须能自如地转动且不得翻转。
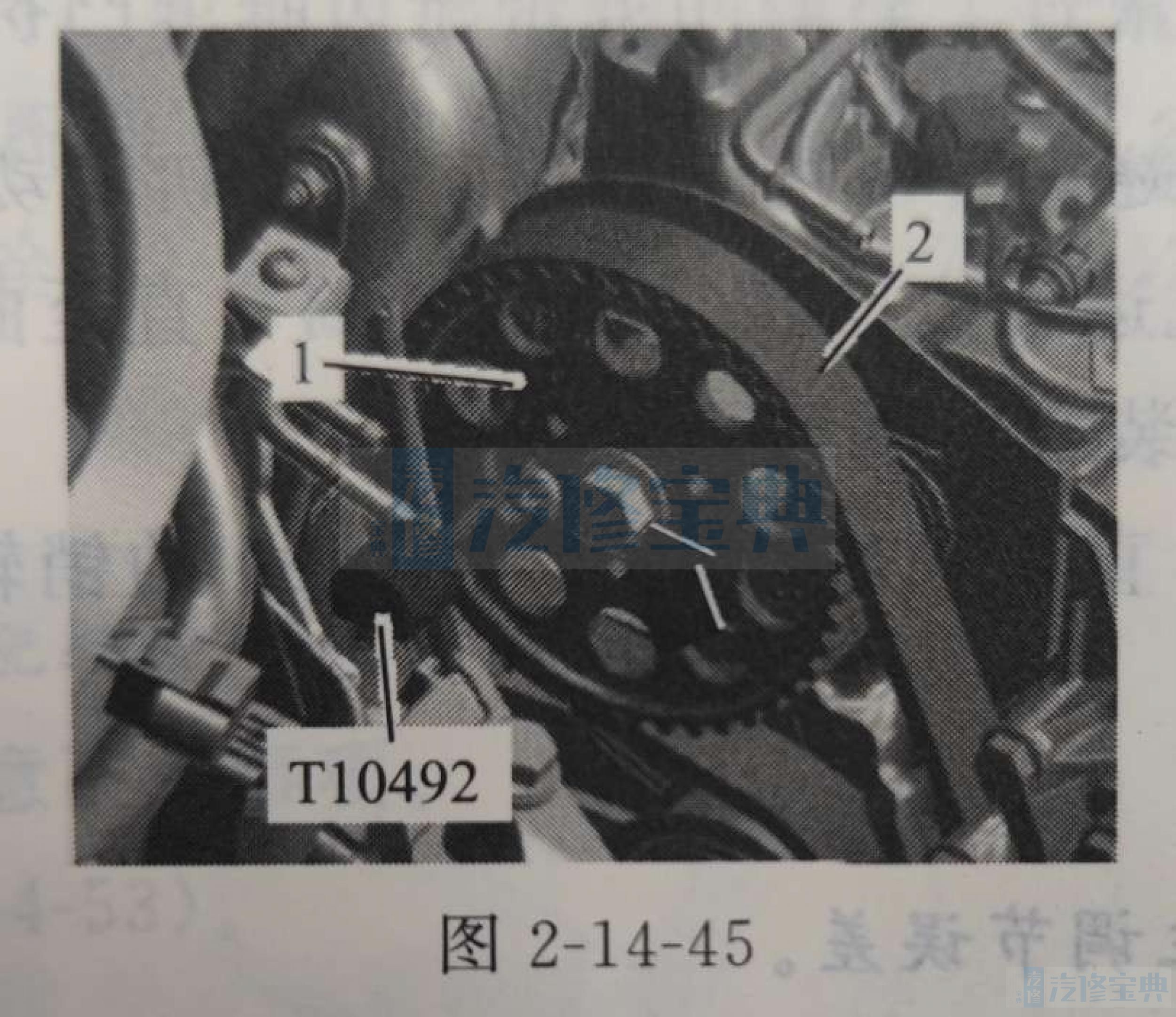
4将凸轮轴齿形带轮1及齿形皮带2置于安装位置,将螺栓(箭头)松松地拧入(图2-14-45)。
凸轮轴齿形带轮必须能自如地转动且不得翻转。
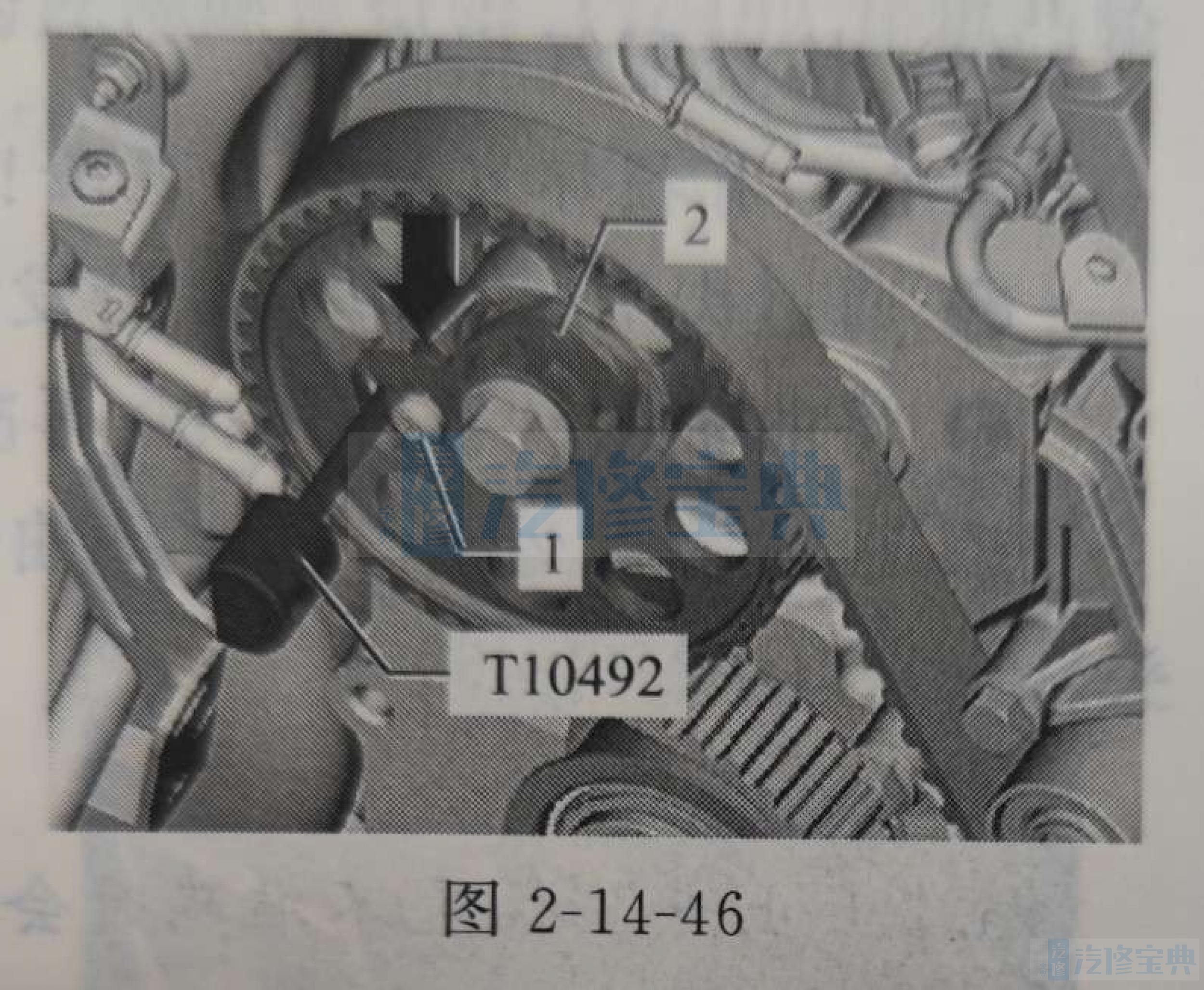
5用定位销T10492固定凸轮轴轮毂的从动件。
6为此将定位销T10492通过凸轮轴轮毂的从动件2插入位于其后的气缸盖内的孔(箭头)中(图2-14-46)。
7如有必要,用固定支架T10172A及适配接头T10172/11调整凸轮轴齿形带轮。
8松开固定螺栓1,将凸轮轴齿形带轮顺时针转至极限位置,然后将固定螺栓重新拧紧。
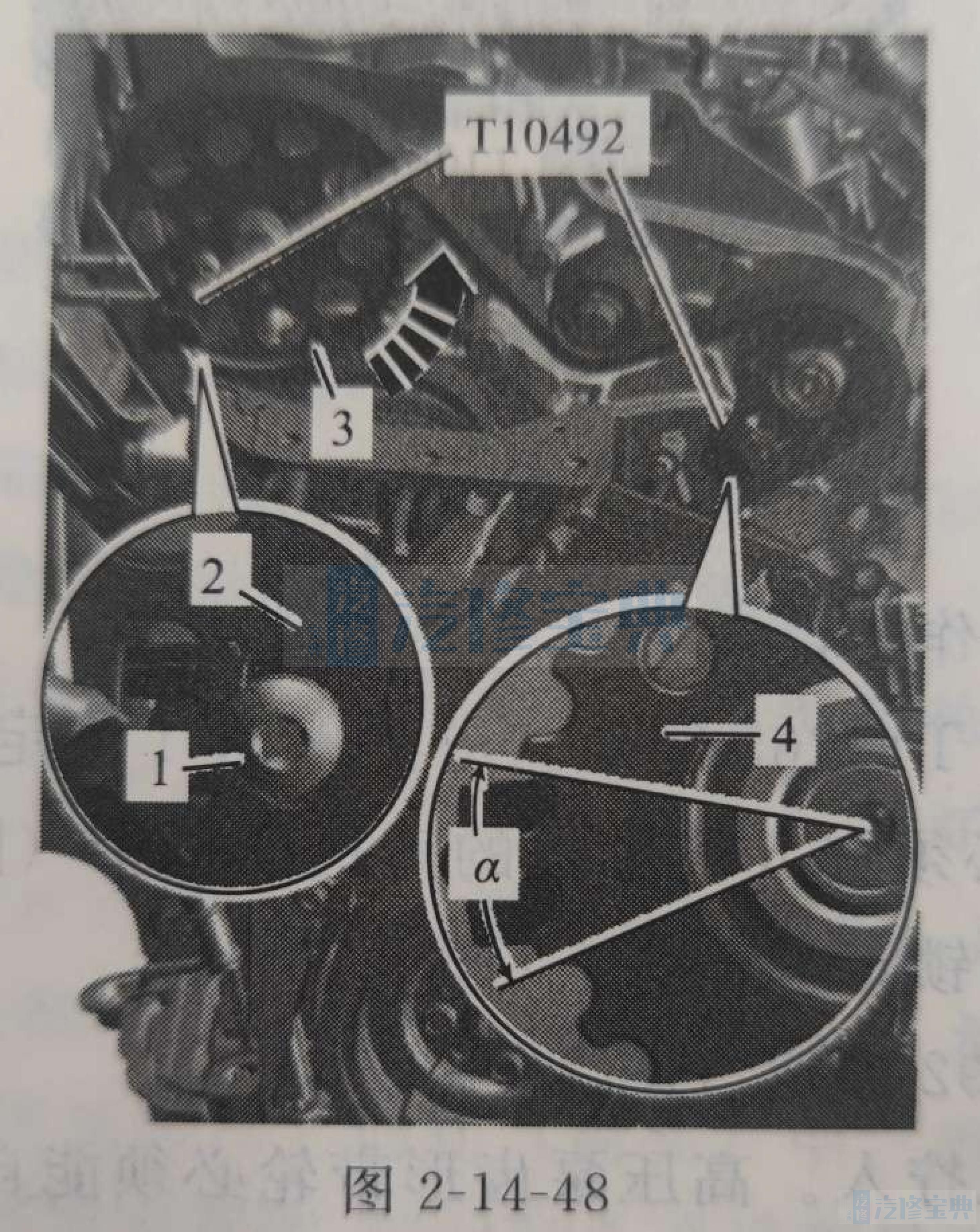
9按照下述顺序继续安装齿形皮带(图2-14-47)。
a.张紧轮1。
b.曲轴齿形带轮2。
c.导向辊3。
d.高压泵齿形带轮4。
e.冷却液泵齿形带轮5。
10将固定螺栓(箭头)松开半圈,但不要拧出(图2-14-47)。
11用手将凸轮轴齿形带轮3沿箭头方向拧入到限位位置并保持不动(图2-14-48)。
如图2-14-48所示,固定螺栓1应大约位于长孔2的下半部分。
当心:
a.固定螺栓在张紧齿形皮带后不允许接触长孔的上部或下部限位位置。
b.如图2-14-48所示,高压泵齿形带轮4应大约位于相对定位销T10492的扭转范围a的中间位置上。
c.高压泵齿形带轮在张紧齿形皮带后不允许接触扭转范围α的上部或下部限位位置。
提示:如果齿形带轮的安装位置不正确,那么将相关齿形皮带调整位置再装。
12松开张紧轮螺母1并取下插入定位工具T10265(图2-14-39)。
提示:张紧輥的钢板凸耳必须依然嵌入在气缸盖的铸造凹槽中。无需理会图2-14-39中箭头。
13用弯螺丝刀T10264小心地顺时针(箭头)转动张紧轮的偏心件,直至指针2位于底座缝隙正中(图2-14-49)。不允许同时转动螺母1。
14将张紧轮保持在该位置并拧紧螺母。
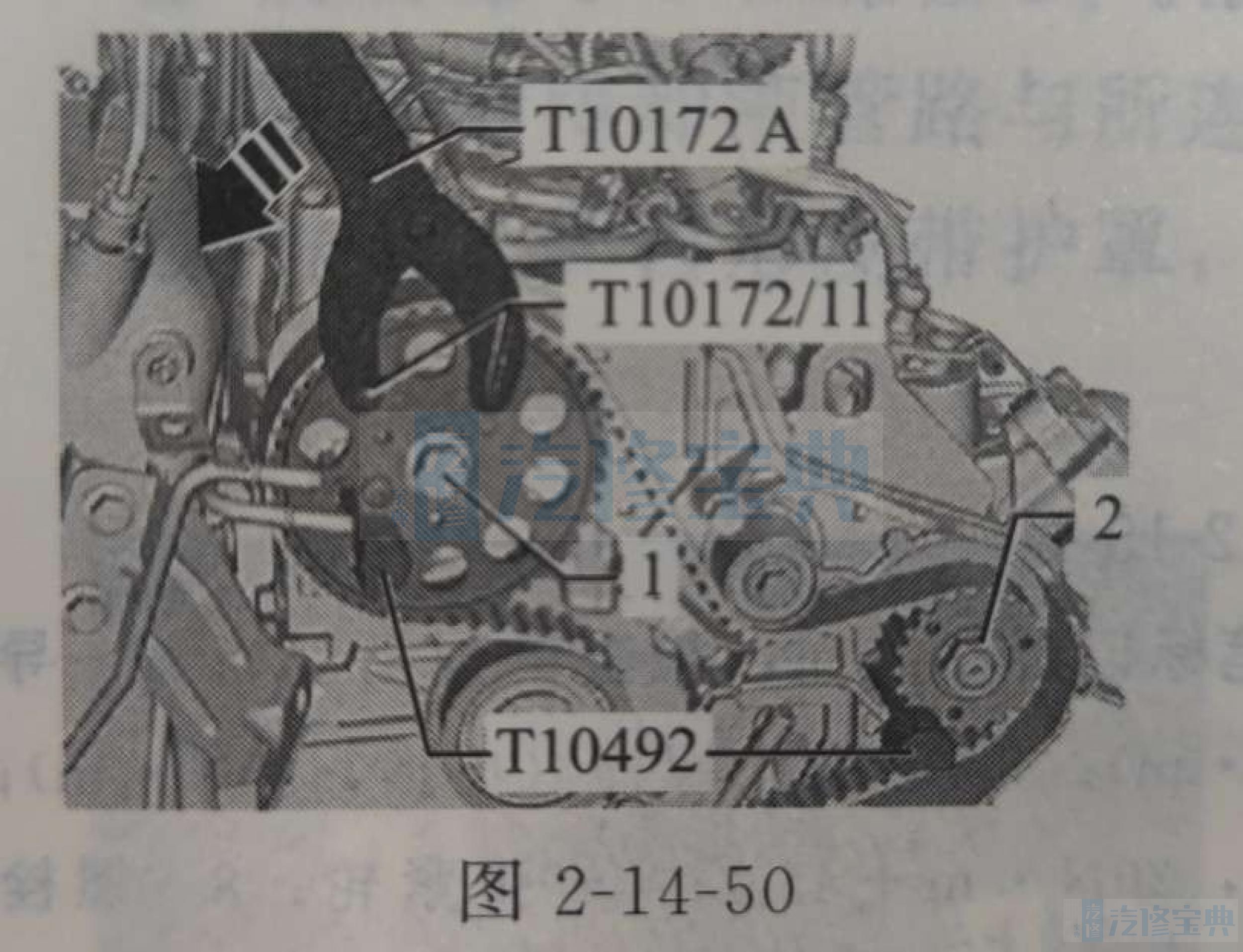
15将固定支架T10172A及适配接头T10172/11置于凸轮轴的齿形带轮上(图2-14-50)。
16逆时针(箭头)按压固定支架并保持预紧状态(图2-4-50)。
17在此位置用10N·m的力矩拧紧凸轮轴齿形带轮的螺栓1和高压泵齿形带轮的螺母2。
18拆除定位销T10492和曲轴制动器T10490,然后检测配气相位。
(4)检查配气相位当心:有损坏发动机的危险!为避免齿形皮带弹起,只可朝发动机运转方向转动曲轴。
1通过齿形带轮螺栓,沿发动机运转方向转动曲轴2圈,直至曲轴接近“上止点”(图2-14-44)。
2将曲轴制动器T10490再次安装在曲轴齿形带轮上。
3沿发动机运转方向转动曲轴,直至曲轴制动器T10490的销轴通过旋转卡入密封法兰上的孔(箭头)中。(图2-14-45)当心:
a.“上止点”位置不准确时会产生调节误差。
b.如果转出了“上止点”:将曲轴再转动2圈,直至曲轴再次接近“上止点”前。然后以转动方式将曲轴用曲轴制动器T10490卡住。
4凸轮轴轮毂必须能够用定位销T10492锁定(图2-14-48)。
提示:不必理会图2-14-48中位置1、2。
5高压泵轮毂的锁定点很难重新找到。然而较小的偏差(箭头)对发动机运转没有影响(图2-14-51)。
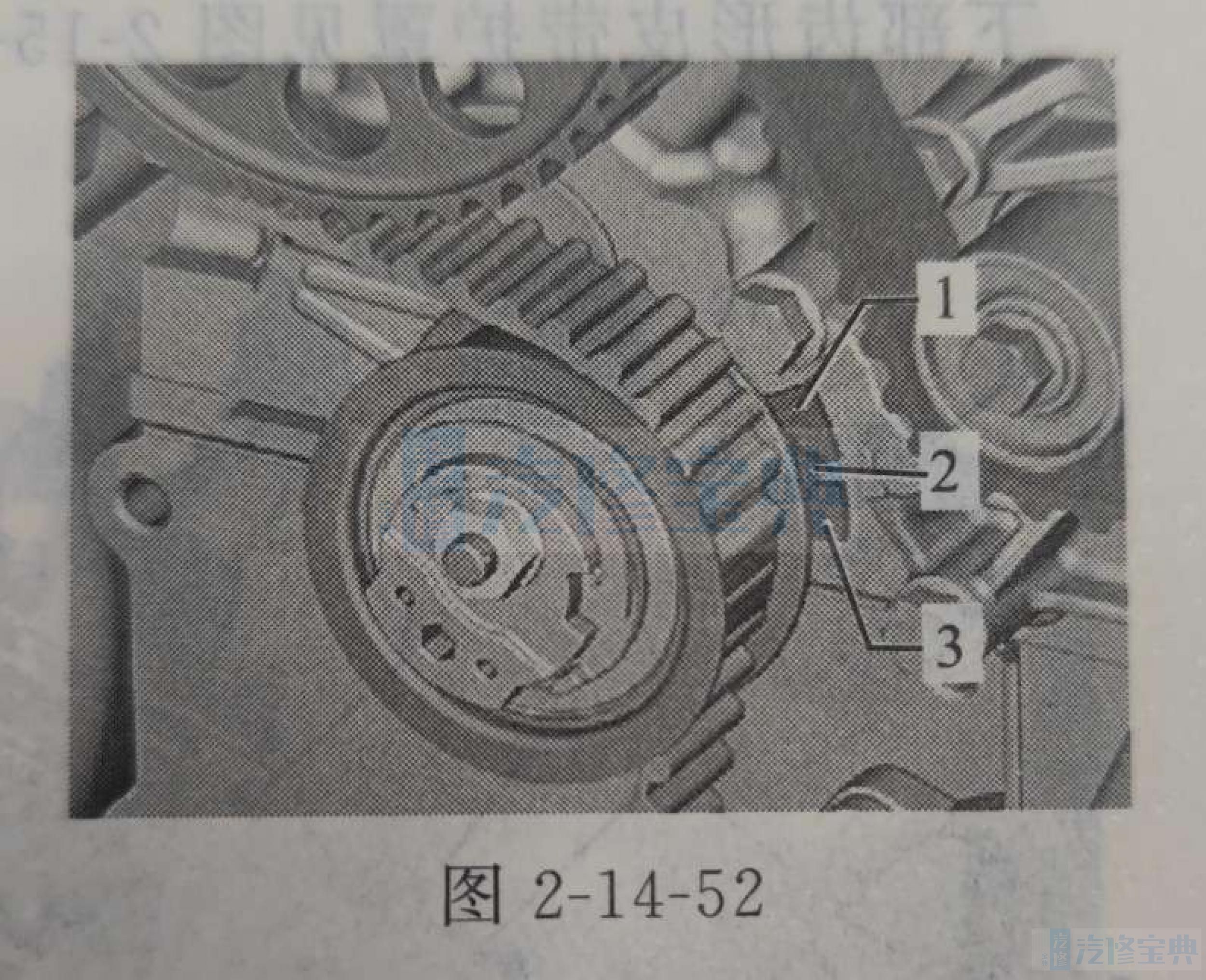
6张紧轮指针2必须位于底座的簧片1和3之间的正中位置(图2-14-52)。
提示a.允许侧面错开最多5mm。
b.如果无法满足条件,则在配气相位已正确设置时继续。
c.如果无法满足条件,则校正配气相位。
(5)校正配气相位1如果无法锁定凸轮轴轮毂,则往回拉曲轴制动器T10490,直至销轴释放孔。
2逆着发动机运转方向转出曲轴,略微超过“上止点”。
3沿发动机运转方向缓慢转动曲轴,直到能够用定位销T10492卡住凸轮轴轮毂为止。
4凸轮轴锁定后,松开固定螺栓和凸轮轴齿形带轮的螺栓。
当心:在松开或拔下凸轮轴齿形带轮的螺栓和高压泵齿形带轮的螺母时出现的扭矩绝对不能传递到相应的定位销上。此处使用固定支架也可能会导致“从动件”损坏。这种情况有时无法看到并会导致发动机损坏。松开和拧紧中心螺栓时拔出定位销,然后(如果需要)再次插入!
5如果曲轴制动器T10490的销轴位于孔左侧(图2-14-45):沿发动机运转方向转动曲轴,直到曲轴制动器T10490的销轴通过旋转卡入密封法兰上的孔(箭头)中。用20N·m的力矩拧紧凸轮轴齿形带轮的螺栓,为此取下定位销T10492,用固定支架T10172A及适配接头T10172/11将凸轮轴齿形带轮顶住。
6如果曲轴制动器T10490的销轴位于孔右侧:首先逆着发动机运转方向略微转动曲轴。沿发动机运转方向重新转动曲轴,直到曲轴制动器的销轴通过旋转卡入密封法兰中。用20N·m的力矩拧紧凸轮轴齿形带轮的螺栓,为此取下定位销T10492,用固定支架T10172A及适配接头T10172/11将凸轮轴齿形带轮顶住。
7拆除定位销T10492和曲轴制动器T10490。
8通过齿形带轮螺栓,沿发动机运转方向转动曲轴2圈,直至曲轴接近“上止点”。
9重复检查配气相位。
10如果凸轮轴的轮毂能卡住,则将凸轮轴齿形带轮的螺栓1拧紧,为此卸除定位销T10492并将凸轮轴齿形带轮用固定支架T10172A及适配接头,T10172/11顶住(图2-14-50)。
11最后拧紧高压泵齿形带轮的螺栓2,为此使用固定支架T10051。
12重复检查配气相位。
(6)组装步骤提示:拆卸后更换密封件。用标配软管卡箍固定所有软管连接。
其他组装以倒序进行,同时要注意下列事项。
1拧紧固定螺栓(箭头)(图2-14-53)。
2安装减振器。
3安装发动机支撑。
4安装齿形皮带护罩。